



Selective Laser Melting of (Fe-Si-B)/Cu Composite: Structure and Magnetic Properties Study



Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
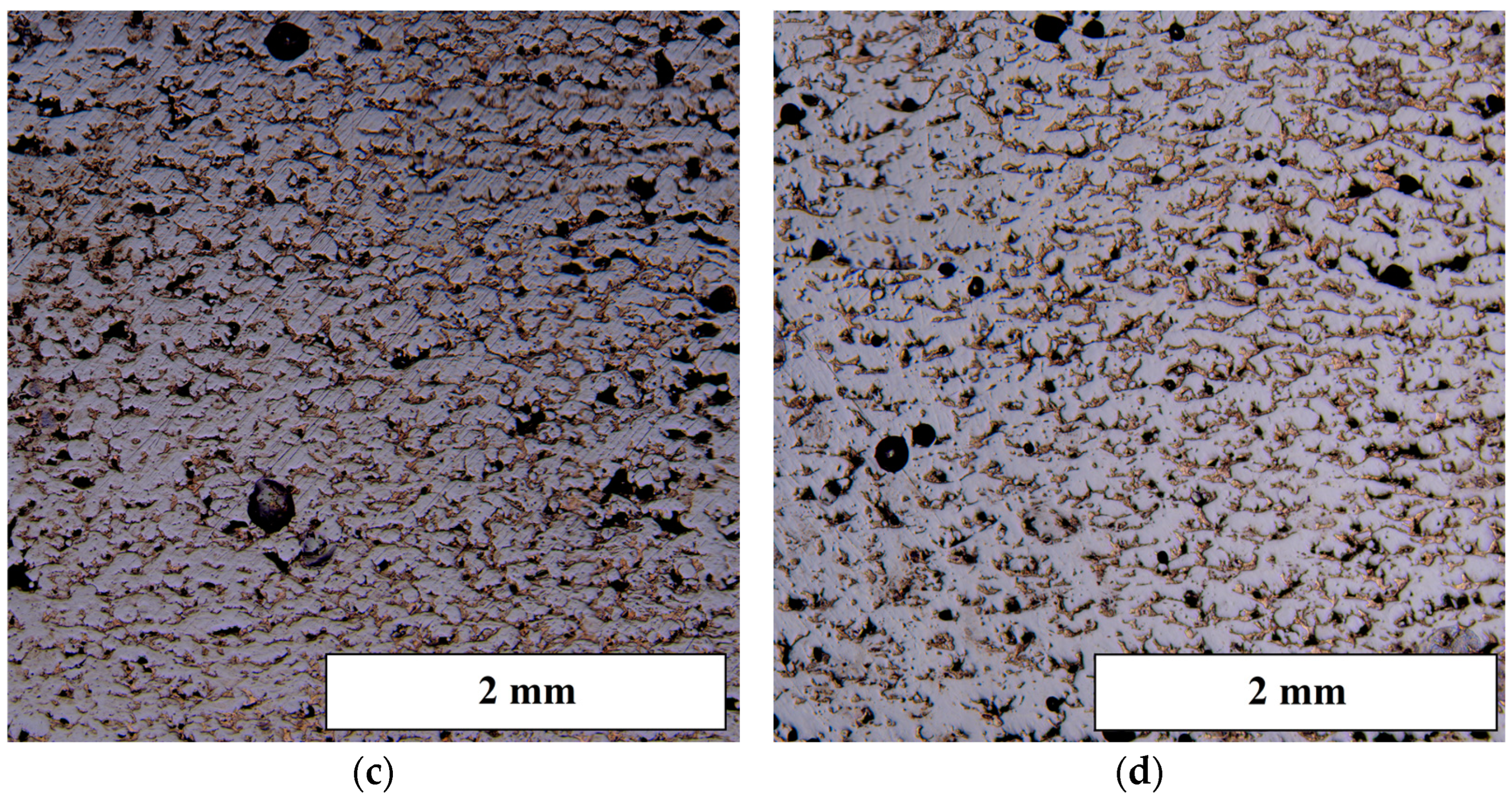
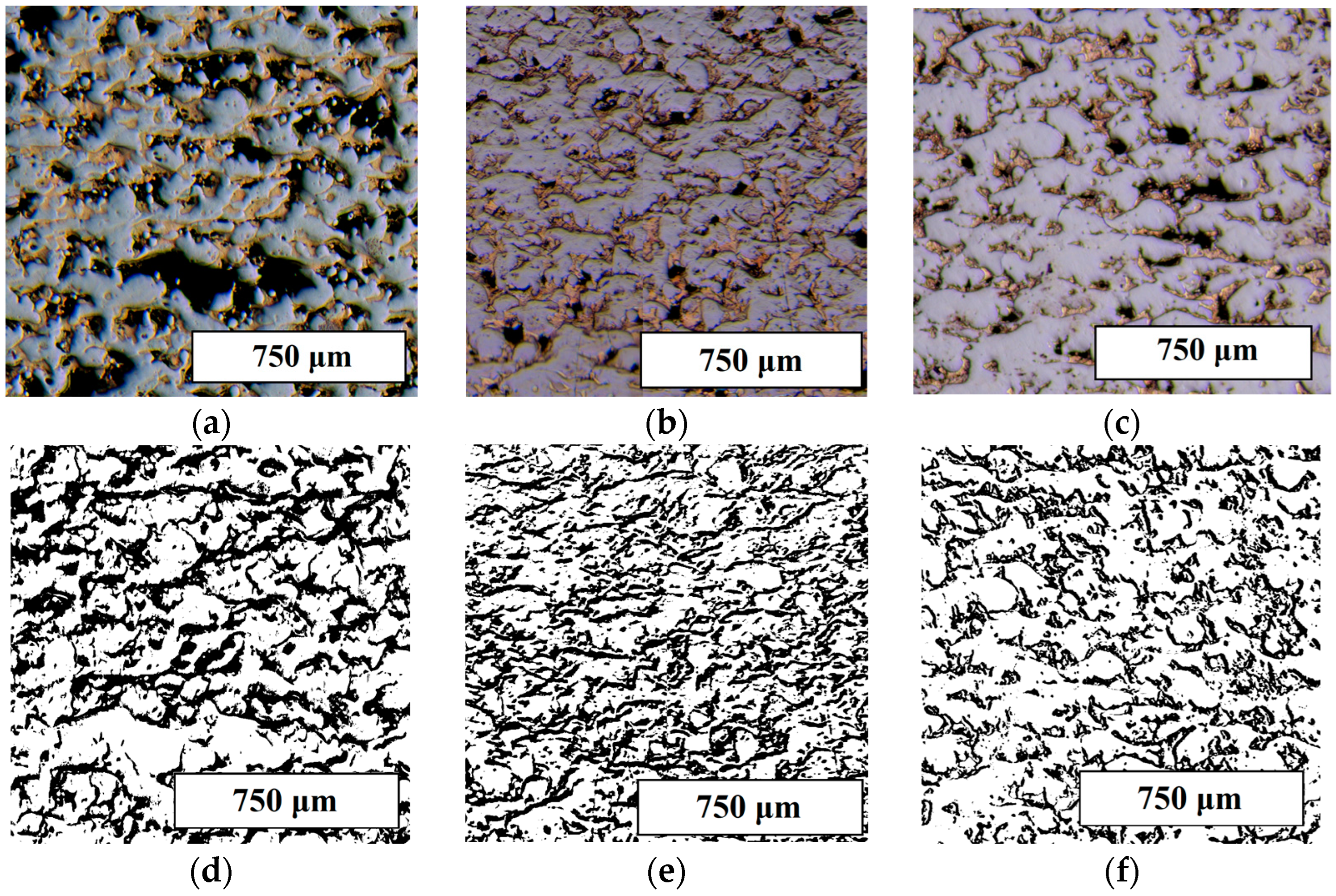
- Addition of 10 wt.% of Cu in 1CP allows to halve the porosity percentage of selective laser-melted sample and minimize the cracks. Decreasing the hatch distance parameter from 0.12 mm to 0.08 mm allows to reduce the porosity percentage of the composite obtained with presented selective laser melting regime by 68%, but further decreasing hatch distance parameter to 0.05 mm results in slightly higher porosity relatively to sample with h = 0.08 mm, which is connected to recoating defects. Distribution of the Cu phase can be recognized as uniform in all composite samples, but in samples with 0.12 mm and 0.08 mm of hatch distance, Cu phase is presented in form of quasi continuous net, which cannot be said about sample with 0.05 mm of hatch distance, in which continuity of the Cu phase net is broken.
