
Structure and Wear Resistance of Composite TiC-NiMo Coating Produced by L-DED on Ti-6Al-4V Substrate

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
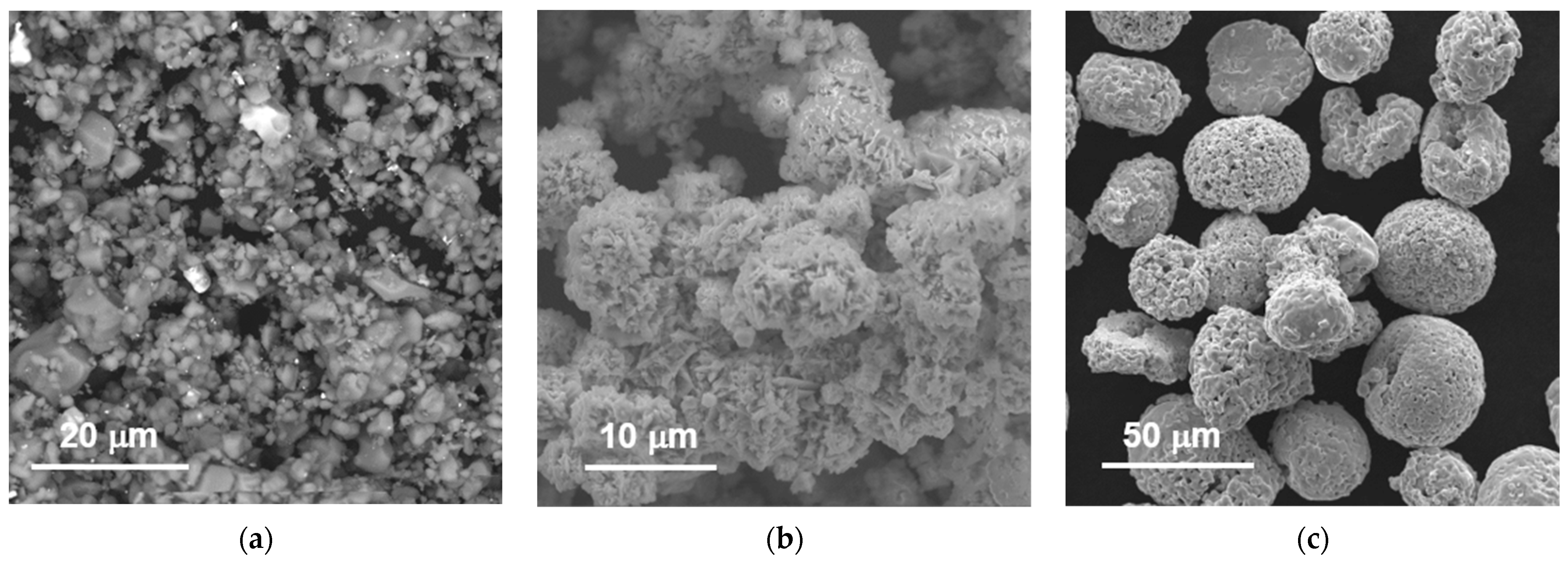
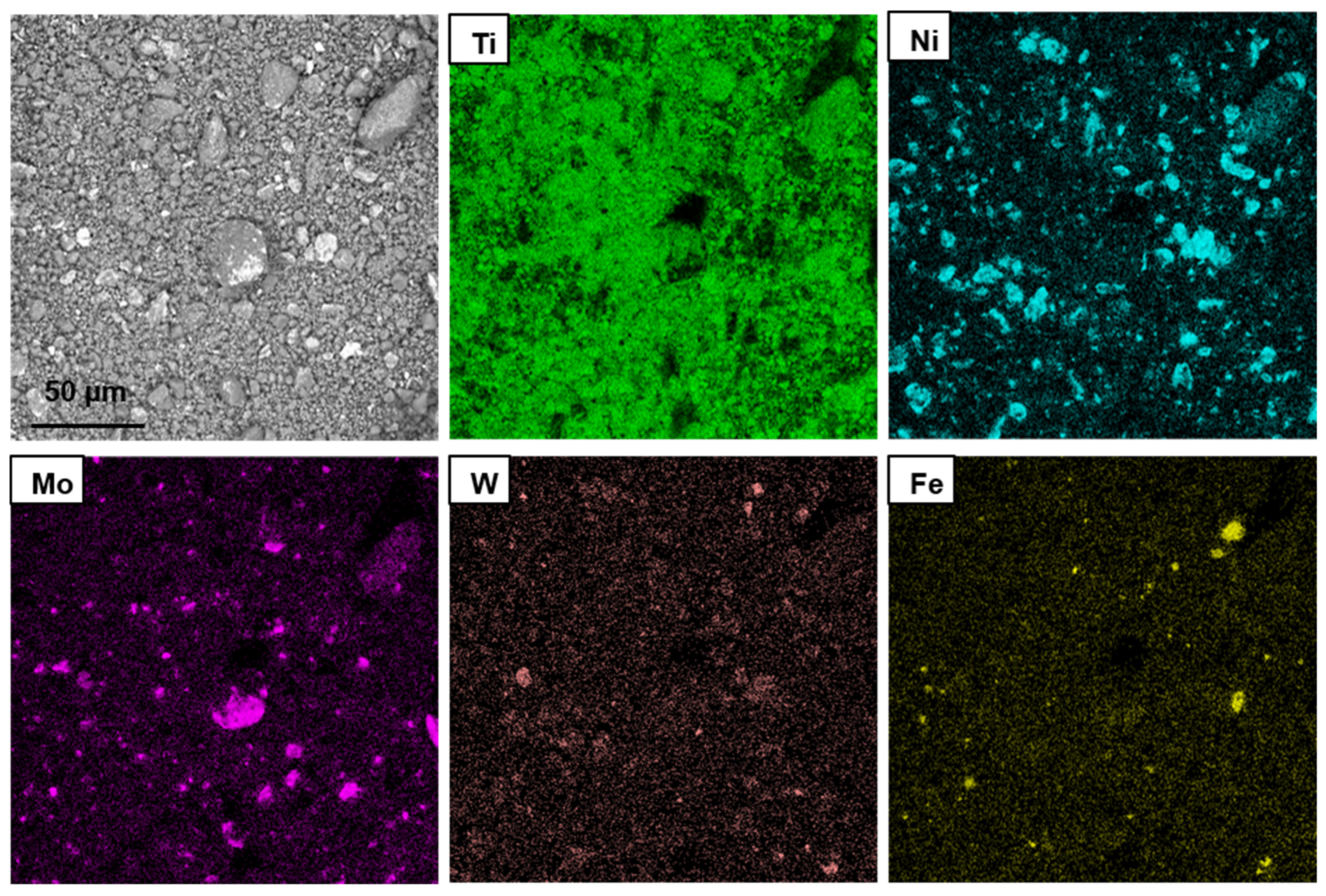
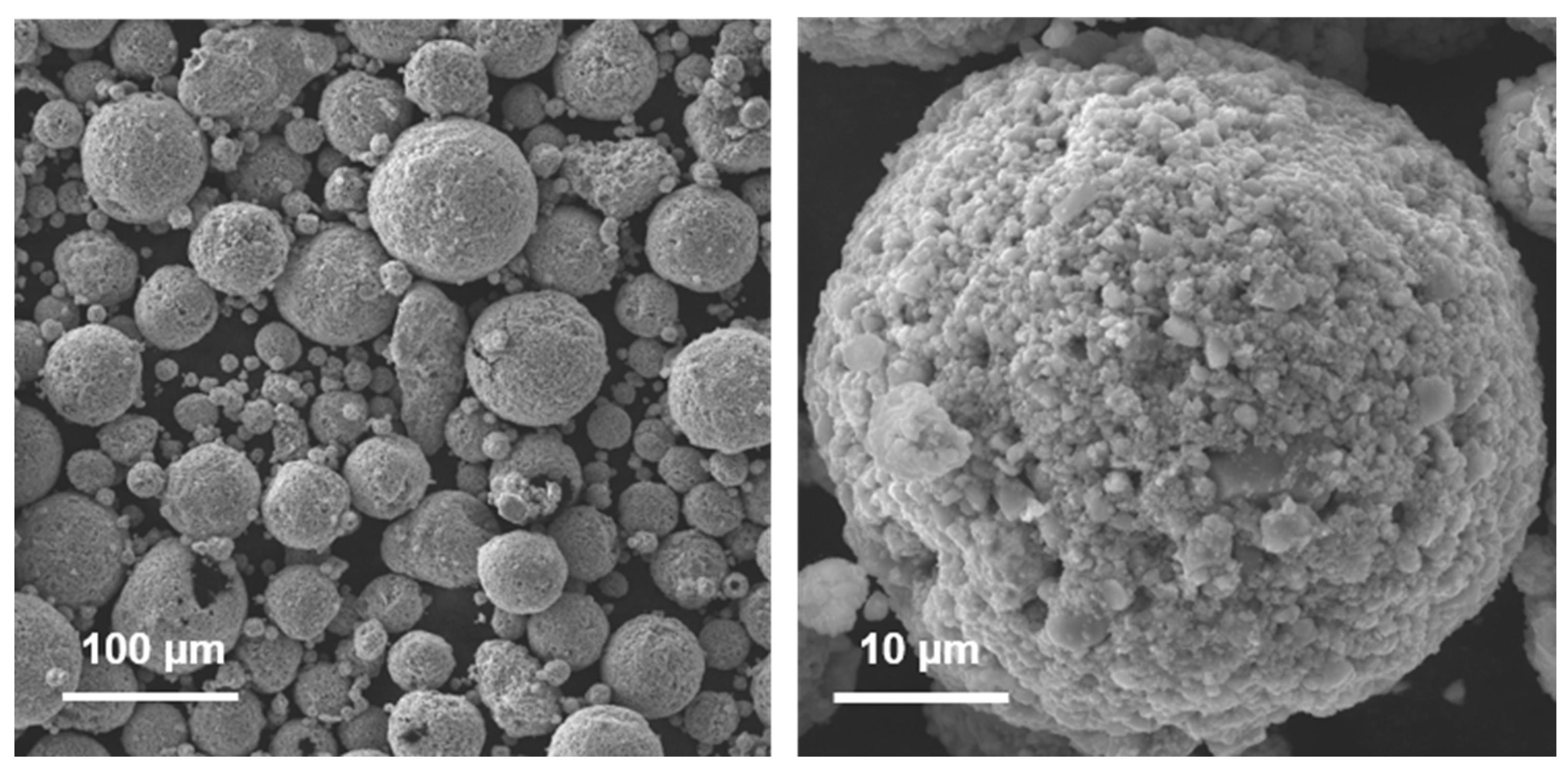
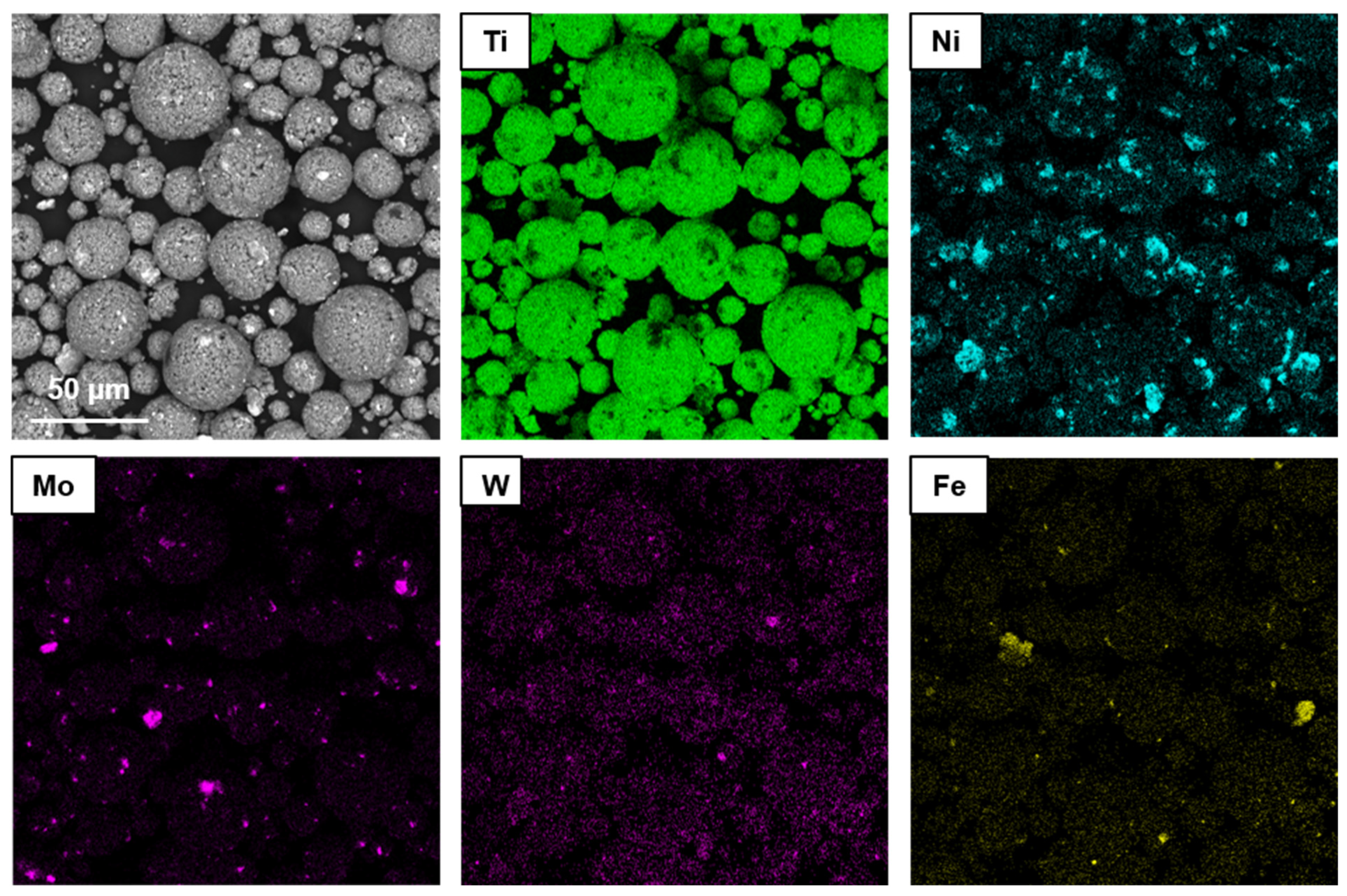
2.1. Fabrication of Composite Powders
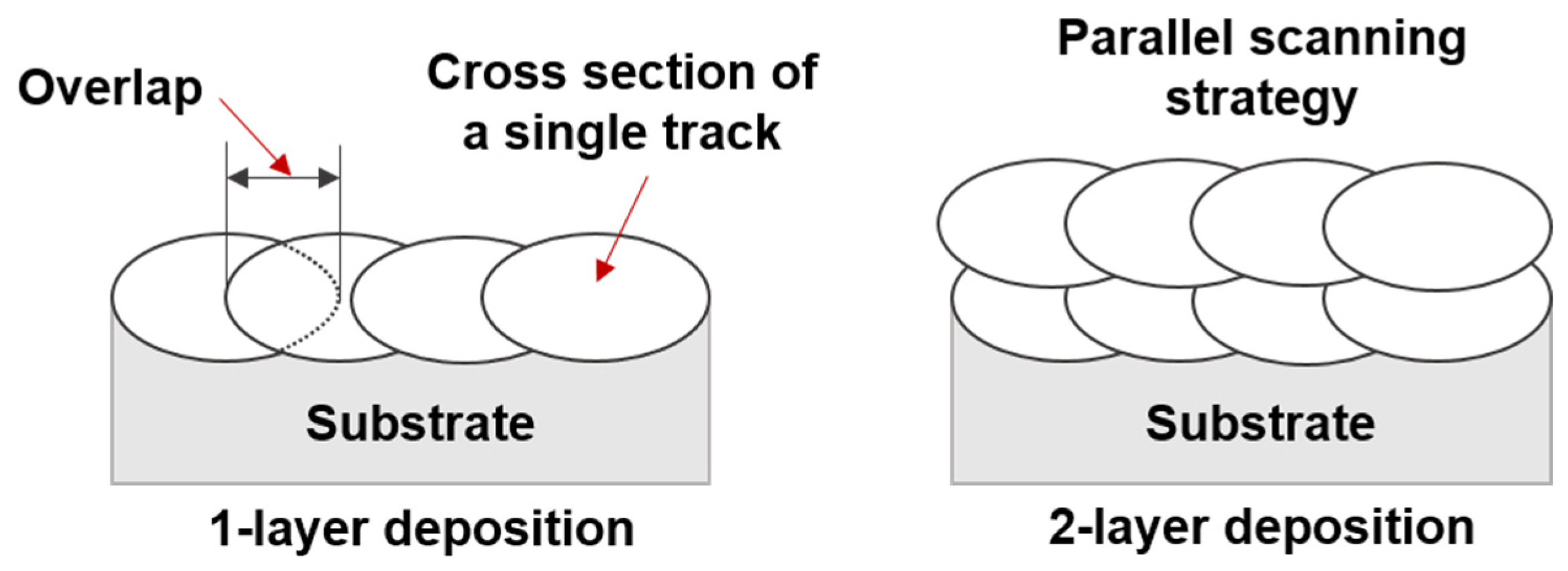
2.2. Coating Deposition by L-DED
2.3. Characterization
3. Results and Discussion
3.1. Fabrication of the Powder for L-DED
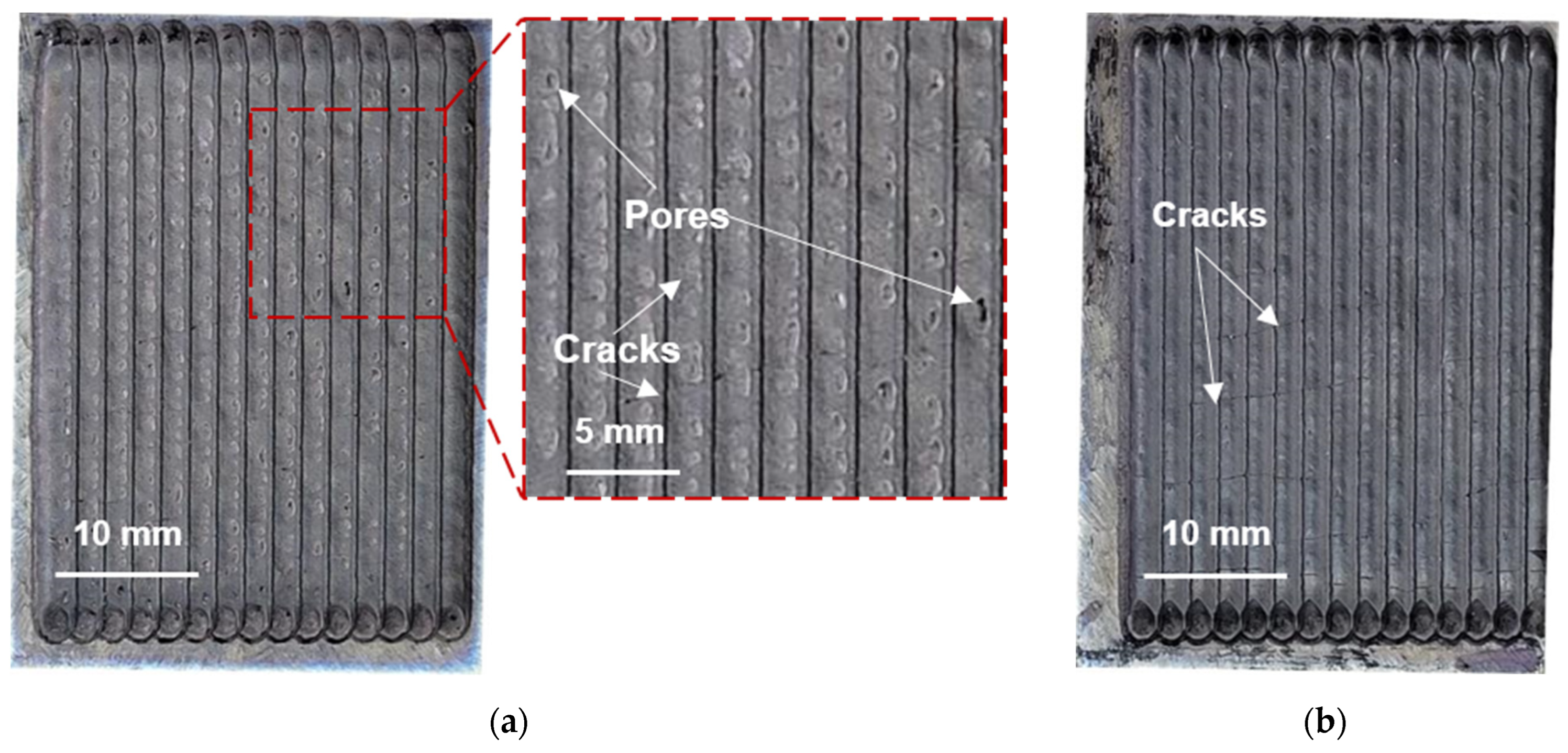
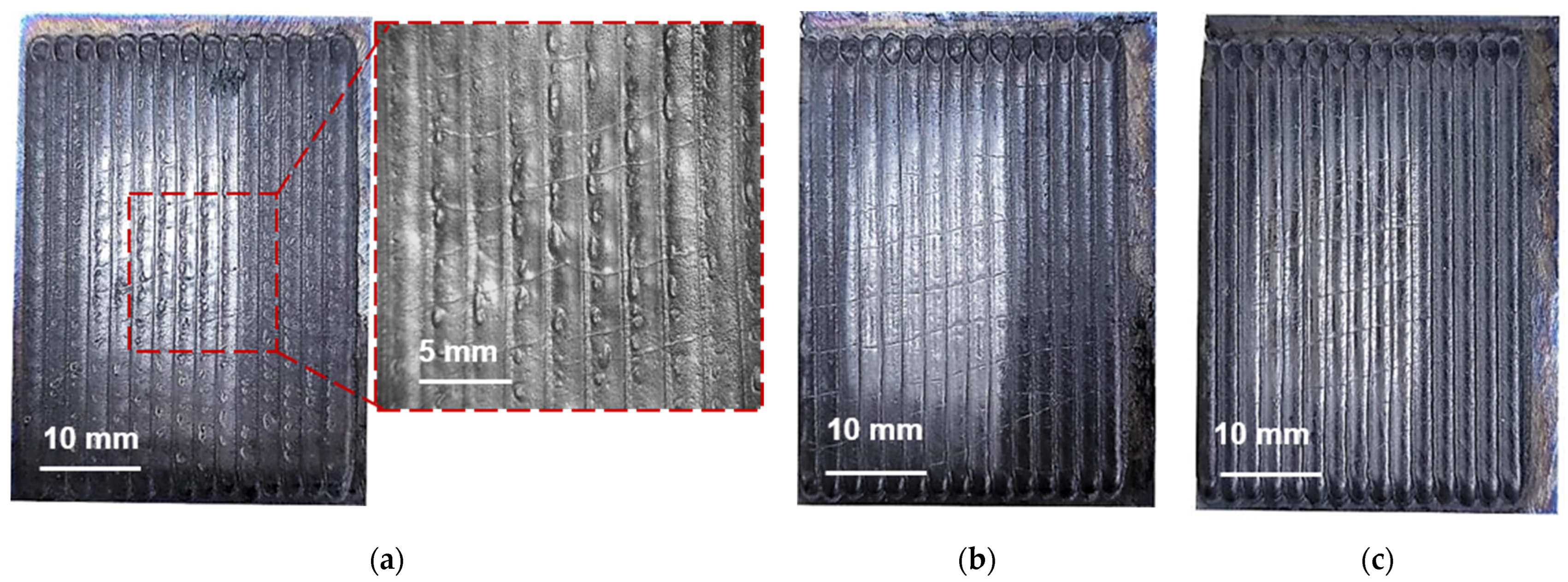
3.2. Coating Deposition by L-DED
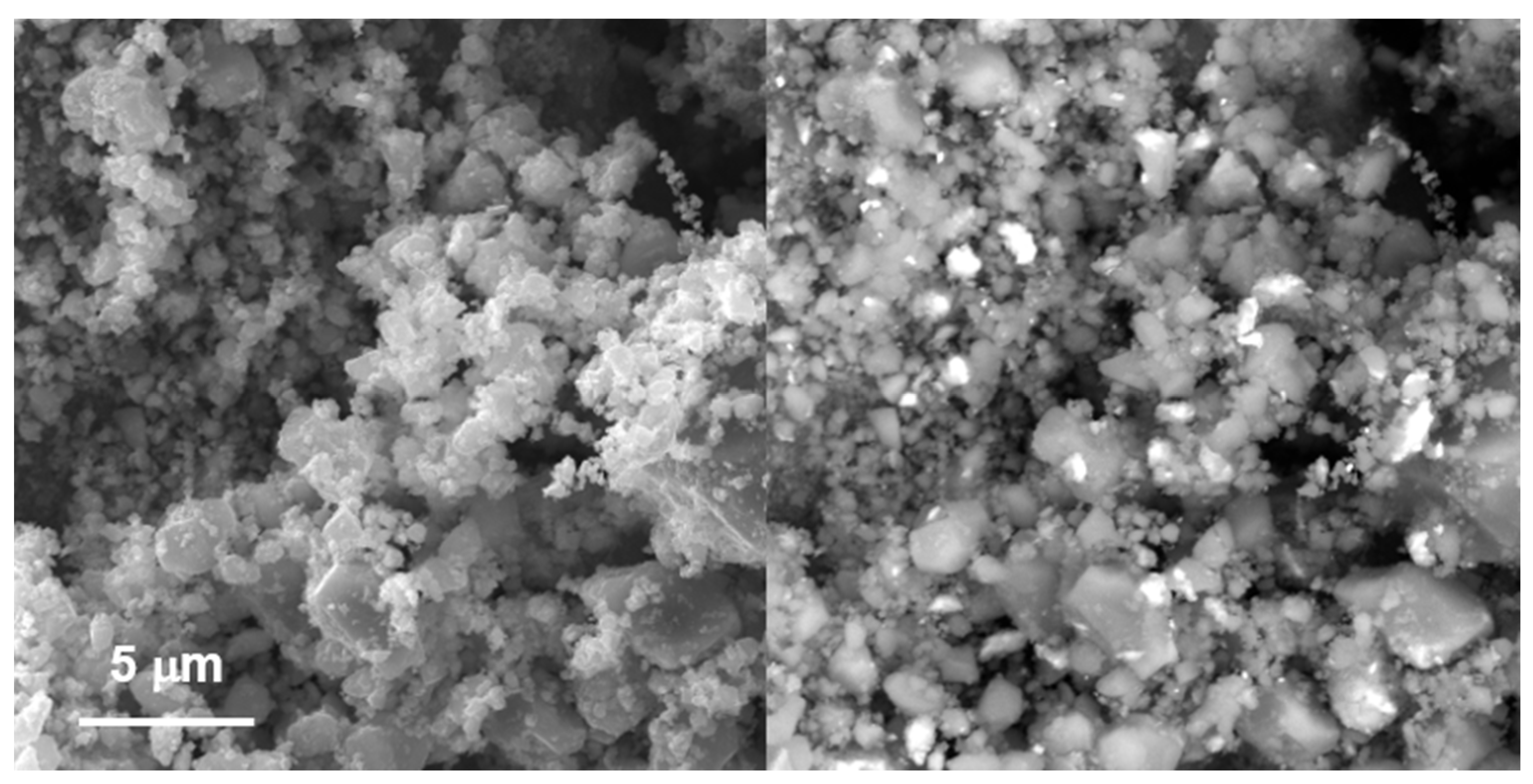
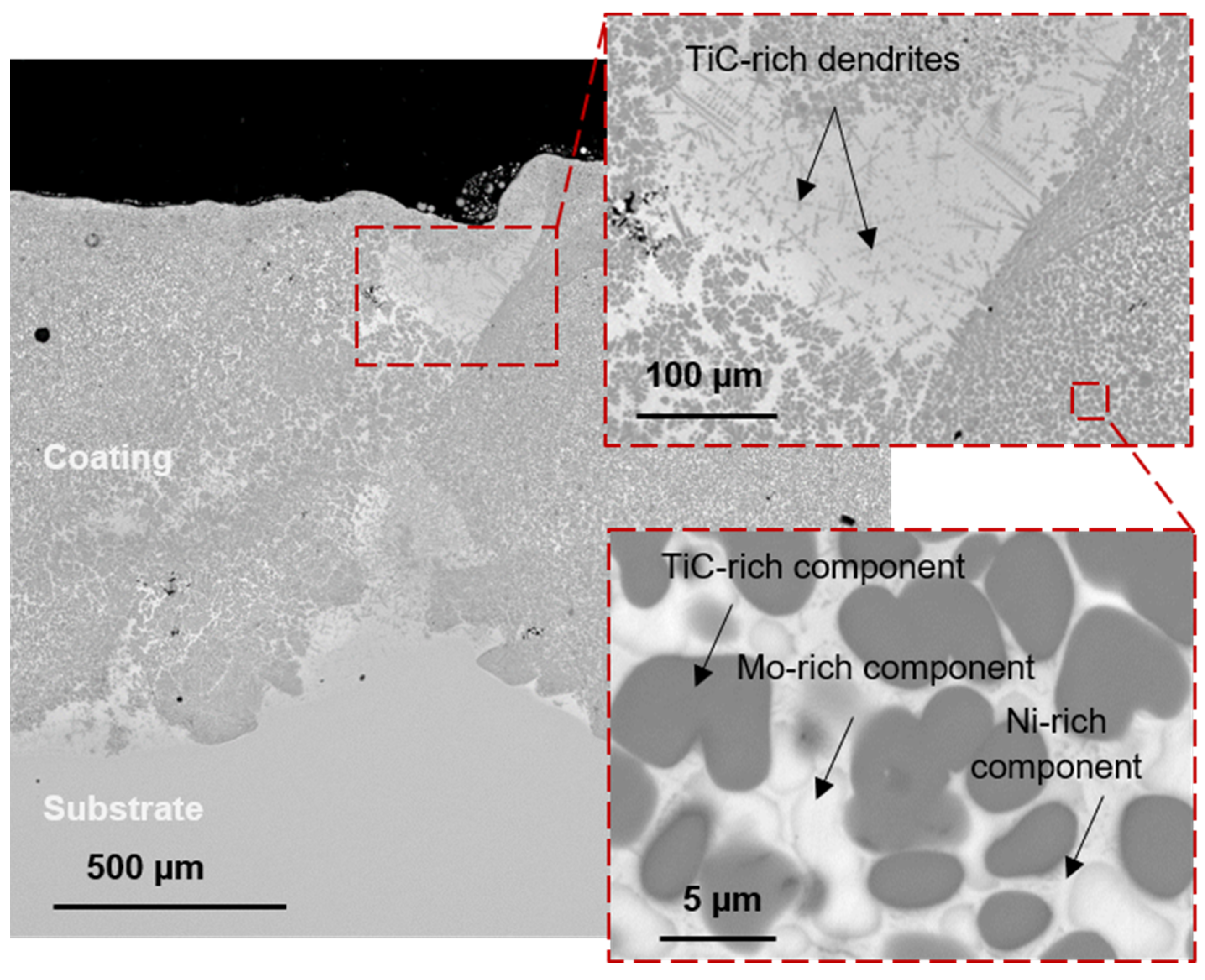
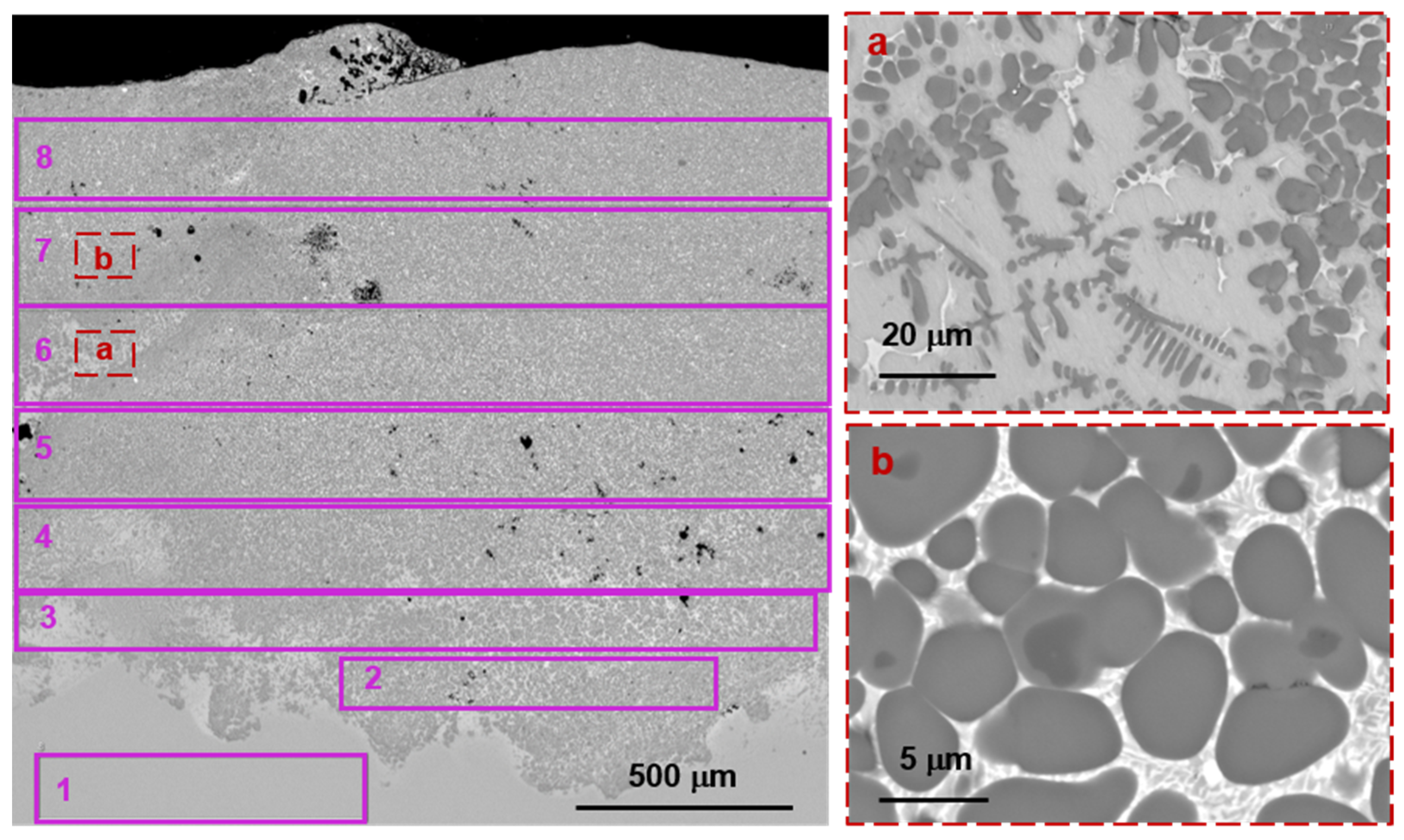
3.3. Coating Structure
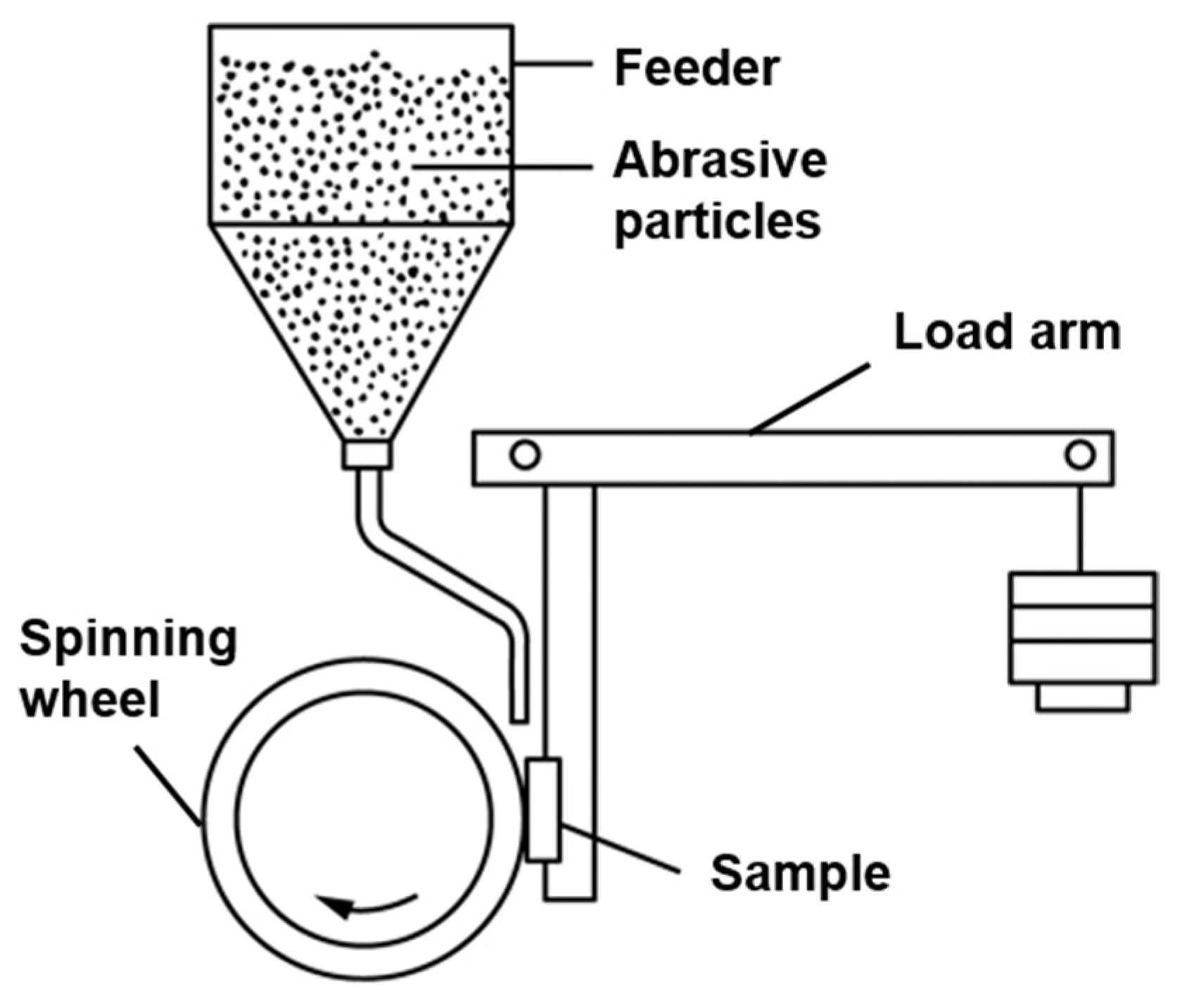
3.4. Wear Resistance of TiC-NiMo Coating Produced by L-DED
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ettmayer, P. Hardmetals and Cermets. Annu. Rev. Mater. Sci. 1989, 19, 145–164. [Google Scholar] [CrossRef]
