

Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review


Abstract
:1. Introduction
2. Effect of Carbide on Corrosion Wear Resistance of HHCCI
2.1. Effect of Carbide Content on Corrosion Wear Resistance of HHCCI
2.2. The Effect of Carbide Orientation on Corrosion Wear Resistance of HHCCI
2.3. Effect of Carbide Refinement on Corrosion Wear Resistance of HHCCI
2.3.1. Effect of Modification on Carbide Refinement and Corrosion Wear Resistance
2.3.2. Effect of Semi-Solid Treatment on Carbide Refinement and Corrosion Wear Resistance of HHCCI
2.3.3. Effect of Pulse Current Treatment on Carbide Refinement and Corrosion Wear Resistance of HHCCI
3. Effect of Heat Treatment Corrosion Wear Resistance of HHCCI
4. Effect of Cryogenic Treatment on Corrosion Wear Resistance of HHCCI
5. Effect of Alloying on Corrosion Wear Resistance of HHCCI
5.1. Effect of Strong Carbide Forming Elements on Corrosion Wear Resistance of HHCCI
5.2. Effect of Non-Carbide Forming Elements on Corrosion Wear Resistance of HHCCI
5.3. Other Alloy Element
6. Concluding Remarks
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jain, A.-S.; Mustafa, M.I.; Sazili, M.I.I.M.; Chang, H.; Zhang, M.-X. Effects of destabilization and tempering on microstructure and mechanical properties of a hypereutectic high-chromium cast iron. J. Mater. Sci. 2022, 57, 15581–15597. [Google Scholar] [CrossRef]
- Chen, C.; Feng, A.; Liu, B.; Wei, Y.; Song, X. Effect of quench-tempering and laser quenching on the microstructure and properties of high-chromium cast iron. J. Mater. Res. Technol. 2022, 19, 2759–2773. [Google Scholar] [CrossRef]
- Li, P.; Yang, Y.; Shen, D.; Gong, M.; Tian, C.; Tong, W. Mechanical behavior and microstructure of hypereutectic high chromium cast iron: The combined effects of tungsten, manganese and molybdenum additions. J. Mater. Res. Technol. 2020, 9, 5735–5748. [Google Scholar] [CrossRef]
- Sakamoto, O.M. Abrasion resistance of high Cr cast irons at an elevated temperature. Wear 2001, 250, 71–75. [Google Scholar]
- Chung, R.J.; Tang, X.; Li, D.Y.; Hinckley, B.; Dolman, K. Abnormal erosion–slurry velocity relationship of high chromium cast iron with high carbon concentrations. Wear 2011, 271, 1454–1461. [Google Scholar] [CrossRef]
- Chang, C.M.; Hsieh, C.C.; Lin, C.M.; Chen, J.H.; Fan, C.M.; Wu, W. Effect of carbon content on microstructure and corrosion behavior of hypereutectic Fe–Cr–C claddings. Mater. Chem. Phys. 2010, 123, 241–246. [Google Scholar] [CrossRef]
- Tang, X.; Chung, R.; Pang, C.; Li, D.; Hinckley, B.; Dolman, K. Microstructure of high (45 wt.%) chromium cast irons and their resistances to wear and corrosion. Wear 2011, 271, 1426–1431. [Google Scholar] [CrossRef]
- Wang, S.; Song, L.; Qiao, Y.; Wang, M. Effect of carbide orientation on impact-abrasive wear resistance of high-Cr iron used in shot blast machine. Tribol. Lett. 2013, 50, 439–448. [Google Scholar] [CrossRef]
