
Effect of Different Power Supply Modes on Inclusion in 304L Stainless Steel Electroslag Ingot

Abstract
:1. Introduction
2. Experimental Section
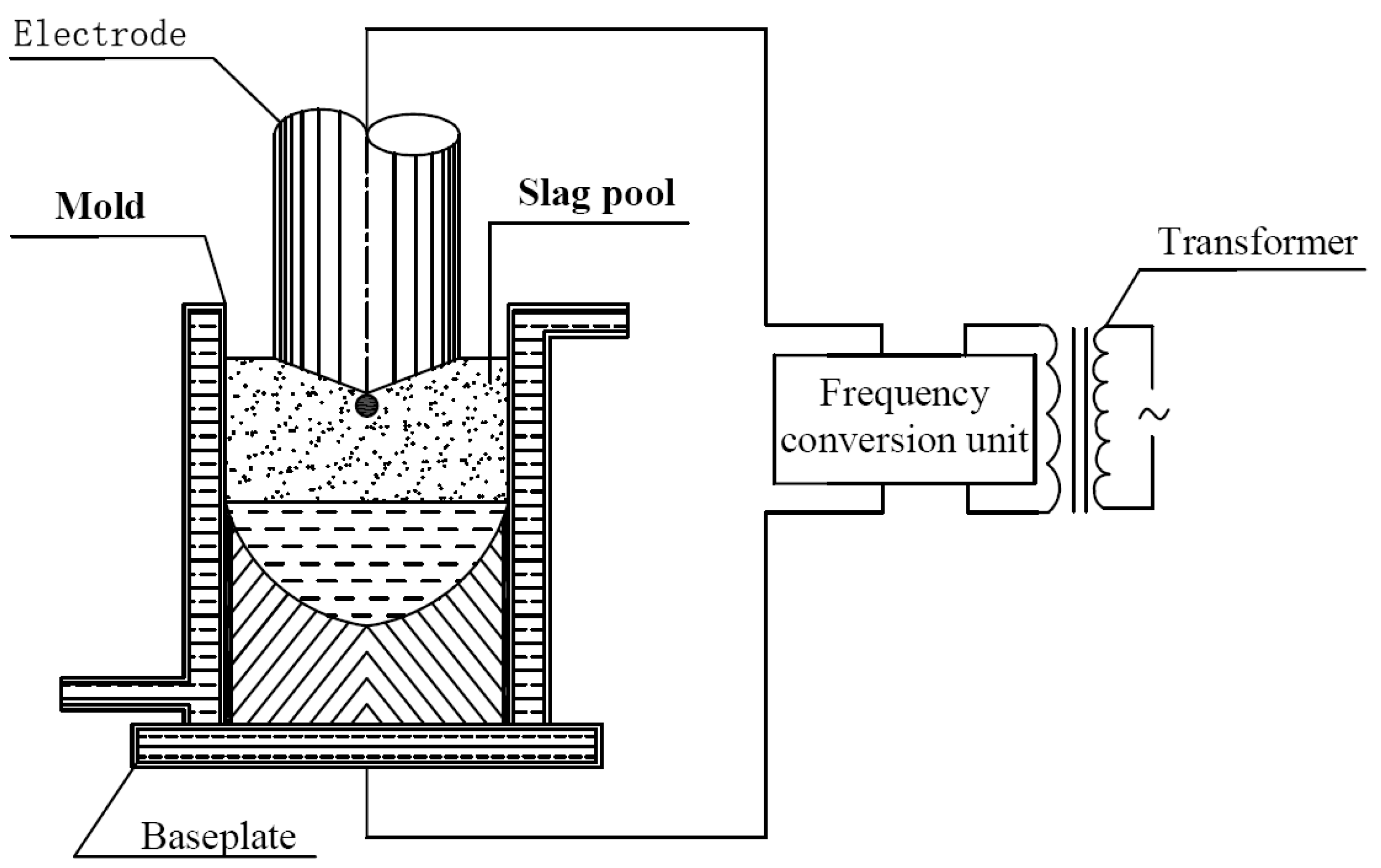
2.1. Experimental Equipment
2.2. Feedstock
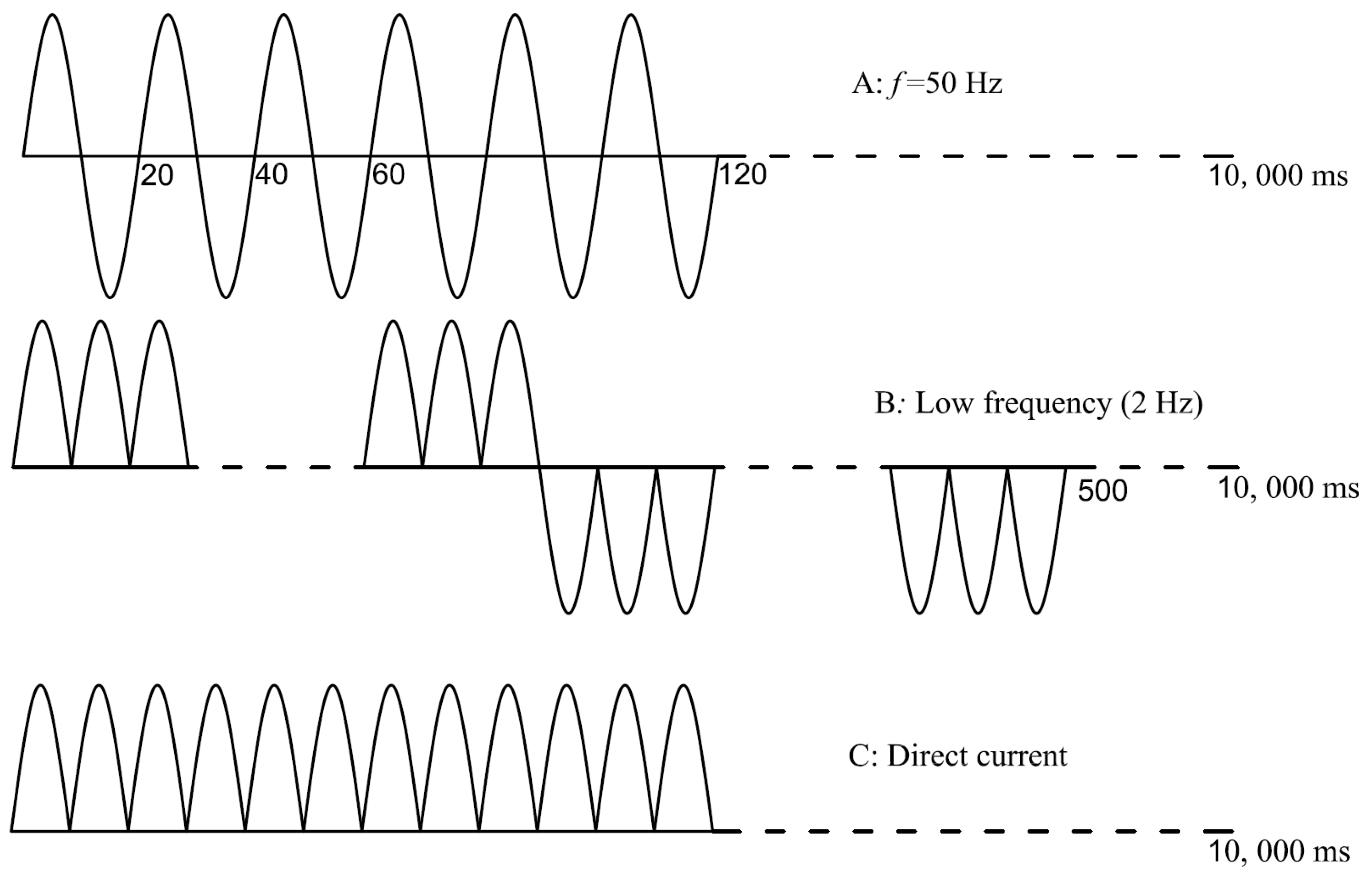
2.3. Experimental Parameters and Testing
3. Experimental Results and Analysis
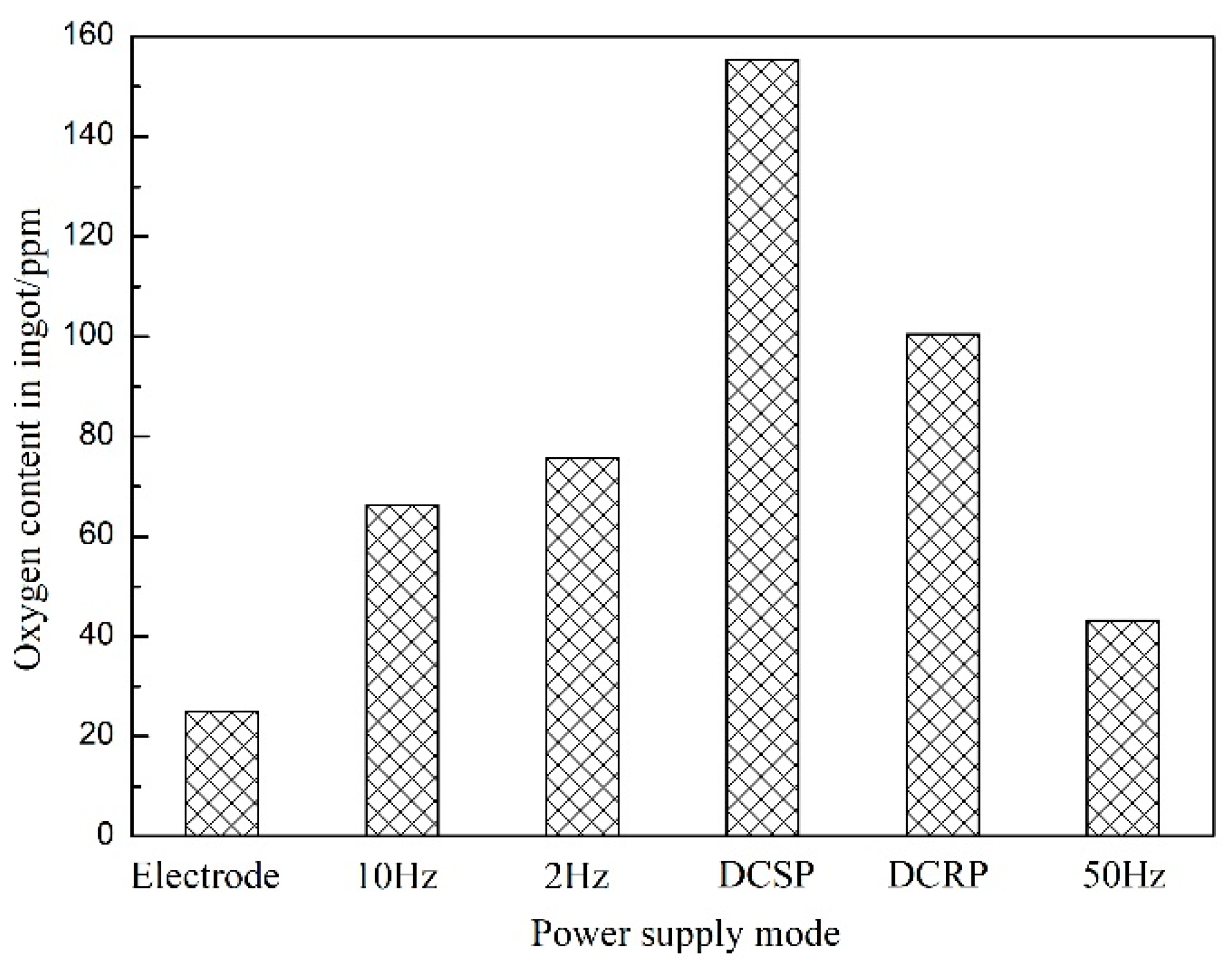
3.1. Variation of Oxygen Content in Electroslag Ingot with Different Power Supply Modes
3.2. Inclusions in Electroslag Ingots with Different Power Supply Modes
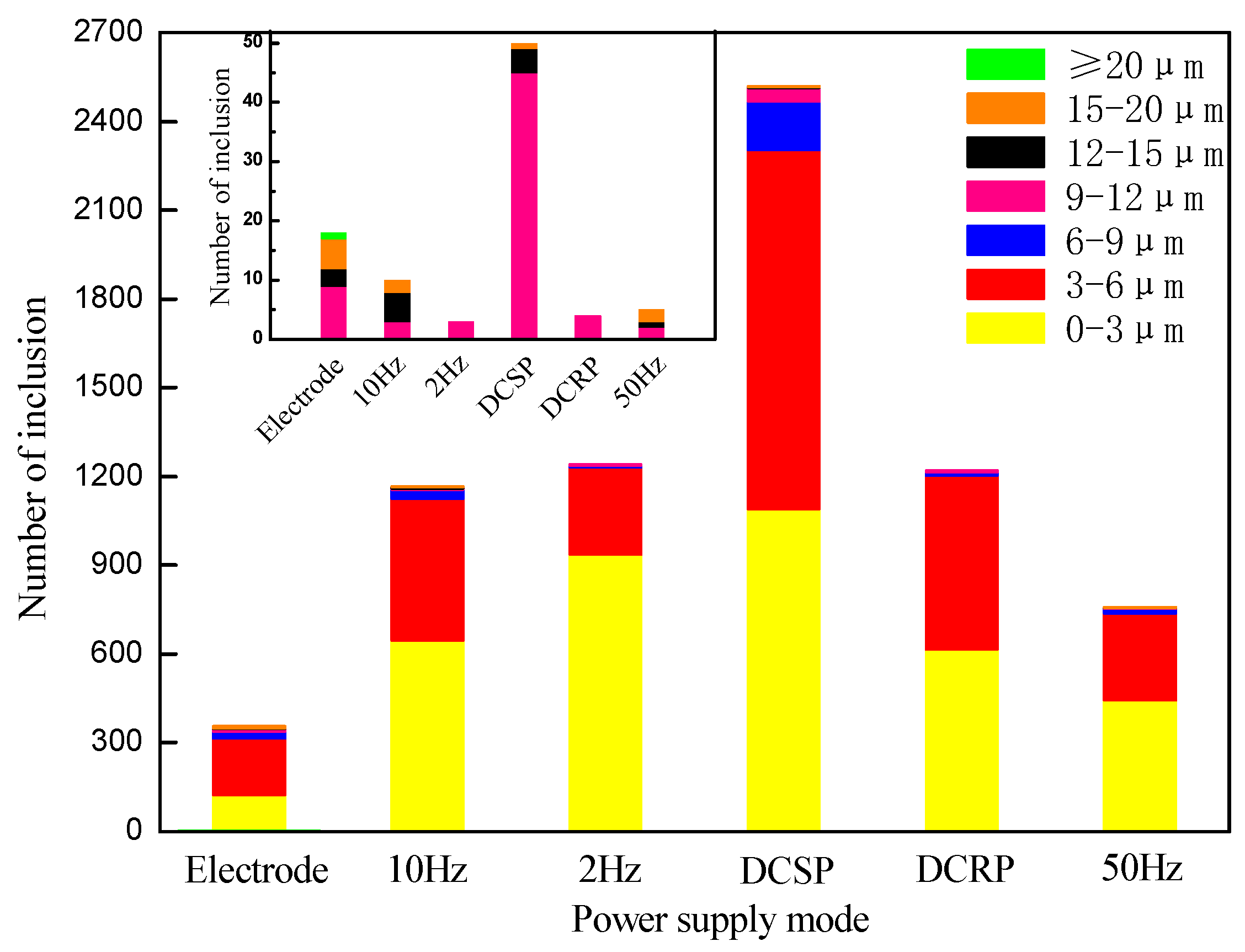
3.2.1. Number and Size of Inclusions
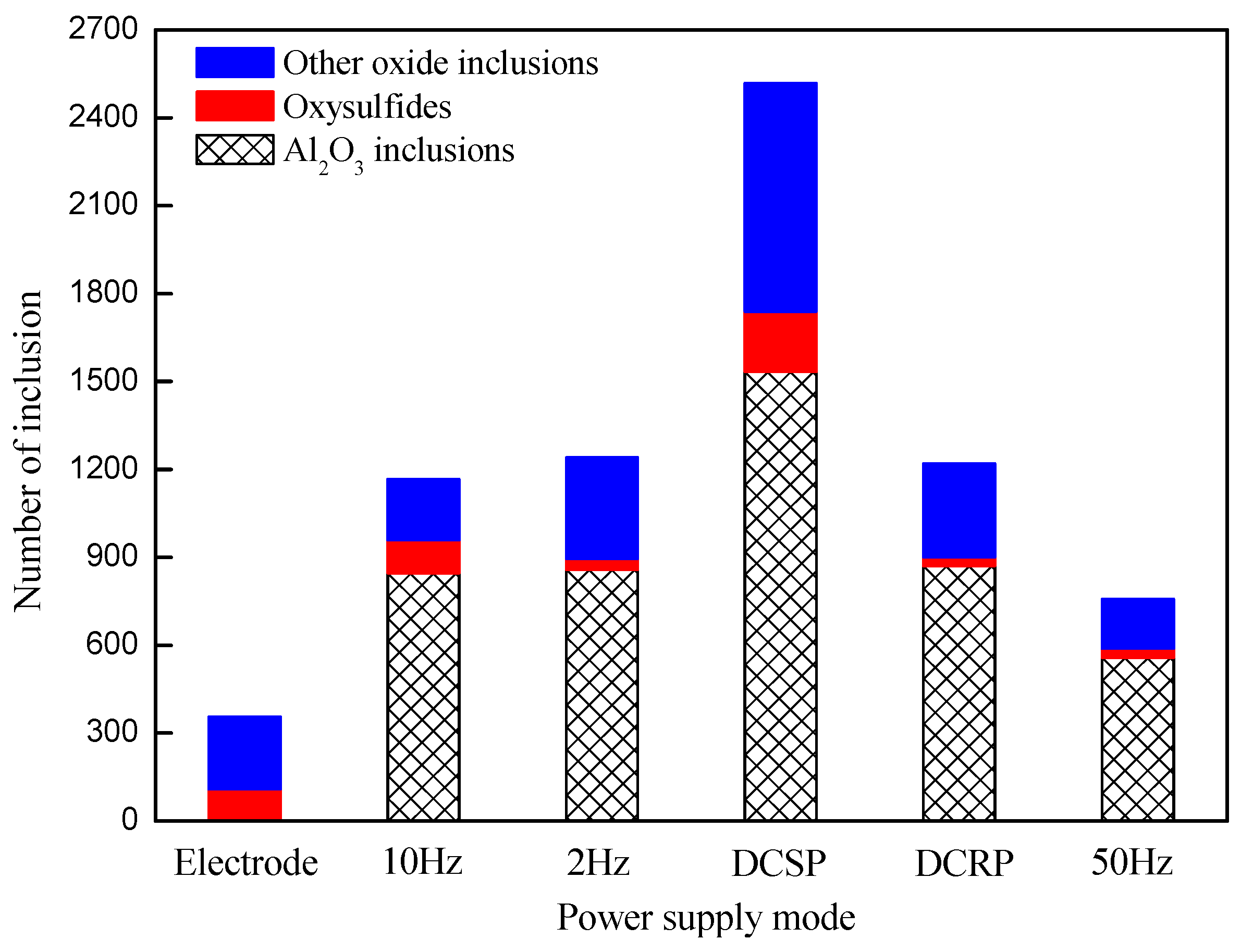
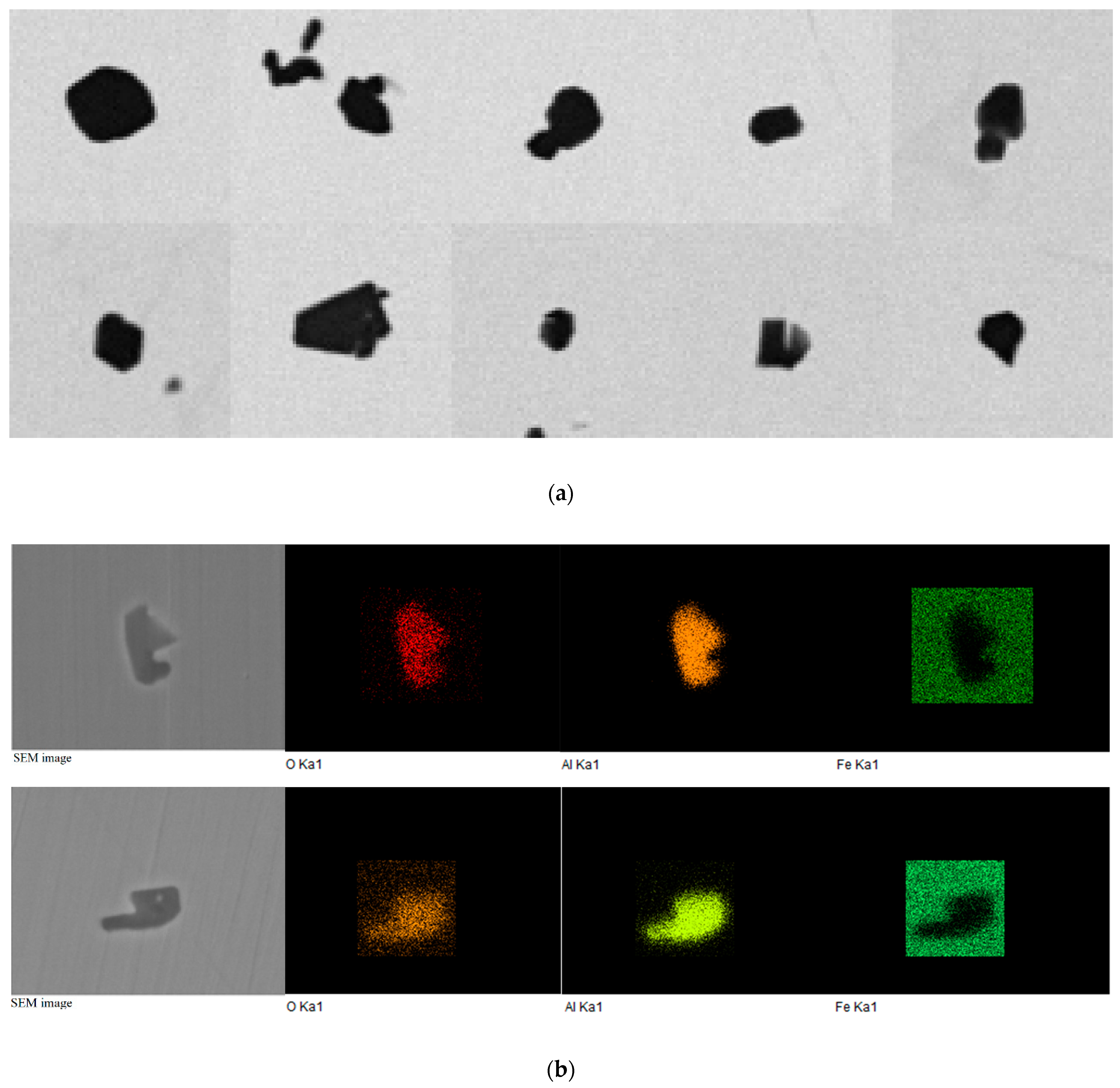
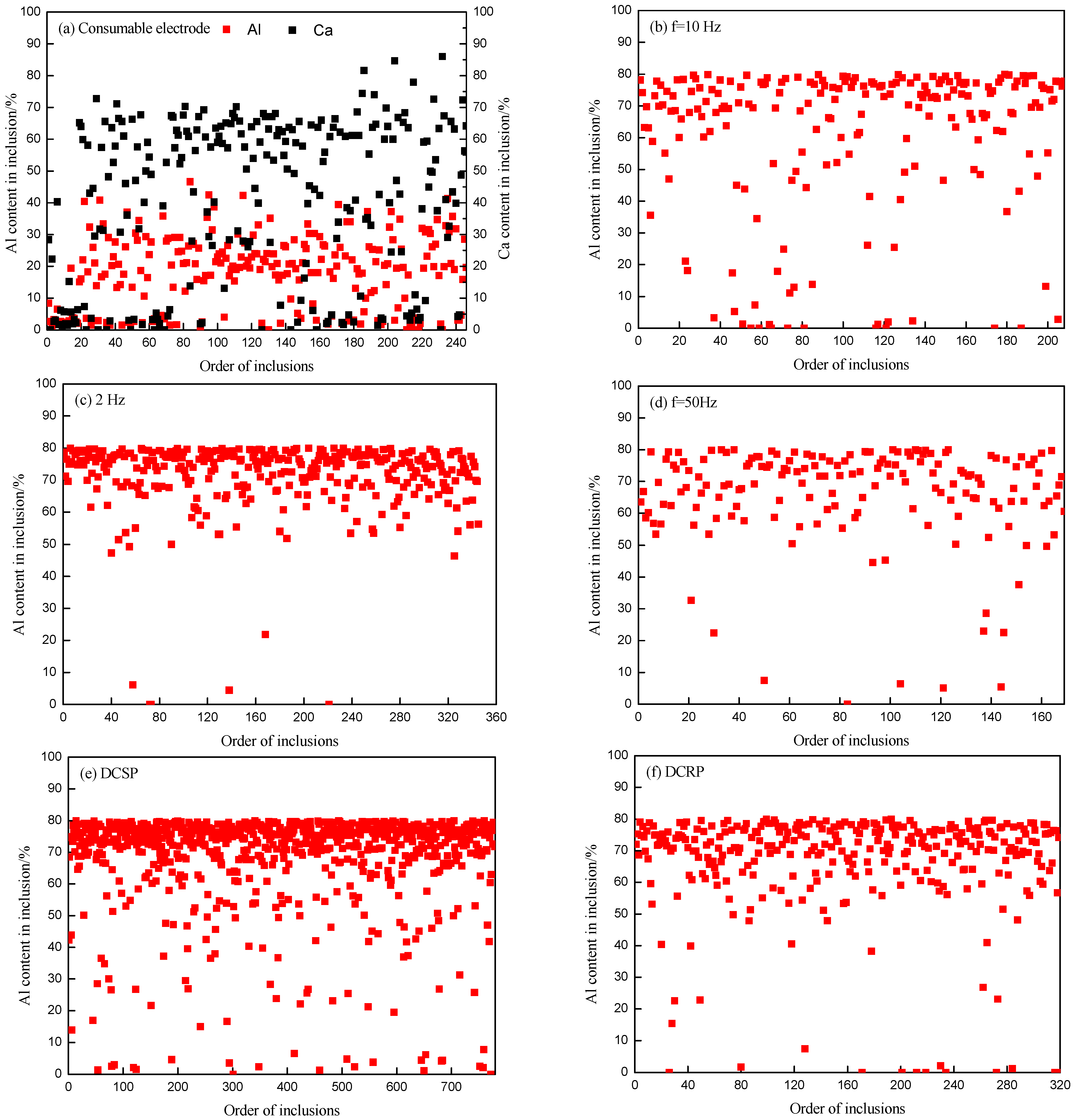
3.2.2. Inclusion Type
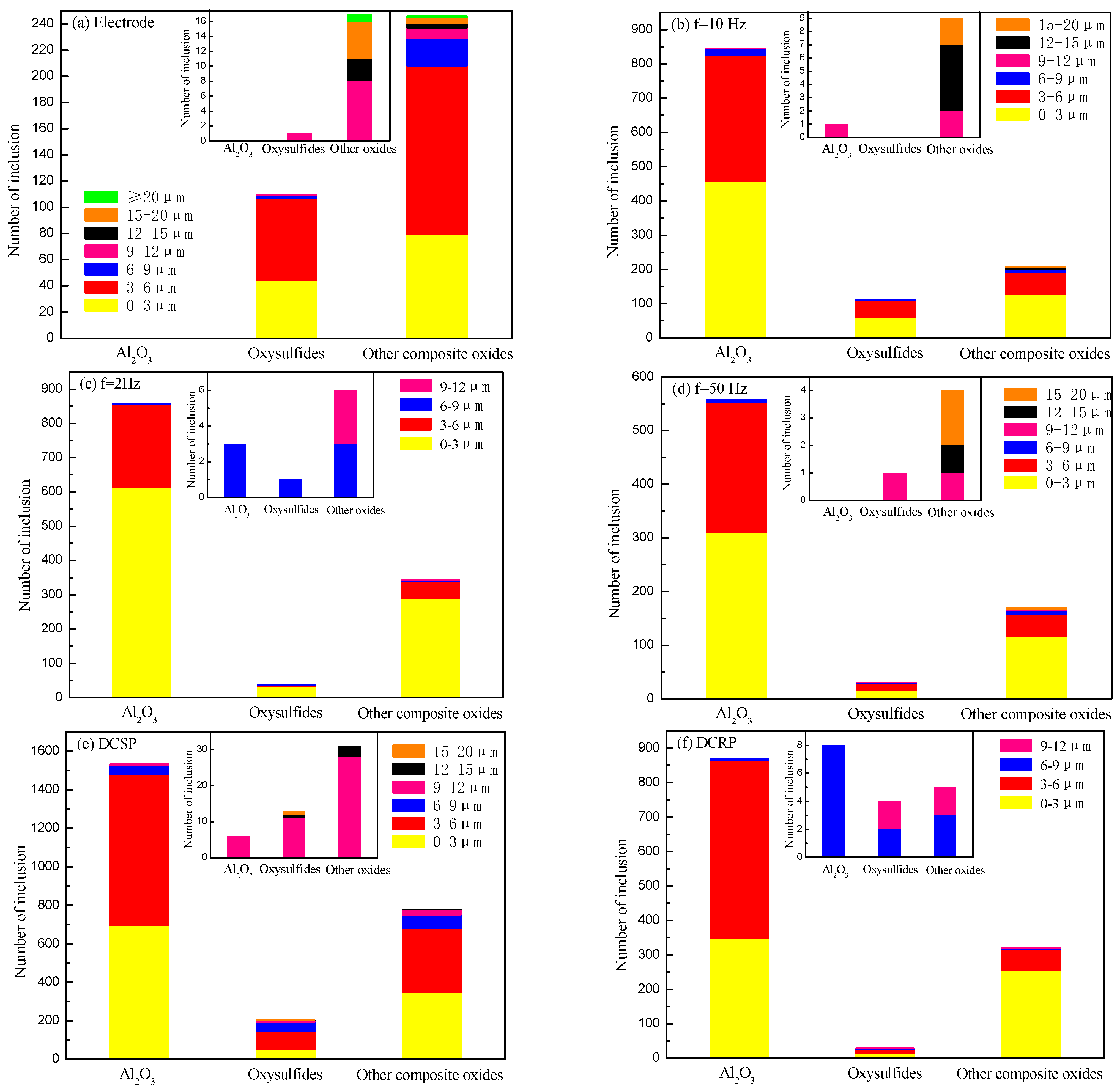
3.2.3. Variation of Number and Size of Different Types of Inclusions
4. Discussion
5. Conclusions
- (1)
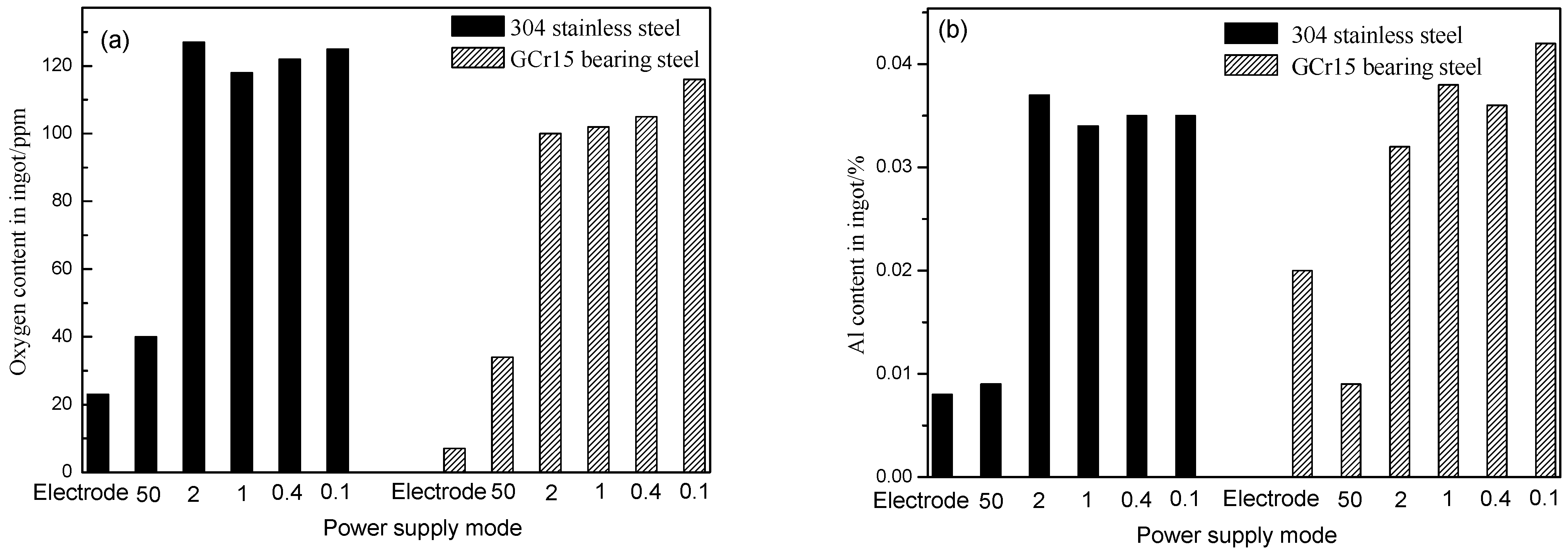
- Compared with the power frequency of 50 Hz, the oxygen content in the electroslag ingot increases significantly when the frequency of 2 Hz or DC power is used. The influence order of frequency on oxygen content is DCSP, DCRP, 2 Hz, and 50 Hz. The oxygen content is the highest with DCSP mode and the lowest with the frequency of 50 Hz.
