
Research on Strip Profile Control Characteristics of 1500 mm Quintic CVC Mill

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Configuration of 1500 mm Quintic CVC Mill
2.2. Establishment of Finite Element Model
- (1)
- Ignore the effects of the strip tension;
- (2)
- The materials of the strip and rolls are uniform and isotropic;
- (3)
- The axis of the roll is coplanar;
- (4)
- There is no relative surface sliding between the rollers;
- (5)
- The influence of rolling temperature is not considered, namely, ignore the influence of thermal crown;
- (6)
- Ignore the rolling torque and the effect of strain rate on rolling;
- (7)
- The material of the strip is uniform and isotropic. Ignore the material‘s change of the strip during rolling and give the corresponding material properties according to the rolling temperature.
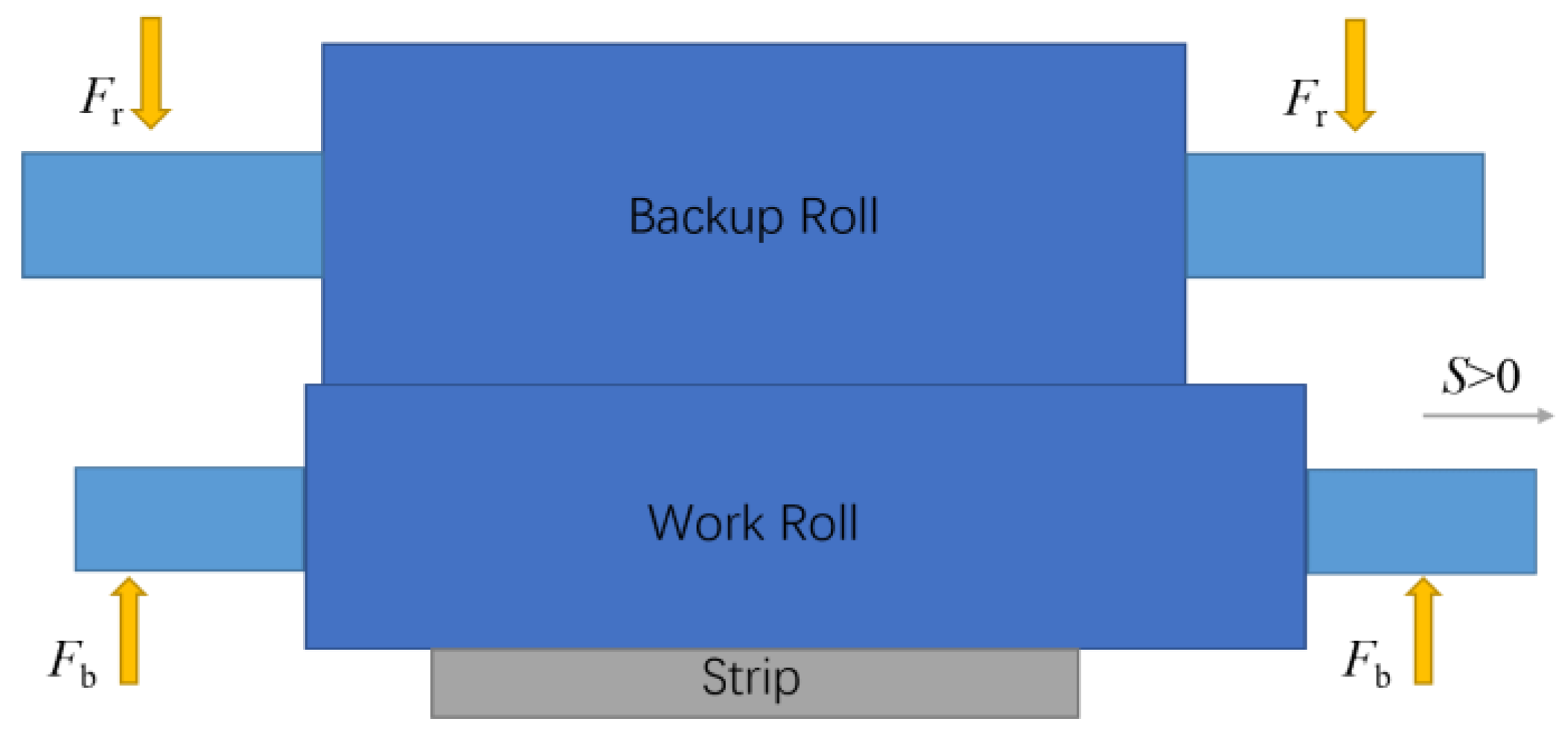
- (1)
- For the rolling force, 12.5 kN/mm is the average of 10 mm thickness strip to the actual production situation, and take a deviation of 2.5 kN/mm as the range of rolling force studied. It is applied in the center of the journal section of ends of the backup roll as a concentrated force;
- (2)
- For the bending force, the range of bending force is based on mill capacity. It is applied in the center of the journal section of ends of the work roll as a concentrated force.
