

Physical Simulation Study on Flow Field Characteristics of Molten Steel in 70t Ladle Bottom Argon Blowing Process


Abstract
:1. Introduction
2. Experimental Method
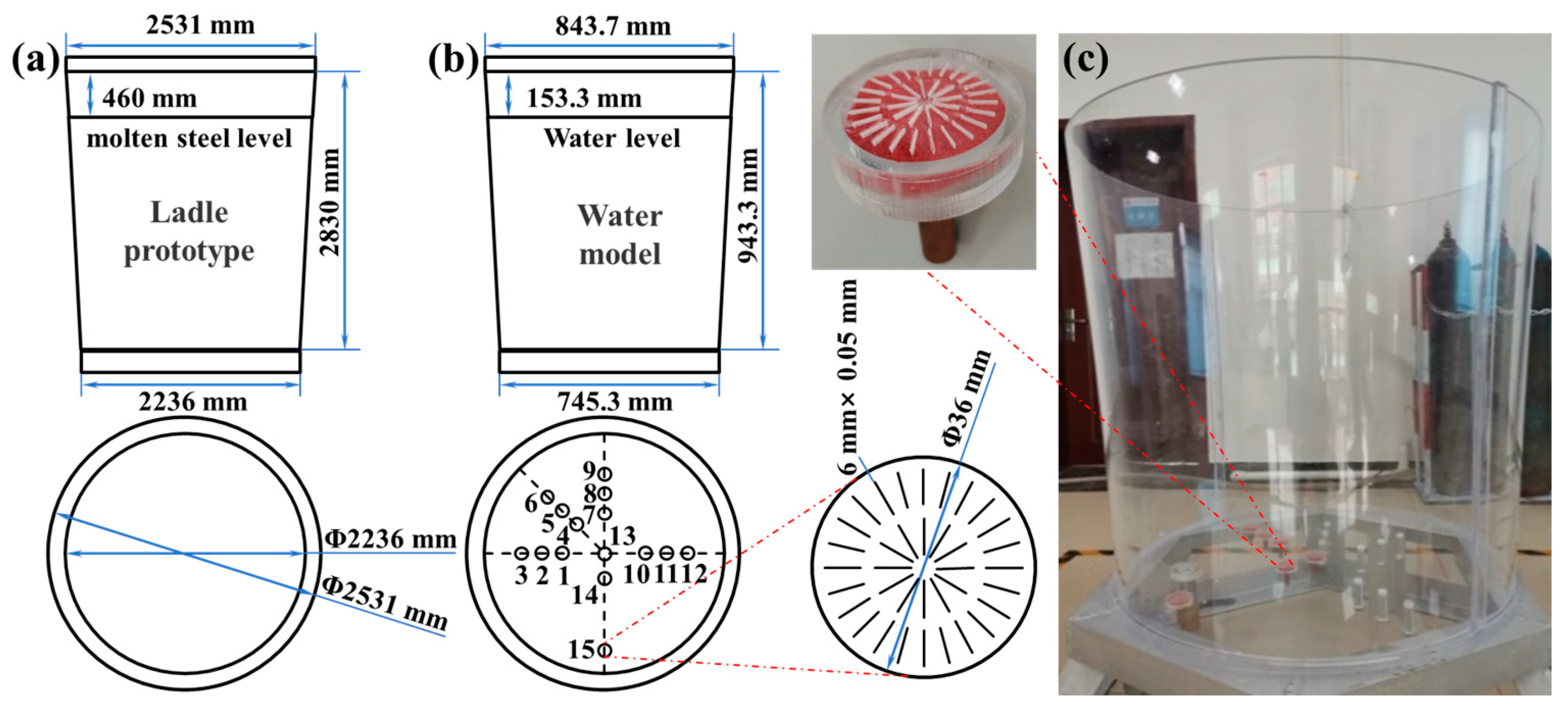
2.1. Experimental Equipment
2.2. Experimental Principle
2.2.1. Geometric Similarity
2.2.2. Dynamic Similarity
2.2.3. Slag Steel Interface Similarity
2.3. Experimental Characterization
2.3.1. Mixing Time
2.3.2. Flow Field Display
2.3.3. Oil Film Measurement
2.3.4. Field Sampling Analysis
3. Results and Discussion
3.1. Single Hole Bottom Blowing Experiment
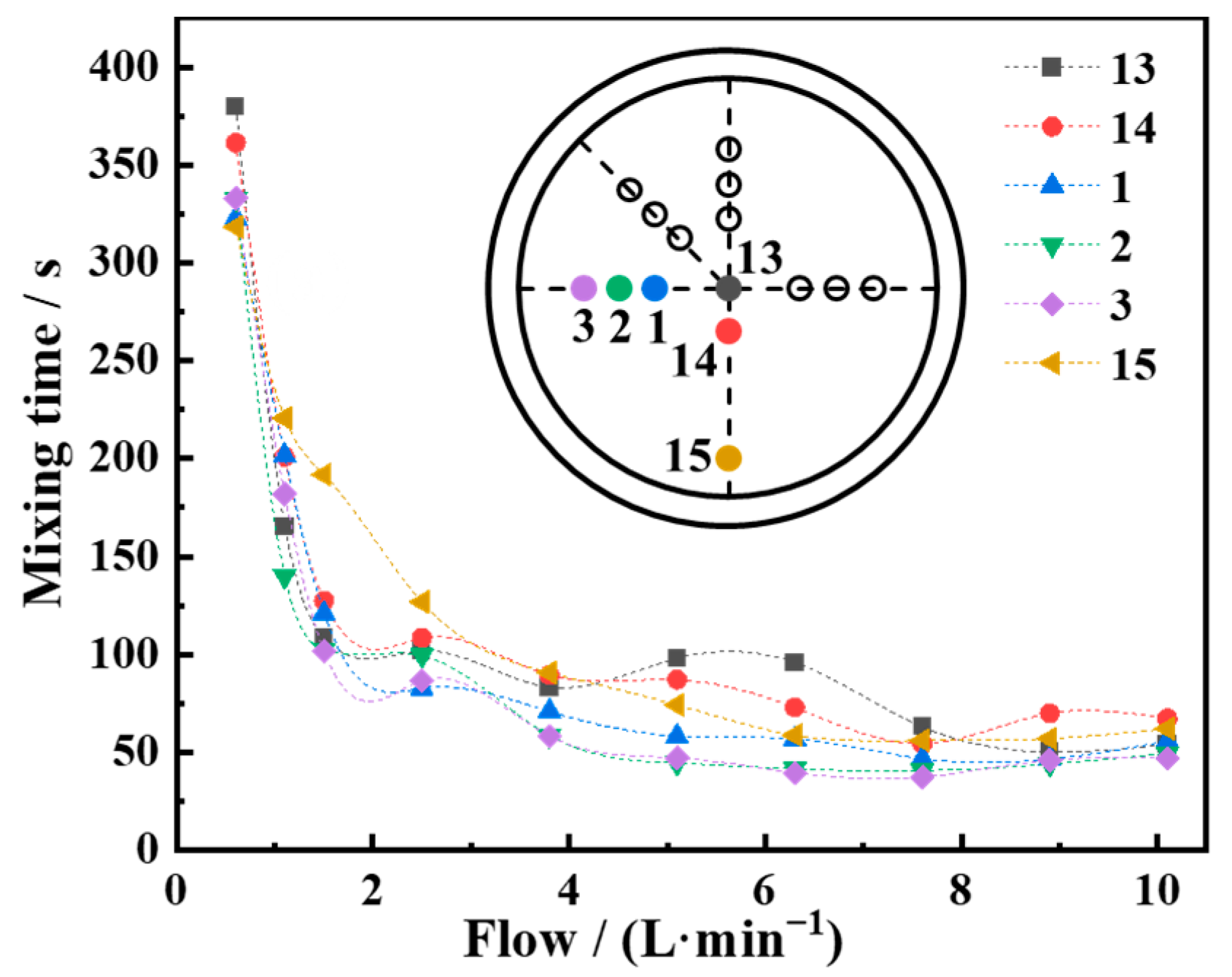
3.1.1. Mixing Time
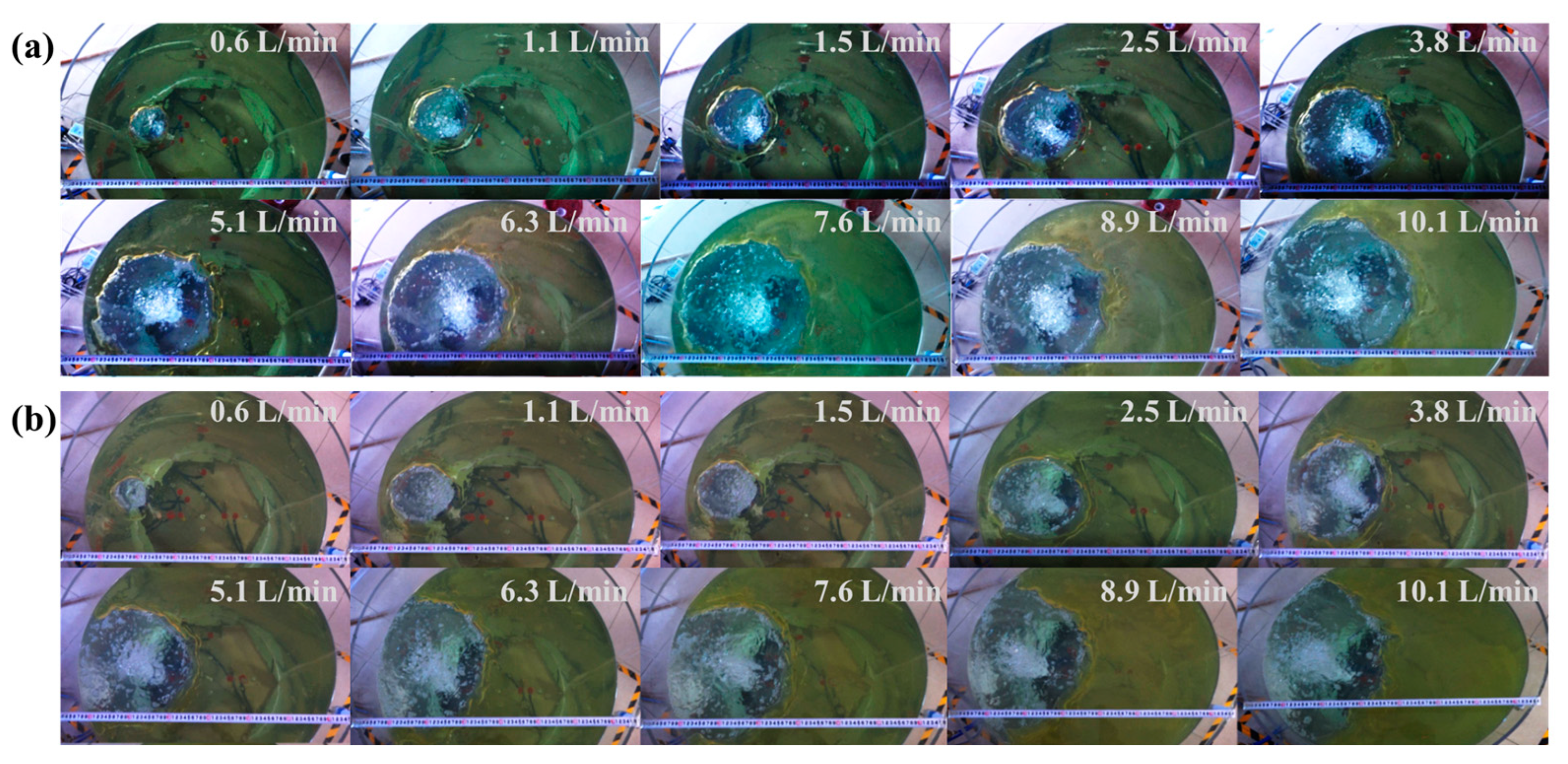
3.1.2. Flow Field Display
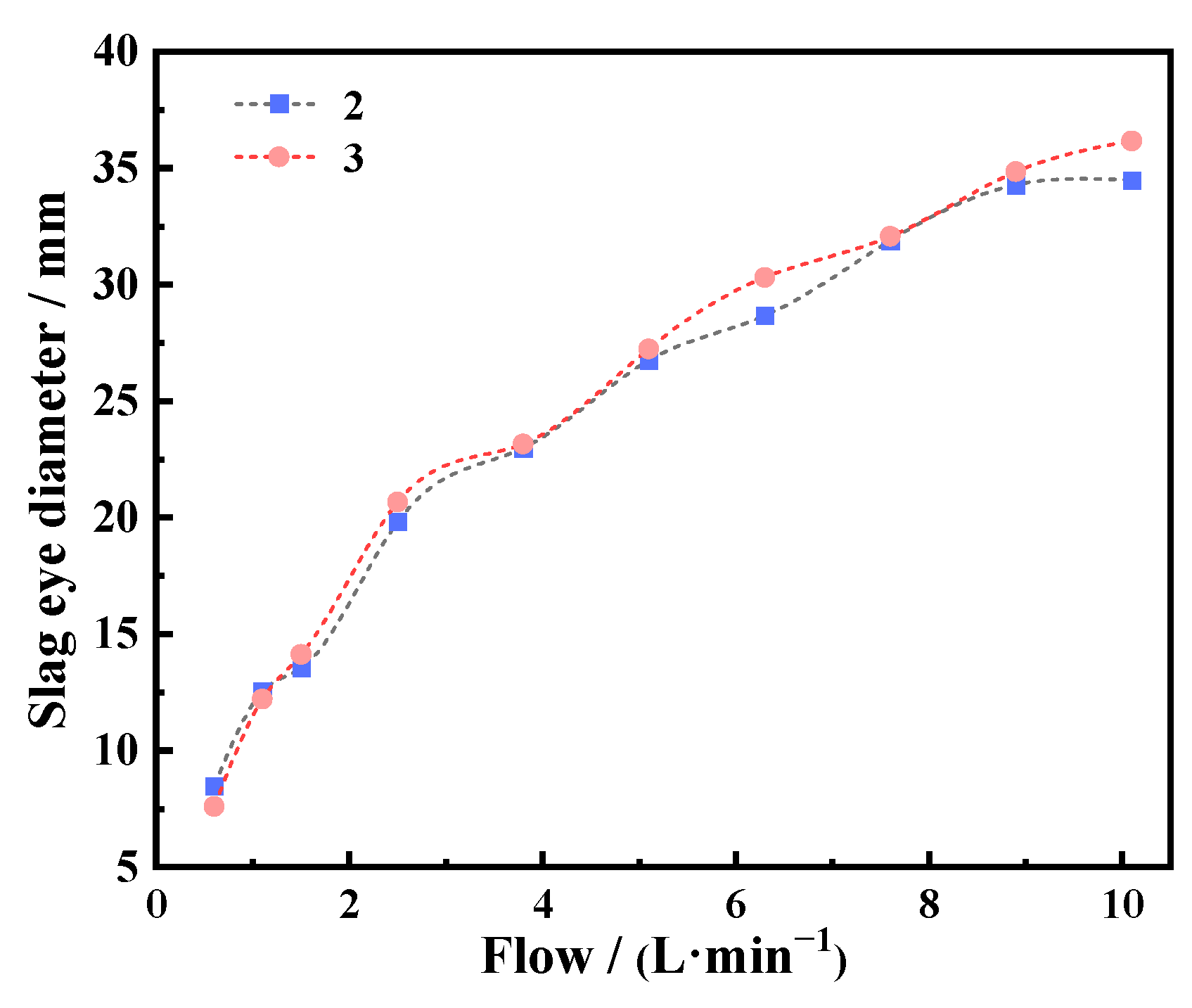
3.1.3. Exposed Molten Steel
3.1.4. Bottom Blowing Slag Entrapment
3.2. Double Hole Bottom Blowing Experiment
3.2.1. Mixing Time
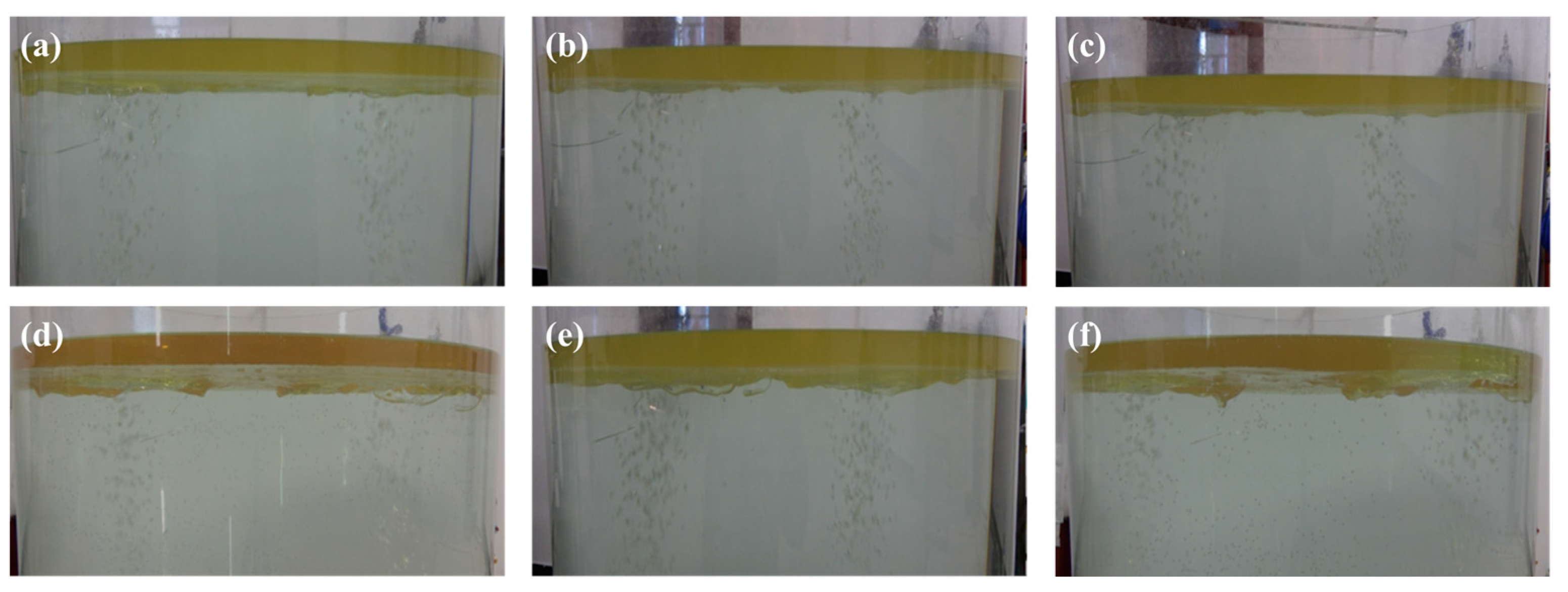
3.2.2. Flow Field Display
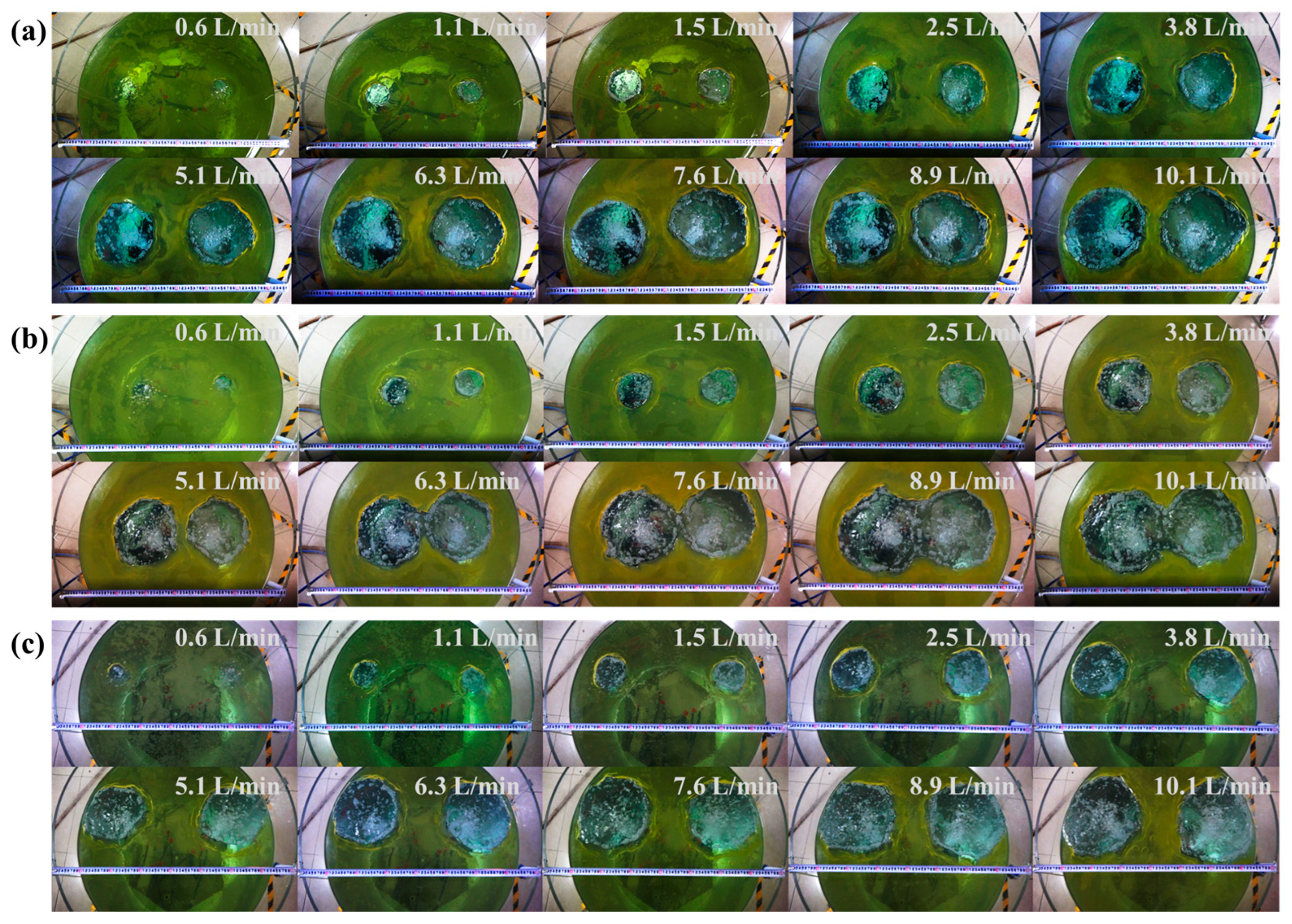
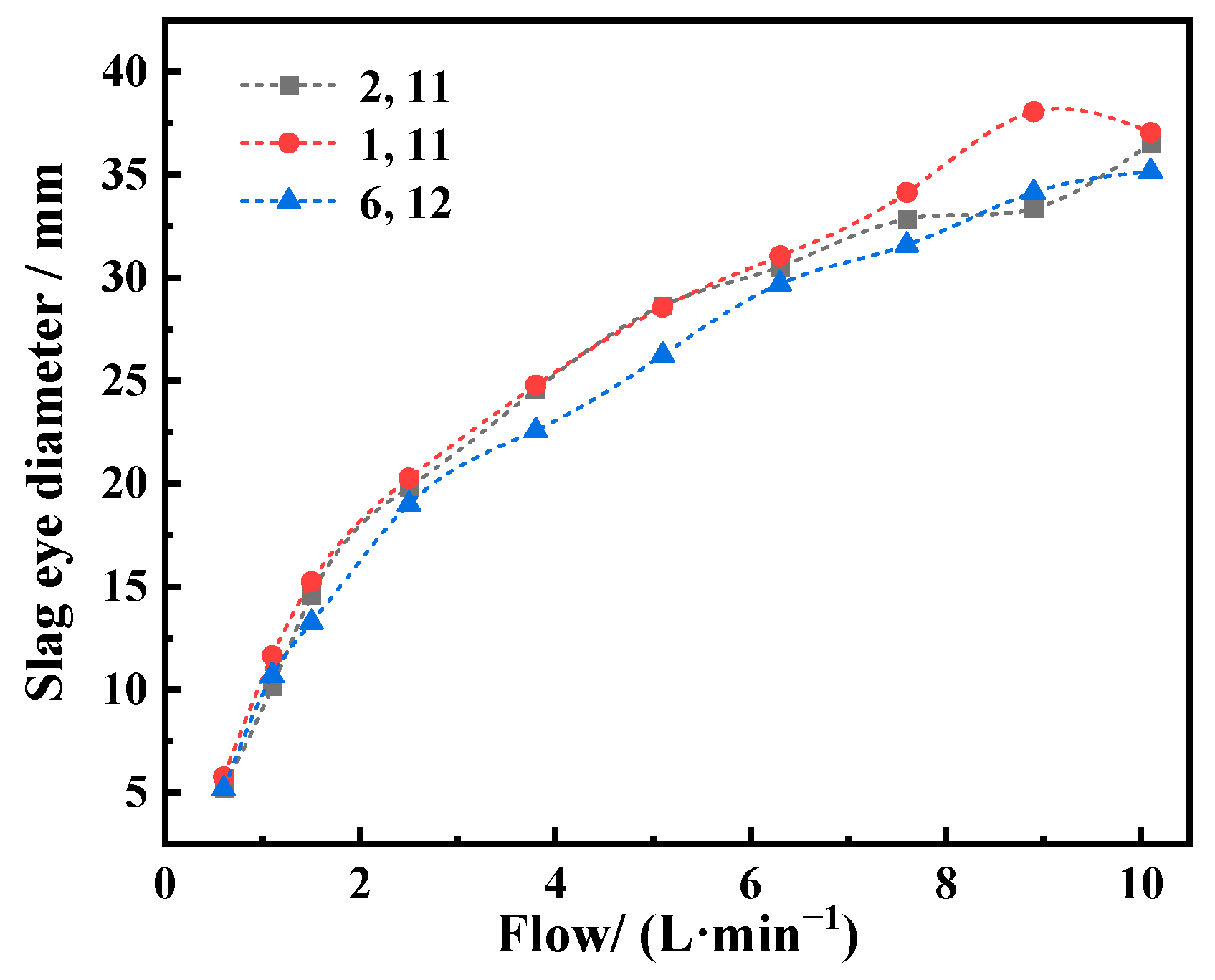
3.2.3. Exposed Molten Steel
3.2.4. Bottom Blowing Slag Entrapment
4. Industrial Experiment
5. Conclusions
- (1)
- Under the equipment conditions of this study, the optimal argon blowing position was double holes 6, 12 (2/3R), and the included angle between them was 135°.
- (2)