- (2)
- With the low-frequency and DC power supply modes, the number of inclusions in electroslag ingot increases obviously, but the increased inclusions are mainly Al2O3. However, the diameter of inclusions is smaller, and the maximum diameter is not more than 20 μm.
- (3)
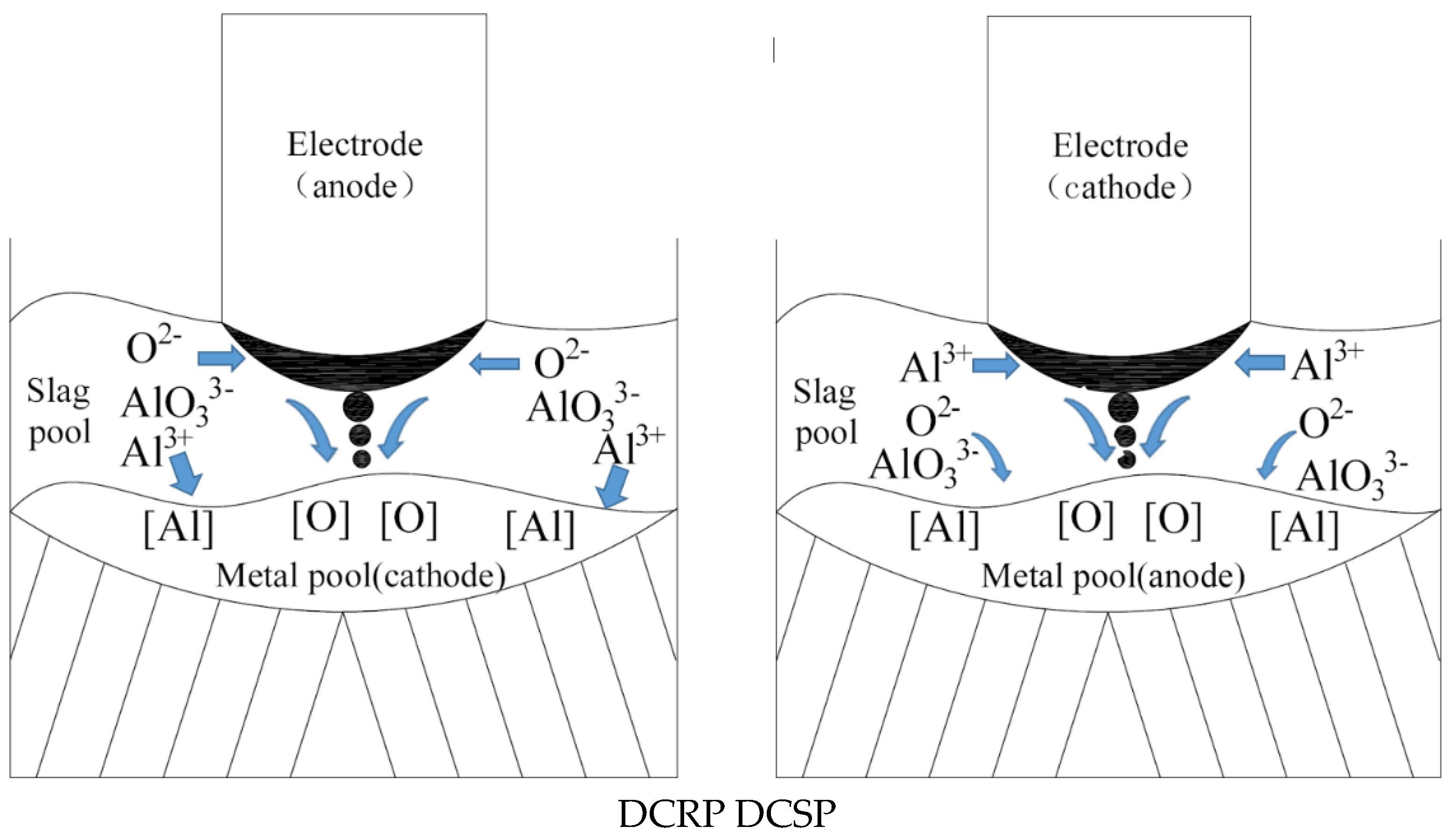
- When CaF2-Al2O3 slag is used for electroslag remelting, the oxygen content in the electroslag ingot increases because [O] and [Al] generated by the electrolysis of Al2O3 enter the metal pool. However, the Al2O3 in the electroslag ingot is regenerated with the decrease in metal pool temperature and solidification; the inclusion size is fine.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Z.B. Electroslag Metallurgy Equipment and Technology; Metallurgical Industry Press: Beijing, China, 2012. [Google Scholar]
- Lv, P. Key Technology of large-tonnage electroslag furnace low frequency power supply. Master’s Thesis, Xi’an Shiyou University, Xi’an, China, 2017; pp. 1–2. [Google Scholar]
- Yu, K.; Yu, A.S.; Yang, X.J. Effect of low frequency electroslag remelting on microstructure and properties of NO8367 austenitic stainless steel. Specail Cast. Nonferrous Alloy. 2019, 23, 133–136. [Google Scholar]