- (1)
- Work roll and backup roll are elastic body. For material of the rolls, work rolls are made of 42CrMo4, and backup rolls are made of Cr3 type forged steel. For both materials, same material characteristics are adopted shown in Table 2;
- (2)
- (3)
- It’s Deflection modelling. The simulation calculation process includes two analysis steps. The first step ensures the contact between the work roll and the backup roll, the work roll and the strip. The second step loads the rolling force and the bending force;
- (4)
- Hard contact is used in normal direction and penalty function is used in tangential direction. The friction coefficient between the backup roll and work roll is 0.12, and the friction coefficient between the strip and work roll is 0.3;
- (5)
- For strip, the thickness is 10 mm, and the strip divided a grid every 10 mm along width direction and into six layers along thickness direction. Strip adopted C3D8R element;
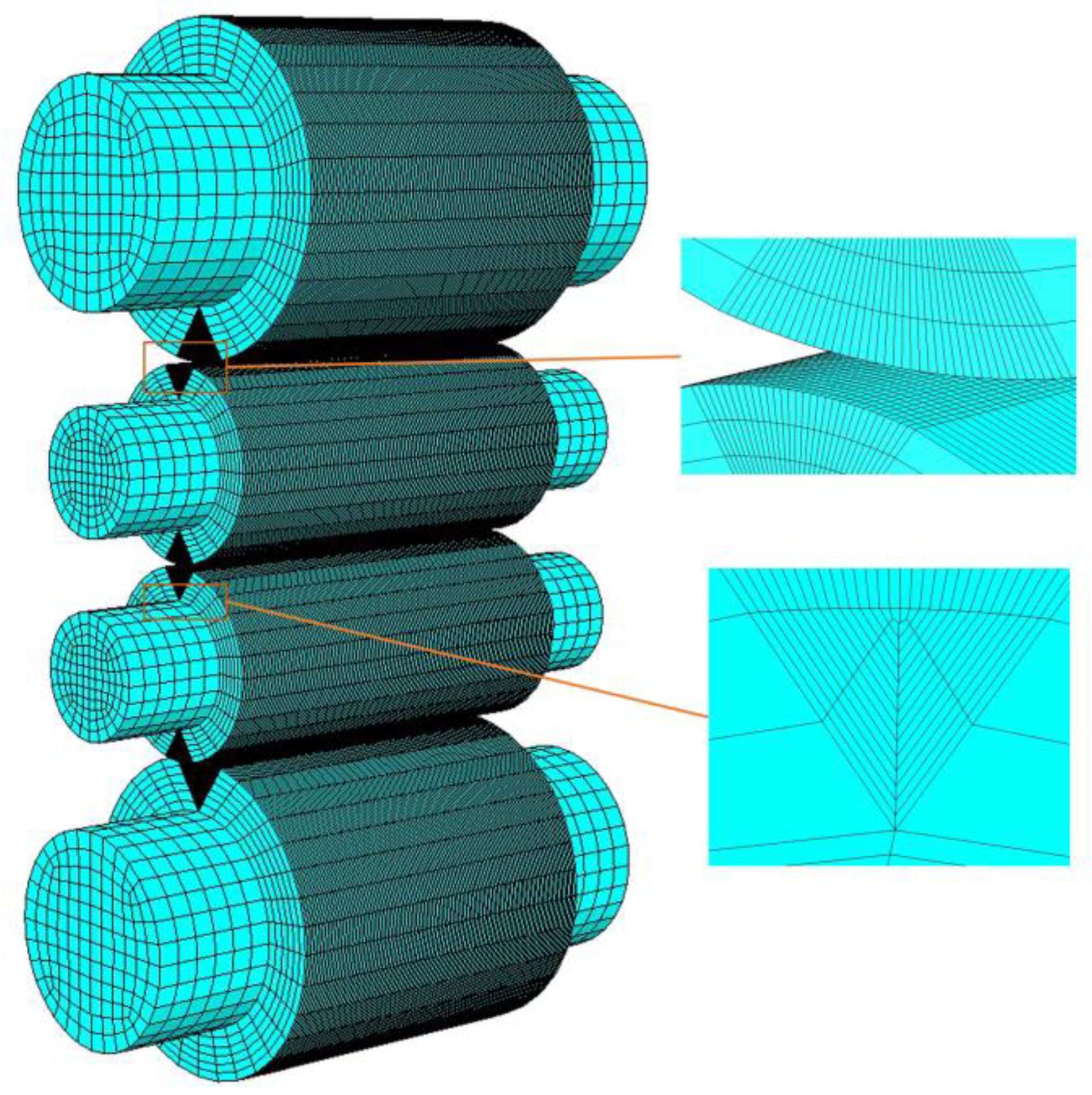
- (6)
- For rolls, the element length in the direction of the length of the roll is 10 mm. In order to ensure better calculation accuracy and obtain faster calculation efficiency, local mesh densification was carried out for the contact area between the backup roll and the work roll, and the contact area between the work roll and the strip. For work roll, the diameter of roll body is 800 mm, and the arc in the places of contact of 190 mm was evenly divided into 30 segments. For backup roll, the diameter of roll body is 1350 mm, the arc in the places of contact of 284 mm was evenly divided into 40 segments. Rolls adopted C3D8R element.
