
Study of Morphology and Corrosion Behavior of Aluminum Coatings on Steel Substrates under Simulated Acid Rain Conditions



 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
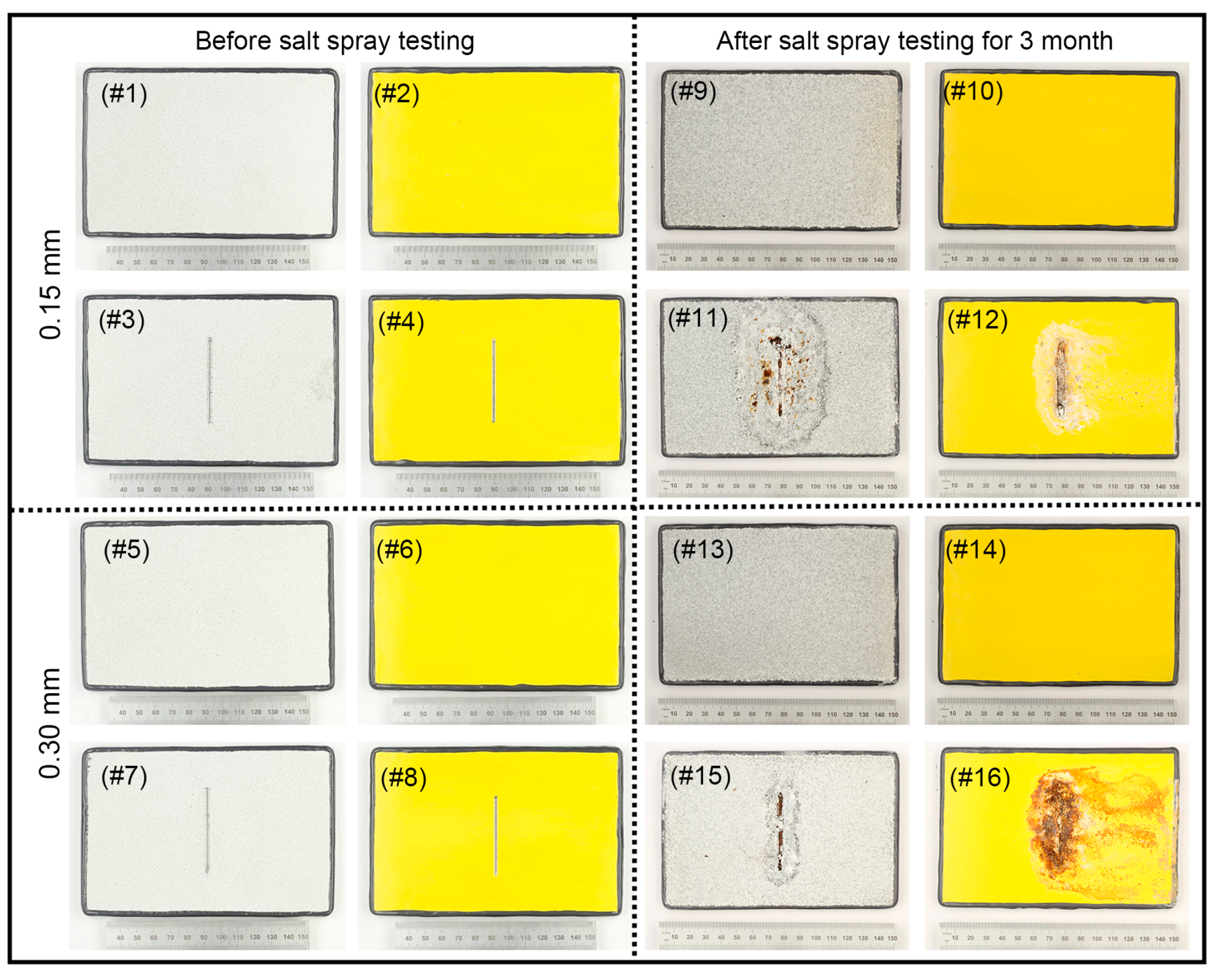
3.1. Salt Spray Test
3.1.1. Macro Morphology
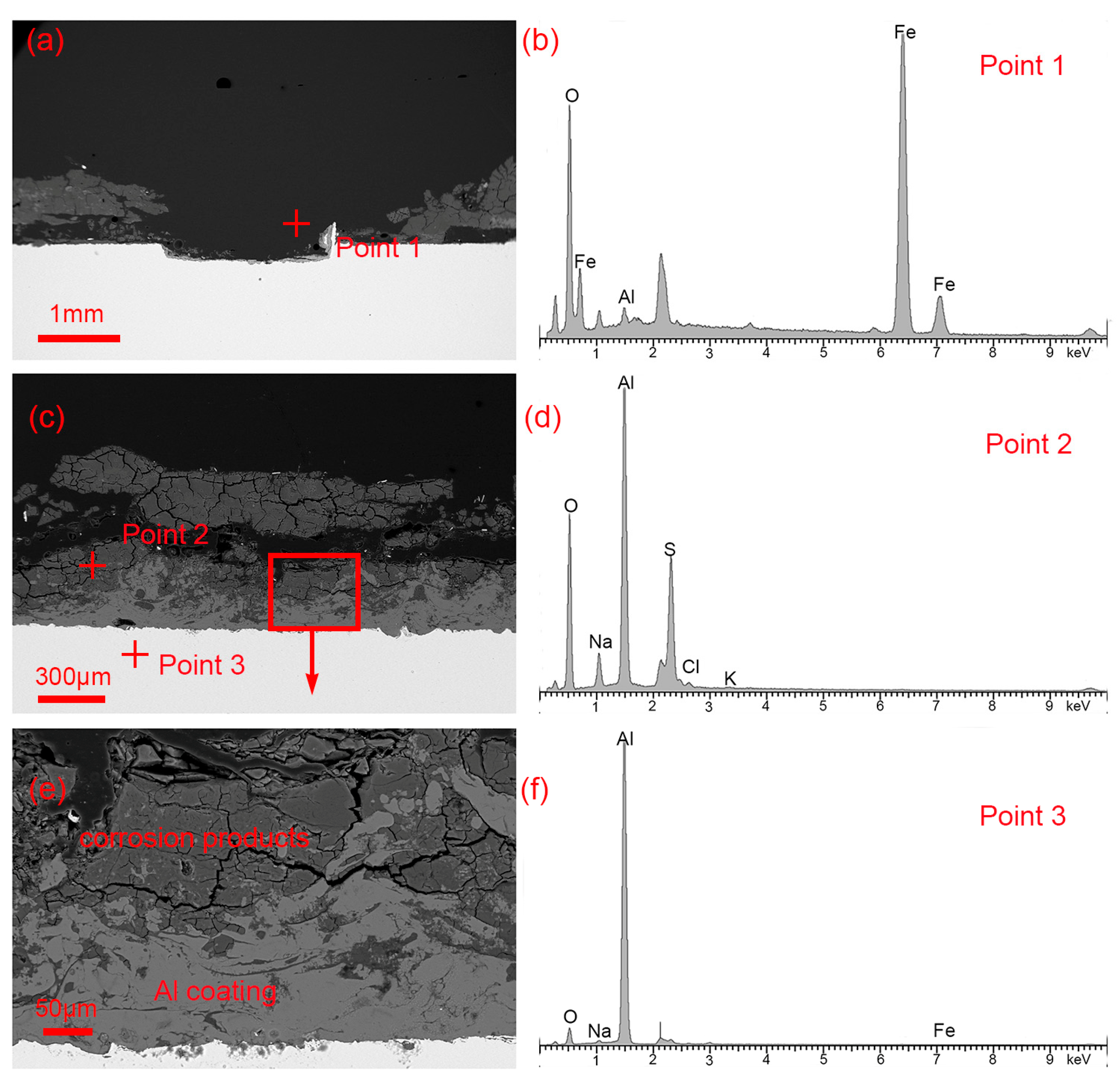
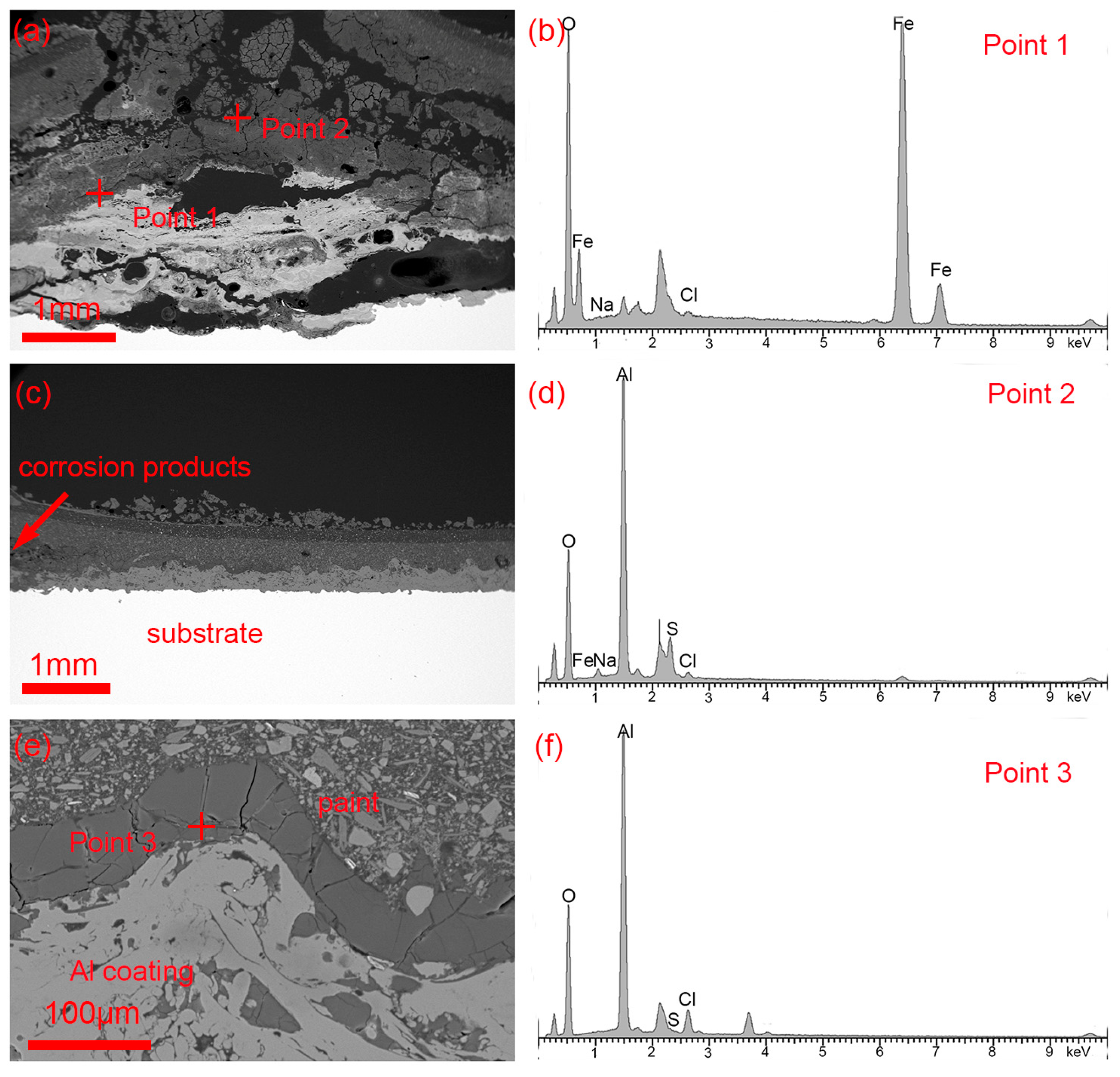
3.1.2. Microstructure Observation
3.2. Immersion Test
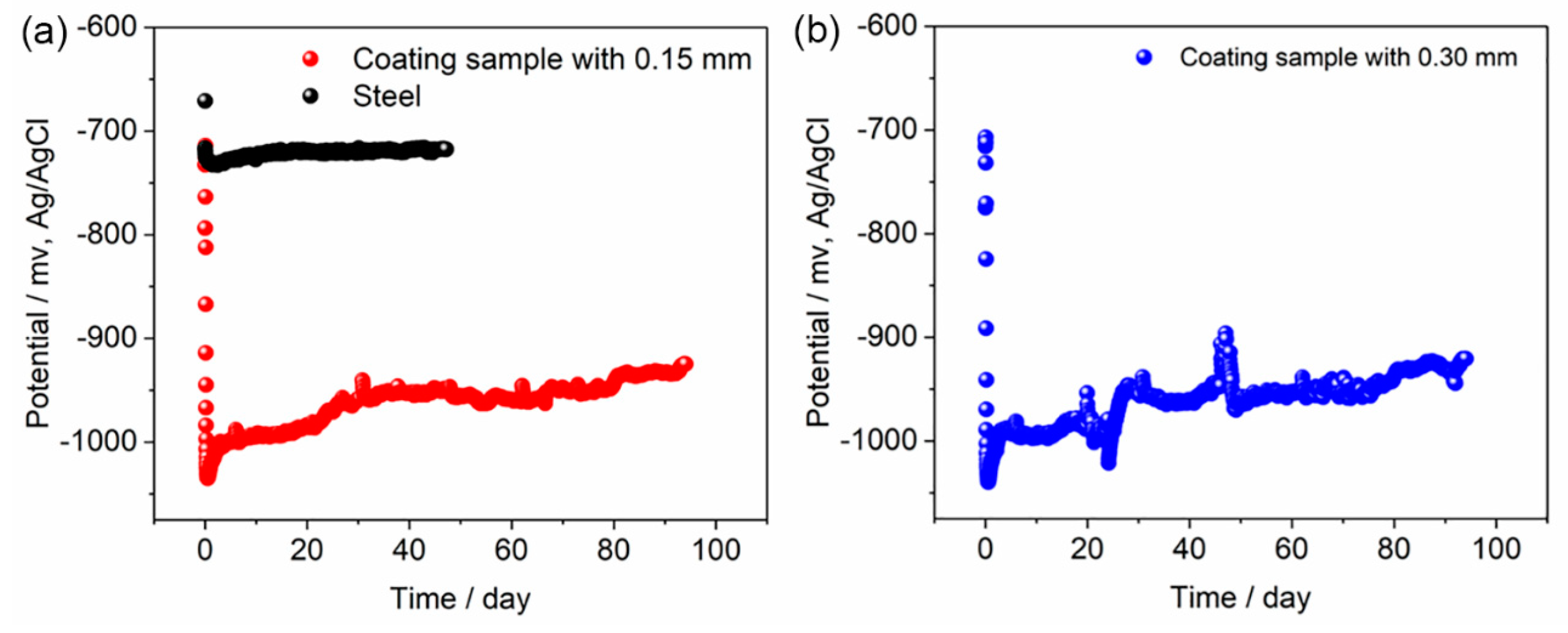
3.2.1. Electrochemical Monitoring
3.2.2. Corrosion Rate
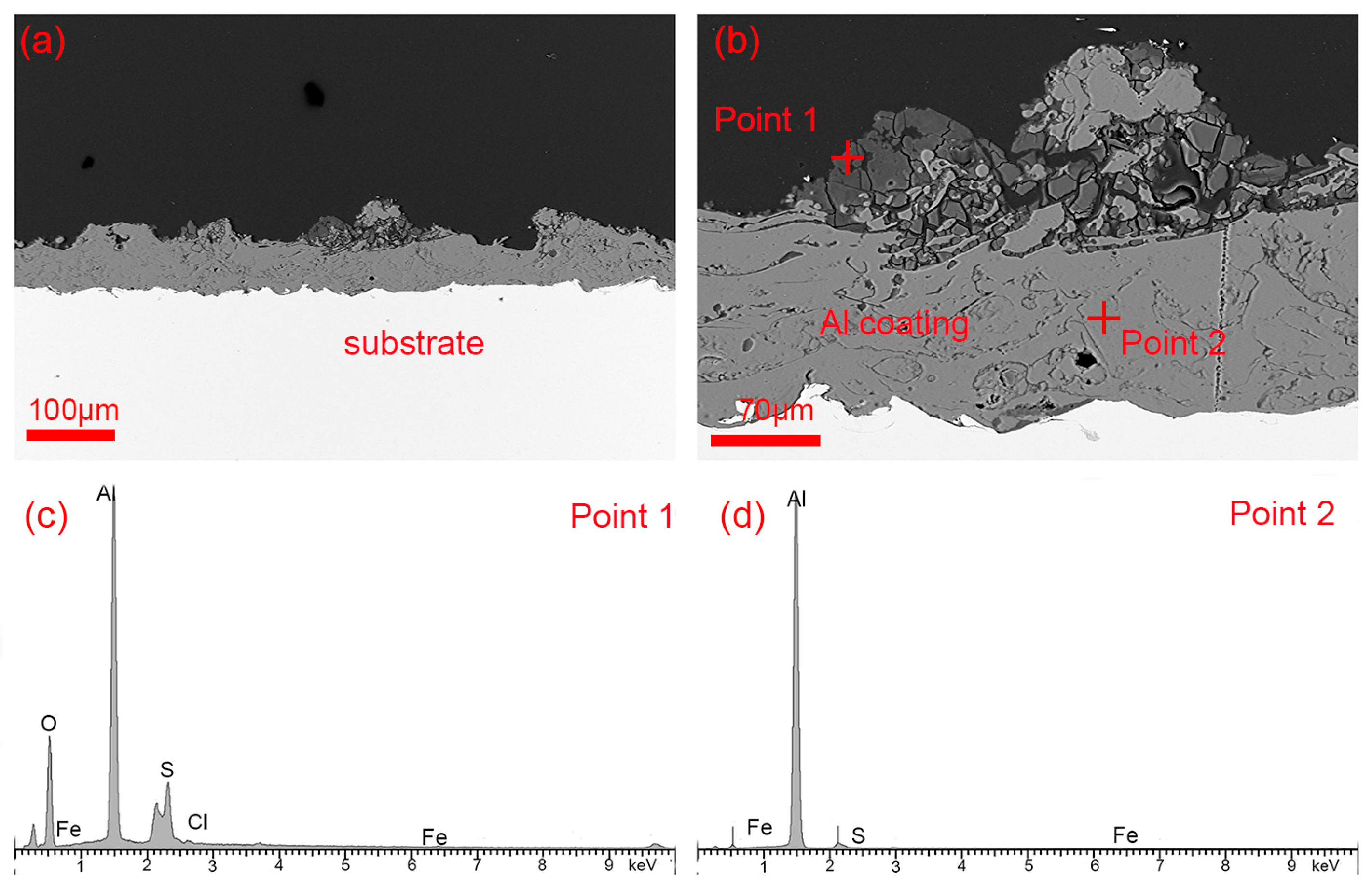
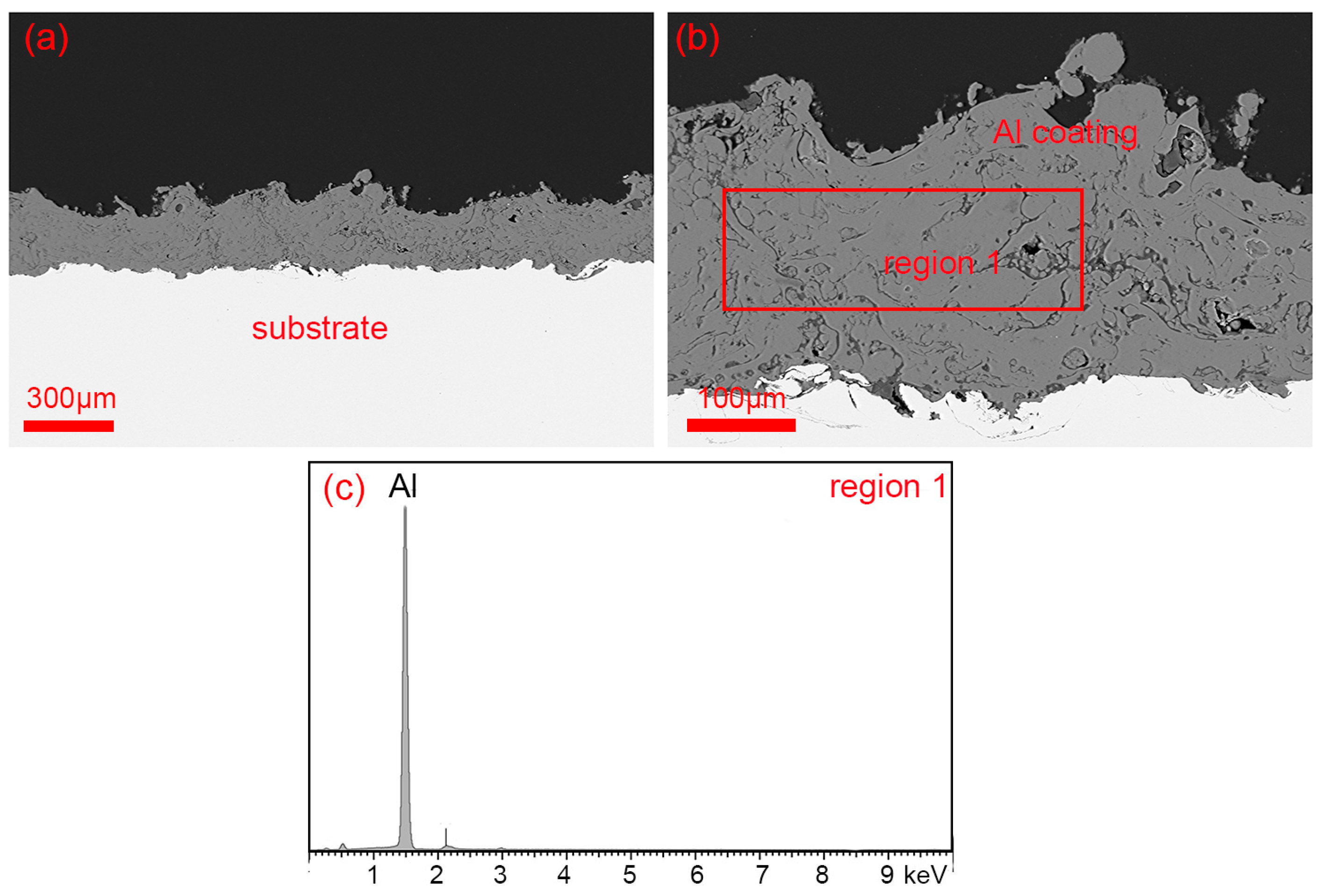
3.2.3. Morphology after Test
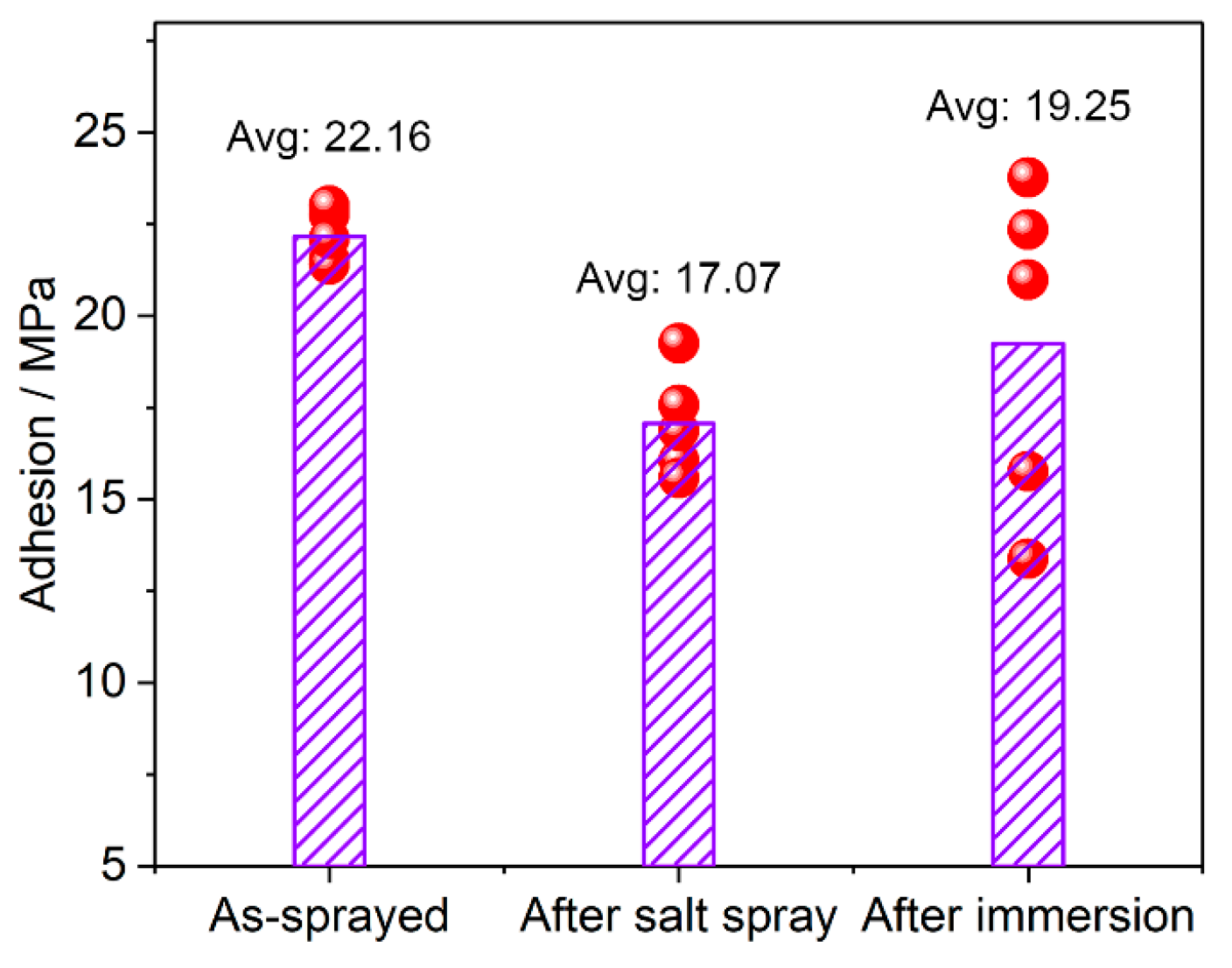
3.3. Adhesion Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Chen, Z.M.; He, S.Z.; Hua, W.; Zhao, Y.; Li, J.L. Peroxyacetic acid in urban and rural atmosphere: Concentration, feedback