- Yang, D.S.; Lin, J.S.; Pen, D.J.; Hsu, F.M. The effect of directionally chilled microstructure on hypereutectic high-chromium white cast iron. Adv. Mater. Res. 2014, 912–914, 399–403. [Google Scholar] [CrossRef]
- Ping, Z.; Zheng, B.; Tu, X.; Li, W. Application of directional solidification technology in high chromium cast iron. Casting 2021, 70, 899–905. [Google Scholar]
- Coronado, J.J. Effect of (Fe, Cr) 7C3 carbide orientation on abrasion wear resistance and fracture toughness. Wear 2011, 270, 287–293. [Google Scholar] [CrossRef]
- Coronado, J. Effect of load and carbide orientation on abrasive wear resistance of white cast iron. Wear 2011, 270, 823–827. [Google Scholar] [CrossRef]
- Ye, X.; Jiang, Y.; Li, Z.; Zhou, R.; Qi, T. Microstructure and corrosion wear properties of directionally solidified high chromium cast iron Cr28. Cast. Technol. 2006, 27, 935–938. [Google Scholar]
- Jain, A.-S.; Chang, H.; Tang, X.; Hinckley, B.; Zhang, M.-X. Refinement of primary carbides in hypereutectic high-chromium cast irons: A review. J. Mater. Sci. 2021, 56, 999–1038. [Google Scholar] [CrossRef]
- Yang, D.S.; Lei, T.S. Investigating the Influence of Mid-Chilling on Microstructural Development of High-Chromium Cast Iron. Mater. Manuf. Process. 2011, 27, 919–924. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, H.; Wang, Q.; Zhou, X.; Joensson, P.G.; Nakajima, K. Effect of Cooling Rate and Ti Addition on the Microstructure and Mechanical Properties in As-cast Condition of Hypereutectic High Chromium Cast Irons. ISIJ Int. 2012, 52, 2210–2219. [Google Scholar] [CrossRef]
- Powell, G.; Carlson, R.A.; Randle, V. The morphology and microtexture of M7C3 carbides in Fe-Cr-C and Fe-Cr-C-Si alloys of near eutectic composition. J. Mater. Sci. 1994, 29, 4889–4896. [Google Scholar] [CrossRef]
- Yilmaz, S.O.; Teker, T. Effect of TiBAl inoculation and heat treatment on microstructure and mechanical properties of hypereutectic high chromium white cast iron. J. Alloys Compd. 2016, 672, 324–331. [Google Scholar] [CrossRef]
- Zhi, X.; Xing, J.; Fu, H.; Gao, Y. Effect of titanium on the as-cast microstructure of hypereutectic high chromium cast iron. Mater. Charact. 2008, 59, 1221–1226. [Google Scholar] [CrossRef]
- Ruan, M. Optimization of the Structure and Properties of Wear-Resistant Steel with Rare Earth Based Composite Modifier. Master’s Thesis, Wuhan University of Science and Technology, Wuhan, China, 2018; pp. 67–68. [Google Scholar]
- Li, R.; Jiang, Y.; Zhou, R. Preparation and Structure of Semi solid Slurry of Hypereutectic High Chromium Cast Iron. Spec. Cast. Nonferrous Alloy. 2005, 270–272. [Google Scholar] [CrossRef]
- Geng, B.; Zhou, R.; Li, L.; Lv, H.; Li, Y.; Bai, D.; Jiang, Y. Change in primary (Cr, Fe)7C3 carbides induced by electric current pulse modification of hypereutectic high chromium cast iron melt. Materials 2018, 12, 32. [Google Scholar] [CrossRef] [PubMed]