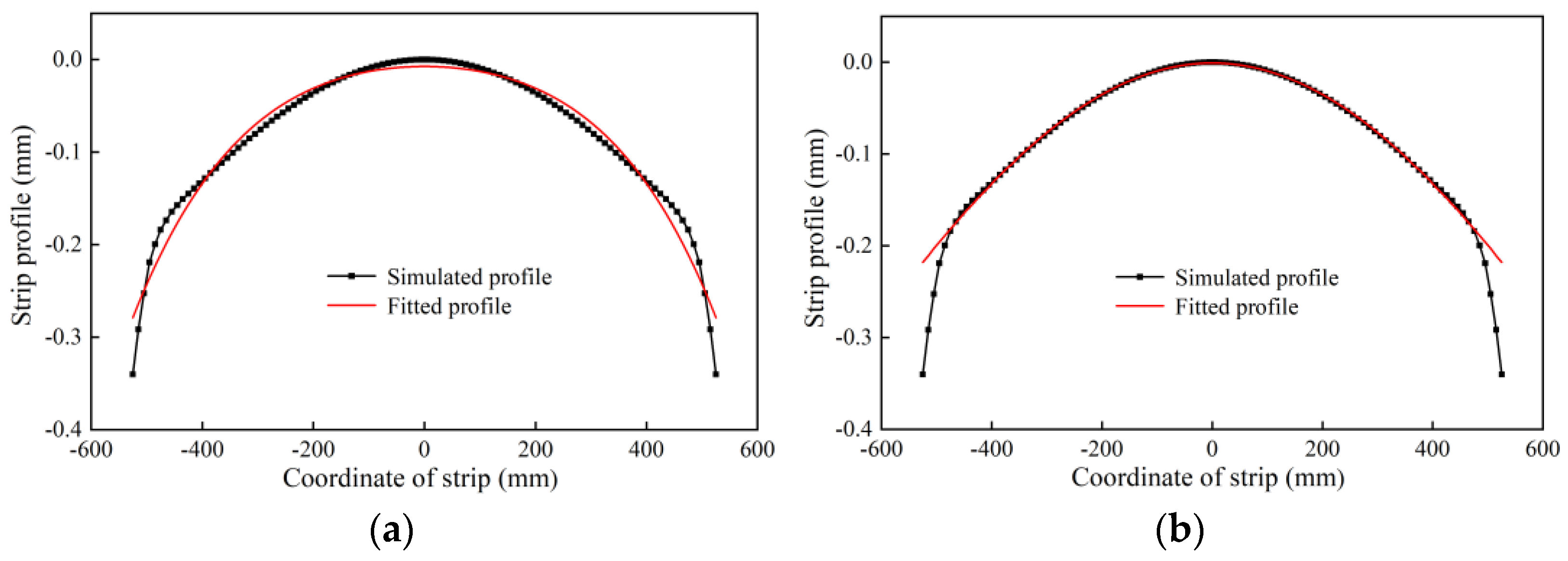
2.3. Data Handling of Strip Profile
3. Results and Discussions
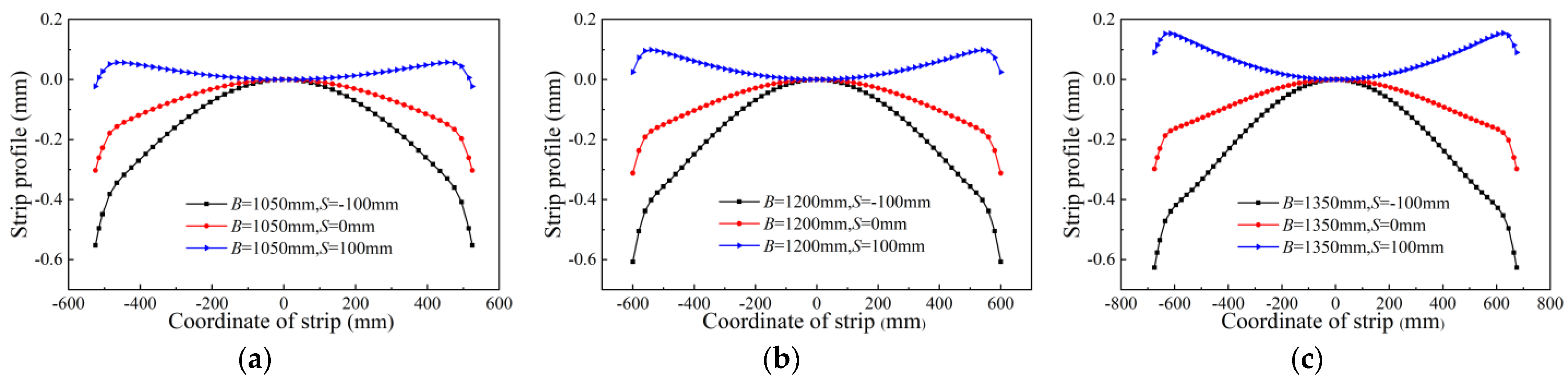
3.1. Influence of Shifting on Strip Profile
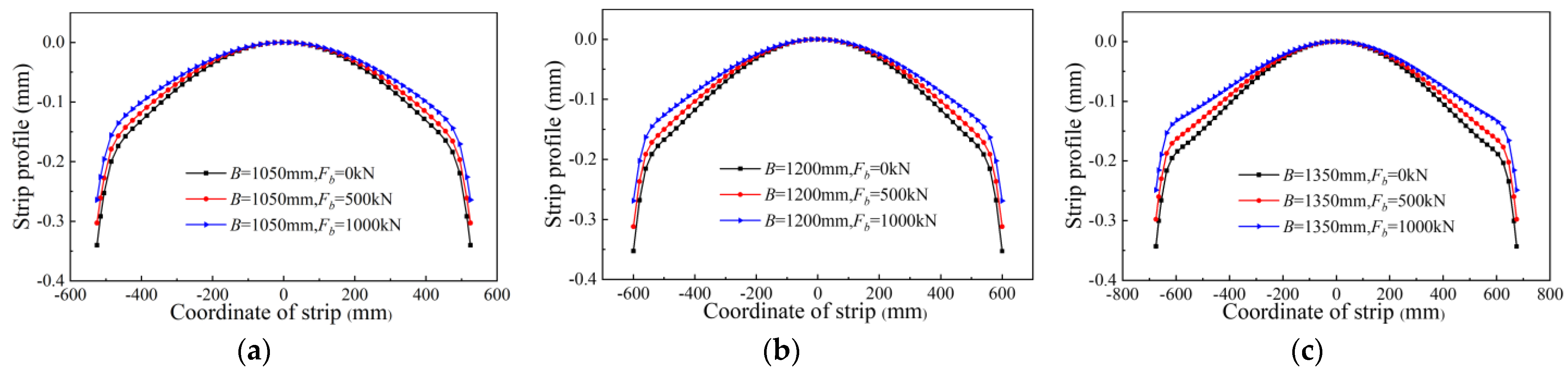
3.2. Influence of Bending Force on Strip Profile
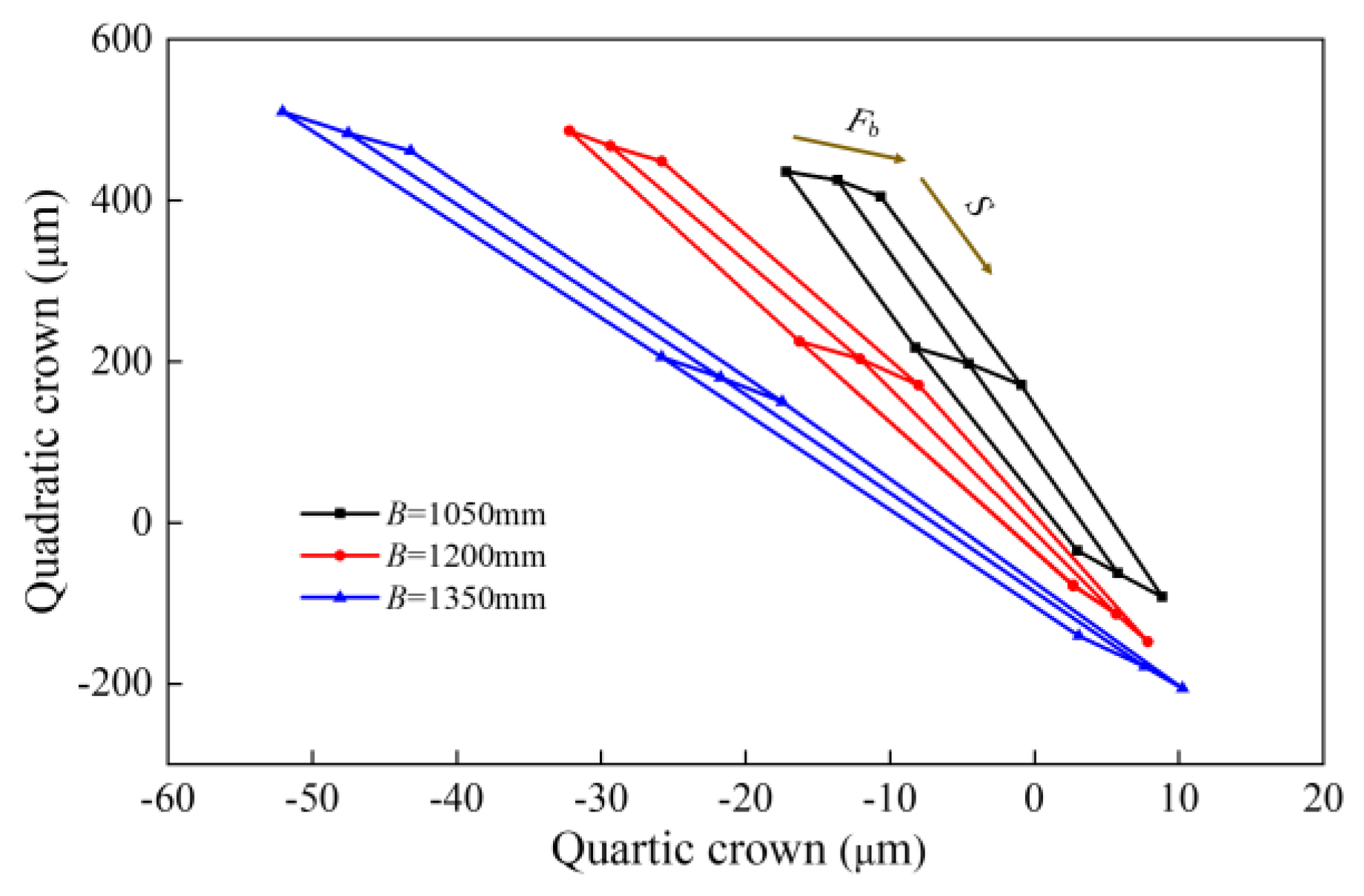
3.3. Crown Adjustment Area of Quintic CVC Mill
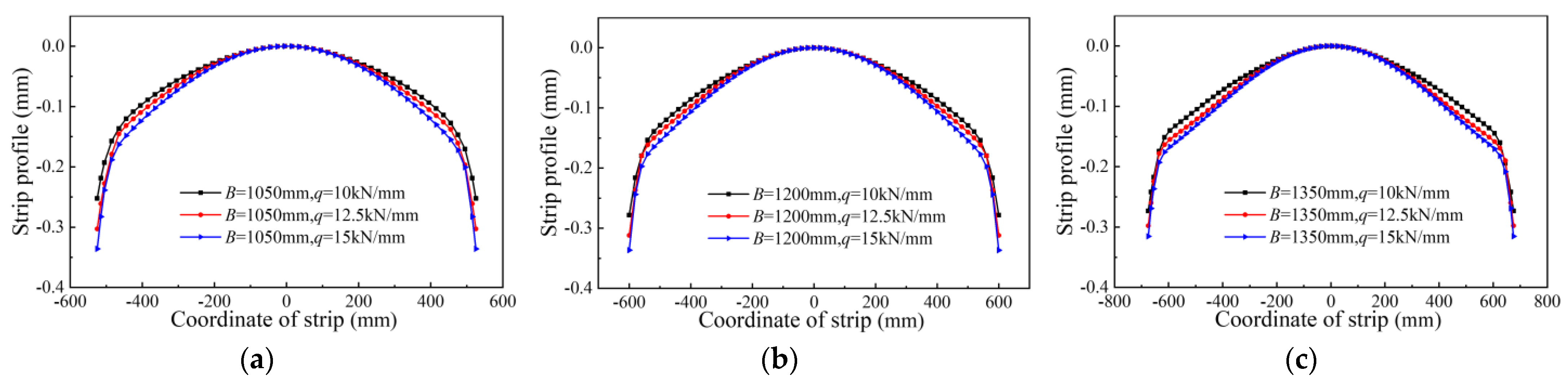
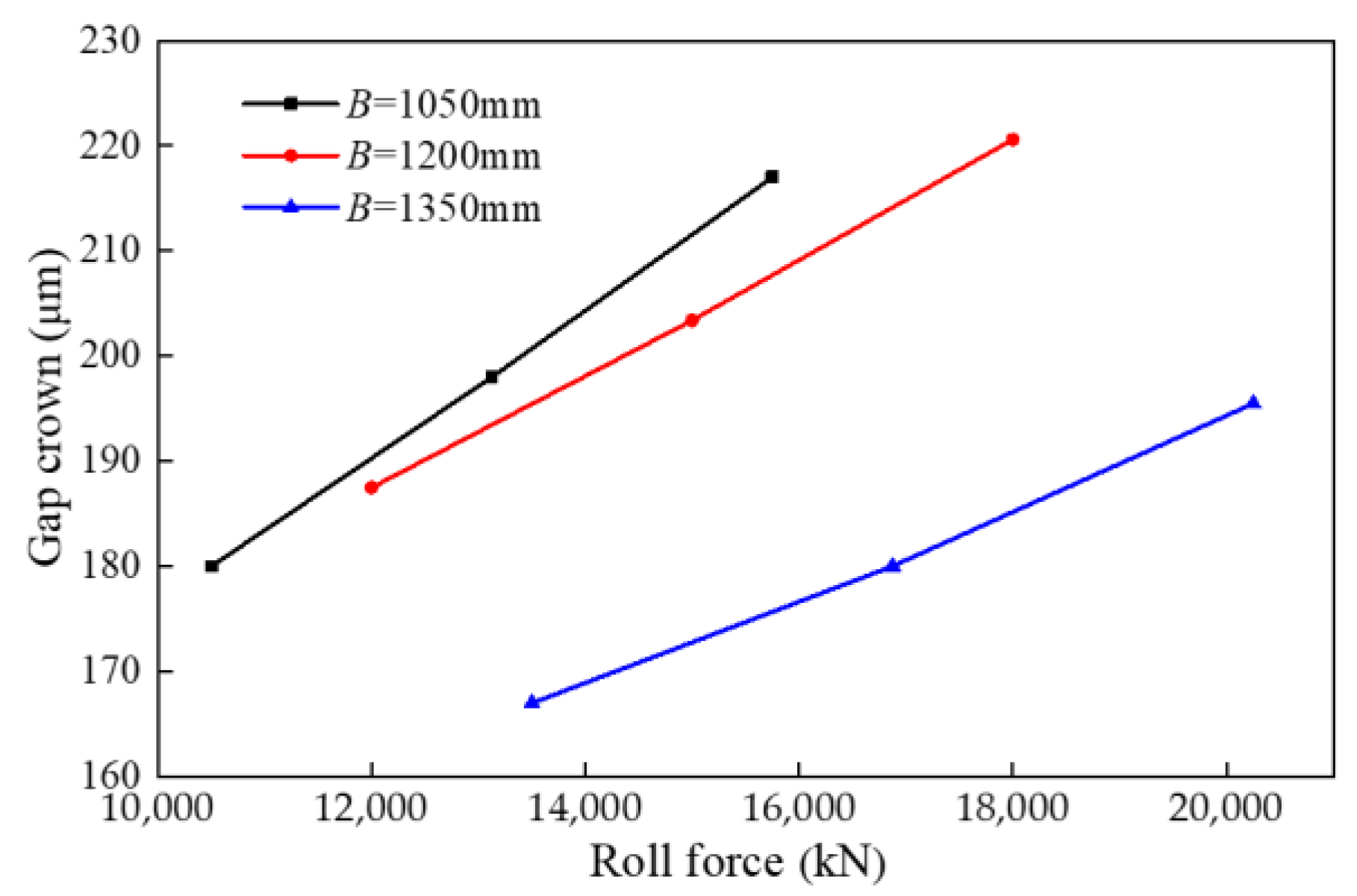
3.4. Influence of Rolling Force on Strip Profile
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cao, J.G.; Zhang, J.; Chen, X.L. Selection of Strip Mill Configuration and Shape Control. Iron Steel 2005, 40, 40–43. [Google Scholar] [CrossRef]
- Li, Z.; Zhou, G.; Yao, C.; Wang, S.; Qi, Z.; Guo, L.; Zhao, D.; He, A. Development and Application of Asynchronous Roll Shifting Strategy of Double Attenuation Work Roll in Hot Rolling. Metals 2022, 12, 1265. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, X.L. Roll Contour Design of 4-High Mill with Variable Crown by Axial Shift. J. Univ. Sci. Technol. Beijing 1994, 16, 98–101. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Y.Y.; Xing, B.X.; Du, J.C.; Xing, Y.; Qian, C. Roll Contour Parameters Design Method Based on Minimum Variance of Roll Diameter in CVC Mill. Rolling 2017, 34, 41–45. [Google Scholar] [CrossRef]
