
Identifying Optimal Hot Forming Conditions for AA6010 Alloy by Means of Elevated Temperature Tensile Testing


Abstract
:1. Introduction
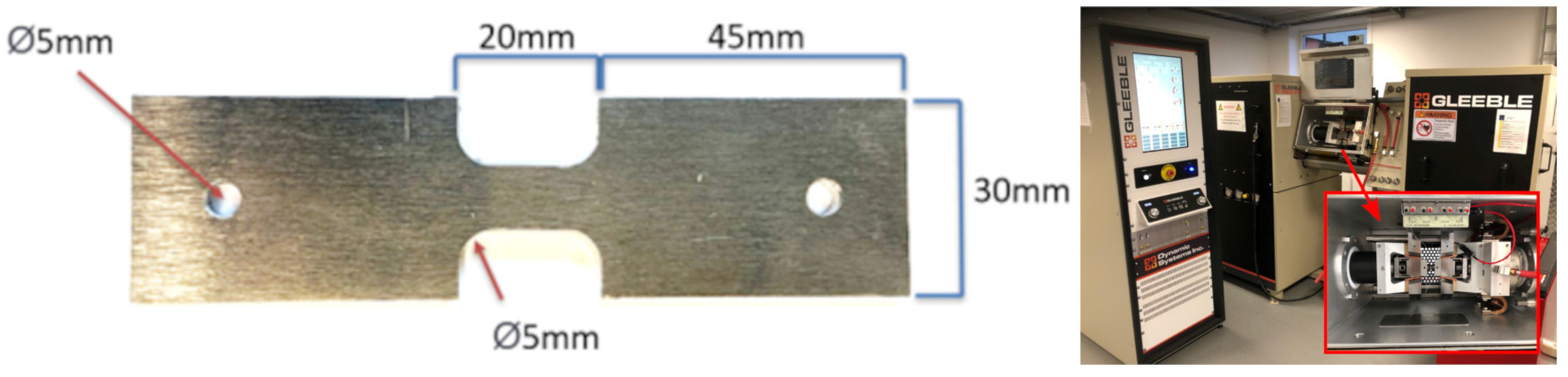
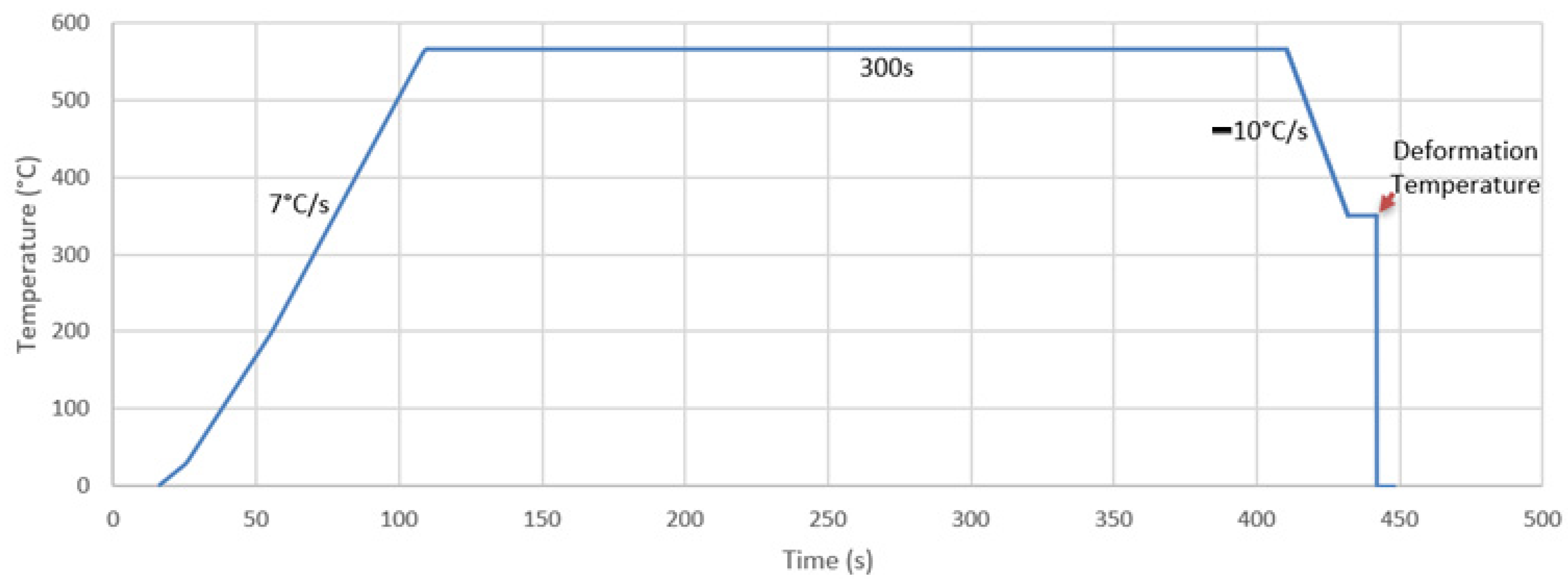
