
Study on Friction and Wear Properties and Mechanism at Different Temperatures of Friction Stir Lap Welding Joint of SiCp/ZL101 and ZL101


Abstract
:1. Introduction
2. Experimental Procedure
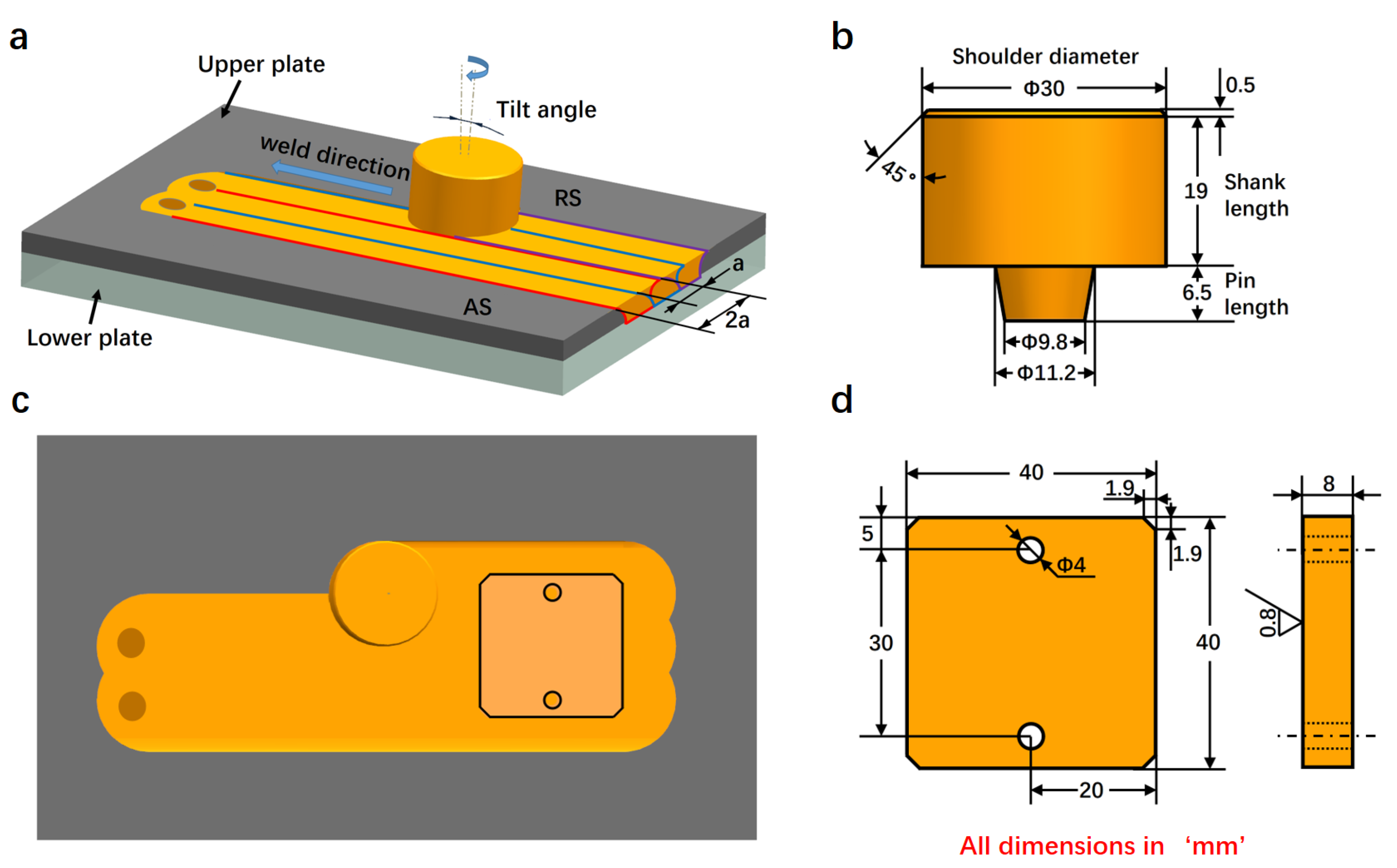
2.1. Experimental Materials
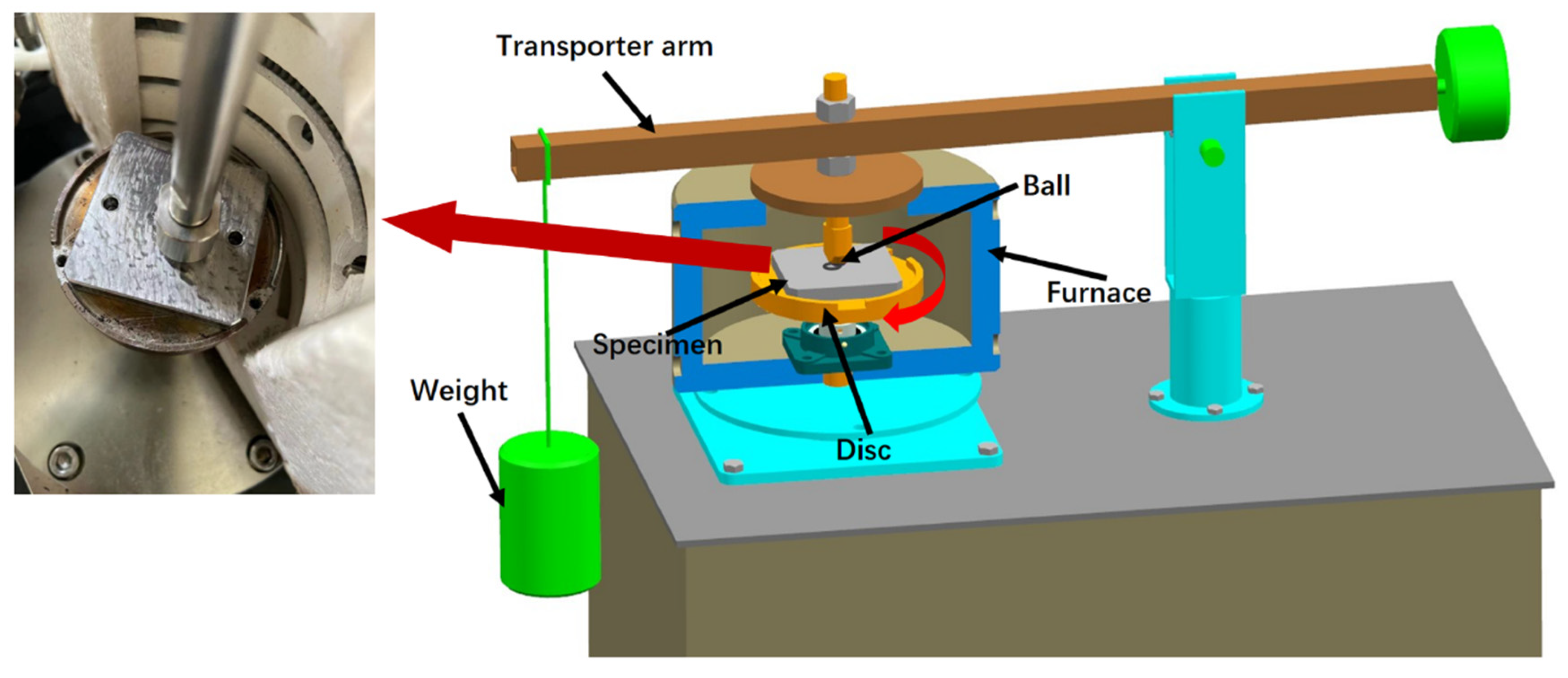
2.2. Friction and Wear Test
2.3. Wear Detection and Structural Characterization
3. Results
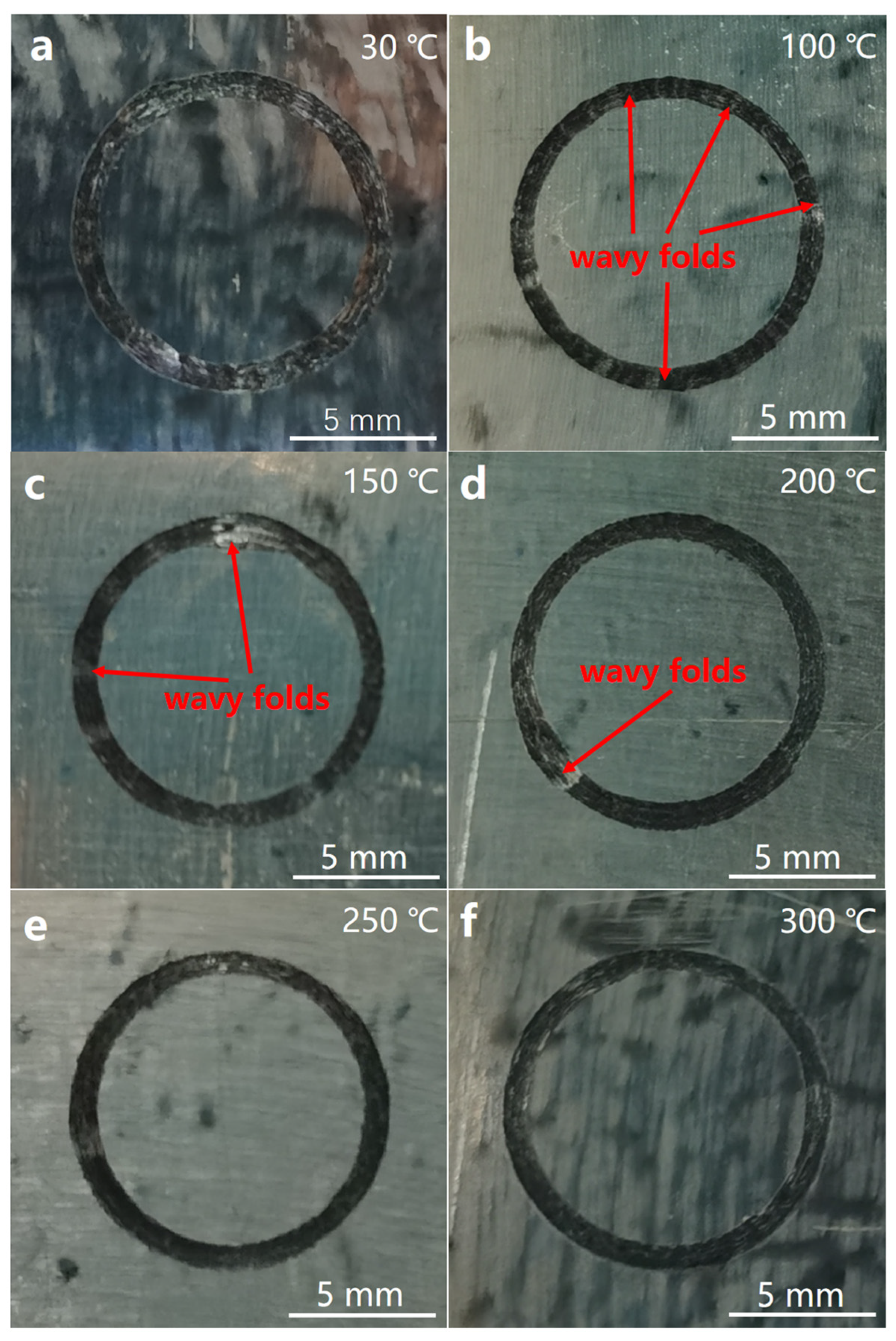
3.1. Macrostructure Morphology of Wear Surface
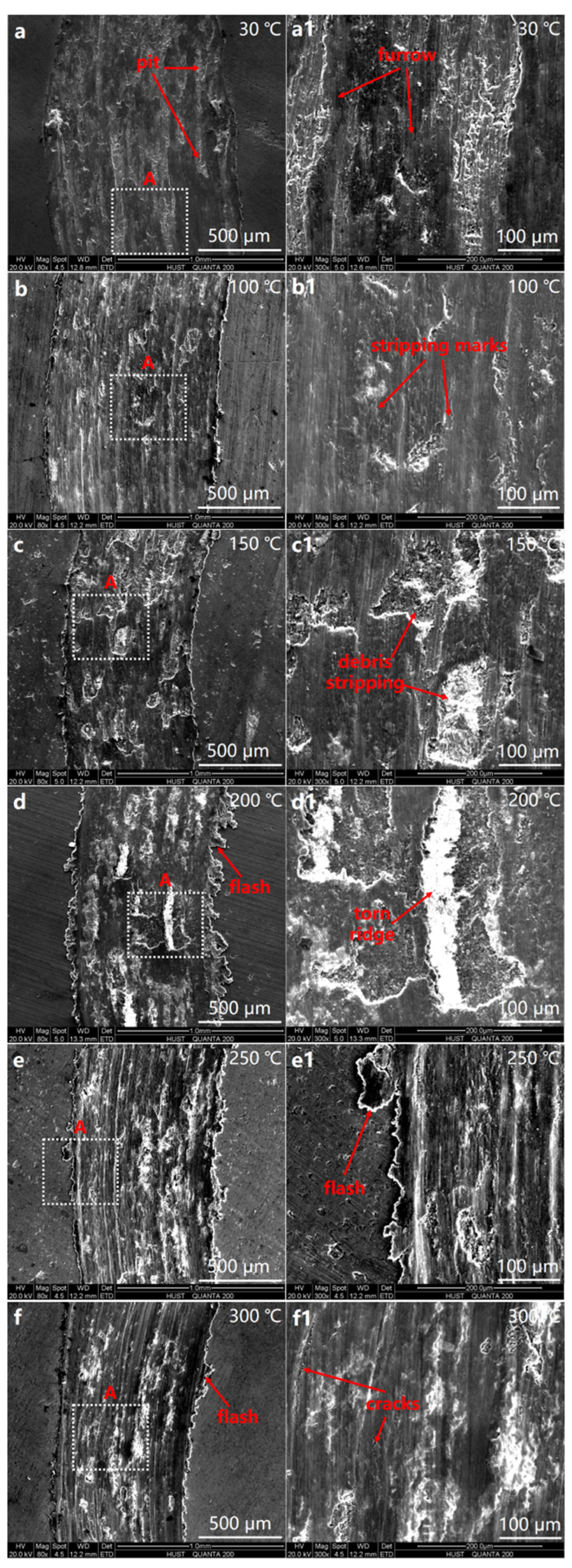