- Sun, Y.K. Computer Control of Hot Strip Rolling; Press Metall. Industry: Beijing, China, 2002; pp. 164–176. [Google Scholar]
- Cheng, L.; Kiet Tieu, A.; Jiang, Z.Y. A Design of a Third-order CVC Roll Profile. J. Mater. Process. Technol. 2002, 125, 645. [Google Scholar]
- Liu, F.; Xu, G.; Fan, J. Determination of Roll Contour Parameters of CVC. J. Univ. Sci. Technol. Wuhan 2012, 35, 182–185. [Google Scholar]
- He, W.; Di, H.S.; Xia, X.M. Design of a Five-order CVC Roll Profile. Steel Roll. 2006, 23, 12–15. [Google Scholar]
- Li, H.B.; Zhang, J.; Cao, J.G.; Si, X.; Zhang, S. Control Characteristics Contrast among Cubic CVC, Quintic CVC and Smartcrown Roll Contours. Chin. J. Mech. Eng. 2009, 20, 237–240. [Google Scholar]
- Li, H.B.; Zhang, J.; Cao, J.G. Roll Contour and Strip Profile Control Characteristics for Quintic CVC Work Roll. Chin. J. Mech. Eng. 2012, 48, 24–30. [Google Scholar] [CrossRef]
- Shang, F.; Li, H.B.; Zhang, J. Shape Control Characteristics of 1800 CSP Mill. Iron Steel 2016, 51, 35–40. [Google Scholar]