- Mari, D. Cermets and Hardmetals. Encycl. Mater. Met. Alloy. 2016, 1, 420–424. [Google Scholar] [CrossRef]
- Aramian, A.; Sadeghian, Z.; Narimani, M.; Razavi, N.; Berto, F. A review on the microstructure and properties of TiC and Ti(C,N) based cermets. Int. J. Refract. Met. Hard Mater. 2023, 115, 106320. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, R.; Wu, M.; Yue, H.; Li, T.; Chen, Y. Effect of c-BN on the microstructure and high temperature wear resistance of laser cladded Ni-based composite coating. Surf. Coat. Technol. 2021, 421, 127466. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, M.; Zhu, M.; Jiang, Y.; Sui, Y. Effect of precursor density on the wear resistance of in-situ TiC/Fe matrix composites based on Fe–Cr system moderator. Ceram. Int. 2023, 49, 18925–18936. [Google Scholar] [CrossRef]
- Zhao, W.; Yu, K.; Ma, Q.; Song, C.; Xiao, G.; Zhang, H.; Lv, Y.; Guo, N.; Li, Z. Synergistic effects of Mo and in-situ TiC on the microstructure and wear resistance of AlCoCrFeNi high entropy alloy fabricated by laser cladding. Tribol. Int. 2023, 188, 108827. [Google Scholar] [CrossRef]
