
Analysis of Uneven Wear Mechanism of Narrow-Face Copper Wall of Funnel Mold

Abstract
:1. Introduction
2. The Establishment of the Model
2.1. Assumption of the Model
- The continuous casting process is in a stable state;
- The circulating effect of mold vibration on the surface of the shell is ignored;
- The solidified shell is an elastic–plastic material, and the deformation of the shell meets the requirements of large elastic–plastic deformation;
- The plastic deformation of the high-temperature solid shell obeys the Von Mises yield criterion;
- The copper wall of the mold is a rigid body, ignoring the deformation caused by temperature change and mechanical action;
- Neglecting the influence of dendrites and segregation in the slab, the mechanical properties of the solidified slab are isotropic.
2.2. Mathematical Model of Slab Stress
- (1)
- Basic relationship between thermoelastic–plastic stress and strain. For elastic models, strain increments are expressed as
- (2)
- Solution for [D]ep
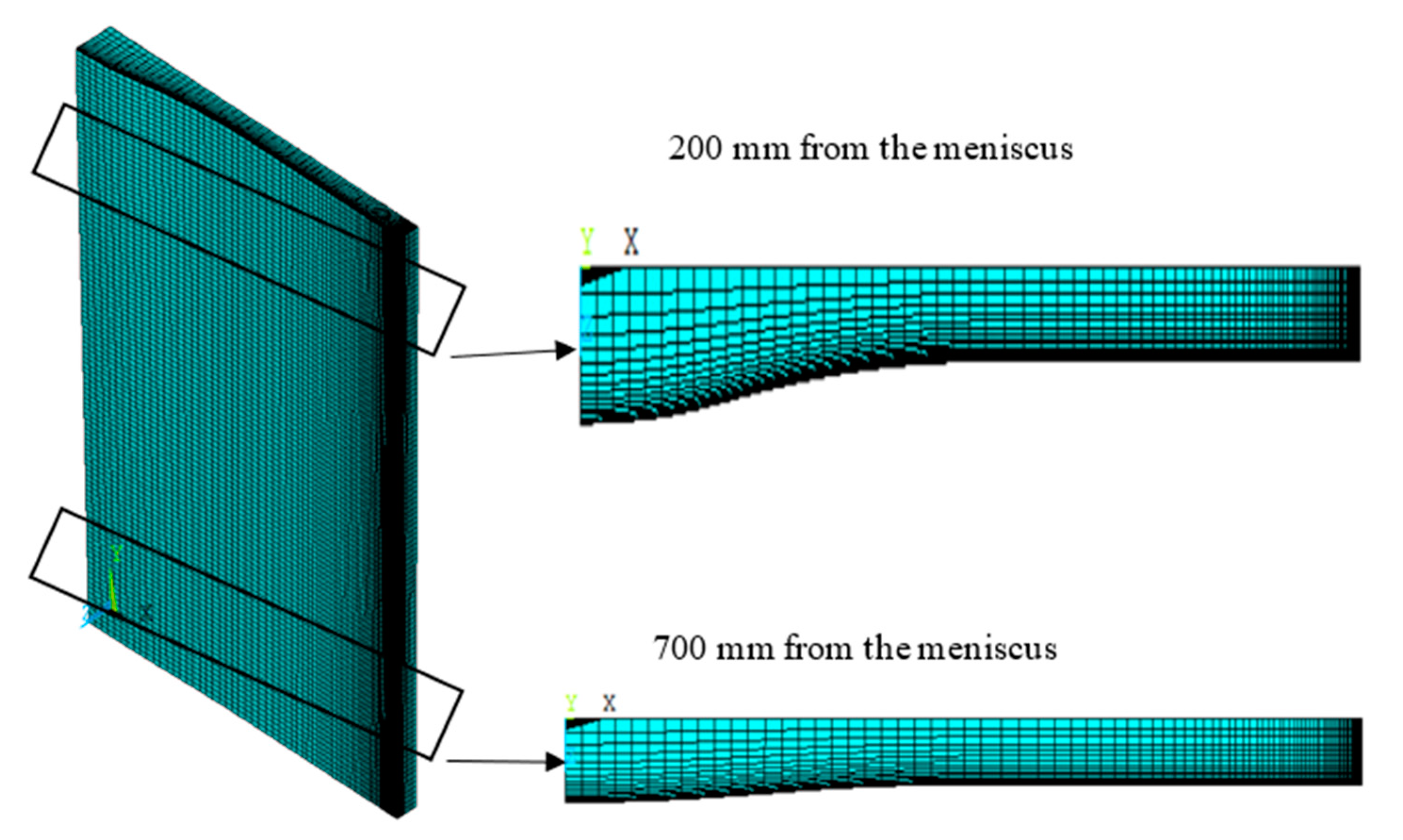
2.3. Finite Element Model of Slab Stress
- (1)
- Finite element model of casting slab.
- (2)
- The rigid contact surface of the copper wall of the mold.