- Xia, X.M.; Zhang, Q.D.; Dai, J.T.; Zhang, Y.X. Optimized Work Roll Contour on Upstream Stands of 1422 mm Hot Strip Rolling Mill. Iron Steel 2009, 44, 49–51. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, M.; Li, F.; Zhu, G. Research on Strip Shape Adjusting Performance of Ultra-wide 6-h CVC Mill. Min. Metall. 2013, 22, 88–91. [Google Scholar]
- Wang, Y.R.; Yuan, J.G.; Liu, H.M.; Shao, J.; Bian, H.T. Influence of Strip Width on Shape Control Capability of 4-high CVC Hot Strip Mill. Iron Steel 2004, 10, 35–39. [Google Scholar] [CrossRef]
- Hua, H.G.; Shi, Y.Q.; Ren, X.Y.; Du, F.S. Influence of Initial Crown of Work Roll on Strip Shape Adjusting Performance of Ultra-wide 6-h CVC Mill. Iron Steel 2014, 49, 88–93. [Google Scholar] [CrossRef]
- Dai, J.T.; Li, L.J.; Zhang, Z.J. Generation Mechanism and Restrain Measure of Edge Wave on The Medium Plate Rolling. J. South China Univ. Technol. Nat. Sci. 2014, 42, 64–69. [Google Scholar] [CrossRef]
- Graça, A.; Vincze, G. A Short Review on the Finite Element Method for Asymmetric Rolling Processes. Metals 2021, 11, 762. [Google Scholar] [CrossRef]