3.2. Microstructure Morphology of Wear Surface
3.3. Morphology of Wear Debris
4. Discussion
4.1. Effect of Temperature on the Morphology of Wear Scars
4.2. Effect of Temperature on Wear Mechanisms
5. Conclusions
- (1)
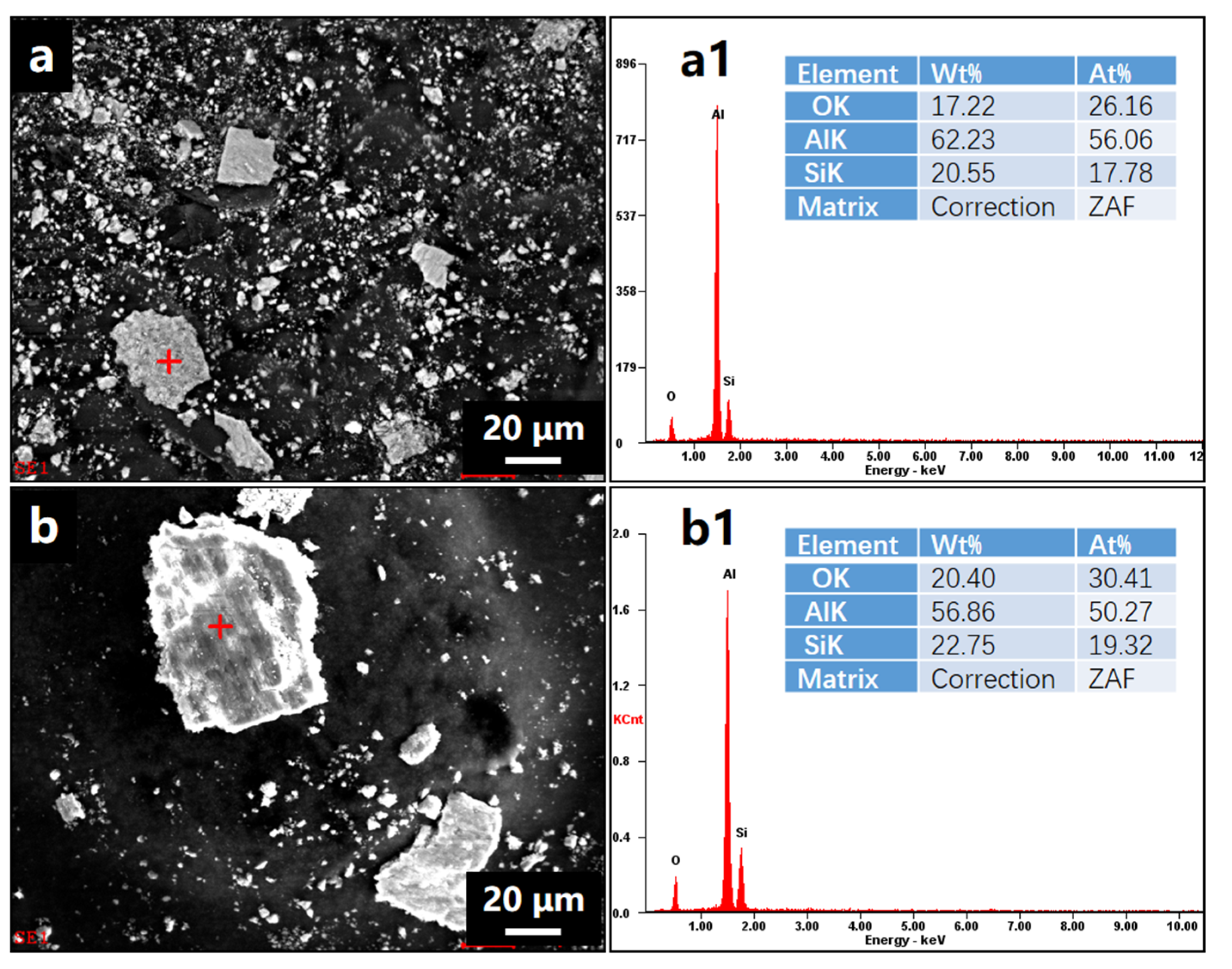
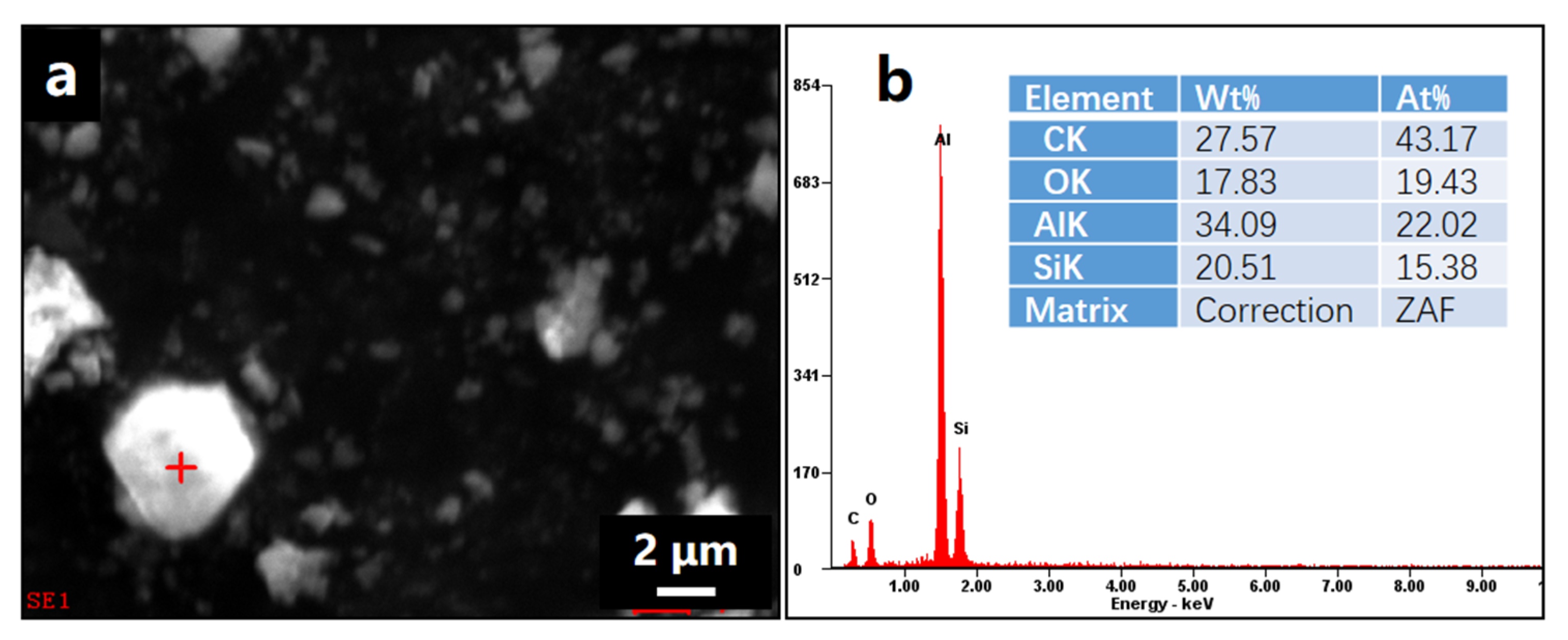
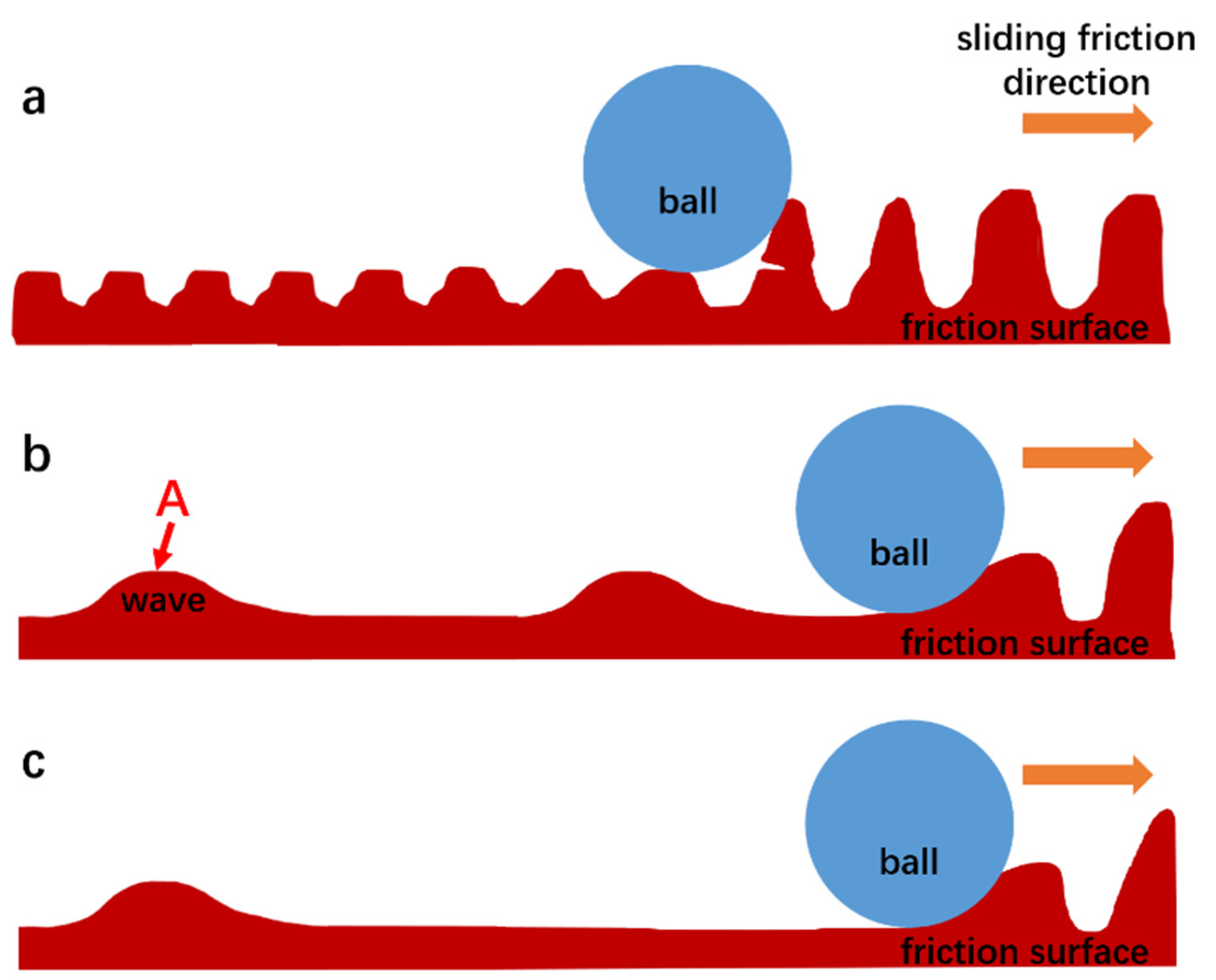
- The wear scars of the specimen at 30 °C were relatively wide, and the wear surface was rough and uneven. The wear scars of the specimens at 100 °C to 300 °C were black, and obvious wavy folds could be observed on the wear surface. The distribution of wavy folds was denser and decreased with increasing temperature. The wear surfaces showed significant signs of plastic deformation at temperatures above 200 °C. The size of the wear debris reached its maximum at 150 °C, and obvious cracks appeared on the surface of the wear debris. Then, the powdery abrasive debris began to increase, and the size of the wear debris tended to be consistent. The O element was detected in the wear debris at each temperature.