- In order to obtain the best mixing effect and reduce secondary oxidation during heating and wire feeding, the argon flow rate should be 7.6 L/min (corresponding to the actual production of 180 L/min), and the argon flow rate in the soft blowing process should be 0.6 L/min (corresponding to the actual production of 15 L/min).
- (3)
- After optimization, the content of total oxygen and nitrogen in the whole process decreased, especially in the soft blowing process, indicating that the scheme reduced the secondary oxidation of liquid steel.
- (4)
- The surface density of inclusions in the refining process was lower than that of the prototype, especially the surface density of inclusions in the casting billet was reduced by 11.81% on average, and calcium sulfide and various aluminum-containing inclusions were reduced to varying degrees.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, B.; Liu, J.; Zeng, J.; Zhang, M.; Huang, J.; Yang, X. Evolution of inclusions and cleanliness in Ti-bearing IF steel produced via the BOF–LF–RH–CC process. Metals 2022, 12, 434. [Google Scholar] [CrossRef]
- Chen, C.; Jiang, Z.; Li, Y.; Sun, M.; Wang, Q.; Chen, K.; Li, H. State of the art in the control of inclusions in spring steel for automobile—A review. ISIJ Int. 2020, 60, 617–627. [Google Scholar] [CrossRef] [Green Version]
- Xiao, W.; Bao, Y.; Gu, C.; Wang, M.; Liu, Y.; Huang, Y.; Sun, G. Ultrahigh cycle fatigue fracture mechanism of high-quality bearing steel obtained through different deoxidation methods. Int. J. Miner. Metall. Mater. 2021, 28, 804–815. [Google Scholar] [CrossRef]