on PAN–NOx cycle and implication on radical chemistry. Atmos. Chem. Phys. 2010, 10, 737–748. [Google Scholar] [CrossRef] [Green Version]
- Krom, M.D.; Shi, Z.; Anthony, S.; Ilana, B.F.; Antonia, G.; Barak, H.; Anna, L.; Nafsika, P.; Paraskevi, P.; Stella, P. Response of the Eastern Mediterranean Microbial Ecosystem to Dust and Dust Affected by Acid Processing in the Atmosphere. Front. Mar. Sci. 2016, 3, 133. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.; Vasilakos, P.; Nah, T.; Takeuchi, M.; Chen, H.; Tanner, D.J.J.; Ng, N.L.; Kaiser, J.J.; Huey, L.G.G.; Weber, R.J.; et al. Emissions, chemistry or bidirectional surface transfer? Gas phase formic acid dynamics in the atmosphere. Atmos. Environ. 2022, 274, 118995. [Google Scholar] [CrossRef]
- Jin, P. Mechanism of Corrosion by Naphthenic Acids and Organosulfur Compounds at High Temperatures. Ph.D. Thesis, Ohio University, Athens, OH, USA, 2013. [Google Scholar]
- Wu, Y.; Duan, Y.; Qiu, J.; Gao, X.; Ma, H. A pH–responsive intelligent coating based on composite CaCO3 microspheres for long–term corrosion protection of Q235 carbon steel. Appl. Surf. Sci. 2022, 578, 151980. [Google Scholar] [CrossRef]
- Zheng, S.; Bellido–Aguilar, D.A.; Huang, Y.; Zeng, X.; Zhang, Q.; Chen, Z. Mechanically robust hydrophobic bio–based epoxy coatings for anti–corrosion application. Surf. Coat. Technol. 2019, 363, 43–50. [Google Scholar] [CrossRef]
- Mert, B.D. Corrosion protection of aluminum by electrochemically synthesized composite organic coating. Corros. Sci. 2016, 103, 88–94. [Google Scholar] [CrossRef]