- Qin, R. Study on Nonequilibrium Transition under the Action of Electric Pulse. Ph.D. Thesis, Institute of Metals, Chinese Academy of Sciences, Shenyang, China, 1996; pp. 1–10. [Google Scholar]
- Bai, D.; Li, L.; Zhou, R.; Lv, H.; Jiang, Y.; Zhou, R. Effect of pulse current treatment on solidification structure of hypereutectic high chromium cast iron. J. Mater. Heat Treat. 2016, 37, 76–80. [Google Scholar]
- Bai, D. Research on Microstructure Evolution of Hypereutectic High Chromium Cast Iron under Pulse Current. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2017; pp. 63–64. [Google Scholar]
- Kang, M. Effect of Pulse Current Treatment on the Distribution of Structural Elements and Properties of Hypereutectic High Chromium Cast Iron. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2016; pp. 59–60. [Google Scholar]
- Chatterjee, S.; Pal, T.K. Wear behaviour of hardfacing deposits on cast iron. Wear 2003, 255, 417–425. [Google Scholar] [CrossRef]
- Da, L.; Liu, L.; Zhang, Y.; Ye, C.; Ren, X.; Yang, Y.; Yang, Q. Phase diagram calculation of high chromium cast irons and influence of its chemical composition. Mater. Des. 2009, 30, 340–345. [Google Scholar]
- Chang, K.K.; Lee, S.; Jung, J.Y. Effects of heat treatment on wear resistance and fracture toughness of duo-cast materials composed of high-chromium white cast iron and low-chromium steel. Metall. Mater. Trans. A 2006, 37, 633–643. [Google Scholar]
- Zhi, X.; Xing, J.; Gao, Y.; Fu, H.; Peng, J.; Bing, X. Effect of heat treatment on microstructure and mechanical properties of a Ti-bearing hypereutectic high chromium white cast iron. Mater. Sci. Eng. A 2008, 487, 171–179. [Google Scholar] [CrossRef]
- Anijdan, S.M.; Bahrami, A.; Varahram, N.; Davami, P. Effects of tungsten on erosion–corrosion behavior of high chromium white cast iron. Mater. Sci. Eng. A 2007, 454, 623–628. [Google Scholar] [CrossRef]
- Zhao, Z.; Song, R.; Zhang, Y.; Yu, P.; Pei, Y. Co-orientation relationship between secondary carbides and adjacent ferrite after quenching and tempering in high chromium cast iron. Vacuum 2021, 184, 109911. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Lekatou, A.; Diavati, E. Effect of Destabilization Heat Treatments on the Microstructure of High-Chromium Cast Iron: A Microscopy Examination Approach. J. Mater. Eng. Perform. 2009, 18, 1078. [Google Scholar] [CrossRef]
- Rhp, A.; Ks, A.; Kk, A.; Tt, A.; Ms, B.; Hh, C.; Ji, C. Erosive wear characteristics of high-chromium based multi-component white cast irons. Tribol. Int. 2021, 159, 106982. [Google Scholar]