- Phase composition of the composite samples is similar to that of pure 1CP sample (except for the presence of crystalline copper in composite samples) and is characterized by the presence of α-Fe solid solution and iron boride Fe2B, which were revealed by X-ray diffraction, and also ordered solid solution Fe3Si, which was revealed with scanning electron microscope.
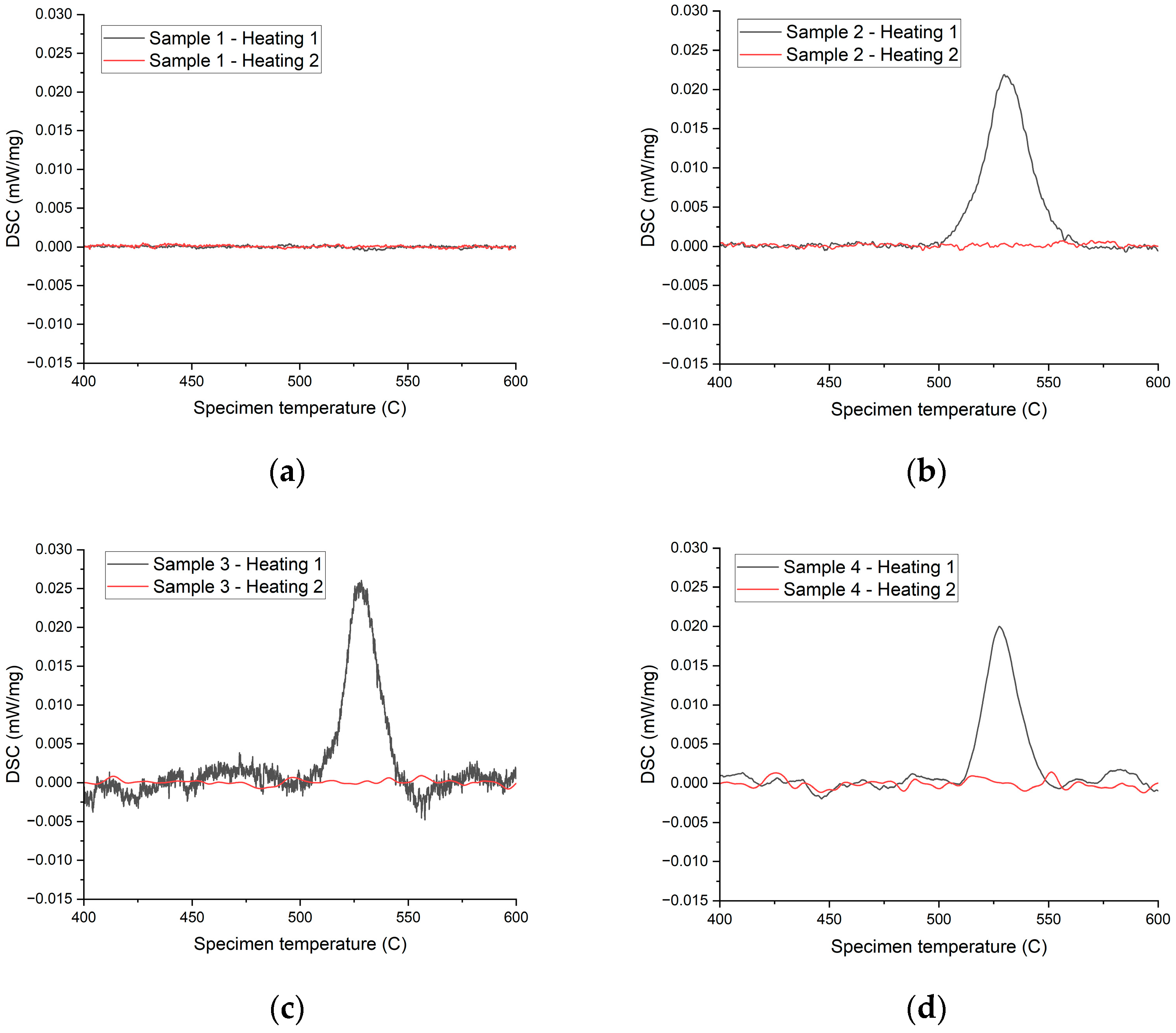
- Differential scanning calorimetry data showed that all the composite samples contain amorphous phase, which cannot be said about completely crystalline pure 1CP sample. Sample with hatch distance of 0.08 mm contain maximal amount of amorphous phase among the composite samples.