- Yang, W.; Wang, X.; Zhang, L.; Shan, Q.; Liu, X. Cleanliness of low carbon aluminum-killed steels during secondary refining processes. Steel Res. Int. 2013, 84, 473–489. [Google Scholar] [CrossRef]
- Wei, G.; Zhu, R.; Wu, X.; Dong, K.; Yang, L.; Liu, R. Technological innovations of carbon dioxide injection in EAF-LF steelmaking. JOM 2018, 70, 969–976. [Google Scholar] [CrossRef]
- Zhao, S.; He, S.; Guo, Y.; Chen, G.; Lv, J. Effect on cleanliness of molten steel with different refining slag systems for low alloy ship plate. Ironmak. Steelmak. 2016, 43, 790–798. [Google Scholar] [CrossRef]
- Mantripragada, V.T.; Sarkar, S. Slag eye formation in single and dual bottom purged industrial steelmaking ladles. Can. Metall. Q. 2020, 59, 159–168. [Google Scholar] [CrossRef]
- Yuan, F.; Xu, A.; Gu, M. Development of an improved CBR model for predicting steel temperature in ladle furnace refining. Int. J. Miner. Metall. Mater. 2021, 28, 1321–1331. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Chen, C.; Lin, W.M.; Yu, Y.C.; E, D.Y.; Wang, S.B. Numerical Simulation of Tracers Transport Process in Water Model of a Vacuum Refining Unit: Single Snorkel Refining Furnace. Steel Res. Int. 2020, 91, 2000022. [Google Scholar] [CrossRef]
- Ouyang, X.; Lin, W.; Luo, Y.; Zhang, Y.; Fan, J.; Chen, C.; Cheng, G. Effect of Salt Tracer Dosages on the Mixing Process in the Water Model of a Single Snorkel Refining Furnace. Metals 2022, 12, 1948. [Google Scholar] [CrossRef]