2.4. Analysis Method of Numerical Model
3. Production Parameters
4. Results and Discussion
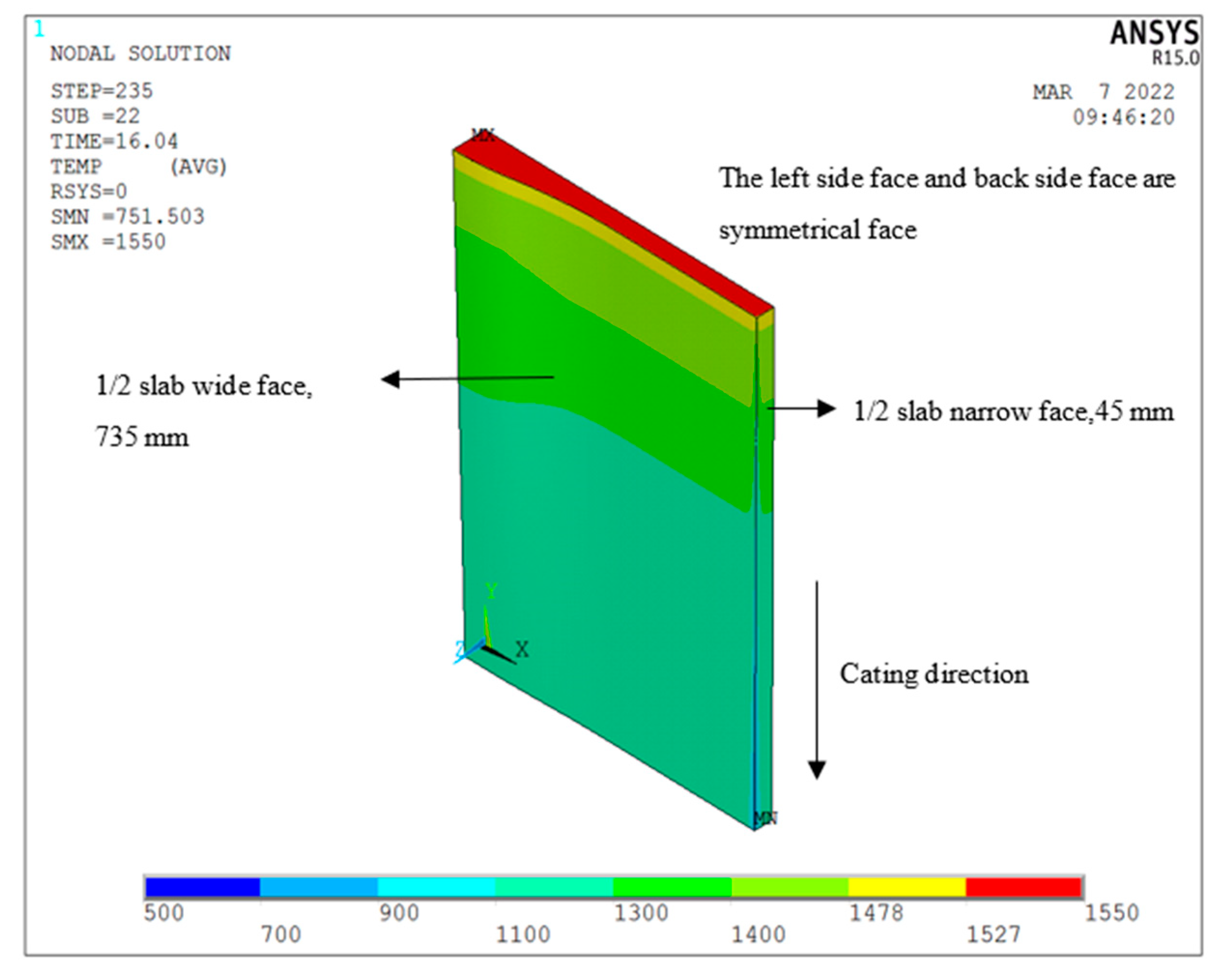
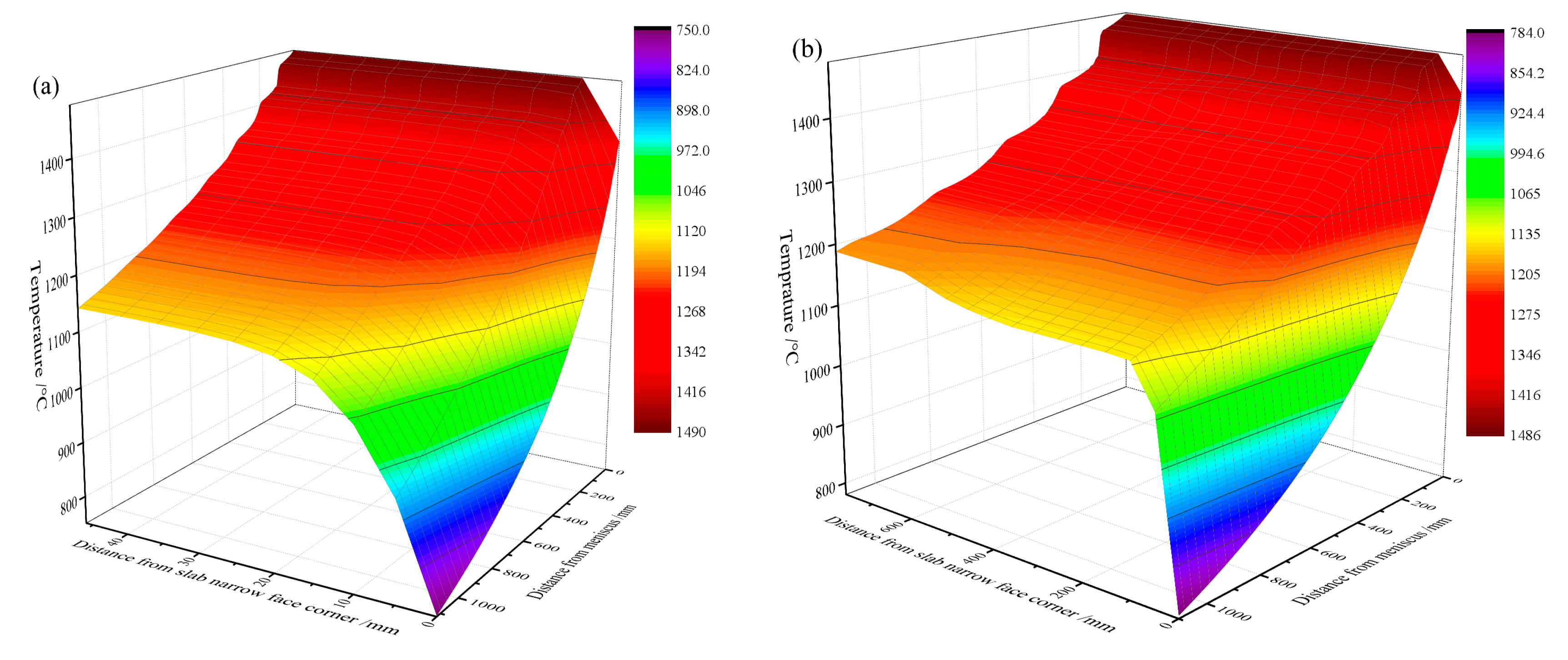
4.1. Heat Transfer Analysis of Slab
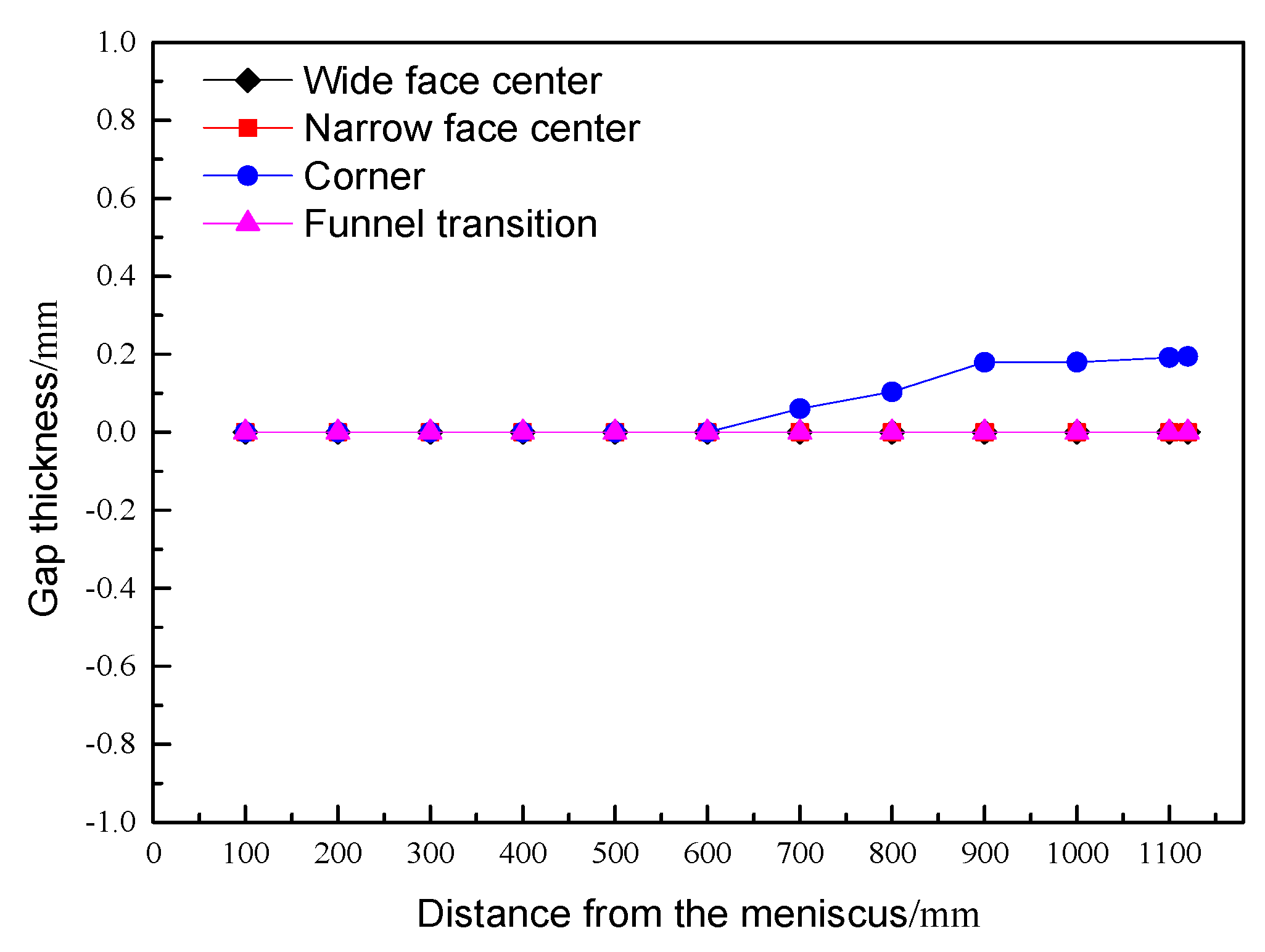
4.2. Gap Distribution
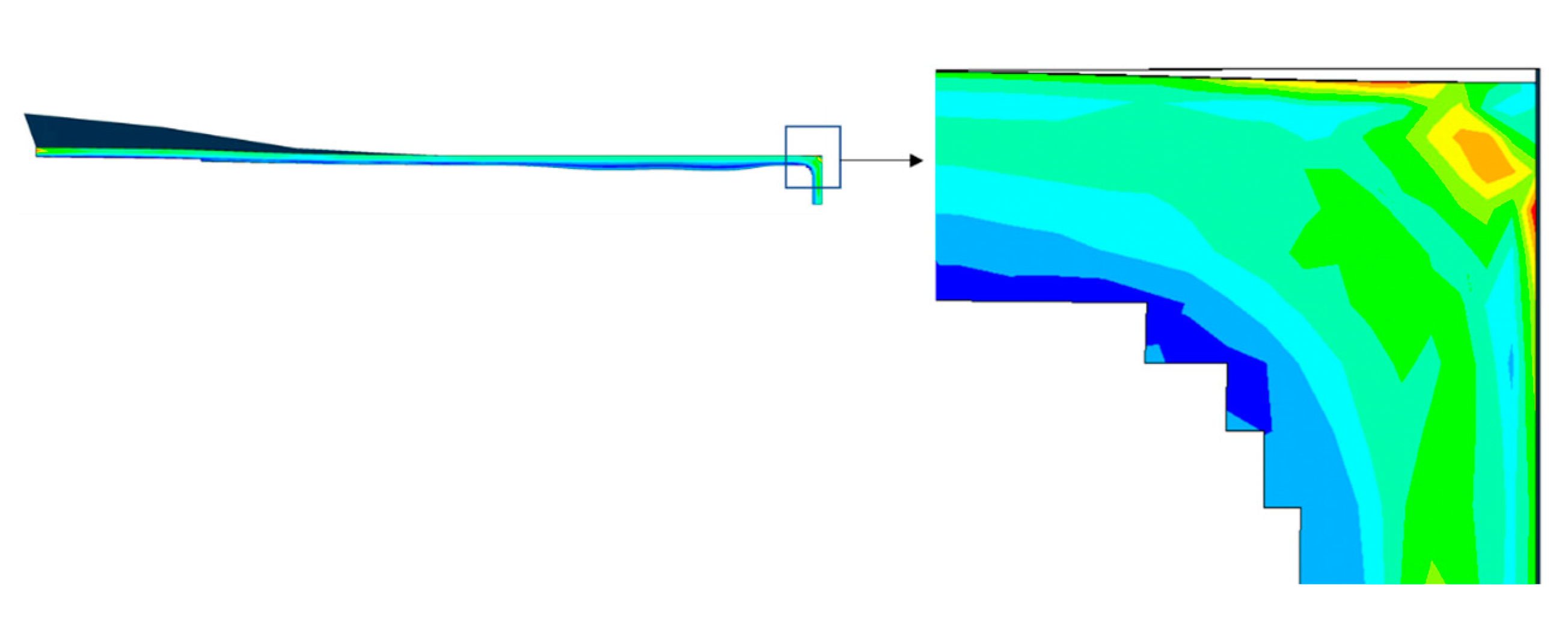
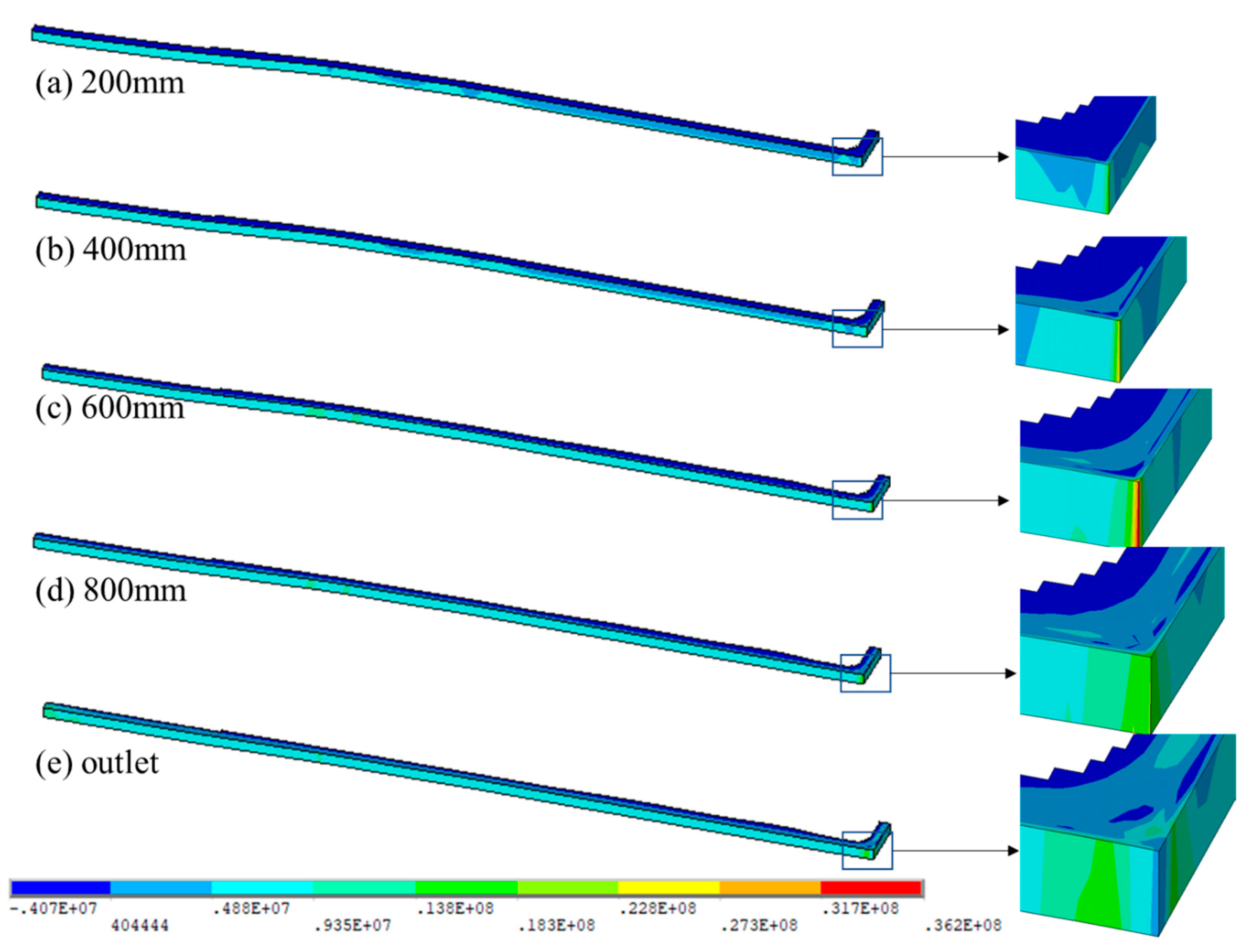
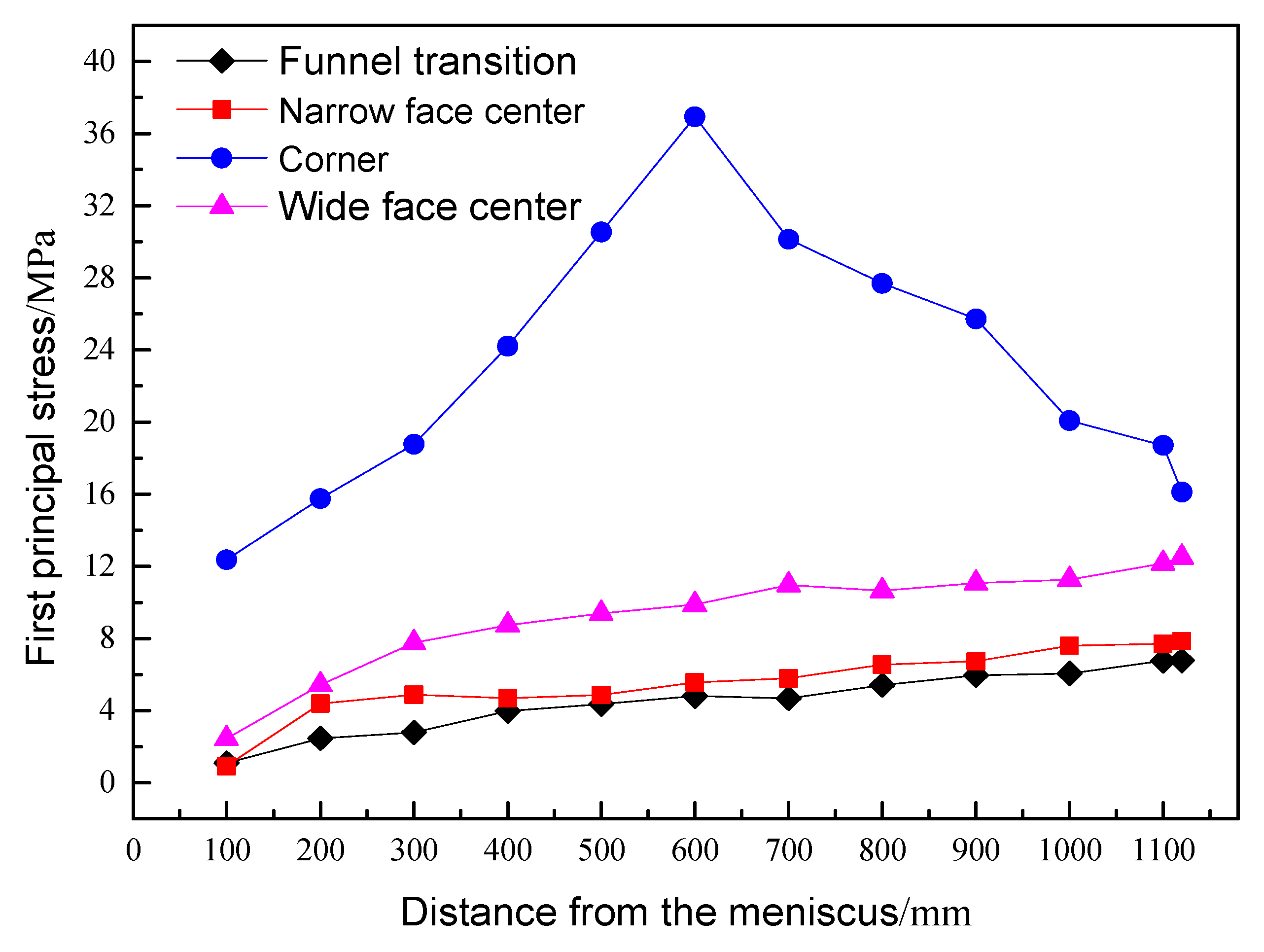
4.3. The First Principal Stress Distribution of the Shell
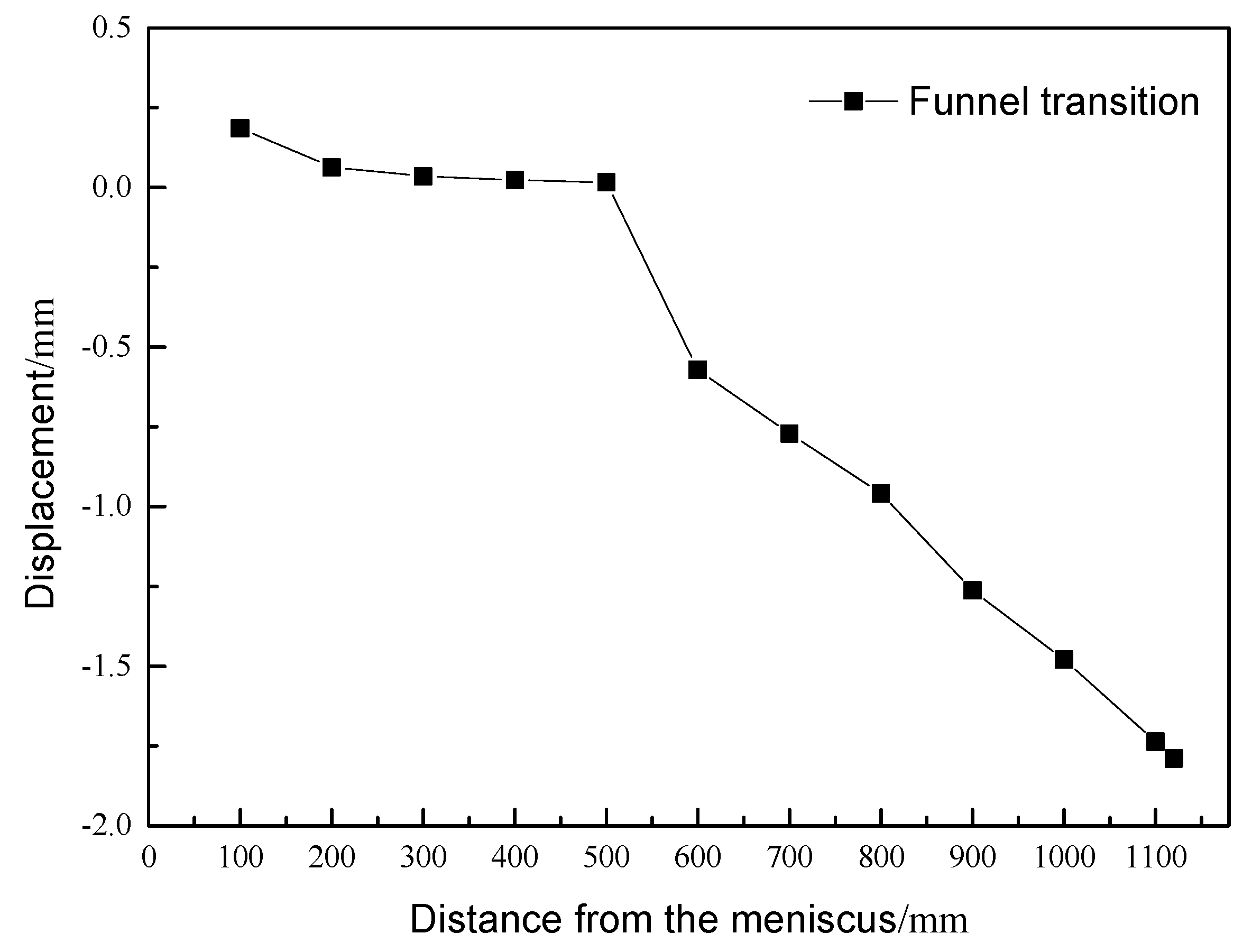
4.4. Transverse Displacement of Shell Surface
4.5. Model Validation
5. Conclusions
- (1)
- From the initial complete solidified position of the slab to the position 600 mm below the meniscus, the surface of the slab is in close contact with the copper wall. As the slab continues to move downward, the gap at the corner position is gradually formed. At the mold outlet position, the corner gap thickness is 0.195 mm. At the center of the narrow face, the funnel transition, and the center of the wide face, there is no gap between the shell and the copper wall.
- (2)