- Igizianova, N.A.; Sokolova, E.V. Modeling electromagnetic processes in direct current electroslag remelting. Int. J. Adv. Manuf. Technol. 2021, 113, 3189–3193. [Google Scholar] [CrossRef]
- Sibaki, E.K.; Kharicha, A.; Wu, M.; Ludwig, A.; Holzgruber, H.; Omer, B.; Ramprecht, M. A numerical study on the influence of the frequency of the applied AC current on the electroslag remelting process. In Proceedings of the International Symposium on Liquid Metal Processing and Casting, Austin, TX, USA, 22–25 September 2013; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2013; pp. 13–19. [Google Scholar]
- Wang, H.; Zhong, Y.B.; Li, Q.; Li, W.Q.; Ren, W.L.; Lei, Z.S.; Ren, Z.M.; He, Q. Influences of the transverse static magnetic field on the droplet evolution behaviors during the low frequency electroslag remelting process. ISIJ Int. 2017, 57, 2157–2164. [Google Scholar] [CrossRef] [Green Version]
- Orlov, V.; Levkov, L.; Dub, V.; Balikoev, A.; Shurygin, D. New approach to development and manufacturing technologies of duplex steel. In Proceedings of the 1st International Conference Corrosion in the Oil and Gas Industry, Saint Petersburg, Russia, 14–16 May 2019; EDP Sciences: Les Ulis, France, 2019. [Google Scholar]