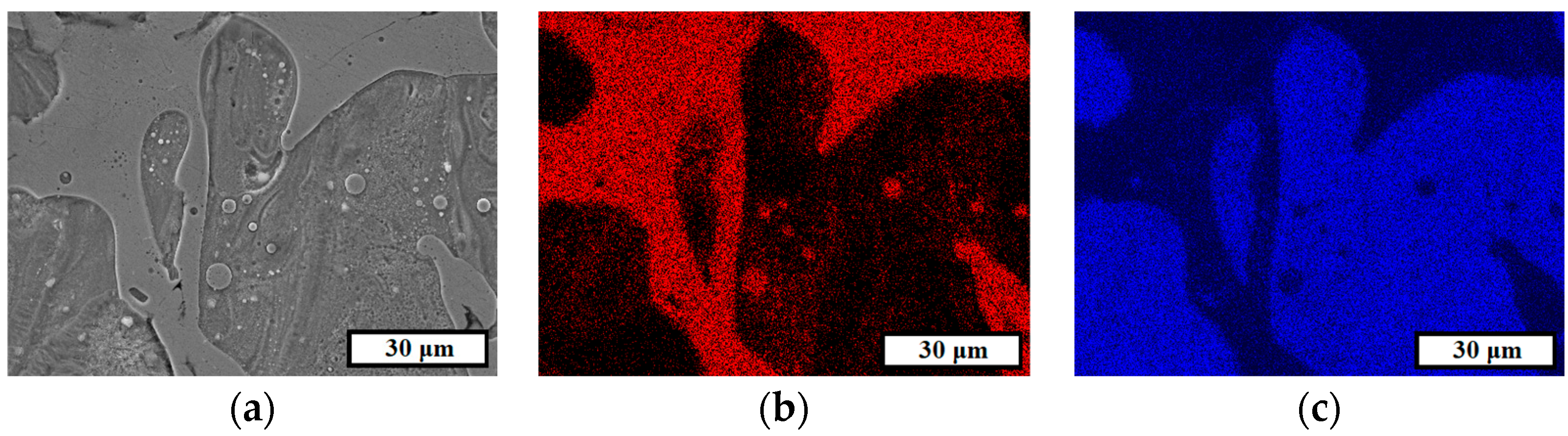
- All the samples are characterized by the similar microstructure: Cu phase regions (absent for pure 1CP sample) and α-Fe regions with Fe3Si solution distributed and Fe2B locating at the melting lines. Wettability of Cu regions is decent as evidenced by the absence of cracks on the boundaries between the matrix and Cu. Energy-dispersive analysis showed that depth of diffusion (of Cu in 1CP) zone is approximately 1 µm in all the composite samples.
- Comparison of the magnetic properties of the pure 1CP sample with that of composite sample obtained using same selective laser melting parameters showed that coercivity is 30% higher and saturation magnetization is 31% lower for composite sample, which is connected to the presence of non-magnetic material in sample’s volume. However, magnetic field energy loss is four times lower for composite sample which is related to higher amorphization degree and optimal distribution and concentration of pores which can be considered as eddy current suppressing dielectric.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sufiiarov, V.; Erutin, D.; Kantyukov, A.; Borisov, E.; Popovich, A.; Nazarov, D. Structure, Mechanical and Magnetic Properties of Selective Laser Melted Fe-Si-B Alloy. Materials 2022, 15, 4121. [Google Scholar] [CrossRef]
- Erutin, D.; Borisov, E.; Popovich, A.; Sufiiarov, V. Magnetic anisotropy of a selective laser melted Fe-Si-B alloy. J. Phys. Conf. Ser. 2022, 2361, 012011. [Google Scholar] [CrossRef]
- Schroers, J.; Paton, N. Amorphous metal alloys form like plastics. Adv. Mater. Process. 2006, 164, 61–63. [Google Scholar]
- Schroers, J. Processing of bulk metallic glass. Adv. Mater. 2010, 22, 1566–1597. [Google Scholar] [CrossRef] [PubMed]
- Kumar, G.; Tang, H.X.; Schroers, J. Nanomoulding with amorphous metals. Nature 2009, 457, 868–872. [Google Scholar] [CrossRef]
- Li, N.; Li, D.J.; Wang, X.Y.; Liu, L. Size-dependent flowing characteristics of a Zr-based bulk metallic glass in the supercooled liquid region. J. Alloys Compd. 2012, 523, 146–150. [Google Scholar] [CrossRef]
- He, J.J.; Li, N.; Tang, N.; Wang, X.Y.; Zhang, C.; Liu, L. The precision replication of a microchannel mould by hot-embossing a Zr-based bulk metallic glass. Intermetallics 2012, 21, 50–55. [Google Scholar] [CrossRef]
- Xia, T.; Li, N.; Wu, Y.; Liu, L. Patterned superhydrophobic surface based on Pd-based metallic glass. Appl. Phys. Lett. 2012, 101. [Google Scholar] [CrossRef]
- Li, N.; Xia, T.; Heng, L.P.; Liu, L. Superhydrophobic Zr-based metallic glass surface with high adhesive force. Appl. Phys. Lett. 2013, 102. [Google Scholar] [CrossRef]
- Chen, W.; Liu, Z.; Robinson, H.M.; Schroers, J. Flaw tolerance vs. performance: A tradeoff in metallic glass cellular structures. Acta Mater. 2014, 73, 259–274. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, W.; Carstensen, J.; Ketkaew, J.; Mota, R.M.O.; Guest, J.K.; Schroers, J. 3D metallic glass cellular structures. Acta Mater. 2016, 105, 35–43. [Google Scholar] [CrossRef] [Green Version]