- The distribution rule of the first principal stress of the shell shows that the maximum value of the first principal stress appears at the corner. In the slab drawing direction, the first principal stress at the corner of the slab shell first increases and then decreases. The peak value of the first principal stress appears at 600 mm below the meniscus, and the maximum value is 36.9 MPa. At the center of the wide face, the center of the narrow face, and the transition position of the funnel, the first principal stress of the shell increases gradually with the increase in the distance from the meniscus.
- (3)
- At the upper part of the mold, the shell of the funnel transition zone is shifted to the parallel zone. When the shell moves down to 500 mm below the meniscus, the shell in the transition zone begins to move towards the funnel zone. At the exit of the mold, the slab shell is shifted 1.79 mm towards the funnel area.
- (4)
- By compensating for the corner deformation space, a new copper wall was designed for production, and it was found that the cracks at the corner of the slab shell were greatly reduced.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Park, H.-S.; Nam, H.; Yoon, J.K. Numerical Analysis of Fluid Flow and Heat Transfer in the Parallel Type Mold of a Thin Slab Caster. ISIJ Int. 2000, 41, 974–980. [Google Scholar] [CrossRef]
- Klinkenberg, C.; Kintscher, B.; Hoen, K.; Reifferscheid, M. More than 25 Years of Experience in Thin Slab Casting and Rolling Current State of the Art and Future Developments. Steel Res. Int. 2017, 88, 1700272. [Google Scholar] [CrossRef]
- Sobral, M.D.C.; Mei, P.R.; Santos, R.G.; Gentile, F.C.; Bellon, J.C. Laboratory simulation of thin slab casting. Ironmak. Steelmak. 2003, 30, 412–416. [Google Scholar] [CrossRef]
- Sivak, B.A. Mathematical modeling of the shape of the cavity of a thin-slab continuous-casting mold. Metallurgist 2012, 55, 912–917. [Google Scholar] [CrossRef]
- Ramacciotti, A. Thermo-mechanical behaviour of the solidified shell in a “funnel-shaped” mold for continuous casting of thin slabs. Steel Res. 1988, 59, 438–448. [Google Scholar] [CrossRef]
