
Kinetics of Aluminum and Scandium Extraction from Desilicated Coal Fly Ash by High-Pressure HCl Leaching



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Experimental Procedure
2.3. Analysis
3. Results and Discussion
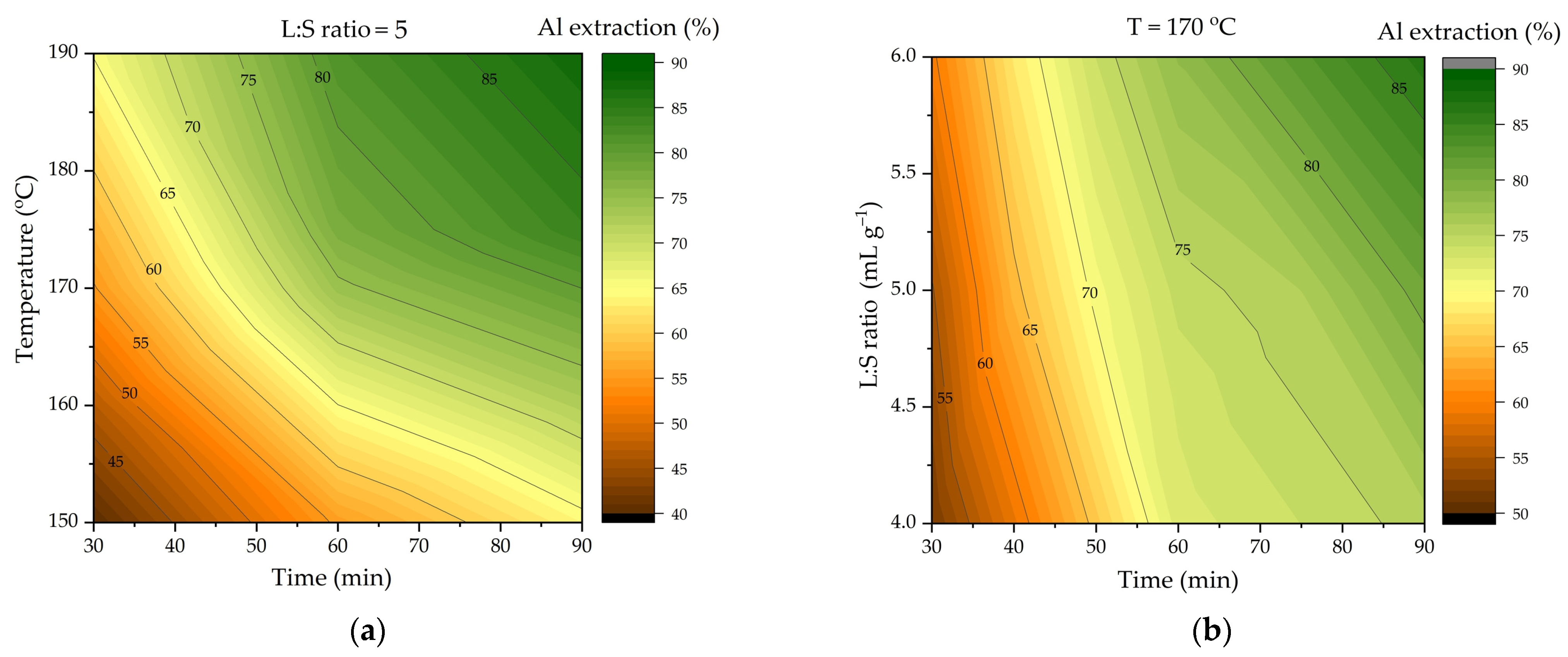
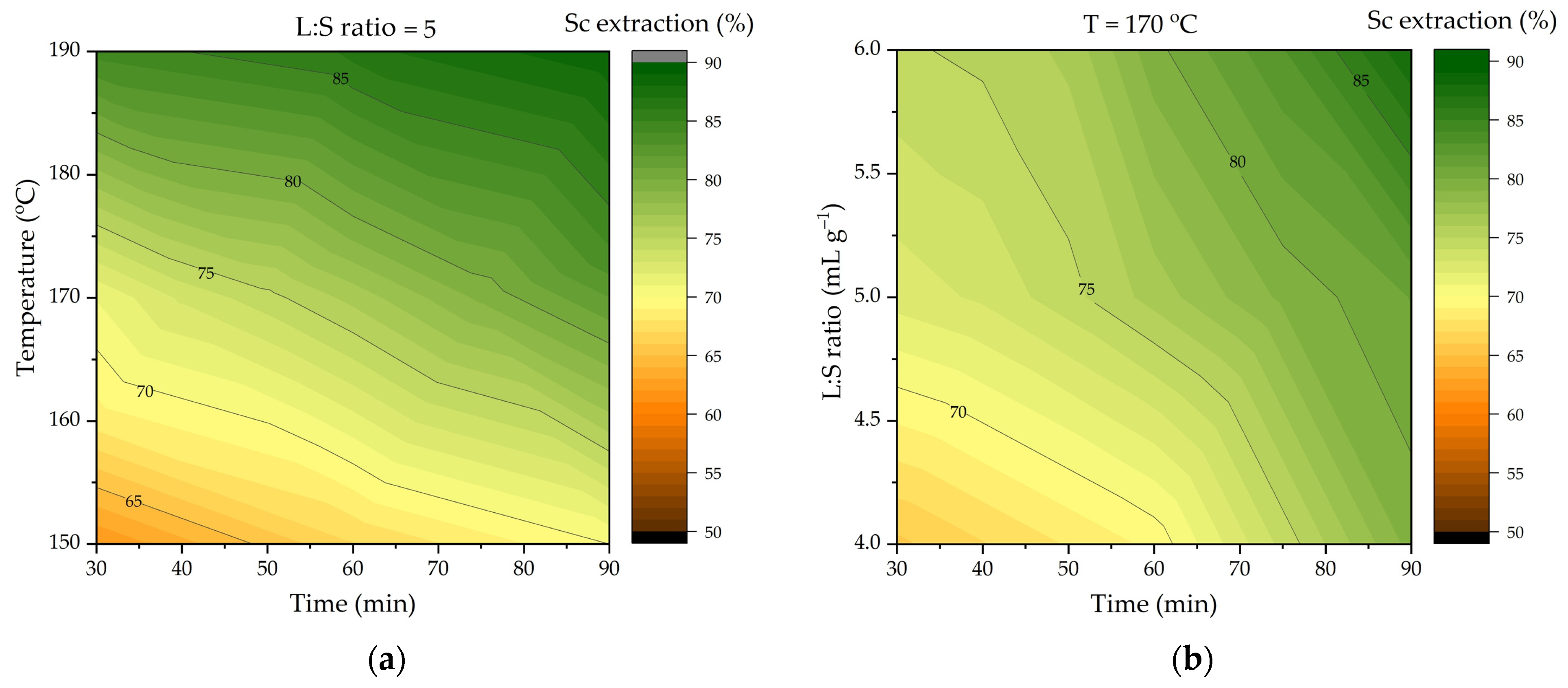
3.1. The Effect of Variables on the Al and Sc Extraction from DCFA
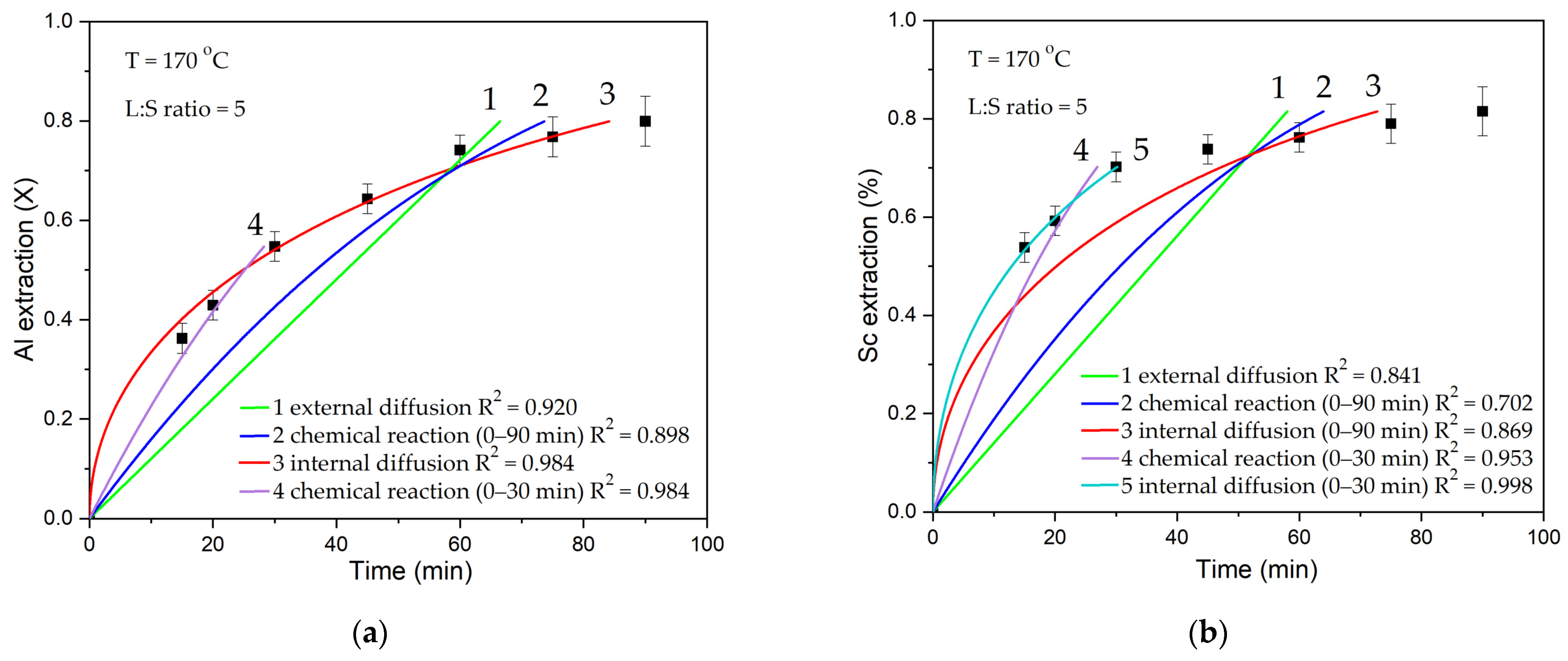
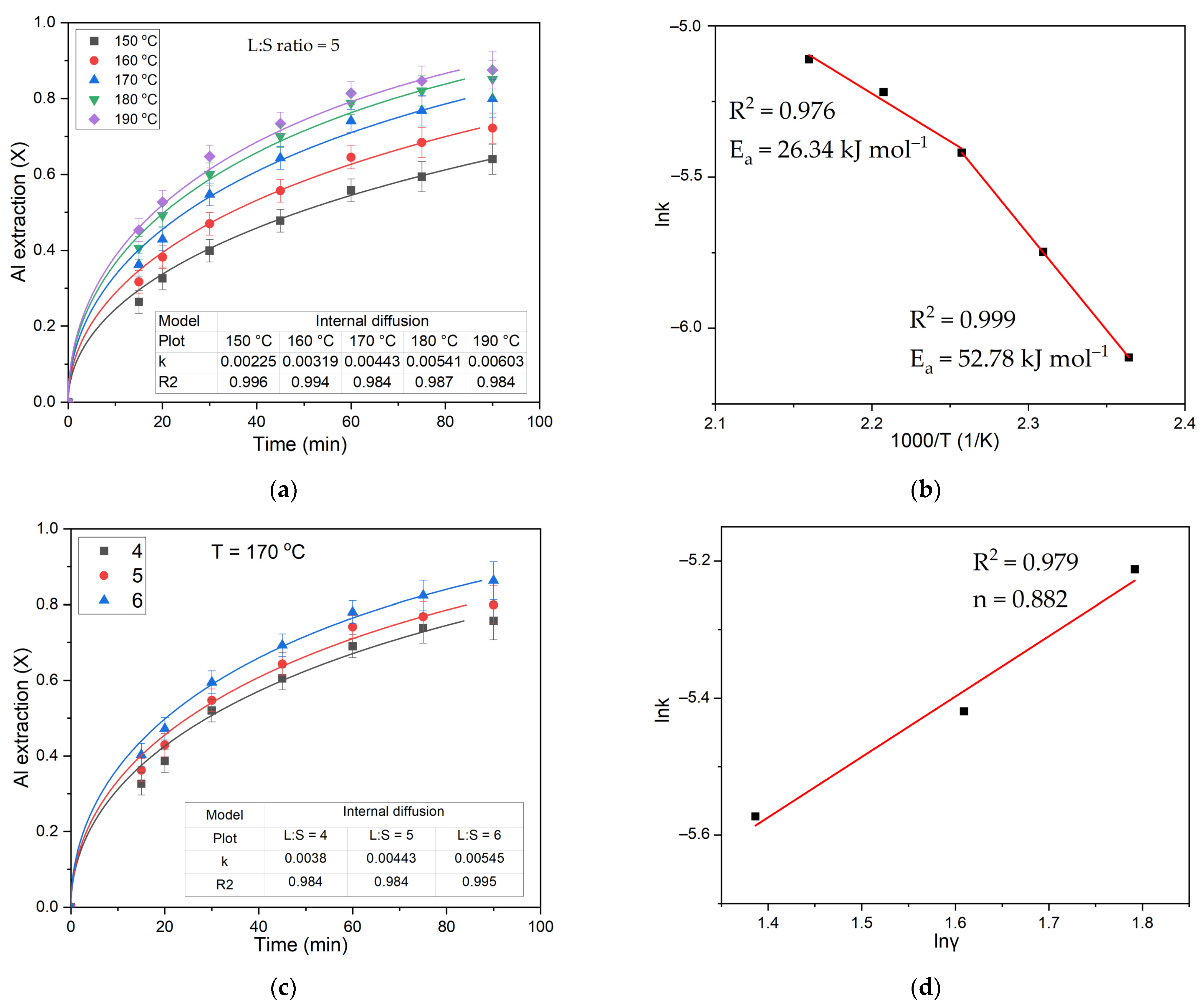
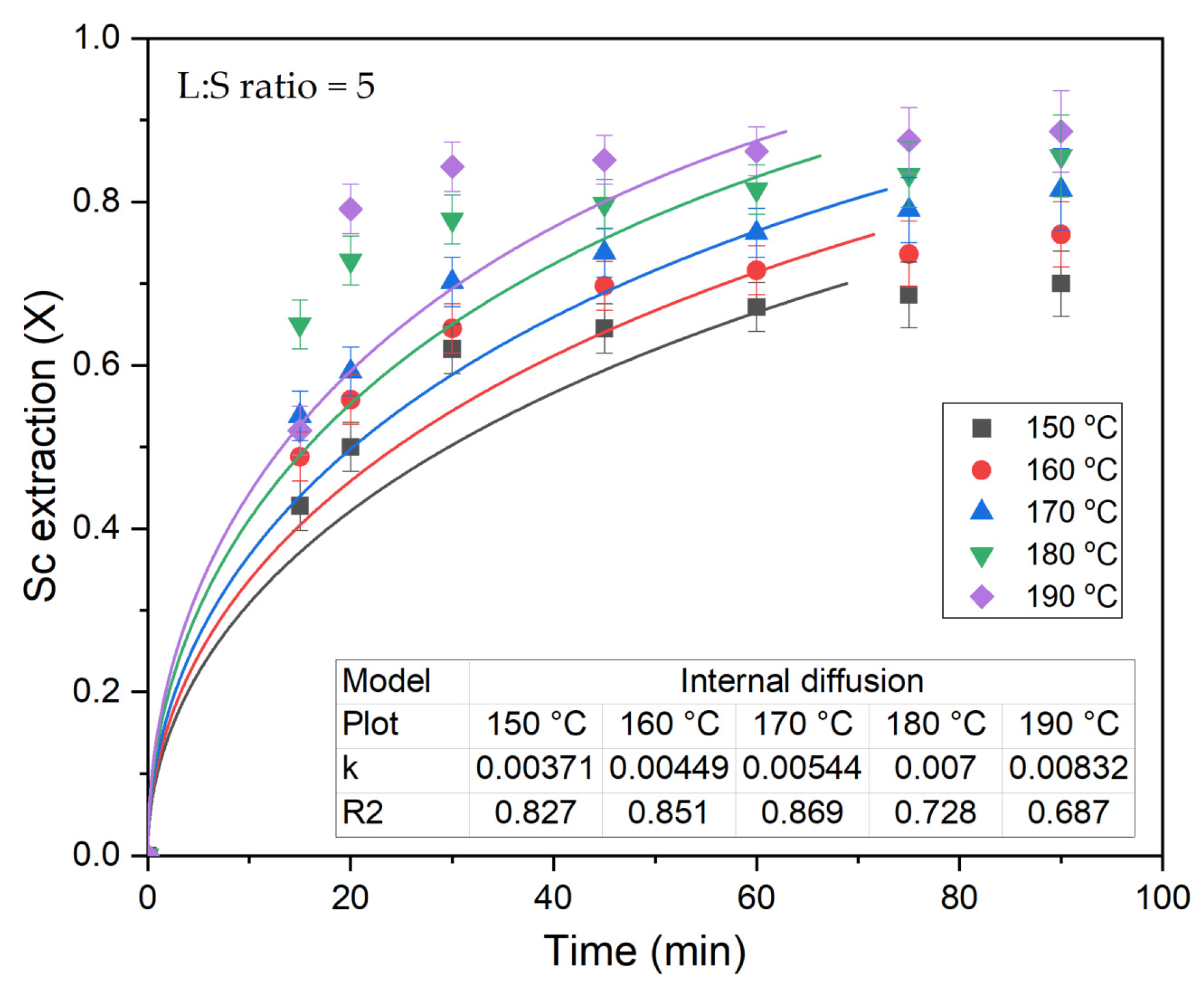