- Gopinath, V.M.; Arulvel, S. A review on the steels, alloys/high entropy alloys, composites and coatings used in high temperature wear applications. Mater. Today Proc. 2020, 43, 817–823. [Google Scholar] [CrossRef]
- Maurya, H.S.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Additive manufacturing of TiC-based cermet with stainless steel as a binder material. Mater. Today Proc. 2022, 57, 824–828. [Google Scholar] [CrossRef]
- Das, K.; Bandyopadhyay, T.K.; Das, S. A review on the various synthesis routes of TiC reinforced ferrous based composites. J. Mater. Sci. 2002, 37, 3881–3892. [Google Scholar] [CrossRef]
- Li, Y.; Bai, P.; Wang, Y.; Hu, J.; Guo, Z. Effect of Ni contents on the microstructure and mechanical properties of TiC-Ni cermets obtained by direct laser fabrication. Int. J. Refract. Met. Hard Mater. 2009, 27, 552–555. [Google Scholar] [CrossRef]
- Sahoo, C.K.; Masanta, M. Microstructure and mechanical properties of TiC-Ni coating on AISI304 steel produced by TIG cladding process. J. Mater. Process. Technol. 2017, 240, 126–137. [Google Scholar] [CrossRef]
- Sufiiarov, V.; Erutin, D.; Borisov, E.; Popovich, A. Selective Laser Melting of Inconel 718/TiC Composite: Effect of TiC Particle Size. Metals 2022, 12, 1729. [Google Scholar] [CrossRef]
- Li, R.; Han, B.; Zhao, K.; Wang, Z.; Shi, Y.; Bi, K.; Sun, G. Effects of TiC addition on the hot corrosion behavior of IN718 fabricated by laser direct metal deposition. Mater. Chem. Phys. 2023, 308, 128167. [Google Scholar] [CrossRef]
- Navarrete-Cuadrado, J.; Soria-Biurrun, T.; Lozada-Cabezas, L.; Ibarreta-López, F.; Martínez-Pampliega, R.; Sánchez-Moreno, J.M. Effect of pressure on sintering of TiC-Fe-Cr-Mo cermets under vacuum conditions. Int. J. Refract. Met. Hard Mater. 2023, 114, 106262. [Google Scholar] [CrossRef]
- Gao, W.; Zhou, Y.; Cai, R.; Wu, S.; Zhang, Z.; Zhao, Y.; Huang, Z.; Li, S. Fabrication, mechanical properties, and wear behaviors of co-continuous TiC-steel composites. Mater. Charact. 2022, 190, 112051. [Google Scholar] [CrossRef]