- Cui, X.; Xue, Y.; Zhao, D.; Wang, S.; Guo, F. Physical modeling of bubble behaviors in molten steel under high pressure. High Temp. Mater. Process. 2021, 40, 471–484. [Google Scholar] [CrossRef]
- Zhao, S.; He, S.; Chen, G.; Peng, M.; Wang, Q. Castability of molten steel and cleanliness of slab for high strength low alloy steel without calcium treatment. Ironmak. Steelmak. 2014, 41, 153–160. [Google Scholar] [CrossRef]
- Patil, S.P.; Satish, D.; Peranandhanathan, M.; Mazumdar, D. Mixing models for slag covered, argon stirred ladles. ISIJ Int. 2010, 50, 1117–1124. [Google Scholar] [CrossRef] [Green Version]
- Terrazas, M.S.C.; Conejo, A.N. Effect of nozzle diameter on mixing time during bottom-gas injection in metallurgical ladles. Metall. Mater. Trans. B 2014, 46, 711–718. [Google Scholar] [CrossRef]
- Neifer, M.; Rödl, S.; Sucker, D. Investigations on the fluiddynamic and thermal process control in ladles. Steel Res. Int. 1993, 64, 54–62. [Google Scholar] [CrossRef]
- Ek, M.; Wu, L.; Valentin, P.; Sichen, D. Effect of inert gas flow rate on homogenization and inclusion removal in a gas stirred ladle. Steel Res. Int. 2010, 81, 1056–1063. [Google Scholar] [CrossRef]
- Conejo, A.N.; Kitamura, S.; Maruoka, N.; Kim, S.J. Effects of top layer, nozzle arrangement, and gas flow rate on mixing time in agitated ladles by bottom gas injection. Metall. Mater. Trans. B 2013, 44, 914–923. [Google Scholar] [CrossRef]