3.2. Leaching Kinetics
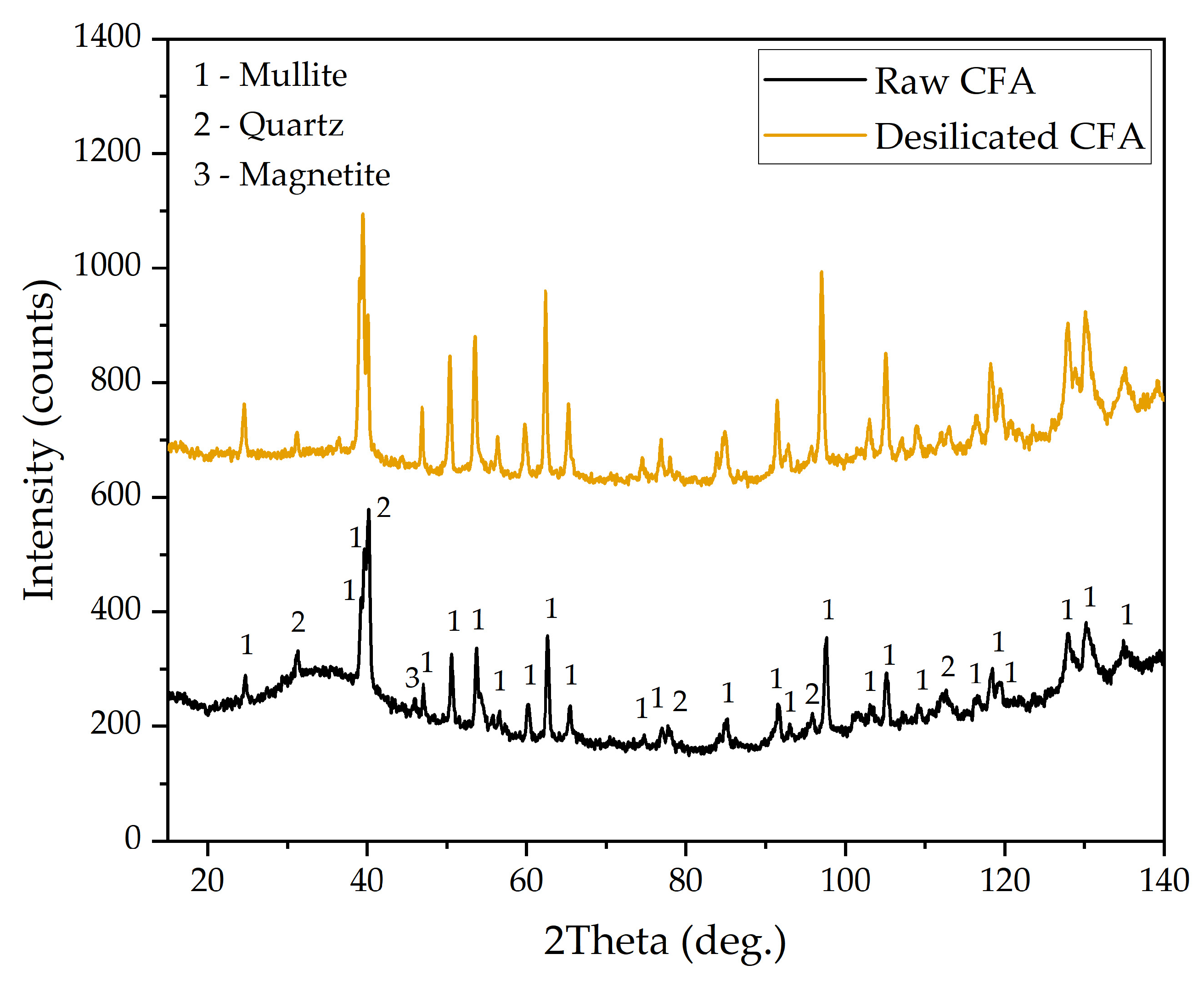
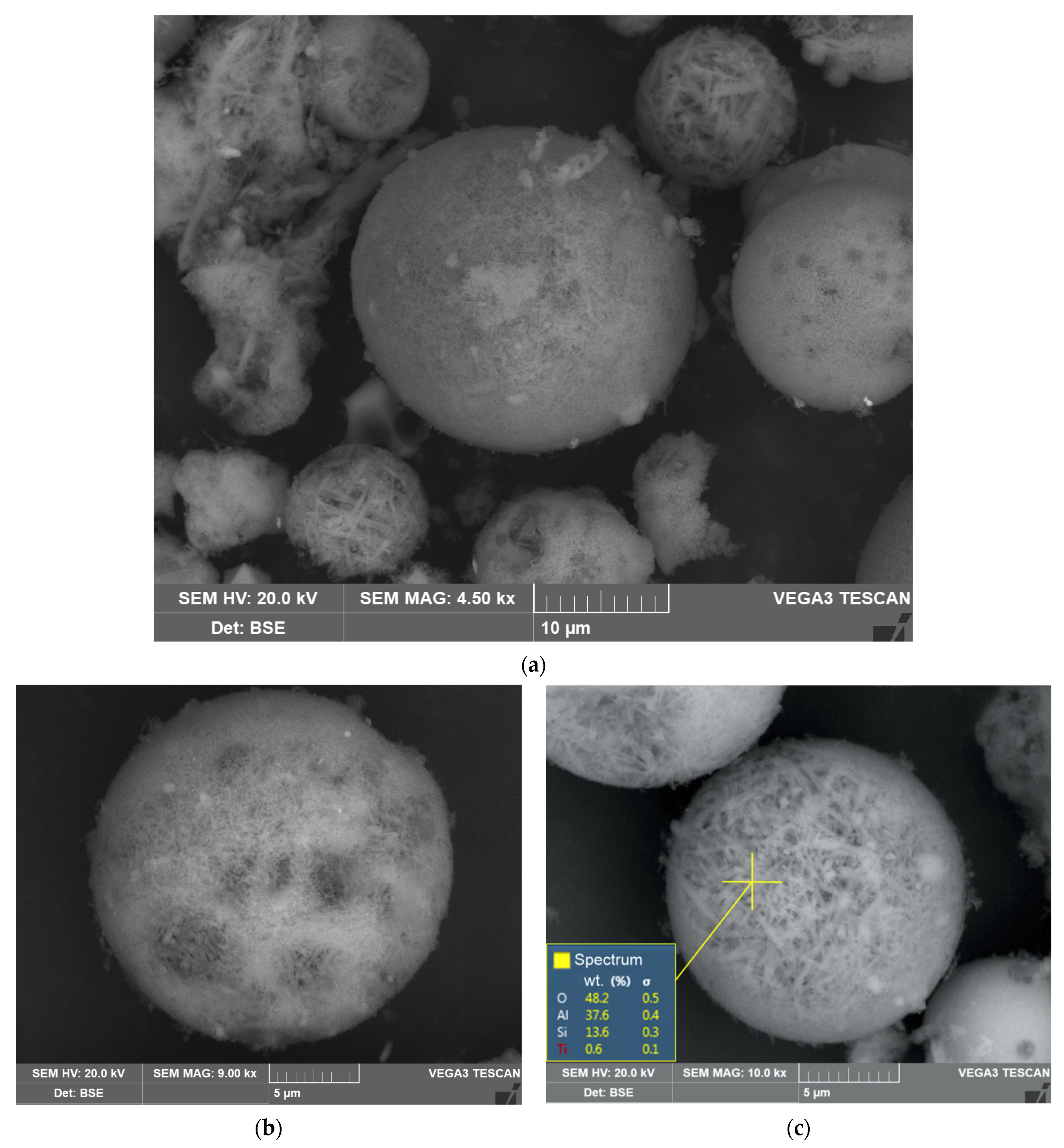
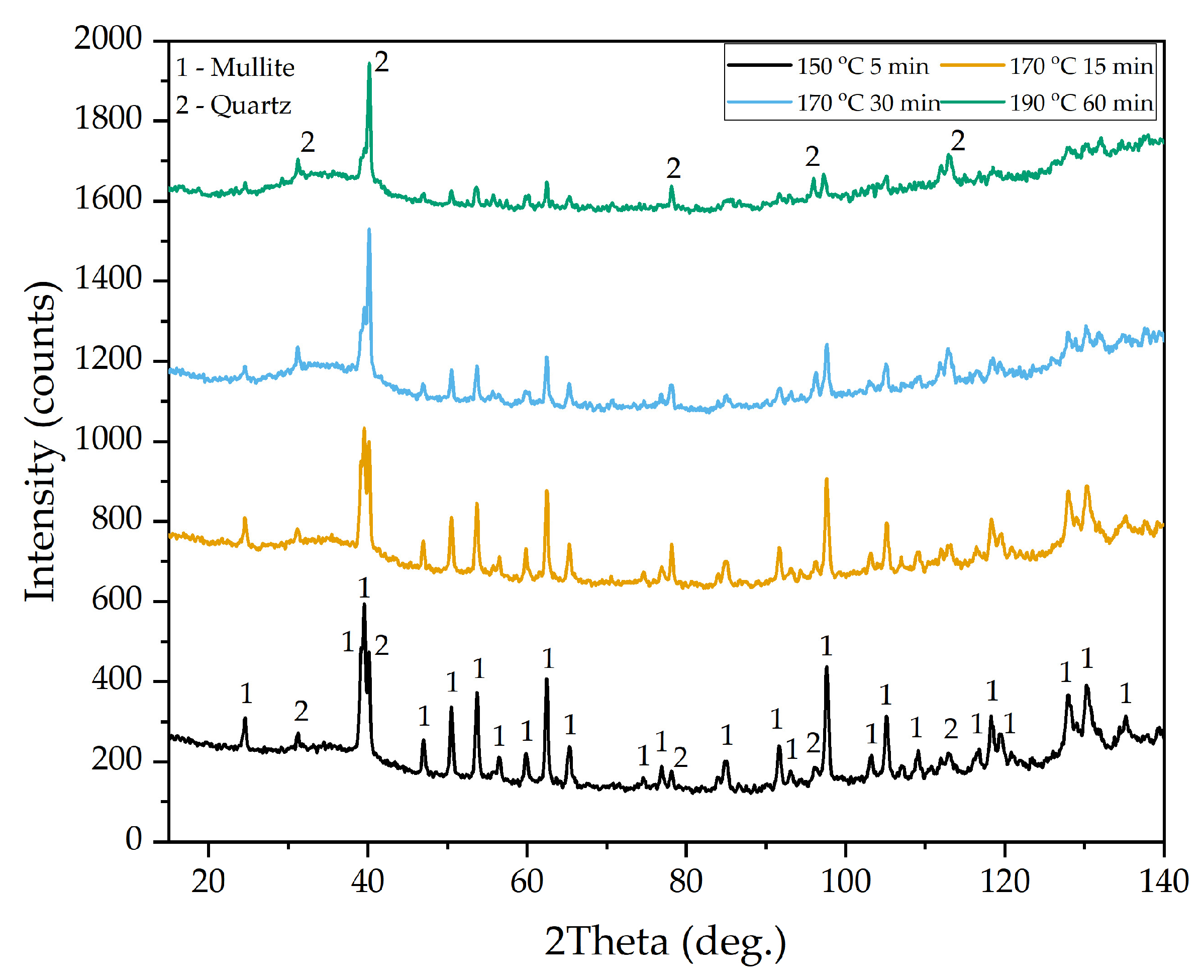
3.3. Solid Residue Characterisation
4. Conclusions
- After 90 min of leaching, more than 80% of Al and Sc can be extracted from desilicated coal fly ash at 170 °C. The kinetic results obtained at various temperatures showed that Al dissolution follows the surface chemical reaction and diffusion-controlled shrinking core models during the initial and later stages of leaching, respectively. At low temperatures, a high activation energy of 52.78 kJ mol−1 was observed, then a change in the mechanism occurred when the activation energy decreased to 26.34 kJ mol−1.