- Oconnor, T.G.; Dantzig, J.A. Modeling the thin-slab continuous-casting mold. Met. Mater. Trans. B 1994, 25, 443–457. [Google Scholar] [CrossRef]
- Ha, J.; Cho, J.; Lee, B.; Ha, M. Numerical analysis of secondary cooling and bulging in the continuous casting of slabs. J. Mater. Process. Technol. 2001, 113, 257–261. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Kharicha, A.; Wu, M.; Ludwig, A.; Nitzl, G.; Tang, Y.; Hackl, G.; Watziger, J.; Rodrigues, C.M.G. On modelling viscoplastic behavior of the solidifying shell in the funnel-type continuous casting mold. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 529, p. 012081. [Google Scholar] [CrossRef]
- Liu, X.; Zhu, M.; Cheng, N. Study on the thermal behavior in slab continuous casting mold. Acta Metall. Sin. 2006, 42, 1081–1086. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, W. Mold Simulator Study of Heat Transfer Phenomenon During the Initial Solidification in Continuous Casting Mold. Met. Mater. Trans. B 2017, 48, 779–793. [Google Scholar] [CrossRef] [Green Version]
- Song, J.-X.; Cai, Z.-Z.; Piao, F.-Y.; Zhu, M.-Y. Heat Transfer and Deformation Behavior of Shell Solidification in Wide and Thick Slab Continuous Casting Mold. J. Iron Steel Res. Int. 2014, 21, 1–9. [Google Scholar] [CrossRef]
- Marukovich, E.I.; Demchenko, E.B. Heat transfer in the mold during vertical continuous casting of steel. Litiyo I Metall. 2018, 26–30. [Google Scholar] [CrossRef]
- Na, X.-Z.; Xue, M.; Zhang, X.-Z.; Gan, Y. Numerical Simulation of Heat Transfer and Deformation of Initial Shell in Soft Contact Continuous Casting Mold Under High Frequency Electromagnetic Field. J. Iron Steel Res. Int. 2007, 14, 14–21. [Google Scholar] [CrossRef]
- Hu, S.; Wang, P.; Zhu, L.; Liu, Z.; Xiao, P. Analysis of heat transfer in thin slab funnel shape mold. Iron Steel 2017, 52, 33–37. [Google Scholar] [CrossRef]
- Lan, P.; Li, L.; Tie, Z.; Tang, H.; Zhang, J. Combined Study on Mold Taper and Corner Radius in Bloom Continuous Casting by FEM Simulation and Trial Experiment. Met. Mater. Int. 2019, 25, 1603–1615. [Google Scholar] [CrossRef]