- Pan, S.M.; Chiang, J.D.; Hwang, W.S. Effects of gas injection condition on mixing efficiency in the ladle refining process. J. Mater. Eng. Perform. 1997, 6, 113–117. [Google Scholar] [CrossRef]
- Lou, W.; Zhu, M. Numerical simulations of inclusion behavior and mixing phenomena in gas-stirred ladles with different arrangement of tuyeres. ISIJ Int. 2014, 54, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Lee, J.; Guo, X.; Silaen, A.K.; Zhou, C.Q. Argon bubble coalescence and breakup in a steel ladle with bottom plugs. Steel Res. Int. 2019, 90, 1800396. [Google Scholar] [CrossRef]
- Chen, G.; He, S.; Li, Y. Investigation of the air-argon-steel-slag flow in an industrial RH reactor with VOF-DPM coupled model. Metall. Mater. Trans. B 2017, 48, 2176–2186. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, L.; Xu, Z. A new method of removing inclusions in molten steel by injecting gas from the shroud. ISIJ Int. 2006, 46, 1177–1182. [Google Scholar] [CrossRef] [Green Version]
- Lou, W.; Zhu, M. Numerical simulations of inclusion behavior in gas-stirred ladles. Metall. Mater. Trans. B 2013, 44, 762–782. [Google Scholar] [CrossRef]
- Geng, D.; Lei, H.; He, J. Numerical simulation for collision and growth of inclusions in ladles stirred with different porous plug configurations. ISIJ Int. 2010, 50, 1597–1605. [Google Scholar] [CrossRef] [Green Version]