- The extraction of Sc from desilicated CFA in the high-pressure leaching process is very intense, especially at high temperatures. As a result, the equations of the shrinking core model are poorly suited to describe the process. Amorphous silica may be the product that prevents acid diffusion inside the particles to the core of unleached mullite, according to the results of SEM-EDS analysis.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Das, D.; Rout, P.K. A Review of Coal Fly Ash Utilization to Save the Environment. Water Air Soil Pollut. 2023, 234, 128. [Google Scholar] [CrossRef]
- Kamara, S.; Foday Jr, E.H.; Wang, W. A Review on the Utilization and Environmental Concerns of Coal Fly Ash. Am. J. Chem. Pharm. 2023, 2, 53–65. [Google Scholar] [CrossRef]
- Bhatt, A.; Priyadarshini, S.; Acharath Mohanakrishnan, A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, Chemical, and Geotechnical Properties of Coal Fly Ash: A Global Review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Zierold, K.M.; Odoh, C. A Review on Fly Ash from Coal-Fired Power Plants: Chemical Composition, Regulations, and Health Evidence. Rev. Environ. Health 2020, 35, 401–418. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Bo, P.; Kang, L.; Guo, H.; Gao, W.; Qin, S. Activation Pretreatment and Leaching Process of High-Alumina Coal Fly Ash to Extract Lithium and Aluminum. Metals 2020, 10, 893. [Google Scholar] [CrossRef]
- Navagire, O.P.; Sharma, S.K.; Rambabu, D. Stabilization of Expansive Soil with Thermal Power Plant Waste (Fly Ash and Coal Bottom Ash)—A Review. In Advances in Chemical, Bio and Environmental Engineering; Ratan, J.K., Sahu, D., Pandhare, N.N., Bhavanam, A., Eds.; Environmental Science and Engineering; Springer International Publishing: Cham, Switzerland, 2022; pp. 323–332. ISBN 978-3-030-96553-2. [Google Scholar]
- Yusop, H.; Suhatril, M.; Abdul Hamid, M.A.H.; Zainal, F.; Fauzan, M.d.; Yapandi, M.F.K.; Abbas, N.A. Usage of Coal Fly Ash and Bottom Ash from Ash Ponds for Bricks and Precast Concrete Blocks—A Review. J. Ssustain. Civil Eng. Technol. 2022, 1, 50–62. [Google Scholar] [CrossRef]
- Huang, Q.; Li, X.; Qi, T.; Peng, Z.; Liu, G.; Zhou, Q. Dynamic Expansion Experiment of Efficient Separation of Aluminum and Silicon from Coal Fly Ash. Zhongguo Youse Jinshu Xuebao/Chin. J. Nonferrous Met. 2022, 32, 173–182. [Google Scholar] [CrossRef]
- Wang, H.; Wang, J.; Li, J.; Li, Z.; Li, W.; Yang, M.; Shen, L. Mechanical Activation of Coal Fly Ash for the Improvement of Alumina–Silica Separation During Reduction Roasting–Alkaline Leaching Process. JOM 2023. [Google Scholar] [CrossRef]
- Li, X.; Wang, P.; Wang, H.; Zhou, Q.; Qi, T.; Liu, G.; Peng, Z.; Wang, Y.; Shen, L. The Alkaline Leaching Behavior of Silica Solid Solutions in the Product Obtained by Roasting the Mixture of High-Alumina Coal Gangue and Hematite. J. Sustain. Metall. 2022, 8, 1853–1865. [Google Scholar] [CrossRef]
- Panda, L.; Dash, S.; Kar, B.; Panigrahi, S.; Mohanty, I. Alkaline Hydrothermal Synthesis of Zeolite from Class F Coal Fly Ash. J. Solid Waste Technol. Manag. 2021, 47, 674–681. [Google Scholar] [CrossRef]
- Hanum, F.H.; Rahayu, A.; Hapsauqi, I. The Comparison Effect of NaOH and KOH as The Leaching Solution for Silica from Two Different Coal Fly Ashes. Indo. J. Chem. Res. 2022, 10, 27–31. [Google Scholar] [CrossRef]
- Cao, Y.; Luo, J.; Sun, S. Characteristics of MSWI Fly Ash with Acid Leaching Treatment. J. Fuel Chem. Technol. 2021, 49, 1208–1218. [Google Scholar] [CrossRef]
- Apua, M.C.; Nkazi, B.D. Leaching of Coal Fly Ash with Sulphuric Acid for Synthesis of Wastewater Treatment Composite Coagulant. Can. Metall. Q. 2022, 61, 309–331. [Google Scholar] [CrossRef]
- Wang, P.; Liu, H.; Zheng, F.; Liu, Y.; Kuang, G.; Deng, R.; Li, H. Extraction of Aluminum from Coal Fly Ash Using Pressurized Sulfuric Acid Leaching with Emphasis on Optimization and Mechanism. JOM 2021, 73, 2643–2651. [Google Scholar] [CrossRef]