- Xia, Y.-J.; Wang, F.-M.; Li, C.-R.; Wang, J.-L. Simulation of thermomechanical behavior during continuous casting process based on MiLE method. J. Central South Univ. 2012, 19, 2403–2410. [Google Scholar] [CrossRef]
- Xiao, P.; Liu, Z.; Zhu, L.; Wang, Z.; Piao, Z. 3D Heat Conductivity Model of Mold Based on Node Temperature Inheritance. High Temp. Mater. Process. 2018, 38, 92–100. [Google Scholar] [CrossRef]
- Zhang, L.; Xiao, P.; Liu, Z.; Zhou, J.; Zhu, L. Heat transfer behavior in ultrahigh-speed continuous casting mold. High Temp. Mater. Process. 2021, 40, 370–381. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, Z.; Xiao, P.; Zhou, J.; Zhu, L. Influence of cooling process on heat transfer of high-speed continuous casting mold. Iron Steel 2021, 56, 41–48. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project | Value | Unit |
|---|---|---|
| Casting speed | 5 | m·min−1 |
| Pouring temperature | 1550 | °C |
| Taper | 6 | mm |
| Temperature of cooling water | 30 | °C |
| Flow rate of cooling water | 10 | m·s−1 |
| Wide/narrow surface Wide/narrow face cooling water quantity | 3630/530 | L·min−1 |
| Effective height of mold | 1120 | mm |
| Slab width | 1470 | mm |