- Li, N.; Li, D.J.; Liu, L. Correlation between flow characteristics and interfacial friction behaviour of a Zr-based metallic glass during micro-extrusion. Philos. Mag. 2013, 93, 1859–1872. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Ramos-Grez, J.A.; Walczak, M.; Sánchez-Sánchez, X.; Guerra, C.; Debut, A.; Haro, E. Microstructure simulation and experimental evaluation of the anisotropy of 316 L stainless steel manufactured by laser powder bed fusion. Rapid Prototyp. J. 2022. Available online: https://www.emerald.com/insight/content/doi/10.1108/RPJ-04-2022-0127/full/html (accessed on 17 February 2023). [CrossRef]
- Ravalji, J.M.; Raval, S.J. Review of quality issues and mitigation strategies for metal powder bed fusion. Rapid Prototyp. J. 2022. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.H.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]
- Safia, A.; Rima, D.; Nouredine, F. Effect of the Laser Scan Rate on the Microstructure, Magnetic Properties, and Microhardness of Selective Laser-Melted FeSiB. J. Supercond. Nov. Magn. 2018, 31, 3565–3567. [Google Scholar]
- Nam, Y.G.; Koo, B.; Chang, M.S.; Yang, S.; Yu, J.; Park, Y.H.; Jeong, J.W. Selective laser melting vitrification of amorphous soft magnetic alloys with help of double-scanning-induced compositional homogeneity. Mater. Lett. 2020, 261, 1–4. [Google Scholar] [CrossRef]
- Zou, Y.M.; Wu, Y.S.; Li, K.F.; Tan, C.L.; Qiu, Z.G.; Zeng, D.C. Selective laser melting of crack-free Fe-based bulk metallic glass via chessboard scanning strategy. Mater. Lett. 2020, 272, 127824. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, P.; Tan, J.; Yu, Z.; Tian, Y.; Ma, S.; Wu, D. Influence of the microstructure on mechanical properties of SLM additive manufacturing Fe-based bulk metallic glasses. J. Alloys Compd. 2021, 894, 162525. [Google Scholar] [CrossRef]
- Jung, H.Y.; Choi, S.J.; Prashanth, K.G.; Stoica, M.; Scudino, S.; Yi, S.; Uta, K.; Kim, D.H.; Kim, K.B.; Jürgen, E. Fabrication of Fe-based bulk metallic glass by selective laser melting: A parameter study. Mater. Des. 2015, 86, 703–708. [Google Scholar] [CrossRef]
- Żrodowski, Ł.; Wysocki, B.; Wróblewski, R. New approach to amorphization of alloys with low glass forming ability via selective laser melting. J. Alloys Compd. 2019, 771, 769–776. [Google Scholar] [CrossRef]
- Zou, Y.; Qiu, Z.; Tan, C.; Wu, Y.; Li, K.; Zeng, D. Microstructure and mechanical properties of Fe-based bulk metallic glass composites fabricated by selective laser melting. J. Non-Cryst. Solids 2020, 538, 120046. [Google Scholar] [CrossRef]
- Li, N.; Zhang, J.; Xing, W.; Ouyang, D.; Liu, L. 3D printing of Fe-based bulk metallic glass composites with combined high strength and fracture toughness. Mater. Des. 2018, 143, 285–296. [Google Scholar] [CrossRef]