- Maurya, H.S.; Jayaraj, J.; Vikram, R.J.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Additive manufacturing of TiC-based cermets: A detailed comparison with spark plasma sintered samples. J. Alloys Compd. 2023, 960, 170436. [Google Scholar] [CrossRef]
- Maurya, H.S.; Jayaraj, J.; Wang, Z.; Juhani, K.; Sergejev, F.; Prashanth, K.G. Investigation of the tribological behavior of the additively manufactured TiC-based cermets by scratch testing. J. Alloys Compd. 2023, 959, 170496. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Saeidi, K.; Kvetková, L.; Lofaj, F.; Shen, Z. Austenitic stainless steel strengthened by the in situ formation of oxide nanoinclusions. RSC Adv. 2015, 5, 20747–20750. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Meng, F.; Yu, T.; Ma, Z.; Qu, S.; Sun, Z. Effect of TiC content on the microstructure and wear performance of in situ synthesized Ni-based composite coatings by laser direct energy deposition. Surf. Coat. Technol. 2022, 444, 128678. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Chen, X.; Yu, T.; Xu, P. Repair of spline shaft by laser-cladding coarse TiC reinforced Ni-based coating: Process, microstructure and properties. Ceram. Int. 2021, 47, 30113–30128. [Google Scholar] [CrossRef]
- Sun, X.; Ren, X.; Qiang, W.; Feng, Y.; Zhao, X.; Huang, B. Microstructure and properties of Inconel 718 matrix composite coatings reinforced with submicron TiC particles prepared by laser cladding. Appl. Surf. Sci. 2023, 637, 157920. [Google Scholar] [CrossRef]
- Popovich, A.A.; Sufiyarov, V.S.; Razumov, N.G.; Borisov, E.V.; Masailo, D.V.; Goncharov, I.S. Materials and Additive Technologies. Modern Materials for Additive Technologies; SPbSTU: St. Petersburg, Russia, 2021. [Google Scholar]
- Cheng, J.; Xing, Y.; Dong, E.; Zhao, L.; Liu, H.; Chang, T.; Chen, M.; Wang, J.; Lu, J.; Wan, J. An Overview of Laser Metal Deposition for Cladding: Defect Formation Mechanisms, Defect Suppression Methods and Performance Improvements of Laser-Cladded Layers. Materials 2022, 15, 5522. [Google Scholar] [CrossRef] [PubMed]
- Korsmik, R.; Zadykyan, G.; Tyukov, S.; Klimova-Korsmik, O.; Dmitrieva, A. Prediction of Occurrence of Hot Cracks in Laser Cladding Heat Resistant Nickel Alloys. Metals 2023, 13, 1751. [Google Scholar] [CrossRef]
- Shi, Y.; Lu, Z.; Xu, H.; Xie, R.; Ren, Y.; Yang, G. Microstructure characterization and mechanical properties of laser additive manufactured oxide dispersion strengthened Fe-9Cr alloy. J. Alloys Compd. 2019, 791, 121–133. [Google Scholar] [CrossRef]
- Wilms, M.B.; Rittinghaus, S.K.; Goßling, M.; Gökce, B. Additive manufacturing of oxide-dispersion strengthened alloys: Materials, synthesis and manufacturing. Prog. Mater. Sci. 2023, 133, 101049. [Google Scholar] [CrossRef]
- ISO 6507-1:2023; Metallic Materials. Vickers Hardness Test. Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2023.
- ASTM G65-16(2021); Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus. ASTM: West Conshohocken, PA, USA, 2021.
