1. Introduction
Operating an electric arc furnace (EAF) is a well-established way of steel production [
1,
2,
3,
4]. EAF-based steel production accounts for approximately 26% [
5,
6] of the global output (~42% in the EU), according to the World Steel Association [
7]. More than 40% of the energy in the current EAFs originates from natural gas and coal [
8,
9,
10], corresponding to about 5 to 15 kg/t of liquid steel [
11]. Usually, anthracite, coke (metallurgical or petroleum), or graphite is used as the source of carbon. Carbon-bearing sources are used as charged carbon (lumped within the basket), which consumes surplus oxygen during the melting stage and delivers heat or injected carbon, which interacts with oxygen to produce a foamy slag.
The operation with foamy slag enables higher productivity, a reduction in electrode consumption and arc noise reduction due to arc coverage, an increase in the average power due to improved arc stability, a reduction in the wall thermal stress, reduction in electric energy consumption due to better thermal efficiency, lower nitrogen absorption, and a reduction in harmonic electric disturbances [
12,
13,
14,
15].
To achieve the foaming process, approximately 5–10 kg of injected carbon is used in an EAF [
16]. The main requirements for carbon-bearing materials are a high carbon content (>85 wt.%, dry basis), a low ash content, and a bulk density of about 1000 kg/m
3.
However, conventional carbon sources (anthracite, coke, or graphite) are responsible for 60–70% of direct greenhouse gas (GHG) emissions [
8]. Looking for new ways to reduce CO
2 emissions [
17] and achieve carbon neutrality and a circular economy [
18,
19], the partial or complete replacement of conventional carbon sources with materials such as biomass [
20] or biochar has been investigated [
16,
21,
22,
23,
24,
25,
26,
27]. Carbon from biochar directly reacts with iron oxide (FeO) or reduces FeO indirectly through an intermediate gasification stage [
28]. Notably, biochar usually contains a large amount of volatile matter (VM) including hydrogen [
29]. Hydrogen contributes to the reaction of FeO to Fe and H
2O [
30]. The indirect reaction of the water–gas conversion supports the gasification of solid carbon, accelerating the slag and carbon reaction. Hydrogen in the gas phase also increases the carbon gasification rate because H
2 and H
2O react faster with carbon and slag than CO and CO
2. In addition, FeO reacts faster with hydrogen compared to CO [
16]. This provides the advantage of using biochar instead of anthracite [
31] or coke, which is characterized by a small amount of VM and a relatively low amount of hydrogen [
32,
33,
34]. In addition, for the scrap/EAF route, charcoal was assumed to replace the charge fully, injectant, and recarburizer carbon (85% C) in an EAF on an equivalent fixed carbon basis [
35]. Partial or complete application of biomass/biochar is considered as a good option [
36,
37]. However, it is still a challenging issue in EAF-based steel production as the carbon source should have sufficient fixed carbon. Nevertheless, EAF-based steel production with biomass can reduce CO
2 emissions by 83% [
38].
Shukla [
39] demonstrated the thermo-chemical conversion of biomass to renewable fuels at a temperature below 1000 °C, which was lower than the steelmaking temperature of 1550–1650 °C. It was concluded that in the scrap-EAF route, biomass could be used as a slag foaming agent and in a cogeneration plant.
Demus et al. [
22] assessed that biocoal from biogenic residues had great potential for industrial-scale EAF steelmaking. However, it was noticed that there were some problems in handling highly reactive carbonaceous materials with a high specific surface. Therefore, they suggested the use of biocoal briquettes.
Bianco et al. [
40] characterized biochar from grape seed and wood residues, anthracite, and petroleum coke too study the slag foaming capability. It was concluded that petroleum coke had the highest carbon value of 93% and the lowest yield of VM of 1%. Biochar from the wood residues was characterized by the lowest carbon values and VM of 60% and 13.5%, respectively.
The thermochemical properties of two biochars obtained from the grape seed and pumpkin seed chars were studied by Fidalgo et al. [
41] as an injected and/or charged carbon. They found that grape seed charcoal was more volatile and had a higher ash content than the charcoal and pumpkin seed charcoal. Thermogravimetric analysis indicated that grape seed charcoal had a higher reactivity for gasification, combustion, and slow release of VM, which may contribute to the supply of heat and sustaining reactions in the slag phase for a long time.
Kalde et al. [
42] studied the reactivity and combustion behavior of wood produced by hydrothermal carburization (in the form of pellets), torrefaction (in the form of pellets), and pyrolysis as well as non-processed biomass such as palm kernel shells. Based on the obtained results, palm kernel shells were selected for a series of tests in an industrial-scale EAF. A study of reactivity as a function of time eliminated most materials due to a potentially explosive reaction that is possible when introduced into an industrial furnace. Based on the obtained results, palm kernel shells were selected for a series of tests on an industrial scale EAF.