- Liang, Q.; Chen, X.C.; Ren, H.; Chen, C.B.; Guo, H.J. Numerical simulation of Electroslag Remelting process for producing GH4169 under different current frequency. In Proceedings of the 3rd International Conference on Manufacturing Science and Engineering, Xiamen, China, 27–29 March 2012; Trans Tech Publications: Zurich, Switzerland, 2012; pp. 1556–1565. [Google Scholar]
- Jiang, Z.H.; Dong, Y.W.; Geng, X.; Liu, F.B. Electroslag Metallurgy; Science Press: Beijing, China, 2015. [Google Scholar]
- Wang, Q.; Liu, Y.; Wang, F.; Li, G.Q.; Li, B.K.; Qiao, W.W. Numerical Study on the Effect of Electrode Polarity on Desulfurization in Direct Current Electroslag Remelting Process. Metall. Mater. Trans. B 2017, 48, 2649–2663. [Google Scholar] [CrossRef]
- Aksenov, I.A.; Matveeva, M.A.; Chumanov, I.V. Influence of the ESR Parameters on the Removal of Sulfur. Russ. Metall. 2019, 2019, 601–607. [Google Scholar] [CrossRef]
- Parr, A.; Schneider, R.; Zeller, P.; Reiter, G.; Paul, S.; Wuerzinger, P. Effect of electrical parameters on type and content of non-metallic inclusions after electro-slag-remelting. Steel Res. Int. 2014, 85, 570–578. [Google Scholar] [CrossRef]