- He, F.; He, D.; Xu, A.; Wang, H.; Tian, N. Hybrid model of molten steel temperature prediction based on ladle heat status and artificial neural network. J. Iron Steel Res. Int. 2014, 21, 181–190. [Google Scholar] [CrossRef]
- Qu, T.; Jiang, M.; Liu, C.; Komizo, Y. Transient flow and inclusion removal in gas stirred ladle during teeming process. Steel Res. Int. 2010, 81, 434–445. [Google Scholar] [CrossRef]
- Liu, Y.; Bai, H.; Liu, H.; Ersson, M.; Jönsson, P.G.; Gan, Y. Physical and numerical modelling on the mixing condition in a 50t ladle. Metals 2019, 9, 1136. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Tang, H.; Yang, S.; Wang, M.; Li, J.; Liu, Q.; Liu, J. Numerical simulation of slag eye formation and slag entrapment in a bottom-blown argon-stirred ladle. Metall. Mater. Trans. B 2018, 49, 2681–2691. [Google Scholar] [CrossRef]
- Obiso, D.; Kriebitzsch, S.; Reuter, M.; Meyer, B. The importance of viscous and interfacial forces in the hydrodynamics of the top-submerged-lance furnace. Metall. Mater. Trans. B 2019, 50, 2403–2420. [Google Scholar] [CrossRef] [Green Version]
- Ni, P.; Tanaka, T.; Suzuki, M.; Nakamoto, M.; Jönsson, P.G. A kinetic model of mass transfer and chemical reactions at a steel/slag interface under effect of interfacial tensions. ISIJ Int. 2019, 59, 737–748. [Google Scholar] [CrossRef] [Green Version]
- Merder, T.; Pieprzyca, J.; Saternus, M.; Tkadlecková, M. The interaction of the argon curtain at the interface: Metal-slag in a tundish. Metalurgija 2022, 61, 585–588. [Google Scholar]