Biochar produced by two different technologies (woody biomass after slow pyrolysis technology at 900 °C, and biochar from woody biomass after fast pyrolysis technology at 400 °C), graphite, coke, and char from tire pyrolysis were studied by Huang et al. [
43]. Carbonaceous materials were characterized in terms of their chemical composition and carbon structure by Raman spectroscopy and XRD analysis. It was shown that materials were in the following microstructural order: graphite > coke > tire char > biochar from woody biomass after slow pyrolysis > biochar from woody biomass after fast pyrolysis technology at 400 °C. Moreover, it was found that the smooth surface of the biochar reduced the foaming of the slag. The interaction between biochar and slag was weak compared to other carbonaceous materials.
The reduction reactions and foaming of the slag in EAF depend not only on the physical and chemical properties of the slag but on the physicochemical properties of the carbon source. Indicators of proximate analysis, reactivity, micropores, and crystallinity show the physical and chemical properties of carbon sources and determine the kinetics of reactions with their participation. The most general indicator of the quality of carbon sources is reactivity, the value of which depends on the ordering of the carbon structure as well as on the proximate analysis indicators.
In this paper, anthracite, calcined petroleum coke, and high-temperature coke were studied as conventional carbon-bearing sources. Two types of biocoke and biochar were selected as alternative carbon-bearing sources. The specific objective was to study the physicochemical and microstructural properties of conventional and non-conventional carbon-bearing sources to assess the requirements of the carbon materials for EAF application.
4. Discussion
The yield of VM of the carbonized carbon materials depends on the processing conditions. It is important to assess the difference in VM yield for biocokes in relation to the other indicators. The highest yield of VM was characterized as biochar (