- Wang, R.Z.; Yang, Q.; He, A.R.; Shao, J.; Bian, H.T. Strip Shape Control Capability of Hot Wide Strip Rolling Mills. J. Univ. Sci. Technol. Beijing 2008, 01, 91–95. [Google Scholar] [CrossRef]
- Shang, F.; Wu, C.H. Analysis on Shape Control Characteristics of Different Width Strip by Ultra-wide Rolling Mill. J. Inn. Mong. Univ. Sci. Technol. 2022, 41, 160–165. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, X.P.; Liu, G.M.; Huang, X.Y. Analysis on Transverse Rigidity along Entire Roll Gap Width of Four-roller Strip Mill. Forg. Stamp. Technol. 2015, 40, 111–116. [Google Scholar] [CrossRef]
- Lv, X.X.; Li, F.; Cao, X.D.; Zhao, S.M. Study on Stress-Strain Curve of Carbon Steel Q235. Shandong Metall. 2007, 1, 41–42. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Backup roll length/mm | 1500 |
| Backup roll diameter/mm | 1350 |
| Work roll length/mm | 1700 |
| Work roll diameter/mm | 800 |
| Rolling force loading center distance/mm | 2600 |
| Bending force loading center distance/mm | 2600 |
| Parameter | Roll | Strip |
|---|---|---|
| Young’s modulus E/MPa | 2.1 × 105 | 1.8 × 105 |
| Poisson’s ratio v | 0.3 | 0.28 |