- Koch, C.C.; Whittenberger, J.D. Mechanical milling/alloying of intermetallics. Intermetallics 1996, 4, 339–355. [Google Scholar] [CrossRef]
- Radev, D.D. Mechanical synthesis of nanostructured titanium-nickel alloys. Adv. Powder Technol. 2010, 21, 477–482. [Google Scholar] [CrossRef]
- Popovich, A.; Sufiiarov, V. Metal powder additive manufacturing. In New Trends in 3D Printing; Shishkovsky, I.V., Ed.; IntechOpen: Rijeka, Croatia, 2016; p. 22. [Google Scholar]
- Liakishev, N.P. (Ed.) Phase Diagrams of Binary Metal Systems: Handbook: In 3 Vol., V.1; Mashinostroenie: Moscow, Russia, 1996. [Google Scholar]
- Polozov, I.; Razumov, N.; Masaylo, D.; Silin, A.; Lebedeva, Y.; Popovich, A. Fabrication of Silicon Carbide Fiber-Reinforced Silicon Carbide Matrix Composites Using Binder. Materials 2020, 13, 1766. [Google Scholar] [CrossRef]
- Jeong, J.; Webster, S.; Liao, S.; Mogonye, J.-E.; Ehmann, K.; Cao, J. Cooling rate measurement in directed energy deposition using photodiode-based planck thermometry (PDPT). Addit. Manuf. Lett. 2022, 3, 100101. [Google Scholar] [CrossRef]
- Korotkov, V.A. Crack and Wear Resistance of Hard Coatings. Russ. Eng. Res. 2021, 41, 1131–1134. [Google Scholar] [CrossRef]
- Ribeiro, K.S.B.; Mariani, F.E.; Coelho, R.T. A Study of Different Deposition Strategies in Direct Energy Deposition (DED) Processes. Procedia Manuf. 2020, 48, 663–670. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive manufacturing of steels: A review of achievements and challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Errico, V.; Fusco, A.; Campanelli, S.L. Effect of DED coating and DED + Laser scanning on surface performance of L-PBF stainless steel parts. Surf. Coat. Technol. 2022, 429, 127965. [Google Scholar] [CrossRef]
- Górka, J.; Czupryński, A.; Zuk, M.; Adamiak, M.; Kopyść, A. Properties and structure of deposited nanocrystalline coatings in relation to selected construction materials resistant to abrasive wear. Materials 2018, 11, 1184. [Google Scholar] [CrossRef] [PubMed]
- Bahoosh, M.; Shahverdi, H.R.; Farnia, A. Abrasive Wear Behavior and Its Relation with the Macro-indentation Fracture Toughness of an Fe-Based Super-Hard Hardfacing Deposit. Tribol. Lett. 2019, 67, 100. [Google Scholar] [CrossRef]
- Herrera, P.; Hernandez-Nava, E.; Thornton, R.; Slatter, T. Abrasive wear resistance of Ti-6AL-4V obtained by the conventional manufacturing process and by electron beam melting (EBM). Wear 2023, 524–525, 204879. [Google Scholar] [CrossRef]
- de Sousa, J.M.S.; Ratusznei, F.; Pereira, M.; Castro, R.d.M.; Curi, E.I.M. Abrasion resistance of Ni-Cr-B-Si coating deposited by laser cladding process. Tribol. Int. 2020, 143, 106002. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Juhani, K.; Tarraste, M. Abrasion and erosion resistance of cermets: A review. Materials 2022, 15, 69. [Google Scholar] [CrossRef]
- Pirso, J.; Viljus, M.; Letunovitš, S.; Juhani, K.; Joost, R. Three-body abrasive wear of cermets. Wear 2011, 271, 2868–2878. [Google Scholar] [CrossRef]
- Tomkow, J.; Czupryński, A.; Fydrych, D. The Abrasive Wear Resistance of Coatings Manufactured on High-Strength Low-Alloy (HSLA) Offshore Steel in Wet Welding Conditions. Coatings 2020, 10, 219. [Google Scholar] [CrossRef]
- Gåård, A.; Krakhmalev, P.; Bergström, J. Microstructural characterization and wear behavior of (Fe,Ni)-TiC MMC prepared by DMLS. J. Alloys Compd. 2006, 421, 166–171. [Google Scholar] [CrossRef]
- Fu, Z.; Kong, J.H.; Gajjala, S.R.; Koc, R. Sintering, mechanical, and oxidation properties of TiC-Ni-Mo cermets obtained from ultra-fine TiC powders. J. Alloys Compd. 2018, 751, 316–323. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Overlap, % | 30 |
| Power, kW | 2.2 |
| Velocity, mm/s | 25 |
| Flow rate, g/min | 39 |
| Structural Components | C | Al | Ti | V | Fe | Ni | Mo | W |
|---|---|---|---|---|---|---|---|---|
| Weight % | ||||||||
| 1 | 14.6 | 0.1 | 81.9 | 0.4 | - | 0.4 | 1.1 | 0.4 |
| 2 | 4.7 | 4.8 | 64.8 | 2.4 | 0.3 | 9.2 | 12.1 | 1.9 |
| 3 | 5.2 | 3.8 | 62.3 | 1.0 | 0.5 | 25.1 | 1.9 | 0.2 |
| Region | Al | Ti | V | Fe | Ni | Mo | W |
|---|---|---|---|---|---|---|---|
| Weight % | |||||||
| 1 | 5.22 | 92.7 | 1.94 | 0.11 | 0.02 | 0 | 0 |
| 2 | 2.23 | 83.92 | 0.97 | 0.16 | 7.81 | 3.5 | 1.23 |
| 3 | 2.75 | 86.50 | 1.09 | 0.13 | 6.06 | 2.33 | 1.05 |
| 4 | 2.33 | 87.25 | 0.99 | 0.07 | 6.05 | 2.39 | 0.81 |
| 5 | 1.73 | 84.49 | 0.99 | 0.17 | 7.99 | 3.57 | 0.96 |
| 6 | 1.26 | 80.5 | 0.85 | 0.22 | 9.79 | 5.33 | 1.95 |
| 7 | 0.72 | 78.63 | 0.55 | 0.24 | 12.71 | 6.08 | 0.82 |
| 8 | 0.46 | 74.2 | 0.48 | 0.35 | 14.95 | 6.98 | 2.32 |
| Sample | Weight Loss, g 2000 Revolutions | Mass Loss, g 4000 Revolutions | Total Mass Loss, g |
|---|---|---|---|
| 1-layer | 0.0341 | - | - |
| 2-layer | 0.0330 | 0.0134 | 0.0464 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Razumov, N.; Masaylo, D.; Kovalev, M.; Volokitina, E.; Mazeeva, A.; Popovich, A. Structure and Wear Resistance of Composite TiC-NiMo Coating Produced by L-DED on Ti-6Al-4V Substrate. Metals 2023, 13, 1925. https://doi.org/10.3390/met13121925
Razumov N, Masaylo D, Kovalev M, Volokitina E, Mazeeva A, Popovich A. Structure and Wear Resistance of Composite TiC-NiMo Coating Produced by L-DED on Ti-6Al-4V Substrate. Metals. 2023; 13(12):1925. https://doi.org/10.3390/met13121925
Chicago/Turabian StyleRazumov, Nikolay, Dmitriy Masaylo, Mark Kovalev, Ekaterina Volokitina, Alina Mazeeva, and Anatoliy Popovich. 2023. "Structure and Wear Resistance of Composite TiC-NiMo Coating Produced by L-DED on Ti-6Al-4V Substrate" Metals 13, no. 12: 1925. https://doi.org/10.3390/met13121925
APA StyleRazumov, N., Masaylo, D., Kovalev, M., Volokitina, E., Mazeeva, A., & Popovich, A. (2023). Structure and Wear Resistance of Composite TiC-NiMo Coating Produced by L-DED on Ti-6Al-4V Substrate. Metals, 13(12), 1925. https://doi.org/10.3390/met13121925