- Parr, A.; Schneider, R.; Zeller, P.; Reiter, G.; Paul, S.; Silier, I.; Wuerzinger, P. Influence of the polarity on the cleanliness and the inclusion types in the ESR process. In Proceedings of the International Symposium on Liquid Metal Processing and Casting(LMPC2013), Austin, TX, USA, 22–25 September 2013; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2013; pp. 29–36. [Google Scholar]
- Mitchell, A. Electrochemical Aspects of the ESR Process. In Proceedings of the International Symposium on Liquid Metal Processing and Casting (LMPC2015), Leoben, Austria, 20–24 September 2015; Institute of Physics Publishing: Bristol, UK, 2015. [Google Scholar]
- Chang, L.Z.; Shi, X.F.; Yang, H.S.; Li, Z.B. Effect of low-frequency AC power supply during electroslag remelting on qualities of alloy steel. J. Iron Steel Res. Int. 2009, 16, 7–11. [Google Scholar] [CrossRef]
- Chang, L.Z.; Su, Y.L.; Zhang, L.F.; Zhu, C.L.; Xu, T.; Shi, X.F. Influence of power frequency on cleanliness of electroslag ingot during electroslag remelting process. Iron Steel 2022, 57, 43–53. [Google Scholar]
- Hou, D.; Jiang, Z.H.; Qu, T.P.; Wang, D.Y.; Liu, F.B.; Li, H.B. Aluminum, titanium and oxygen control during electroslag remelting of stainless steel based on thermodynamic analysis. J. Iron Steel Res. Int. 2019, 26, 20–31. [Google Scholar] [CrossRef]