- (2)
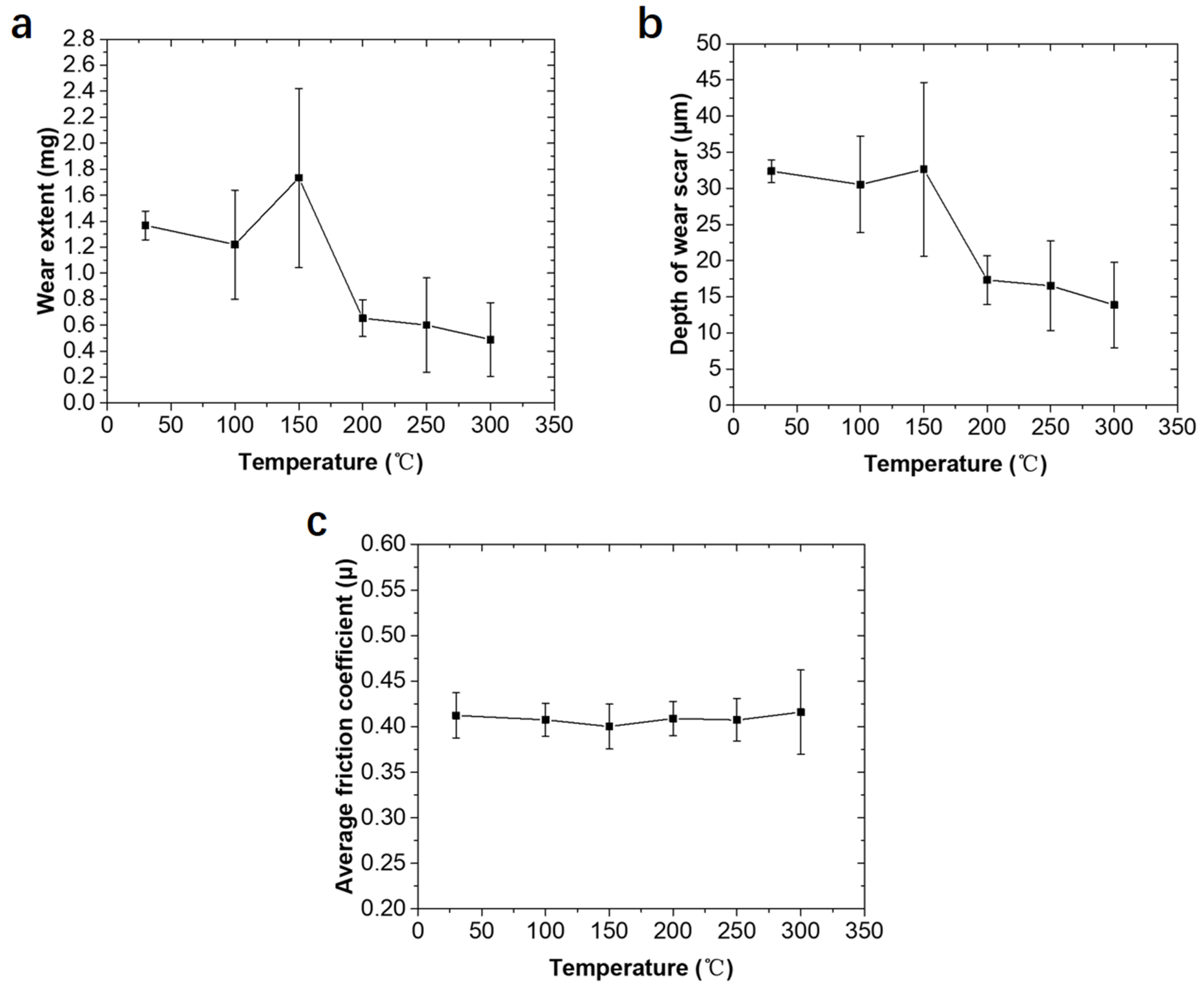
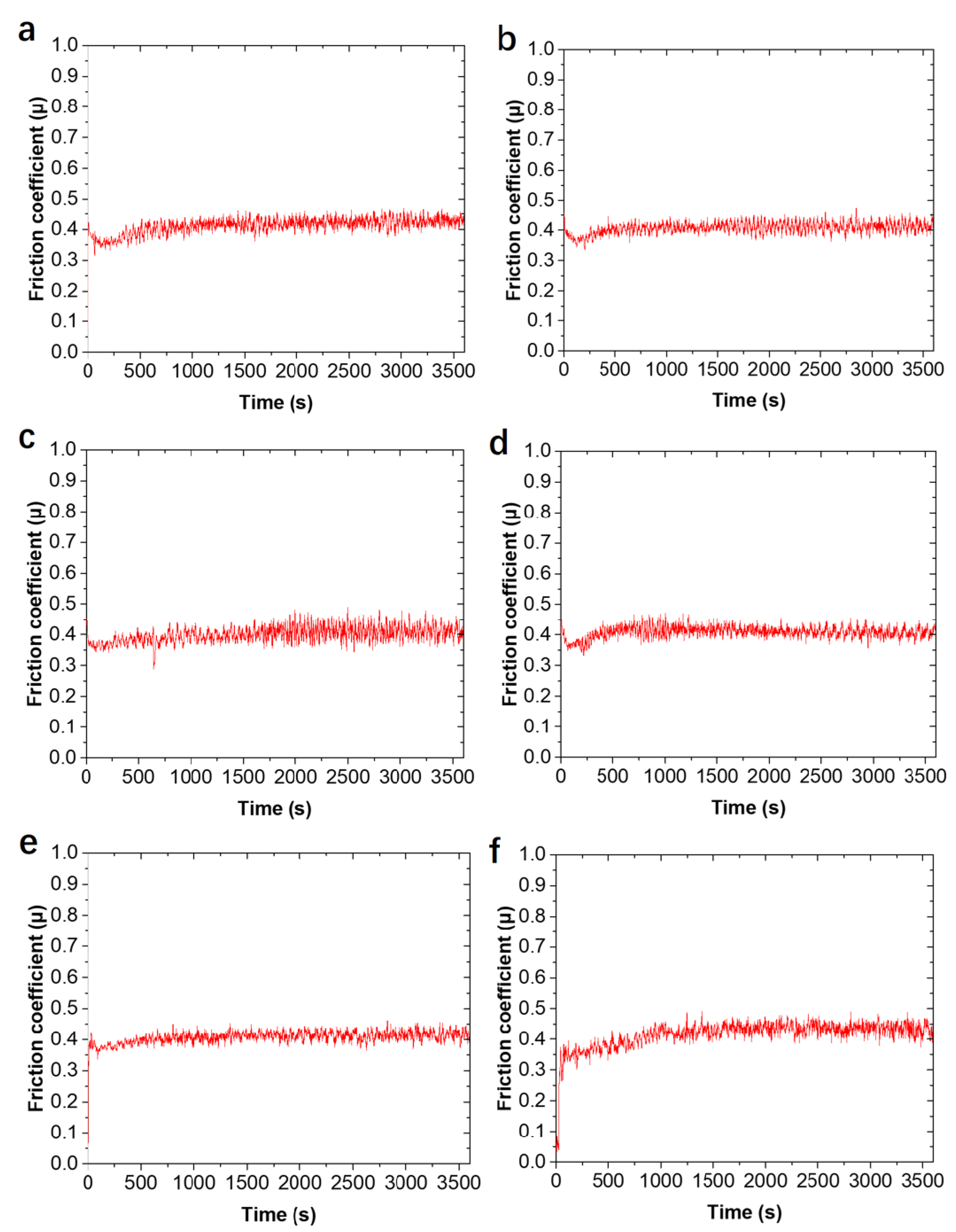
- The friction process at each temperature was relatively stable; the friction coefficient did not change much. The average friction coefficient changed slightly and was stable at around 0.4. The wear extent and the depth of wear scars increased with increasing temperature, reaching the highest at 150 °C, and then began to decrease. The wear extent above 200 °C was equivalent to about 35% of the wear extent at room temperature.