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for automotive lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Yang, H.-S.; Jun, W.; Bao-Luo, S.; Hao-Huai, L.; Sheng-Ji, G.; Si-Jiu, H. Effect of cryogenic treatment on the matrix structure and abrasion resistance of white cast iron subjected to destabilization treatment. Wear 2006, 261, 1150–1154. [Google Scholar] [CrossRef]
- Bensely, A.; Prabhakaran, A.; Lal, D.M.; Nagarajan, G. Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 2005, 45, 747–754. [Google Scholar] [CrossRef]
- Zhirafar, S.; Rezaeian, A.; Pugh, M. Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol. 2007, 186, 298–303. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, K.; Eckert, J. Effect of tempering and deep cryogenic treatment on microstructure and mechanical properties of Cr–Mo–V–Ni steel. Mater. Sci. Eng. A 2020, 787, 139520. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J.; Yang, H.; Shen, B. Effects of cryogenic treatment on microstructure and abrasion resistance of CrMnB high-chromium cast iron subjected to sub-critical treatment. Mater. Sci. Eng. A 2008, 478, 324–328. [Google Scholar] [CrossRef]
- Liu, H.-H.; Wang, J.; Shen, B.-L.; Yang, H.-S.; Gao, S.-J.; Huang, S.-J. Effects of deep cryogenic treatment on property of 3Cr13Mo1V1. 5 high chromium cast iron. Mater. Des. 2007, 28, 1059–1064. [Google Scholar] [CrossRef]
- Cui, J.; Chen, L. Microstructure and abrasive wear resistance of an alloyed ductile iron subjected to deep cryogenic and austempering treatments. J. Mater. Sci. Technol. 2017, 33, 1549–1554. [Google Scholar] [CrossRef]
- Chen, G.; Rahimi, R.; Harwarth, M.; Motylenko, M.; Xu, G.; Biermann, H.; Mola, J. Non-cube-on-cube orientation relationship between M23C6 and austenite in an austenitic stainless steel. Scr. Mater. 2022, 213, 114597. [Google Scholar] [CrossRef]
- Thornton, R.; Slatter, T.; Jones, A.H.; Lewis, R. The effects of cryogenic processing on the wear resistance of grey cast iron brake discs. Wear 2011, 271, 2386–2395. [Google Scholar] [CrossRef]
- He, F. Cryogenic Treatment and Properties of High Chromium Cast Iron. Master’s Thesis, Fuzhou University, Fuzhou, China, 2003. [Google Scholar]
- Sarkar, T.; Mukherjee, M.; Pal, T.K. Effect of Cu addition on microstructure and hardness of As-Cast and heat-treated high-Cr cast iron. Trans. Indian Inst. Met. 2018, 71, 1455–1461. [Google Scholar] [CrossRef]
- Inthidech, S.; Sricharoenchai, P.; Matsubara, Y. Effect of Alloying Elements on Heat Treatment Behavior of Hypoeutectic High Chromium Cast Iron. Mater. Trans. 2006, 47, 72–81. [Google Scholar] [CrossRef]
- Zumelzu, E.; Goyos, I.; Cabezas, C.; Opitz, O.; Parada, A. Wear and corrosion behaviour of high-chromium (14–30% Cr) cast iron alloys. J. Mater. Process. Technol. 2002, 128, 250–255. [Google Scholar] [CrossRef]