- Shi, C.B.; Wang, S.J.; Li, J.; Cho, J.W. Non-metallic inclusions in electroslag remelting: A review. J. Iron Steel Res. Int. 2021, 28, 1483–1503. [Google Scholar] [CrossRef]
- Duan, S.C.; Shi, X.; Wang, F.; Zhang, M.C.; Sun, Y.; Guo, H.J.; Guo, J. A Review of Methodology Development for Controlling Loss of Alloying Elements During the Electroslag Remelting Process. Metal. Mater. Tran. B 2019, 50, 3055–3071. [Google Scholar] [CrossRef]
- Zhou, D.G.; Chen, X.C.; Fu, J.; Wang, P.; Li, J.; Xu, M.D. Inclusion in electroslag remelting and continuous casting bearing steels. J. Univ. Sci. Technol. Beijing 2000, 22, 26–30. [Google Scholar]
- Kawakami, M.; Takenaka, T.; Ishikawa, M. Electrode reactions in DC electroslag remelting of steel rod. Ironmak. Steelmak. 2002, 29, 287–292. [Google Scholar] [CrossRef]
- Kato, M.; Hasegawa, K.; Nomura, S.; Inouye, M. Transfer of oxygen and sulfur during direct-current electroslag remelting. Trans. Iron Steel Inst. Jpn. 1983, 23, 618–627. [Google Scholar] [CrossRef]
- Karimi-Sibaki, E.; Kharicha, A.; Wu, M.H.; Ludwig, A.; Bohacek, J. Toward Modeling of Electrochemical Reactions during Electroslag Remelting (ESR) Process. Steel Res. Int. 2017, 88, 1700011. [Google Scholar] [CrossRef]