- (3)
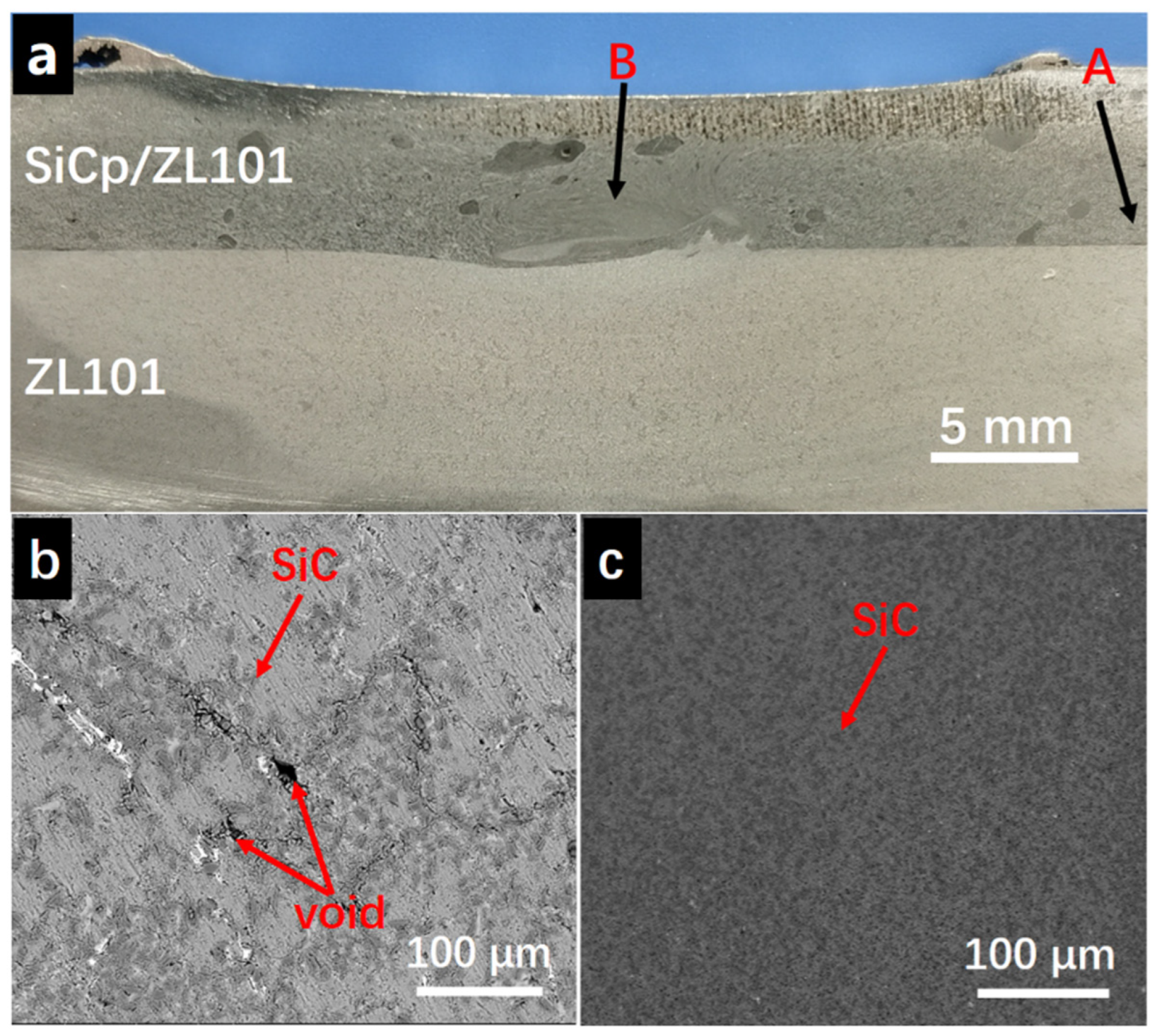
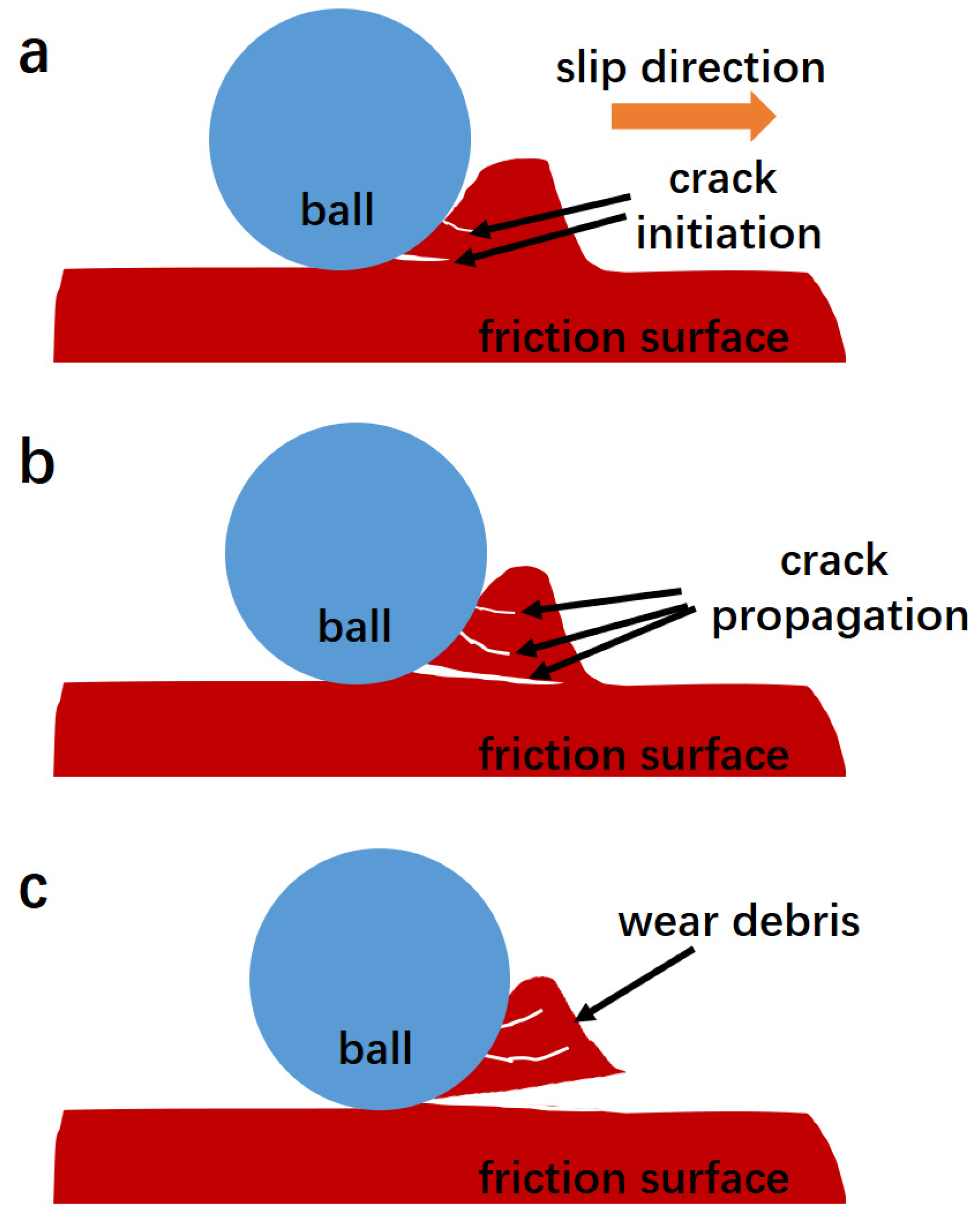
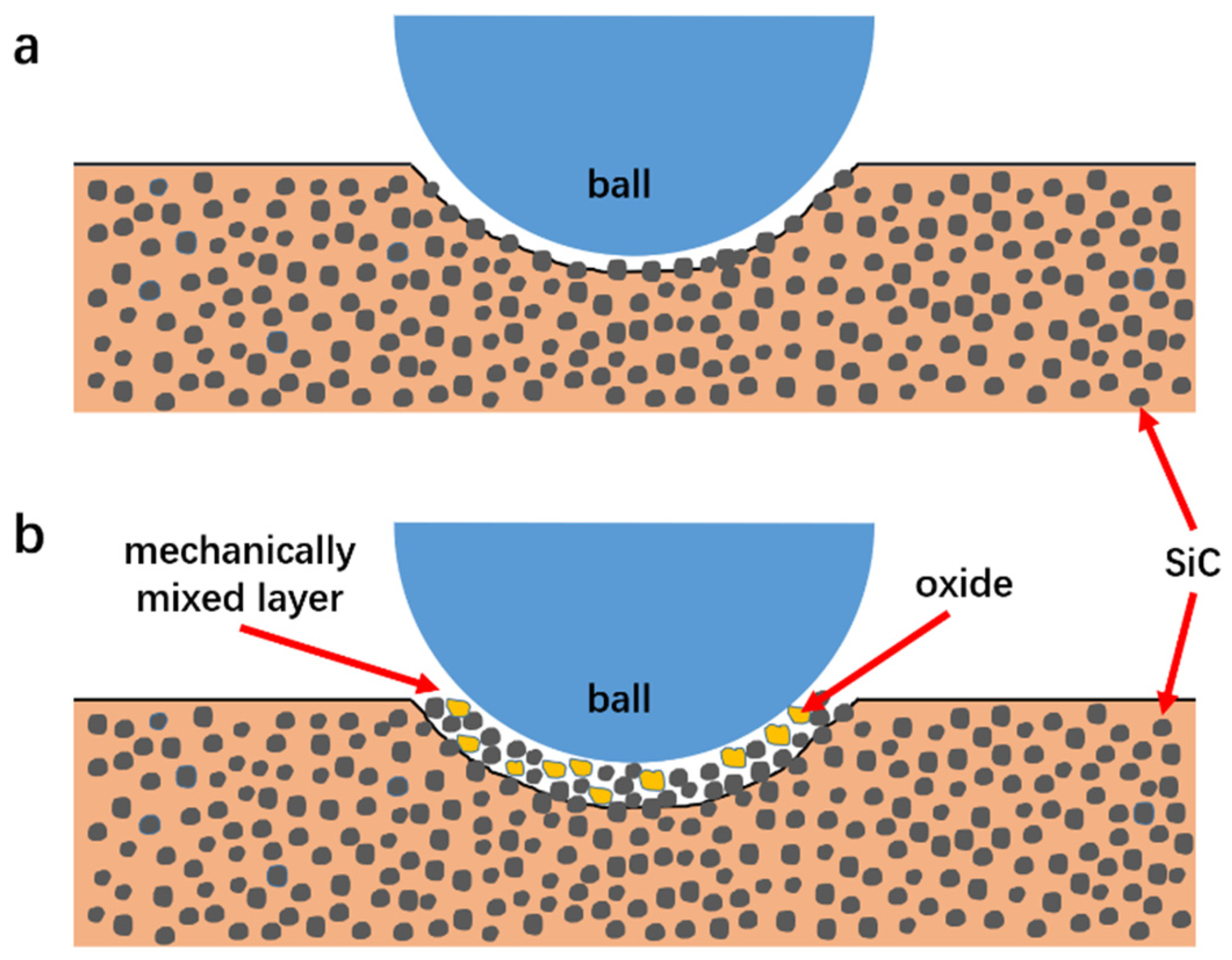
- The wear mechanisms were mainly oxidation wear and abrasive wear at 30 °C. As the temperature increased, the wear debris fell off under the propagation of the fatigue cracks caused by the action of the cyclic shearing of the grinding ball; fatigue wear was the main form at this stage. When the temperature reached 200 °C, it began to show the characteristics of adhesive wear. Due to the gradual formation of a mechanical mixed layer containing SiC particles and oxides on the wear surface at high temperature, it exhibited high-temperature lubrication characteristics and better high-temperature friction and wear performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, W.; Zhu, J.; Li, G.; Guan, F.; Yu, Y.; Fan, Z. Enhanced mechanical properties of 6082 aluminum alloy via SiC addition combined with squeeze casting. J. Mater. Sci. Technol. 2021, 88, 119–131. [Google Scholar] [CrossRef]
- Zhu, J.; Jiang, W.; Li, G.; Guan, F.; Yu, Y.; Fan, Z. Microstructure and mechanical properties of SiCnp/Al6082 aluminum matrix composites prepared by squeeze casting combined with stir casting. J. Mater. Process. Technol. 2020, 283, 116699. [Google Scholar] [CrossRef]
- Geng, R.; Qiu, F.; Jiang, Q.C. Reinforcement in Al Matrix Composites: A Review of Strengthening Behavior of Nano-Sized Particles. Adv. Eng. Mater. 2018, 20, 13. [Google Scholar] [CrossRef]
- Wasekar, M.K.; Khond, M.P. A Composite Material an alternative for manufacturing of Automotive Disc Brake: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1126, 012067. [Google Scholar] [CrossRef]
- Jin, Y.X.; Wang, X.Y.; Tong, Q.Q.; Chen, H.M.; Lee, J.M. High-Temperature Dry Sliding Friction and Wear Characteristics of As-Cast SiCP/A356 Composite. Adv. Mater. Res. 2013, 690–693, 318–322. [Google Scholar] [CrossRef]
- Dasgupta, R. Aluminium alloy-based metal matrix composites: A potential material for wear resistant applications. Int. Sch. Res. Not. 2012, 2012, 594573. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B. Dynamic characteristics study for surface composite of AMMNCs matrix fabricated by friction stir process. Materials 2018, 11, 1240. [Google Scholar] [CrossRef] [Green Version]
- Khalil, A.M.; Loginova, I.S.; Solonin, A.N.; Mosleh, A.O. Controlling liquation behavior and solidification cracks by continuous laser melting process of AA-7075 aluminum alloy. Mater. Lett. 2020, 277, 128364. [Google Scholar] [CrossRef]
- Khalil, A.M.; Loginova, I.S.; Pozdniakov, A.V.; Mosleh, A.O.; Solonin, A.N. Evaluation of the Microstructure and Mechanical Properties of a New Modified Cast and Laser-Melted AA7075 Alloy. Materials 2019, 12, 3430. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, F.; Srivastava, S.; Agarwal, A.B. Synthesis & Characterization of Al-Ti-Cr MMC as friction material for disc brakes application. Mater. Today Proc. 2017, 4, 405–414. [Google Scholar] [CrossRef]
- Mhaske, M.S.; Shirsat, D.U.M. Investigations of Tribological Behaviour of Al-SiC MMC for Automobile Brake Pad. In Proceedings of the TRIBOINDIA-2018: An International Conference on Tribology, Mumbai, India, 13–15 December 2018. [Google Scholar] [CrossRef]
- Kolli, M.; Devaraju, A.; Saikumar, G.; Kosaraju, S. Electrical Discharge Machining of SiC Reinforced 6061-T6 Aluminum Alloy Surface Composite Fabricated by Friction Stir Processing. E3S Web Conf. 2021, 309, 01044. [Google Scholar] [CrossRef]
- Venkatachalam, G.; Arumugam, K. Mechanical Behaviour of Aluminium Alloy Reinforced with Sic/Fly Ash/Basalt Composite for Brake Rotor. Polym. Polym. Compos. 2017, 25, 203–208. [Google Scholar] [CrossRef]
- Firouz, F.M.; Mohamed, E.; Lotfy, A.; Daoud, A.; Abou El-Khair, M.T. Thermal expansion and fatigue properties of automotive brake rotor made of AlSi–SiC composites. Mater. Res. Express 2020, 6, 1265d1262. [Google Scholar] [CrossRef]