- Wiengmoon, A.; Pearce, J.; Chairuangsri, T. Relationship between microstructure, hardness and corrosion resistance in 20 wt.% Cr, 27 wt.% Cr and 36 wt.% Cr high chromium cast irons. Mater. Chem. Phys. 2011, 125, 739–748. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, Y.; Yang, Y.; Wang, G. Effect of vanadium and copper on as cast structure and properties of high alloy white cast iron. Cast. Technol. 2007, 28, 5. [Google Scholar]
- Zhang, Y.; Song, R.; Pei, Y.; Wen, E.; Zhao, Z. The formation of TiC–NbC core-shell structure in hypereutectic high chromium cast iron leads to significant refinement of primary M7C3. J. Alloys Compd. 2020, 824, 153806. [Google Scholar] [CrossRef]
- Penagos, J.J.; Pereira, J.; Machado, P.; Albertin, E.; Sinatora, A. Synergetic effect of niobium and molybdenum on abrasion resistance of high chromium cast irons. Wear 2017, 376, 983–992. [Google Scholar] [CrossRef]
- Ye, C.; Liu, T.; Huang, W.; Zhou, C. Bare metal passivation characteristics of 0Cr18Ni9 austenitic stainless steel in low concentration sodium chloride solution. J. Nanjing Univ. Technol. 1999, 21, 52–55. [Google Scholar]
- Zhang, S. Discussion on Wear and Corrosion Resistance of High Chromium Cast Iron A49. Cast. Equip. Process 2013, 7. [Google Scholar] [CrossRef]
- Lv, Y.; Sun, Y.; Zhao, J.; Yu, G.; Shen, J.; Hu, S. Effect of tungsten on microstructure and properties of high chromium cast iron. Mater. Des. 2012, 39, 303–308. [Google Scholar] [CrossRef]
- Alamdari, H.; Couture, A.; Fiset, M. The effect of nickel, silicon and austenite deep-freezing treatment on the microstructure and wear properties of high chromium white iron containing niobium. Int. J. Cast Met. Res. 1998, 11, 89–95. [Google Scholar] [CrossRef]
- Li, T.; Li, L.; Lu, H.; Parent, L.; Tian, H.; Chung, R.; Li, D. Effect of trace Ni on the resistance of high-Cr cast iron to slurry erosion. Wear 2019, 426, 605–611. [Google Scholar] [CrossRef]
- Zhi, X.; Xing, J.; Fu, H.; Gao, Y. Effect of fluctuation and modification on microstructure and impact toughness of 20 wt.% Cr hypereutectic white cast iron. Mater. Sci. Eng. Technol. 2008, 39, 391–393. [Google Scholar] [CrossRef]
- Azimi, G.; Shamanian, M. Effects of silicon content on the microstructure and corrosion behavior of Fe–Cr–C hardfacing alloys. J. Alloys Compd. 2010, 505, 598–603. [Google Scholar] [CrossRef]
- Yu, Z.; Qiang, J.; Li, H. Corrosion behavior of high silicon cast iron in various environments. J. Xi’an Univ. Sci. Technol. 2007, 27, 69–72. [Google Scholar]
- Liqiang, G.; Hanguang, F.; Xiaohui, Z. Microstructure and properties of Cu-bearing hypereutectic high chromium cast iron. Mater. Charact. 2022, 195, 112546. [Google Scholar] [CrossRef]
- Liqiang, G.; Hanguang, F.; Xiaohui, Z. First-principles study on corrosion resistance of copper-bearing hypereutectic high chromium cast iron. Mater. Today Commun. 2022, 33, 104345. [Google Scholar]