- Yang, D.; Liu, H.; Jiang, Q.; Jiang, Y.; Wang, X.; Yang, W. Atomic-level understanding of weakening crystallization in additive manufactured ternary Fe-based metallic glasses with Ni addition. J. Non-Cryst. Solids 2022, 582, 121435. [Google Scholar] [CrossRef]
- Golod, V.M.; Sufiiarov, V.S. The evolution of structural and chemical heterogeneity during rapid solidification at gas atomization. IOP Conf. Ser. Mater. Sci. Eng. 2017, 192, 012009. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Towrie, M.; Atwood, R.C.; Withers, P.J.; Lee, P.D. The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater. 2019, 166, 294–305. [Google Scholar] [CrossRef] [Green Version]
- Drablia, R.; Alleg, S.; Fenineche, N.-E.; Escoda, L.; Suñol, J.-J.; Greneche, J.-M. Structure, Microstructure, Hyperfine, Mechanical and Magnetic Behavior of Selective Laser Melted Fe92.4Si3.1B4.5 Alloy. Metals 2022, 12, 1620. [Google Scholar] [CrossRef]
- Goll, D.; Schuller, D.; Martinek, G.; Kunert, T.; Schurr, J.; Sinz, C.; Schubert, T.; Bernthaler, T.; Riegel, H.; Schneider, G. Additive manufacturing of soft magnetic materials and components. Addit. Manuf. 2019, 27, 428–439. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Laser Power (W) | Laser Scanning Speed (mm/s) | Hatch Distance (mm) | Layer Thickness (mm) |
|---|---|---|---|---|
| 1 | 90 | 1200 | 0.12 | 0.02 |
| 2 | 90 | 1200 | 0.12 | 0.02 |
| 3 | 90 | 1200 | 0.08 | 0.02 |
| 4 | 90 | 1200 | 0.05 | 0.02 |
| Sample | Porosity (%) |
|---|---|
| 1 | 27.03 ± 0.31 |
| 2 | 13.69 ± 0.54 |
| 3 | 4.36 ± 0.13 |
| 4 | 4.94 ± 0.21 |
| Sample | Onset Temperature, °C | Crystallization Enthalpy (J/g) |
|---|---|---|
| 1 | - | 0.00 |
| 2 | 490 | 1.38 |
| 3 | 490 | 1.75 |
| 4 | 490 | 0.85 |
| Sample | Coercivity (Oe) | Saturation Magnetization (emu/g) | Hysteresis Loop Area × 10−6 (Oe × emu/g) |
|---|---|---|---|
| 1 | 51 | 193.5 | 0.0870 |
| 2 | 66 | 132.6 | 0.0218 |
| 3 | 61 | 135.0 | 0.0272 |
| 4 | 65 | 139.5 | 0.0284 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Erutin, D.; Popovich, A.; Sufiiarov, V. Selective Laser Melting of (Fe-Si-B)/Cu Composite: Structure and Magnetic Properties Study. Metals 2023, 13, 428. https://doi.org/10.3390/met13020428
Erutin D, Popovich A, Sufiiarov V. Selective Laser Melting of (Fe-Si-B)/Cu Composite: Structure and Magnetic Properties Study. Metals. 2023; 13(2):428. https://doi.org/10.3390/met13020428
Chicago/Turabian StyleErutin, Danil, Anatoly Popovich, and Vadim Sufiiarov. 2023. "Selective Laser Melting of (Fe-Si-B)/Cu Composite: Structure and Magnetic Properties Study" Metals 13, no. 2: 428. https://doi.org/10.3390/met13020428
APA StyleErutin, D., Popovich, A., & Sufiiarov, V. (2023). Selective Laser Melting of (Fe-Si-B)/Cu Composite: Structure and Magnetic Properties Study. Metals, 13(2), 428. https://doi.org/10.3390/met13020428