- Lee, H.S.; Singh, J.K. Influence of calcium nitrate on morphology and corrosion characteristics of ammonium phosphate treated Aluminum coating deposited by arc thermal spraying process. Corros. Sci. 2019, 146, 254–268. [Google Scholar] [CrossRef]
- Steenkiste, T.; Smith, J.R.; Teets, R.E. Aluminum coatings via kinetic spray with relatively large powder particles. Surf. Coat. Technol. 2002, 154, 237–252. [Google Scholar] [CrossRef]
- Choi, W.B.; Li, L.; Luzin, V.; Neiser, R.; Gnäupel–Herold, T.; Prask, H.J.; Sampath, S.; Gouldstone, A. Integrated characterization of cold sprayed aluminum coatings. Acta Mater. 2007, 55, 857–866. [Google Scholar] [CrossRef]
- Hall, A.C.; Brewer, L.N.; Roemer, T.J. Preparation of Aluminum Coatings Containing Homogenous Nanocrystalline Microstructures Using the Cold Spray Process. J. Therm. Spray Technol. 2008, 17, 352–359. [Google Scholar] [CrossRef]
- Dietrich, D.; Wielage, B.; Lampke, T.; Grund, T.; Kümmel, S. Evolution of Microstructure of Cold-Spray Aluminum Coatings on Al2O3 Substrates. Adv. Eng. Mater. 2012, 14, 275–278. [Google Scholar] [CrossRef]
- Bu, H.; Yandouzi, M.; Chen, L.; Jodoin, B. Effect of heat treatment on the intermetallic layer of cold sprayed aluminum coatings on magnesium alloy. Surf. Coat. Technol. 2011, 205, 4665–4671. [Google Scholar] [CrossRef]
- Li, G.; Ma, Y.; Wan, H.; Chen, L.; An, Y.; Ye, Y.; Zhou, H.; Chen, J. Flake aluminum reinforced polyamideimide–polytetrafluoroethylene bonded solid lubricating composite coating for wear resistance and corrosion protection. Eur. Polym. J. 2021, 152, 110485. [Google Scholar] [CrossRef]
- Feng, X.; Wang, H.; Liu, X.; Wang, C.; Cui, H.; Song, Q.; Huang, K.; Li, N.; Jiang, X. Effect of Al content on wear and corrosion resistance of Ni–based alloy coatings by laser cladding. Surf. Coat. Technol. 2021, 412, 126976. [Google Scholar] [CrossRef]