- Jiang, H.Y. Metallurgical Electrochemistry; Metallurgical Industry Press: Beijing, China, 1983. [Google Scholar]
- Wang, J. Electrolytic Aluminum Production Process and Equipment; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Li, Z.B. Electroslag Metallurgy Theory and Practice; Metallurgical Industry Press: Beijing, China, 2010. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Ni | Cr | Al | O |
|---|---|---|---|---|---|---|---|---|---|
| wt% | 0.019 | 0.41 | 1.18 | 0.037 | 0.0025 | 8.10 | 18.27 | 0.010 | 0.0025 |
| Experimental Schemes | Remelting Current/A | Remelting Voltage/V | Power Frequency/Hz | Power Cycle/s |
|---|---|---|---|---|
| 1 | 1400 | 20 | 10 | 0.1 |
| 2 | 1400 | 20 | 2 | 0.5 |
| 3 | 1400 | 20 | DCSP * | |
| 4 | 1400 | 20 | DCRP ** | |
| 5 | 1800 | 28 | 50 | 0.02 |
| Experimental Schemes | Power SupplyMode | Chemical Composition/% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Al | O | Ca | ||
| Electrode | / | 0.019 | 0.411 | 1.175 | 0.037 | 0.0025 | 18.27 | 8.10 | 0.010 | 0.0025 | 0.0027 |
| 1 | 10 Hz | 0.021 | 0.404 | 1.131 | 0.037 | 0.0027 | 17.92 | 7.86 | 0.028 | 0.0066 | 0.0005 |