| Yield Stress/MPa | Plastic Strain |
|---|---|
| 30 | 0 |
| 120 | 0.1 |
| 140 | 0.2 |
| 155 | 0.3 |
| 160 | 0.4 |
| Parameter | Value |
|---|---|
| Strip width/mm | 1050/1200/1350 |
| Bending force/kN | 500 |
| Rolling force/(kN·mm−1) | 12.5 |
| Shifting position/mm | −100/0/100 |
| Width | S = −100 mm | S = 0 mm | S = 100 mm | |||
|---|---|---|---|---|---|---|
| B = 1050 mm | 425 | −14 | 198 | −5 | −63 | 6 |
| B = 1200 mm | 468 | −29 | 203 | −12 | −113 | 6 |
| B = 1350 mm | 484 | −48 | 180 | −22 | −177 | 8 |
| Parameter | Value |
|---|---|
| Strip width/mm | 1050/1200/1350 |
| Bending force/kN | 0/500/1000 |
| Rolling force/(kN·mm−1) | 12.5 |
| Shifting position/mm | 0 |
| Width | Fb = 0 kN | Fb = 500 kN | Fb = 1000 kN | |||
|---|---|---|---|---|---|---|
| B = 1050 mm | 217 | −8 | 198 | −5 | 170 | −1 |
| B = 1200 mm | 225 | −16 | 203 | −12 | 171 | −8 |
| B = 1350 mm | 215 | −26 | 180 | −22 | 150 | −17 |
| Parameter | Value |
|---|---|
| Strip width/mm | 1050/1200/1350 |
| Bending force/kN | 500 |
| Rolling force/(kN·mm−1) | 10/12.5/15 |
| Shifting position/mm | 0 |
| Width | q = 10 kN/mm | q = 12.5 kN/mm | q = 15 kN/mm | |||
|---|---|---|---|---|---|---|