- Chen, C.; Rui, Q.; Cheng, G. Effect of salt tracer amount on the mixing time measurement in a hydrodynamic model of gas-stirred ladle system. Steel Res. Int. 2013, 84, 900–907. [Google Scholar] [CrossRef]
- Freymuth, P. Flow visualization in fluid mechanics. Rev. Sci. Instrum. 1993, 64, 1–18. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, C.; Pan, L.; He, Z.; Li, G.; Wang, Q. Numerical understanding on refractory flow-induced erosion and reaction-induced corrosion patterns in ladle refining process. Metall. Mater. Trans. B 2022, 53, 1617–1630. [Google Scholar] [CrossRef]
- GB/T 10561-2005; Steel-Determination of Content of Nonmetallic Inclusions-Micrographic Method Using Standards Diagrams. China Iron and Steel Association: Beijing, China, 2005.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Actual Dimensions (mm) | Model Dimensions (mm) |
|---|---|---|
| Ladle depth | 2830 | 943.3 |
| Upper diameter of ladle | 2531 | 843.7 |
| Lower diameter of ladle | 2236 | 745.3 |
| Diameter of top surface of vent plug | 108 | 36 |
| Height of molten pool | 2370 | 790 |
| Thickness of slag | 63.9 | 21.3 |
| Position | Number |
|---|---|
| 1/3R | 1, 4, 7, 10 |
| 1/2R | 2, 5, 8, 11 |
| 2/3R | 3, 6, 9, 12 |
| Center of circle | 13 |
| 1/5R | 14 |
| 4/5R | 15 |
| Prototype (L/min) | 15 | 25 | 35 | 60 | 90 | 120 | 150 | 180 | 210 | 240 |
| Model (L/min) | 0.6 | 1.1 | 1.5 | 2.5 | 3.8 | 5.1 | 6.3 | 7.6 | 8.9 | 10.1 |