| Slab thickness | 90 | mm |
| Friction coefficient of copper wall | 0.1 |
| Steel Composition | C | Si | Mn | P | S | TL/°C | TS/°C |
|---|---|---|---|---|---|---|---|
| SPHC | 0.060 | 0.020 | 0.300 | 0.018 | 0.005 | 1527 | 1478 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Yang, Y.; Xiao, P.; Zhu, L.; Zhang, L. Analysis of Uneven Wear Mechanism of Narrow-Face Copper Wall of Funnel Mold. Metals 2023, 13, 666. https://doi.org/10.3390/met13040666
Liu Z, Yang Y, Xiao P, Zhu L, Zhang L. Analysis of Uneven Wear Mechanism of Narrow-Face Copper Wall of Funnel Mold. Metals. 2023; 13(4):666. https://doi.org/10.3390/met13040666
Chicago/Turabian StyleLiu, Zengxun, Yaosen Yang, Pengcheng Xiao, Liguang Zhu, and Luping Zhang. 2023. "Analysis of Uneven Wear Mechanism of Narrow-Face Copper Wall of Funnel Mold" Metals 13, no. 4: 666. https://doi.org/10.3390/met13040666
APA StyleLiu, Z., Yang, Y., Xiao, P., Zhu, L., & Zhang, L. (2023). Analysis of Uneven Wear Mechanism of Narrow-Face Copper Wall of Funnel Mold. Metals, 13(4), 666. https://doi.org/10.3390/met13040666