| B = 1050 mm | 180 | −4 | 198 | −5 | 217 | −7 |
| B = 1200 mm | 187 | −10 | 203 | −12 | 221 | −13 |
| B = 1350 mm | 167 | −19 | 180 | −22 | 196 | −22 |
| Strip Width/mm | 1050 | 1200 | 1350 |
| Transverse Stiffness/(kN·μm−1) | 143 | 184 | 237 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, B.; Li, H.; Wang, Y.; Zhang, J.; Kong, N.; Liu, Z.; Liu, B. Research on Strip Profile Control Characteristics of 1500 mm Quintic CVC Mill. Metals 2023, 13, 468. https://doi.org/10.3390/met13030468
Wei B, Li H, Wang Y, Zhang J, Kong N, Liu Z, Liu B. Research on Strip Profile Control Characteristics of 1500 mm Quintic CVC Mill. Metals. 2023; 13(3):468. https://doi.org/10.3390/met13030468
Chicago/Turabian StyleWei, Bangshuo, Hongbo Li, Yuchao Wang, Jie Zhang, Ning Kong, Zhang Liu, and Bo Liu. 2023. "Research on Strip Profile Control Characteristics of 1500 mm Quintic CVC Mill" Metals 13, no. 3: 468. https://doi.org/10.3390/met13030468
APA StyleWei, B., Li, H., Wang, Y., Zhang, J., Kong, N., Liu, Z., & Liu, B. (2023). Research on Strip Profile Control Characteristics of 1500 mm Quintic CVC Mill. Metals, 13(3), 468. https://doi.org/10.3390/met13030468