- Liu, C.-J.; Zhao, A.-C.; Ye, X.; Zhao, Z.; Yang, X.-R.; Qin, Y.-M.; Zhang, T.-A. Kinetics of Aluminum Extraction from Roasting Activated Fly Ash by Sulfuric Acid Leaching. MRS Commun. 2023. [Google Scholar] [CrossRef]
- Kumar, A.; Agrawal, S.; Dhawan, N. Processing of Coal Fly Ash for the Extraction of Alumina Values. J. Sustain. Metall. 2020, 6, 294–306. [Google Scholar] [CrossRef]
- Guo, Y.; Li, J.; Yan, K.; Cao, L.; Cheng, F. A Prospective Process for Alumina Extraction via the Co-Treatment of Coal Fly Ash and Bauxite Red Mud: Investigation of the Process. Hydrometallurgy 2019, 186, 98–104. [Google Scholar] [CrossRef]
- Shi, Y.; Jiang, K.; Zhang, T. Cleaner Extraction of Alumina from Coal Fly Ash: Baking-Electrolysis Method. Fuel 2020, 273, 117697. [Google Scholar] [CrossRef]
- Shemi, A.; Mpana, R.N.; Ndlovu, S.; Van Dyk, L.D.; Sibanda, V.; Seepe, L. Alternative Techniques for Extracting Alumina from Coal Fly Ash. Miner. Eng. 2012, 34, 30–37. [Google Scholar] [CrossRef]
- Rui, H.; Zhang, L.; Li, L.; Zhu, L. Solvent Extraction of Lithium from Hydrochloric Acid Leaching Solution of High-Alumina Coal Fly Ash. Chem. Phys. Lett. 2021, 771, 138510. [Google Scholar] [CrossRef]
- Smith, P. The Processing of High Silica Bauxites—Review of Existing and Potential Processes. Hydrometallurgy 2009, 98, 162–176. [Google Scholar] [CrossRef]
- Aphane, M.E.; Doucet, F.J.; Kruger, R.A.; Petrik, L.; Van Der Merwe, E.M. Preparation of Sodium Silicate Solutions and Silica Nanoparticles from South African Coal Fly Ash. Waste Biomass Valor. 2019, 11, 4403–4417. [Google Scholar] [CrossRef]
- Valeev, D.; Bobylev, P.; Osokin, N.; Zolotova, I.; Rodionov, I.; Salazar-Concha, C.; Verichev, K. A Review of the Alumina Production from Coal Fly Ash, with a Focus in Russia. J. Clean. Prod. 2022, 363, 132360. [Google Scholar] [CrossRef]
- Barry, T.S.; Uysal, T.; Birinci, M.; Erdemoğlu, M. Thermal and Mechanical Activation in Acid Leaching Processes of Non-Bauxite Ores Available for Alumina Production—A Review. Min. Metall. Explor. 2019, 36, 557–569. [Google Scholar] [CrossRef]
- Ji, H.; Mi, X.; Tian, Q.; Liu, C.; Yao, J.; Ma, S.; Zeng, G. Recycling of Mullite from High-Alumina Coal Fly Ash by a Mechanochemical Activation Method: Effect of Particle Size and Mechanism Research. Sci. Total Environ. 2021, 784, 147100. [Google Scholar] [CrossRef] [PubMed]
- Aydoğmuş, R.; Erdemoğlu, M.; Uysal, T. Aluminum Recovery by Acid Leaching of Variously Enriched Pyrophyllite Ore: Effects of Pre-Treatment Methods for Activation. Min. Metall. Explor. 2023, 40, 1333–1343. [Google Scholar] [CrossRef]
- Rezaei, H.; Ziaedin Shafaei, S.; Abdollahi, H.; Shahidi, A.; Ghassa, S. A Sustainable Method for Germanium, Vanadium and Lithium Extraction from Coal Fly Ash: Sodium Salts Roasting and Organic Acids Leaching. Fuel 2022, 312, 122844. [Google Scholar] [CrossRef]
- Shoppert, A.; Loginova, I.; Valeev, D. Kinetics Study of Al Extraction from Desilicated Coal Fly Ash by NaOH at Atmospheric Pressure. Materials 2021, 14, 7700. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Loginova, I.; Chaikin, L.; Pan, J. Enhanced Coal Fly Ash Desilication Using Atmospheric NaOH Leaching with Simultaneous Magnetic Separation. Metals 2023, 13, 1647. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Napol’skikh, J.; Loginova, I.; Pan, J.; Chen, H.; Zhang, L. Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4. Materials 2022, 16, 6. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; Wiley: New York, NY, USA, 1999; ISBN 978-0-471-25424-9. [Google Scholar]
- Gok, O.; Anderson, C.G.; Cicekli, G.; Cocen, E.I. Leaching Kinetics of Copper from Chalcopyrite Concentrate in Nitrous-Sulfuric Acid. Physicochem. Probl. Miner. Process. 2014, 50, 399–413. [Google Scholar] [CrossRef]
- Trinh, H.B.; Kim, S.; Lee, J. Recovery of Rare Earth Elements from Coal Fly Ash Using Enrichment by Sodium Hydroxide Leaching and Dissolution by Hydrochloric Acid. Geosystem Eng. 2022, 25, 53–62. [Google Scholar] [CrossRef]