- P, S.; Natarajan, H.K.; Kumar J., P. Study of silicon carbide-reinforced aluminum matrix composite brake rotor for motorcycle application. Int. J. Adv. Manuf. Technol. 2018, 94, 1461–1475. [Google Scholar] [CrossRef]
- Daoud, A.; Abou El-khair, M.T. Wear and friction behavior of sand cast brake rotor made of A359-20vol% SiC particle composites sliding against automobile friction material. Tribol. Int. 2010, 43, 544–553. [Google Scholar] [CrossRef]
- Hekner, B.; Myalski, J.; Valle, N.; Botor-Probierz, A.; Sopicka-Lizer, M.; Wieczorek, J. Friction and wear behavior of Al-SiC(n) hybrid composites with carbon addition. Compos. Part B Eng. 2017, 108, 291–300. [Google Scholar] [CrossRef]
- Sika, R.; Rogalewicz, M.; Popielarski, P.; Czarnecka-Komorowska, D.; Przestacki, D.; Gawdzińska, K.; Szymański, P. Decision Support System in the Field of Defects Assessment in the Metal Matrix Composites Castings. Materials 2020, 13, 3552. [Google Scholar] [CrossRef]
- Sharma, V.; Singla, Y.; Gupta, Y.; Raghuwanshi, J. Post-processing of metal matrix composites by friction stir processing. AIP Conf. Proc. 2018, 1953, 090062. [Google Scholar] [CrossRef]
- Fadavi Boostani, A.; Tahamtan, S.; Jiang, Z.Y.; Wei, D.; Yazdani, S.; Azari Khosroshahi, R.; Taherzadeh Mousavian, R.; Xu, J.; Zhang, X.; Gong, D. Enhanced tensile properties of aluminium matrix composites reinforced with graphene encapsulated SiC nanoparticles. Compos. Part A Appl. Sci. Manuf. 2015, 68, 155–163. [Google Scholar] [CrossRef]
- Zhou, D.; Qiu, F.; Jiang, Q. The nano-sized TiC particle reinforced Al–Cu matrix composite with superior tensile ductility. Mater. Sci. Eng. A 2015, 622, 189–193. [Google Scholar] [CrossRef]
- Liu, Q.; Ke, L.; Liu, F.; Huang, C.; Xing, L. Microstructure and mechanical property of multi-walled carbon nanotubes reinforced aluminum matrix composites fabricated by friction stir processing. Mater. Des. 2013, 45, 343–348. [Google Scholar] [CrossRef]
- Velavan, K.; Palanikumar, K. Effect of Silicon Carbide (SiC) on Stir Cast Aluminium Metal Matrix Hybrid Composites—A Review. Appl. Mech. Mater. 2015, 766–767, 293–300. [Google Scholar] [CrossRef]
- Eskandari, H.; Taheri, R. A Novel Technique for Development of Aluminum Alloy Matrix/TiB2/Al2O3 Hybrid Surface Nanocomposite by Friction Stir Processing. Procedia Mater. Sci. 2015, 11, 503–508. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B.; Mikhaylovskaya, A.V.; Taha, M.A.; Mosleh, A.O. Improvement of the microstructure and mechanical properties by hybridizing the surface of AA7075 by hexagonal boron nitride with carbide particles using the FSP process. J. Mater. Res. Technol. 2022, 17, 1986–1999. [Google Scholar] [CrossRef]
- Avettand-Fènoël, M.-N.; Simar, A. A review about Friction Stir Welding of metal matrix composites. Mater. Charact. 2016, 120, 1–17. [Google Scholar] [CrossRef]
- Zuo, L.; Zhao, X.; Li, Z.; Zuo, D.; Wang, H. A review of friction stir joining of SiCp/Al composites. Chin. J. Aeronaut. 2020, 33, 792–804. [Google Scholar] [CrossRef]
- Vijayavel, P.; Rajkumar, I.; Sundararajan, T. Surface characteristics modification of lm25 aluminum alloy–5% sic particulate metal matrix composites by friction stir processing. Met. Powder Rep. 2021, 76, 140–151. [Google Scholar] [CrossRef]
- Vijayavel, P.; Sundararajan, T.; Rajkumar, I.; Ananthakumar, K. Effect of tool diameter ratio of tapered cylindrical profile pin on wear characteristics of friction stir processing of Al-Si alloy reinforced with SiC ceramic particles. Met. Powder Rep. 2021, 76, 75–89. [Google Scholar] [CrossRef]
- Mohamadigangaraj, J.; Nourouzi, S.; Jamshidi Aval, H. Statistical modelling and optimization of friction stir processing of A390-10 wt% SiC compo-cast composites. Measurement 2020, 165, 108166. [Google Scholar] [CrossRef]