- Li, P.; Huang, X.; Kong, D. Corrosive wear and electrochemical corrosion performances of arc sprayed Al coating in 3.5% NaCl solution. Anti-Corros. Method Mater. 2021, 68, 95–104. [Google Scholar] [CrossRef]
- Ge, Y.; Cheng, J.; Wang, X.; Xue, L.; Liang, X.B. Formation and Properties of Superhydrophobic Al Coatings on Steel. ACS Omega 2021, 6, 18383–18394. [Google Scholar] [CrossRef] [PubMed]
- Hui, Y.; Ji, H.; Chang, F.; Jian, G.; Guo, B. Microstructure and properties of TiC–Fe cermet coatings by reactive flame spraying using asphalt as carbonaceous precursor. Ceram. Int. 2007, 33, 827–835. [Google Scholar]
- Mahu, G.; Munteanu, C.; Istrate, B.; Benchea, M.; Lupescu, S. Influence of Al2O3–13TiO2 powder on a C45 steel using atmospheric plasma spray process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 444, 032010. [Google Scholar] [CrossRef]
- Sun, Z.; Zhang, D.; Yan, B.; Kong, D. Effects of laser remelting on microstructures and immersion corrosion performance of arc sprayed Al coating in 3.5% NaCl solution. Opt. Laser Technol. 2018, 99, 282–290. [Google Scholar] [CrossRef]
- Ashraf, M.A.; Ahmed, N.; Khan, Z.S.; Iqbal, M.A.; Satti, A.N.; Farooq, A. Effects of Annealing Treatment on Corrosion Resistance of Arc Sprayed Aluminum Coating. J. Therm. Spray Technol. 2022, 31, 1934–1943. [Google Scholar] [CrossRef]
- ASTM G59; Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D4541; Standard Test Method for Pull–Off Strength of Coatings Using Portable Adhesion Testers. ASTM International: West Conshohocken, PA, USA, 2022.