| 2 | 2 Hz | 0.023 | 0.391 | 1.120 | 0.037 | 0.0023 | 18.11 | 7.89 | 0.029 | 0.0076 | 0.0006 |
| 3 | DCSP | 0.030 | 0.393 | 1.121 | 0.038 | 0.0031 | 18.00 | 7.95 | 0.095 | 0.0155 | 0.0005 |
| 4 | DCRP | 0.023 | 0.396 | 1.114 | 0.037 | 0.0029 | 18.10 | 7.98 | 0.037 | 0.0100 | 0.0006 |
| 5 | 50 Hz | 0.022 | 0.395 | 1.126 | 0.036 | 0.0020 | 18.19 | 8.07 | 0.018 | 0.0043 | 0.0005 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, X.; Wang, B.; Wang, Y.; Chang, L. Effect of Different Power Supply Modes on Inclusion in 304L Stainless Steel Electroslag Ingot. Metals 2023, 13, 457. https://doi.org/10.3390/met13030457
Shi X, Wang B, Wang Y, Chang L. Effect of Different Power Supply Modes on Inclusion in 304L Stainless Steel Electroslag Ingot. Metals. 2023; 13(3):457. https://doi.org/10.3390/met13030457
Chicago/Turabian StyleShi, Xiaofang, Bingjie Wang, Yu Wang, and Lizhong Chang. 2023. "Effect of Different Power Supply Modes on Inclusion in 304L Stainless Steel Electroslag Ingot" Metals 13, no. 3: 457. https://doi.org/10.3390/met13030457
APA StyleShi, X., Wang, B., Wang, Y., & Chang, L. (2023). Effect of Different Power Supply Modes on Inclusion in 304L Stainless Steel Electroslag Ingot. Metals, 13(3), 457. https://doi.org/10.3390/met13030457