| No. | Position | Sample Type |
|---|---|---|
| 1 | LF arrival | Barrel sample |
| 2 | Refining for 10 min | Barrel sample |
| 3 | Refining for 20 min | Barrel sample |
| 4 | Refining for 30 min | Barrel sample |
| 5 | Before wire feeding | Barrel sample |
| 6 | After wire feeding | Barrel sample |
| 7 | Soft blowing for 10 min | Barrel sample |
| 8 | Soft blowing for 20 min | Barrel sample |
| 9 | Continuous casting | Billet sample |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Ouyang, W.; Wang, Z.; Zheng, R.; Bao, Y.; Gu, C. Physical Simulation Study on Flow Field Characteristics of Molten Steel in 70t Ladle Bottom Argon Blowing Process. Metals 2023, 13, 639. https://doi.org/10.3390/met13040639
Li Z, Ouyang W, Wang Z, Zheng R, Bao Y, Gu C. Physical Simulation Study on Flow Field Characteristics of Molten Steel in 70t Ladle Bottom Argon Blowing Process. Metals. 2023; 13(4):639. https://doi.org/10.3390/met13040639
Chicago/Turabian StyleLi, Zhiwei, Wei Ouyang, Zhongliang Wang, Ruixuan Zheng, Yanping Bao, and Chao Gu. 2023. "Physical Simulation Study on Flow Field Characteristics of Molten Steel in 70t Ladle Bottom Argon Blowing Process" Metals 13, no. 4: 639. https://doi.org/10.3390/met13040639
APA StyleLi, Z., Ouyang, W., Wang, Z., Zheng, R., Bao, Y., & Gu, C. (2023). Physical Simulation Study on Flow Field Characteristics of Molten Steel in 70t Ladle Bottom Argon Blowing Process. Metals, 13(4), 639. https://doi.org/10.3390/met13040639