2. Materials and Methods
3. Results
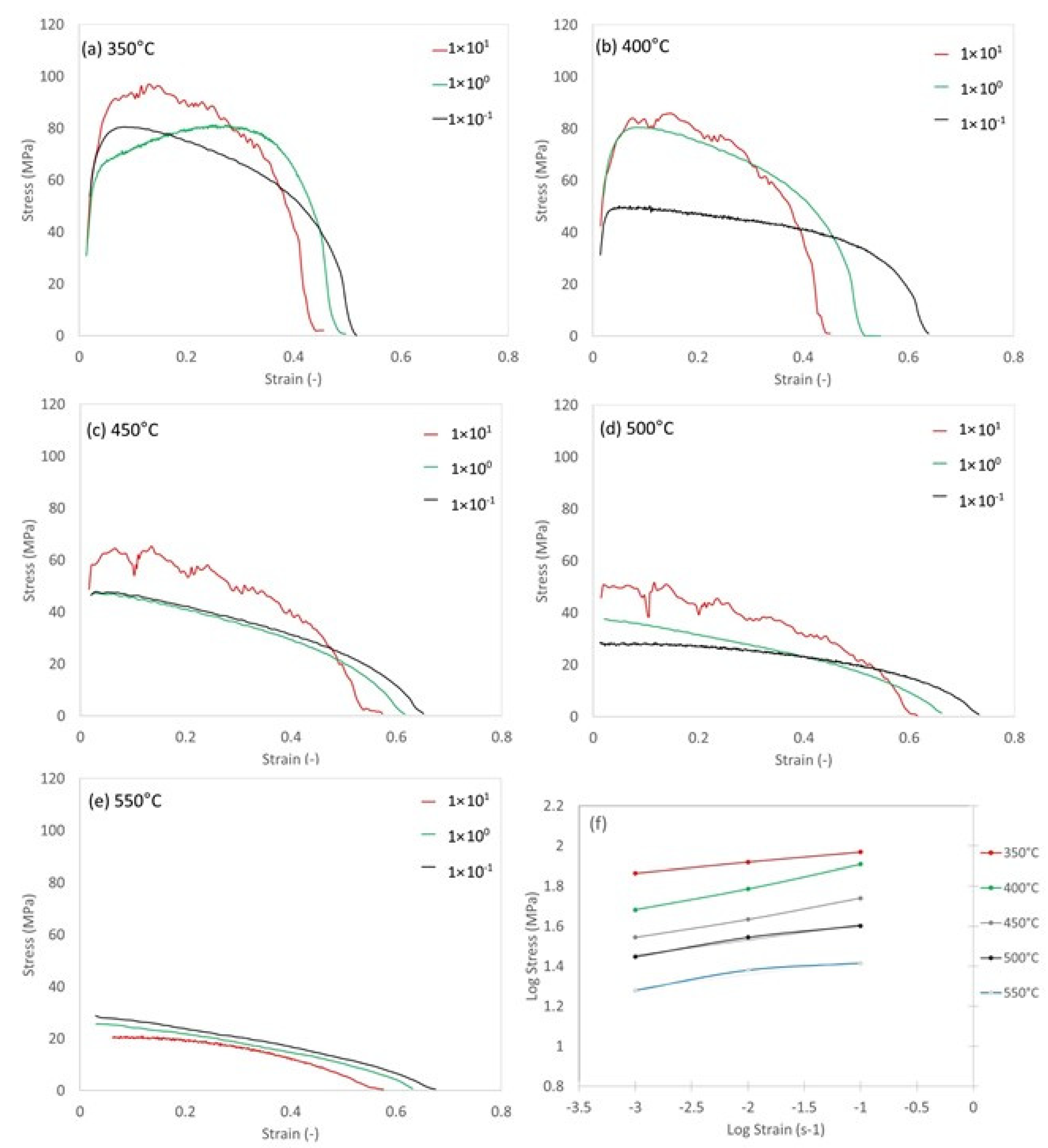
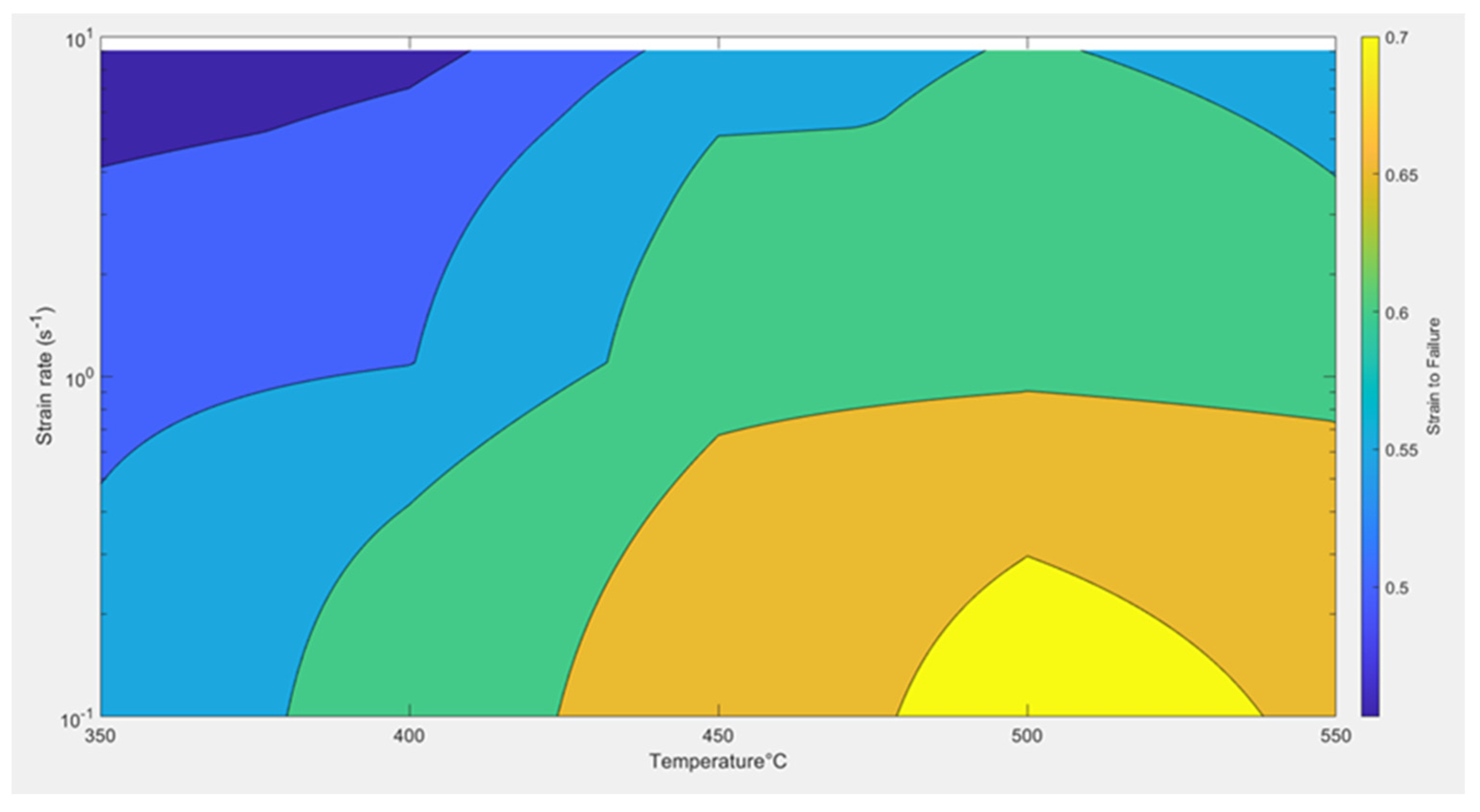
3.1. Elevated Temperature Formability
3.2. EBSD Analysis of Deformed Specimens
3.3. Post-Forming Heat Treatment
4. Discussion
5. Conclusions
- Optimal forming conditions for AA6010 in terms of peak ductility were established as 500 °C and 1 × 10−1 s−1 achieving a strain to failure of 0.7.