- Tao, Y.; Xiong, T.; Sun, C.; Kong, L.; Kong, L.; Cui, X.; Li, T.; Song, G.L. Microstructure and corrosion performance of a cold sprayed aluminium coating on AZ91D magnesium alloy. Corros. Sci. 2010, 52, 3191–3197. [Google Scholar] [CrossRef]
- Campo, M.; Carboneras, M.; López, M.D.; Torres, B.; Rams, J. Corrosion resistance of thermally sprayed Al and Al/SiC coatings on Mg. Surf. Coat. Technol. 2009, 203, 3224–3230. [Google Scholar] [CrossRef]
- Balani, K.; Laha, T.; Agarwal, A.; Karthikeyan, J.; Munroe, N. Effect of Carrier Gases on Microstructural and Electrochemical Behavior of Cold–Sprayed 1100 Aluminum Coating. Surf. Coat. Technol. 2005, 195, 272–279. [Google Scholar] [CrossRef]
- Singh, J.K.; Yang, H.; Lee, H.S.; Kumar, S.; Aslam, F.; Alyousef, R.; Alabduljabbar, H. Morphological and Corrosion Studies of Ammonium Phosphate and Caesium Nitrate Treated Al Coating Deposited by Arc Thermal Spray Process. Surf. Interfaces 2021, 22, 100885. [Google Scholar] [CrossRef]
- ISO2063; Thermal Spraying—Zinc, Aluminium and Their Alloys—Part 2: Execution of Corrosion Protection Systems. International Organization for Standardization: Geneva, Switzerland, 2017.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Thickness/mm | Scribe 50 × 2 mm | Painting | ||||
|---|---|---|---|---|---|---|---|
| 0.15 | 0.30 | Yes | No | Yes | No | ||
| Uncorroded samples | #1 | ✓ | ✓ | ✓ | |||
| #2 | ✓ | ✓ | ✓ | ||||
| #3 | ✓ | ✓ | ✓ | ||||
| #4 | ✓ | ✓ | ✓ | ||||
| #5 | ✓ | ✓ | ✓ | ||||
| #6 | ✓ | ✓ | ✓ | ||||
| #7 | ✓ | ✓ | ✓ | ||||
| #8 | ✓ | ✓ | ✓ | ||||
| Salt spray test | #9 | ✓ | ✓ | ✓ | |||
| #10 | ✓ | ✓ | ✓ | ||||
| #11 | ✓ | ✓ | ✓ | ||||
| #12 | ✓ | ✓ | ✓ | ||||
| #13 | ✓ | ✓ | ✓ | ||||
| #14 | ✓ | ✓ | ✓ | ||||
| #15 | ✓ | ✓ | ✓ | ||||
| #16 | ✓ | ✓ | ✓ | ||||
| Immersion test | #17 | ✓ | ✓ | ✓ | |||
| #18 | ✓ | ✓ | ✓ | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Fan, L.; Wen, Y.; He, J.; Su, J.; Zhou, S.; Liu, S.; Zhang, Z. Study of Morphology and Corrosion Behavior of Aluminum Coatings on Steel Substrates under Simulated Acid Rain Conditions. Metals 2023, 13, 613. https://doi.org/10.3390/met13030613
Li B, Fan L, Wen Y, He J, Su J, Zhou S, Liu S, Zhang Z. Study of Morphology and Corrosion Behavior of Aluminum Coatings on Steel Substrates under Simulated Acid Rain Conditions. Metals. 2023; 13(3):613. https://doi.org/10.3390/met13030613
Chicago/Turabian StyleLi, Bo, Lei Fan, Yi Wen, Jinhang He, Jianfeng Su, Shiyuan Zhou, Shifeng Liu, and Zhiqing Zhang. 2023. "Study of Morphology and Corrosion Behavior of Aluminum Coatings on Steel Substrates under Simulated Acid Rain Conditions" Metals 13, no. 3: 613. https://doi.org/10.3390/met13030613
APA StyleLi, B., Fan, L., Wen, Y., He, J., Su, J., Zhou, S., Liu, S., & Zhang, Z. (2023). Study of Morphology and Corrosion Behavior of Aluminum Coatings on Steel Substrates under Simulated Acid Rain Conditions. Metals, 13(3), 613. https://doi.org/10.3390/met13030613