- Wang, J.; Liu, T.; Zhou, Y.; Xing, X.; Liu, S.; Yang, Y.; Yang, Q. Effect of nitrogen alloying on the microstructure and abrasive impact wear resistance of Fe-Cr-C-Ti-Nb hardfacing alloy. Surf. Coat. Technol. 2017, 309, 1072–1080. [Google Scholar] [CrossRef]
- Xu, L.; Wang, F.; Lu, F.; Zhou, Y.; Wei, S. Microstructure and erosion wear properties of high chromium cast iron added nitrogen by high pressure in alkaline sand slurry. Wear 2021, 476, 203655. [Google Scholar] [CrossRef]
- Gelfi, M.; Pola, A.; Girelli, L.; Zacco, A.; Masotti, M.; Vecchia, G.L. Effect of heat treatment on microstructure and erosion resistance of white cast irons for slurry pumping applications. Wear 2019, 428, 438–448. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, H.; Ding, H.; Guo, J. Improving impact toughness of a high chromium cast iron regarding joint additive of nitrogen and titanium. Mater. Des. 2016, 90, 958–968. [Google Scholar] [CrossRef]
- Guitar, M.A.; Suárez, S.; Prat, O.; Guigou, M.D.; Gari, V.; Pereira, G.; Mücklich, F. High Chromium Cast Irons: Destabilized-Subcritical Secondary Carbide Precipitation and Its Effect on Hardness and Wear Properties. J. Mater. Eng. Perform. 2018, 27, 3877–3885. [Google Scholar] [CrossRef]
- Lu, F.; Wei, S.; Xu, L.; Zhou, Y.; Wang, X. Investigation on erosion-wear behaviors of high-chromium cast iron with high nitrogen content in salt–sand slurry. Mater. Res. Express 2019, 6, 106558. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Toor, I.; Karatas, C.; Malik, J.; Ovali, I. Laser treatment of dual matrix structured cast iron surface: Corrosion resistance of surface. Opt. Lasers Eng. 2015, 64, 17–22. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Efremenko, V.G.; Hara, H.; Shirai, M.; Purba, R. High-temperature erosive wear characteristics and bonding requirements of hard carbides cast-in insertion multi-component white cast iron. Wear 2021, 476, 203672. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
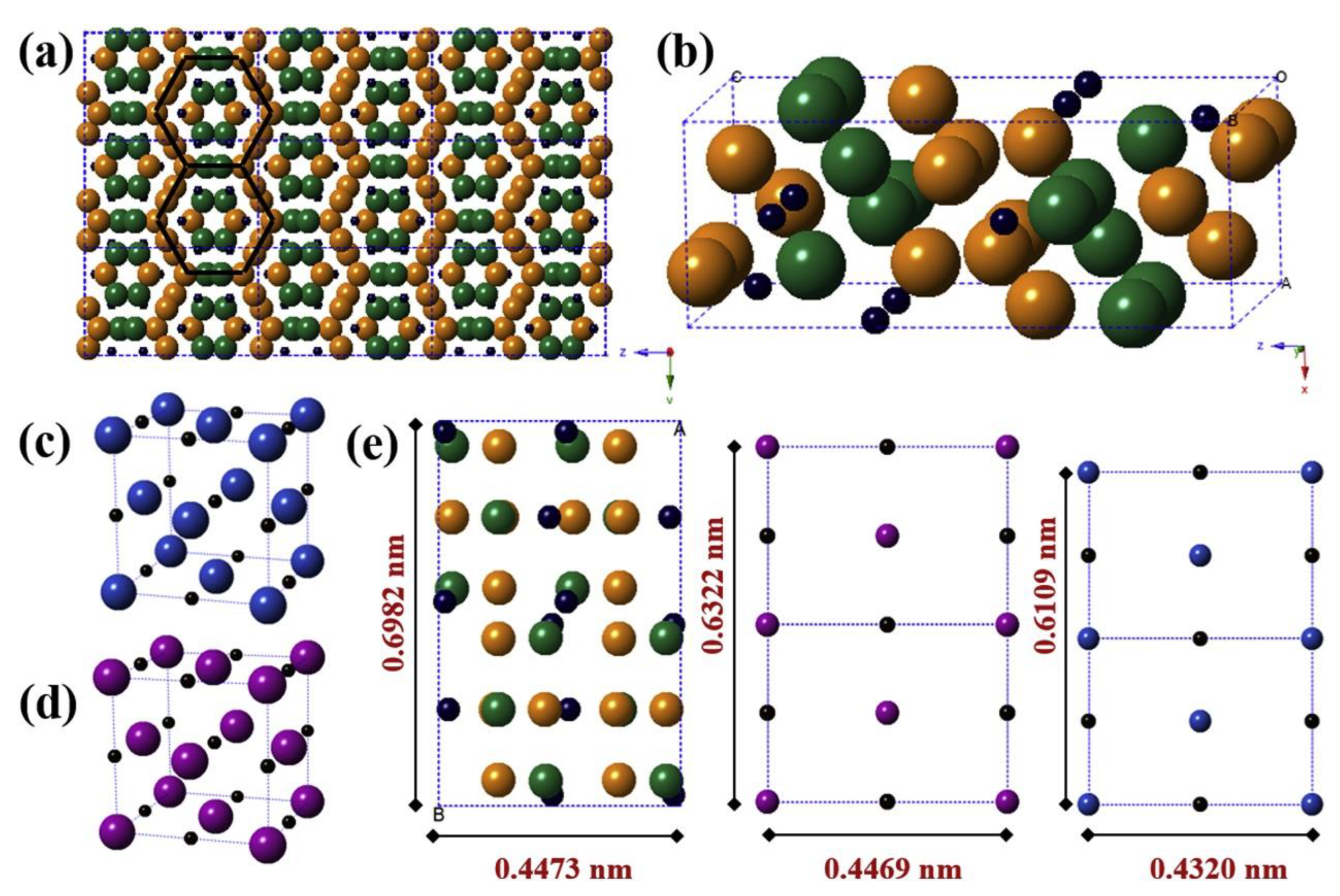
| Matching Face | NbC(110)//M7C3 (001) | ||
|---|---|---|---|
| [uvw]s | [100] | [110] | [111] |
| [uvw]n | [100] | [010] | [110] |
| θ | 0 | 0 | 3.84 |
| d[uvw]s | 0.4469 | 0.6322 | 0.7742 |
| d[uvw]n | 0.4473 | 0.6982 | 0.8458 |
| δ | 5.39% | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, L.; Fu, H.; Zhi, X. Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review. Metals 2023, 13, 308. https://doi.org/10.3390/met13020308
Gong L, Fu H, Zhi X. Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review. Metals. 2023; 13(2):308. https://doi.org/10.3390/met13020308
Chicago/Turabian StyleGong, Liqiang, Hanguang Fu, and Xiaohui Zhi. 2023. "Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review" Metals 13, no. 2: 308. https://doi.org/10.3390/met13020308
APA StyleGong, L., Fu, H., & Zhi, X. (2023). Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review. Metals, 13(2), 308. https://doi.org/10.3390/met13020308