- Kumar, A.; Pal, K.; Mula, S. Simultaneous improvement of mechanical strength, ductility and corrosion resistance of stir cast Al7075-2% SiC micro- and nanocomposites by friction stir processing. J. Manuf. Process. 2017, 30, 1–13. [Google Scholar] [CrossRef]
- Kurtyka, P.; Rylko, N.; Tokarski, T.; Wójcicka, A.; Pietras, A. Cast aluminium matrix composites modified with using FSP process – Changing of the structure and mechanical properties. Compos. Struct. 2015, 133, 959–967. [Google Scholar] [CrossRef]
- Butola, R.; Tyagi, L.; Singari, R.M.; Murtaza, Q.; Kumar, H.; Nayak, D. Mechanical and wear performance of Al/SiC surface composite prepared through friction stir processing. Mater. Res. Express 2021, 8, 016520. [Google Scholar] [CrossRef]
- Aruri, D.; Adepu, K.; Adepu, K.; Bazavada, K. Wear and mechanical properties of 6061-T6 aluminum alloy surface hybrid composites [(SiC+Gr) and (SiC+Al2O3)] fabricated by friction stir processing. J. Mater. Res. Technol. 2013, 2, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Devaraju, A.; Kumar, A.; Kumaraswamy, A.; Kotiveerachari, B. Influence of reinforcements (SiC and Al2O3) and rotational speed on wear and mechanical properties of aluminum alloy 6061-T6 based surface hybrid composites produced via friction stir processing. Mater. Des. 2013, 51, 331–341. [Google Scholar] [CrossRef]
- Rana, H.G.; Badheka, V.J.; Kumar, A. Fabrication of Al7075/B4C surface composite by novel friction stir processing (FSP) and investigation on wear properties. Procedia Technol. 2016, 23, 519–528. [Google Scholar] [CrossRef] [Green Version]
- Shin, K.; Brennan, M.J.; Oh, J.E.; Harris, C.J. Analysis of disc brake noise using a two-degree-of-freedom model. J. Sound Vib. 2002, 254, 837–848. [Google Scholar] [CrossRef]
- Brake vibration and noise: Reviews, comments, and proposals. Int. J. Mater. Prod. Technol. 1997, 12, 496–513. [CrossRef]
- Xia, P.; Wu, Y.; Yin, T.; Xie, K.; Tan, Y. Formation mechanism of TiC–Al2O3 ceramic reinforcements and the influence on the property of ZL101 composites. Ceram. Int. 2022, 48, 2577–2584. [Google Scholar] [CrossRef]
- Luo, X.; Han, Y.; Li, Q.; Hu, X.; Xue, L. Microstructure and Properties of ZL101 Alloy Affected by Substrate Movement Speed of a Novel Semisolid Continuous Micro Fused-Casting for Metal Process. J. Wuhan Univ. Technol. -Mater. Sci. Ed. 2018, 33, 715–719. [Google Scholar] [CrossRef]
- Cheng, S.-j.; Zhao, Y.-h.; Hou, H.; Jin, Y.-c.; Guo, X.-x. Preparation of semi-solid ZL101 aluminum alloy slurry by serpentine channel. Trans. Nonferrous Met. Soc. China 2016, 26, 1820–1825. [Google Scholar] [CrossRef]
- Cui, H.-c.; Lu, F.-g.; Peng, K.; Tang, X.-h.; Yao, S. Research on electron beam welding of in situ TiB2p/ZL101 composite. J. Shanghai Jiaotong Univ. 2010, 15, 479–483. [Google Scholar] [CrossRef]
- Wan, J.; Yan, H.; Xu, D. Rheological study of semi-solid TiAl3/ZL101 composites prepared by ultrasonic vibration. Int. J. Mater. Res. 2015, 106, 1244–1249. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Yan, F.; Hou, H. Statistical investigations of serpentine channel pouring process parameters on semi-solid ZL101 aluminum alloy slurry using response surface methodology. J. Alloys Compd. 2017, 725, 673–683. [Google Scholar] [CrossRef]
- Rabinowicz, E.; Tanner, R.I. Friction and Wear of Materials. J. Appl. Mech. 1966, 33, 479. [Google Scholar] [CrossRef]
- Saadatmand, M.; Mohandesi, J.A. Comparison Between Wear Resistance of Functionally Graded and Homogenous Al-SiC Nanocomposite Produced by Friction Stir Processing (FSP). J. Mater. Eng. Perform. 2014, 23, 736–742. [Google Scholar] [CrossRef]
- Manickam, A.; Kuppusamy, R.; Jayaprakasham, S.; Santhanam, S.K.V. Multi Response Optimization of Friction Stir Process Parameters on AA2024/SiC Composite Fabricated Using Friction Stir Processing. In Proceedings of the ASME 2021 International Mechanical Engineering Congress and Exposition, Online, 1–5 November 2021. [Google Scholar]