- Industrially usable levels of deformation are achievable under sub-optimal conditions at 450 °C and 1 × 101 s−1 achieving a strain to failure of 0.55.
- Dislocation creep and dynamic recrystallization are the dominant deformation mechanisms within AA6010 during HFQ like deformation.
- Following rapid aging treatments the material can achieve a yield strength of 335 MPa.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef]
- Milovanoff, A.; Posen, I.D.; MacLean, H.L. Electrification of Light-Duty Vehicle Fleet Alone Will Not Meet Mitigation Targets. Nat. Clim. Chang. 2020, 10, 1102–1107. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent Development in Aluminium Alloys for the Automotive Industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Long, R.S.; Boettcher, E.; Crawford, D. Current and Future Uses of Aluminum in the Automotive Industry. JOM 2017, 69, 2635–2639. [Google Scholar] [CrossRef]
- Hirsch, J. Recent Development in Aluminium for Automotive Applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J.; Wang, L.; Wang, K.; Zhu, B.; Zhang, Y. Hot Stamping of a B-Pillar Reinforced Panel with 7075 Aluminum Alloy and the Feasibility Study of Short-Time Aging. Front. Mater. 2021, 7, 444. [Google Scholar] [CrossRef]
- Zheng, K.; Politis, D.J.; Wang, L.; Lin, J. A Review on Forming Techniques for Manufacturing Lightweight Complex—Shaped Aluminium Panel Components. Int. J. Light. Mater. Manuf. 2018, 1, 55–80. [Google Scholar] [CrossRef]
- Krajewski, P.E.; Schroth, J.G. Overview of Quick Plastic Forming Technology. Mater. Sci. Forum 2007, 551–552, 3–12. [Google Scholar] [CrossRef]
- Dunwoody, B.J. The Production of Automotive Body Panels in 5083 SPF Aluminium Alloy. In Proceedings of the Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2001; Volume 357–359, pp. 59–64. [Google Scholar]
- Meng, Q.; Wang, B.; Fu, L.; Zhou, J.; Lin, J. The Influence of Process Parameters during Hot Stamping of Aa6111 Aluminum Alloy Sheet. In Proceedings of the Advanced Materials Research; Trans Tech Publications: Bäch, Switzerland, 2012; Volume 572, pp. 255–260. [Google Scholar]
- Rader, K.E.; Carter, J.T.; Hector, L.G.; Taleff, E.M. Plastic Deformation and Ductility of AA7075 and AA6013 at Warm Temperatures Suitable to Retrogression Forming. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 4003–4017. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; Almajid, A.A.; Soliman, M.S. Hot Deformation of AA6082-T4 Aluminum Alloy. J. Mater. Sci. 2008, 43, 6324–6330. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Z.; Wang, Z.; Zhu, B.; Wang, Y.; Zhang, Y. Formability and Lubrication of a B-Pillar in Hot Stamping with 6061 and 7075 Aluminum Alloy Sheets. In Proceedings of the Procedia Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume 207, pp. 723–728. [Google Scholar]
- Ma, W.Y.; Wang, B.Y.; Fu, L.; Zhou, J.; Huang, M.D. Influence of Process Parameters on Deep Drawing of AA6111 Aluminum Alloy at Elevated Temperatures. J. Cent. South Univ. 2015, 22, 1167–1174. [Google Scholar] [CrossRef]
- Di Ciano, M.; DiCecco, S.; Esmaeili, S.; Wells, M.A.; Worswick, M.J. Coarsening of AA6013-T6 Precipitates during Sheet Warm Forming Applications. J. Mater. Eng. Perform. 2018, 27, 939–947. [Google Scholar] [CrossRef]
- EPO—European Publication Server. Available online: https://data.epo.org/publication-server/document?iDocId=6324311&iFormat=0 (accessed on 3 March 2022).