- Yadav, V.K.; Amari, A.; Mahdhi, N.; Elkhaleefa, A.M.; Fulekar, M.H.; Patel, A. A Novel and Economical Approach for the Synthesis of Short Rod-Shaped Mesoporous Silica Nanoparticles from Coal Fly Ash Waste by Bacillus Circulans MTCC 6811. World J. Microbiol. Biotechnol. 2023, 39, 289. [Google Scholar] [CrossRef] [PubMed]
- Yadav, V.K.; Amari, A.; Wanale, S.G.; Osman, H.; Fulekar, M.H. Synthesis of Floral-Shaped Nanosilica from Coal Fly Ash and Its Application for the Remediation of Heavy Metals from Fly Ash Aqueous Solutions. Sustainability 2023, 15, 2612. [Google Scholar] [CrossRef]
- Imoisili, P.E.; Jen, T.-C. Microwave-Assisted Sol–Gel Template-Free Synthesis and Characterization of Silica Nanoparticles Obtained from South African Coal Fly Ash. Nanotechnol. Rev. 2022, 11, 3042–3052. [Google Scholar] [CrossRef]
- Xiao, J.; Li, F.; Zhong, Q.; Bao, H.; Wang, B.; Huang, J.; Zhang, Y. Separation of Aluminum and Silica from Coal Gangue by Elevated Temperature Acid Leaching for the Preparation of Alumina and SiC. Hydrometallurgy 2015, 155, 118–124. [Google Scholar] [CrossRef]
- Hongjie, W.; Yonglan, W.; Zhihao, J. SiC Powders Prepared from Fly Ash. J. Mater. Process. Technol. 2001, 117, 52–55. [Google Scholar] [CrossRef]
- Sulardjaka; Jamasri; Wildan, M.W.; Kusnanto. Method for Increasing β-SiC Yield on Solid State Reaction of Coal Fly Ash and Activated Carbon Powder. Bull. Mater. Sci. 2011, 34, 1013–1016. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Components (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | LOI | Sc | C | |
| Raw CFA | 62.43 | 24.66 | 1.60 | 3.32 | 1.12 | 0.43 | 0.72 | 0.94 | 3.70 | 0.0023 | 1.60 |
| Desilicated CFA | 36.17 | 44.30 | 3.40 | 1.83 | 1.85 | 0.86 | 0.92 | 0.08 | 7.30 | 0.0040 | 2.67 |
| Time (min) | Temperature (°C) | L:S Ratio | Al Extraction (%) | Sc Extraction (%) |
|---|---|---|---|---|
| 90 | 170 | 4 | 75.7 | 82.6 |
| 60 | 150 | 4 | 64.7 | 69.7 |
| 90 | 150 | 5 | 71.0 | 70.5 |
| 60 | 170 | 5 | 76.2 | 76.3 |
| 60 | 190 | 6 | 85.7 | 88.4 |
| 60 | 190 | 4 | 82.8 | 86.2 |
| 60 | 170 | 5 | 76.7 | 76.9 |
| 90 | 170 | 6 | 80.9 | 86.7 |
| 30 | 170 | 4 | 54.7 | 69.3 |
| 30 | 190 | 5 | 84.3 | 84.5 |
| 60 | 170 | 5 | 76.5 | 77.7 |
| 30 | 150 | 5 | 62.1 | 78.6 |
| 60 | 150 | 6 | 60.4 | 73.9 |
| 30 | 170 | 6 | 59.5 | 75.5 |
| 90 | 190 | 5 | 88.6 | 87.0 |
| Sample | Specific Surface Area (m2 g−1) | Pore Volume (cm3 g−1) | Pore Diameter (nm) |
|---|---|---|---|
| DCFA | 14.9 | 37.0 | 17.7 |
| Residue at T = 150 °C, τ = 5 min | 44.1 | 130.0 | 69.3 |
| Residue at T = 170 °C, τ = 15 min | 40.2 | 129.0 | 69.0 |
| Residue at T = 170 °C, τ = 30 min | 41.5 | 132.0 | 69.2 |
| Residue at T = 190 °C, τ = 60 min | 40.4 | 128.0 | 69.2 |
| Sample | Components (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | LOI | Sc | C | |
| HPAL solid residue | 71.96 | 13.94 | 2.27 | 2.19 | 3.26 | 0.28 | 0.36 | 0.03 | 5.30 | 0.0009 | 4.70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shoppert, A.; Valeev, D.; Loginova, I. Kinetics of Aluminum and Scandium Extraction from Desilicated Coal Fly Ash by High-Pressure HCl Leaching. Metals 2023, 13, 1994. https://doi.org/10.3390/met13121994
Shoppert A, Valeev D, Loginova I. Kinetics of Aluminum and Scandium Extraction from Desilicated Coal Fly Ash by High-Pressure HCl Leaching. Metals. 2023; 13(12):1994. https://doi.org/10.3390/met13121994
Chicago/Turabian StyleShoppert, Andrei, Dmitry Valeev, and Irina Loginova. 2023. "Kinetics of Aluminum and Scandium Extraction from Desilicated Coal Fly Ash by High-Pressure HCl Leaching" Metals 13, no. 12: 1994. https://doi.org/10.3390/met13121994
APA StyleShoppert, A., Valeev, D., & Loginova, I. (2023). Kinetics of Aluminum and Scandium Extraction from Desilicated Coal Fly Ash by High-Pressure HCl Leaching. Metals, 13(12), 1994. https://doi.org/10.3390/met13121994