- Cui, G.; Qian, Y.; Bian, C.; Gao, G.; Hassani, M.; Liu, Y.; Kou, Z. CoCrNi matrix high-temperature wear resistant composites with micro- and nano-Al2O3 reinforcement. Compos. Commun. 2020, 22, 100461. [Google Scholar] [CrossRef]
- Roy, P.; Singh, S.; Pal, K. Enhancement of mechanical and tribological properties of SiC- and CB-reinforced aluminium 7075 hybrid composites through friction stir processing. Adv. Compos. Mater. 2019, 28, 1–18. [Google Scholar] [CrossRef]
- Kumar, A.; Mahapatra, M.M.; Jha, P.K. Modeling the abrasive wear characteristics of in-situ synthesized Al–4.5%Cu/TiC composites. Wear 2013, 306, 170–178. [Google Scholar] [CrossRef]
- Gangil, N.; Maheshwari, S.; Siddiquee, A.N. Novel Use of Distribution Facilitators and Time–Temperature Range for Strengthening in Surface Composites on AA7050-T7451. Metallogr. Microstruct. Anal. 2018, 7, 561–577. [Google Scholar] [CrossRef]
- Ostovan, F.; Amanollah, S.; Toozandehjani, M.; Shafiei, E. Fabrication of Al5083 surface hybrid nanocomposite reinforced by CNTs and Al2O3 nanoparticles using friction stir processing. J. Compos. Mater. 2019, 54, 1107–1117. [Google Scholar] [CrossRef]
- Huang, G.; Hou, W.; Li, J.; Shen, Y. Development of surface composite based on Al-Cu system by friction stir processing: Evaluation of microstructure, formation mechanism and wear behavior. Surf. Coat. Technol. 2018, 344, 30–42. [Google Scholar] [CrossRef]
- Muratoğlu, M.; Aksoy, M. Abrasive wear of 2124Al–SiC composites in the temperature range 20–200°C. J. Mater. Process. Technol. 2006, 174, 272–276. [Google Scholar] [CrossRef]
- Kumar, S.; Panwar, R.S.; Pandey, O.P. Effect of dual reinforced ceramic particles on high temperature tribological properties of aluminum composites. Ceram. Int. 2013, 39, 6333–6342. [Google Scholar] [CrossRef]
- Rosenfield, A.R. A shear instability model of sliding wear. Wear 1987, 116, 319–328. [Google Scholar] [CrossRef]
- Alexeyev, N.M. On the motion of material in the border layer in solid state friction. Wear 1990, 139, 33–48. [Google Scholar] [CrossRef]
- Tyagi, L.; Butola, R.; Jha, A.K. Mechanical and tribological properties of AA7075-T6 metal matrix composite reinforced with ceramic particles and aloevera ash via Friction stir processing. Mater. Res. Express 2020, 7, 066526. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aluminum Alloy | C | Si | Mn | Mo | Cr | Ni | Mg | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| ZL101 | - | 6.5~7.5 | ≤0.35 | - | - | - | 0.25~0.45 | Bal | - |
| No. | Speed (rpm) | Welding Speed (mm/min) | Pressing Amount (mm) | Welding Pass | Tool Tilt Angle (°) |
|---|---|---|---|---|---|
| 1 | 375 | 35.5 | 0.15 | 1 | 3.5 |
| No. | Speed (r/min) | Temperature (°C) | Load (N) | Radius of Friction (mm) |
|---|---|---|---|---|
| 1 | 150 | 30 | 6 | 5 |
| 2 | 150 | 100 | 6 | 5 |
| 3 | 150 | 150 | 6 | 5 |
| 4 | 150 | 200 | 6 | 5 |
| 5 | 150 | 250 | 6 | 5 |
| 6 | 150 | 300 | 6 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, B.; Liao, D.; Jiang, W.; Deng, H.; Li, G. Study on Friction and Wear Properties and Mechanism at Different Temperatures of Friction Stir Lap Welding Joint of SiCp/ZL101 and ZL101. Metals 2023, 13, 3. https://doi.org/10.3390/met13010003
Yuan B, Liao D, Jiang W, Deng H, Li G. Study on Friction and Wear Properties and Mechanism at Different Temperatures of Friction Stir Lap Welding Joint of SiCp/ZL101 and ZL101. Metals. 2023; 13(1):3. https://doi.org/10.3390/met13010003
Chicago/Turabian StyleYuan, Bei, Dunming Liao, Wenming Jiang, Han Deng, and Guangyu Li. 2023. "Study on Friction and Wear Properties and Mechanism at Different Temperatures of Friction Stir Lap Welding Joint of SiCp/ZL101 and ZL101" Metals 13, no. 1: 3. https://doi.org/10.3390/met13010003
APA StyleYuan, B., Liao, D., Jiang, W., Deng, H., & Li, G. (2023). Study on Friction and Wear Properties and Mechanism at Different Temperatures of Friction Stir Lap Welding Joint of SiCp/ZL101 and ZL101. Metals, 13(1), 3. https://doi.org/10.3390/met13010003