- Li, N.; Shao, Z.; Lin, J.; Dean, T.A. Investigation of Uniaxial Tensile Properties of AA6082 under HFQ® Conditions. Key Eng. Mater. 2016, 716, 337–344. [Google Scholar] [CrossRef]
- Mohamed, M.S.; Foster, A.D.; Lin, J.; Balint, D.S.; Dean, T.A. Investigation of Deformation and Failure Features in Hot Stamping of AA6082: Experimentation and Modelling. Int. J. Mach. Tools Manuf. 2012, 53, 27–38. [Google Scholar] [CrossRef]
- Liu, X.; Fakir, O.E.; Meng, L.; Sun, X.; Li, X.; Wang, L.L. Effects of Lubricant on the IHTC during the Hot Stamping of AA6082 Aluminium Alloy: Experimental and Modelling Studies. J. Mater. Process. Technol. 2018, 255, 175–183. [Google Scholar] [CrossRef]
- Barnes, A.J. Industrial Applications of Superplastic Forming: Trends and Prospects. In Proceedings of the Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2001; Volume 357–359, pp. 3–16. [Google Scholar]
- The Aluminum Association, Teal Seets. Available online: https://www.aluminum.org/sites/default/files/2021-10/Teal%20Sheet.pdf (accessed on 3 March 2022).
- Jia, X.D.; Wang, Y.N.; Zhou, Y.; Cao, M.Y. The Study on Forming Property at High Temperature and Processing Map of 2219 Aluminum Alloy. Metals 2021, 11, 77. [Google Scholar] [CrossRef]
- Wang, P.L.; Jiang, H.T.; Zhang, R.J.; Huang, S.Y. Study of Hot Deformation Behavior of 6082 Aluminum Alloy. In Proceedings of the Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2017; Volume 877, pp. 340–346. [Google Scholar]
- Taylor, S.; Kotadia, H.R. Microstructural Evolution of 316L Austenitic Stainless Steel during In-Situ Biaxial Deformation and Annealing. Mater. Charact. 2020, 163, 110288. [Google Scholar] [CrossRef]
- Sherby, O.D.; Wadsworth, J. Superplasticity-Recent Advances and Future Directions. Prog. Mater. Sci. 1989, 33, 169–221. [Google Scholar] [CrossRef]
- Chen, X.; Peng, Y.; Peng, S.; Yao, S.; Chen, C.; Xu, P. Flow and Fracture Behavior of Aluminum Alloy 6082-T6 at Different Tensile Strain Rates and Triaxialities. PLoS ONE 2017, 12, e0181983. [Google Scholar] [CrossRef] [PubMed] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Wt% | Balance | 0.8–1.2 | 0.5 | 0.15–0.6 | 0.2–0.8 | 0.6–1.0 | 0.1 | 0.25 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taylor, S.; Dhara, S.; Slater, C.; Kotadia, H. Identifying Optimal Hot Forming Conditions for AA6010 Alloy by Means of Elevated Temperature Tensile Testing. Metals 2023, 13, 76. https://doi.org/10.3390/met13010076
Taylor S, Dhara S, Slater C, Kotadia H. Identifying Optimal Hot Forming Conditions for AA6010 Alloy by Means of Elevated Temperature Tensile Testing. Metals. 2023; 13(1):76. https://doi.org/10.3390/met13010076
Chicago/Turabian StyleTaylor, Scott, Sisir Dhara, Carl Slater, and Hiren Kotadia. 2023. "Identifying Optimal Hot Forming Conditions for AA6010 Alloy by Means of Elevated Temperature Tensile Testing" Metals 13, no. 1: 76. https://doi.org/10.3390/met13010076
APA StyleTaylor, S., Dhara, S., Slater, C., & Kotadia, H. (2023). Identifying Optimal Hot Forming Conditions for AA6010 Alloy by Means of Elevated Temperature Tensile Testing. Metals, 13(1), 76. https://doi.org/10.3390/met13010076