Table 2). The low ash content of calcined petroleum coke can be explained by the low mineral content of oil and heavy oil residues from oil refining that have been coked. The sulfur content was close to that of other materials. The high ash content of biocoke relative to other materials was due to the high mineral content of the blended coal components. The ash content and VM yield of the studied carbon-bearing sources determined the fixed carbon values. The elemental composition of materials subjected to carbonization depends on the temperature and the initial ratio of the main organic components of coal, oil, and biomass. Calcined petroleum coke had the lowest ash content and the highest carbon content, followed by coke and biocoke. Biochar had the lowest carbon content, with the highest hydrogen content simultaneously. The elemental composition, ash content, and moisture determined the calorific value. Obviously, calcined petroleum coke was characterized by the highest calorific value. Conventional coke and biocokes have similar values, exceeding anthracite and biochar.
A high fixed carbon value is essential for EAF steel production [
35]. Therefore, coke is used as a source of injection carbon as well as calcined petroleum coke and anthracite. However, a high ash content of anthracite and coke (
Table 2) excludes their recarburization, so calcined petroleum coke is therefore preferred. However, calcined petroleum coke, in turn, is a more limited and expensive carbon material than the other studied sources. Biochar has the advantage of a low ash content and practically does not contain sulfur as well as a high amount of hydrogen compared to conventional ones. However, its use is limited as it does not have sufficient fixed carbon (
Table 2). Biocoke (torrefied wood/petroleum coke + charcoal is an alternative source for substituting conventional carbon sources) has enough fixed carbon for use in EAF steel production. However, biocoke is also characterized by a high ash content, and can therefore be proposed for use as a source of injection carbon.
One of the essential parameters for using carbon-bearing sources in EAF is the amount and nature of the minerals, as they potentially have an influence on this process (Cl and K) and on the steel properties (P) [
26]. In the case of K and Cl, their presence can cause corrosion issues in the flue gas section of the EAF.
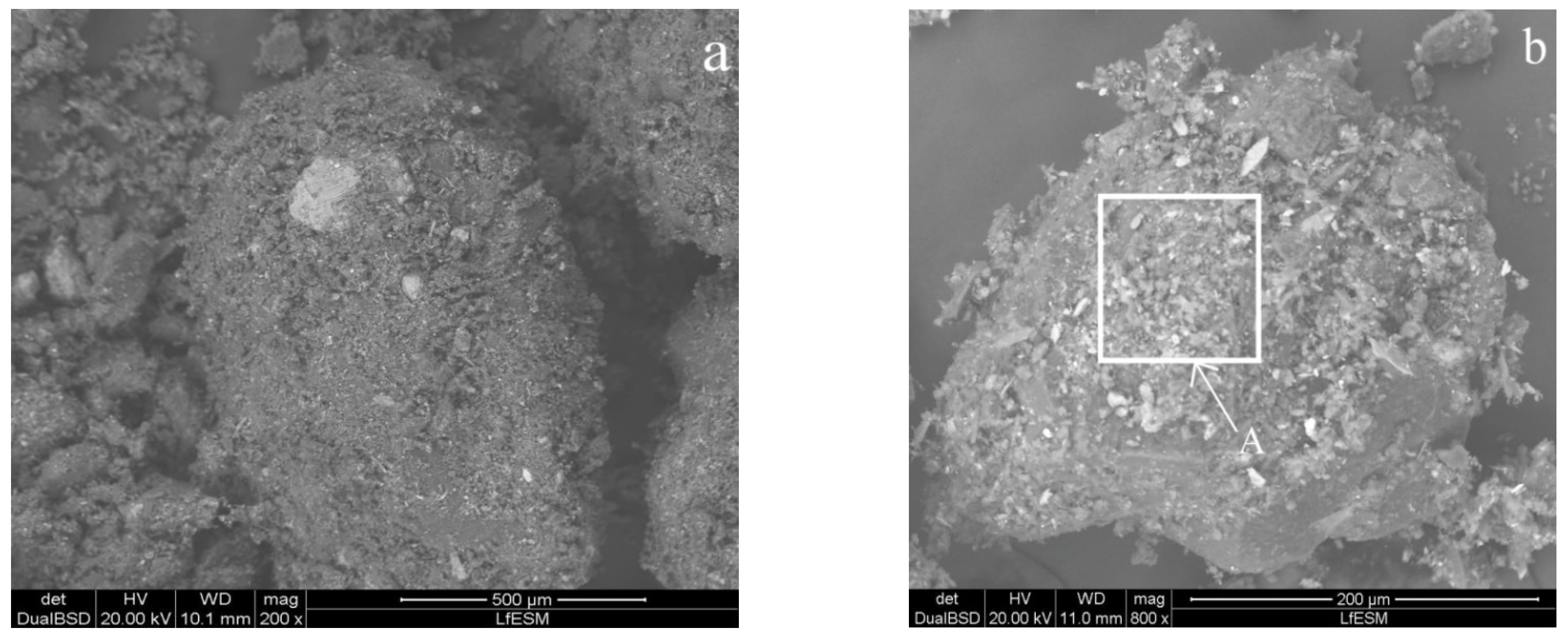
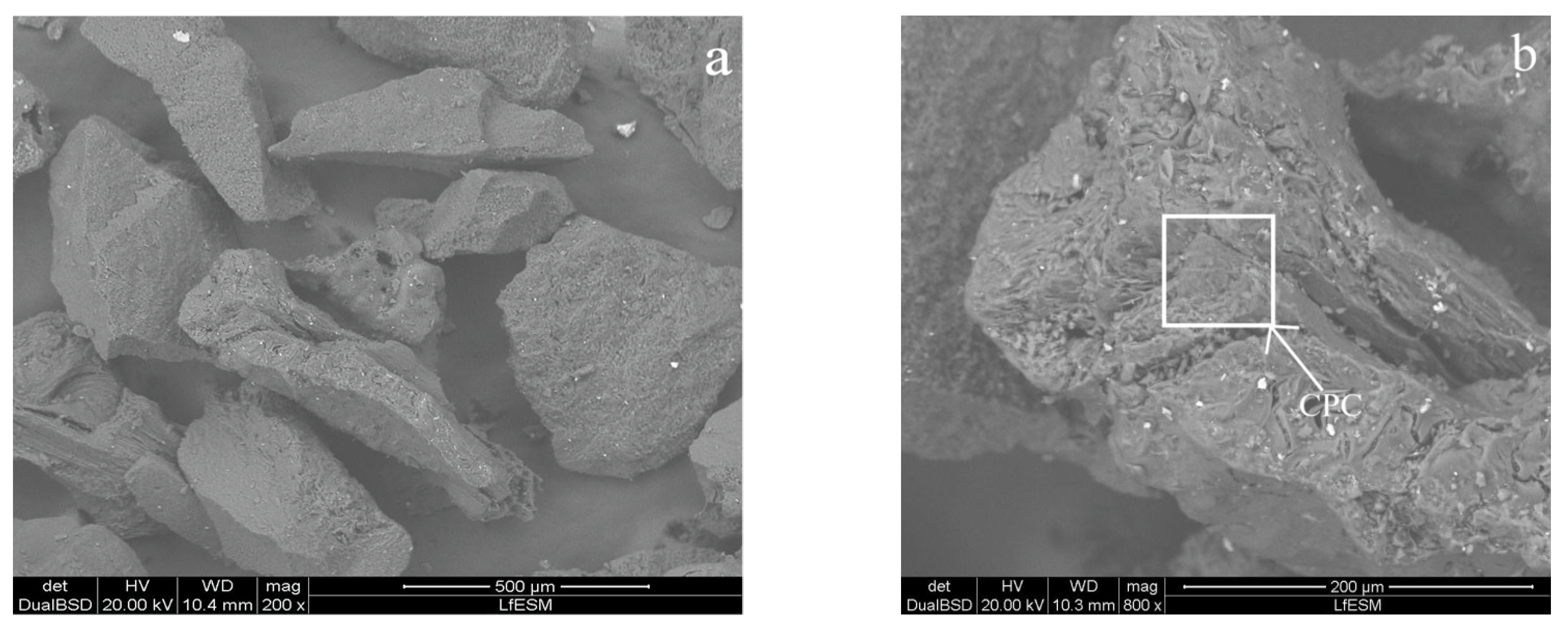
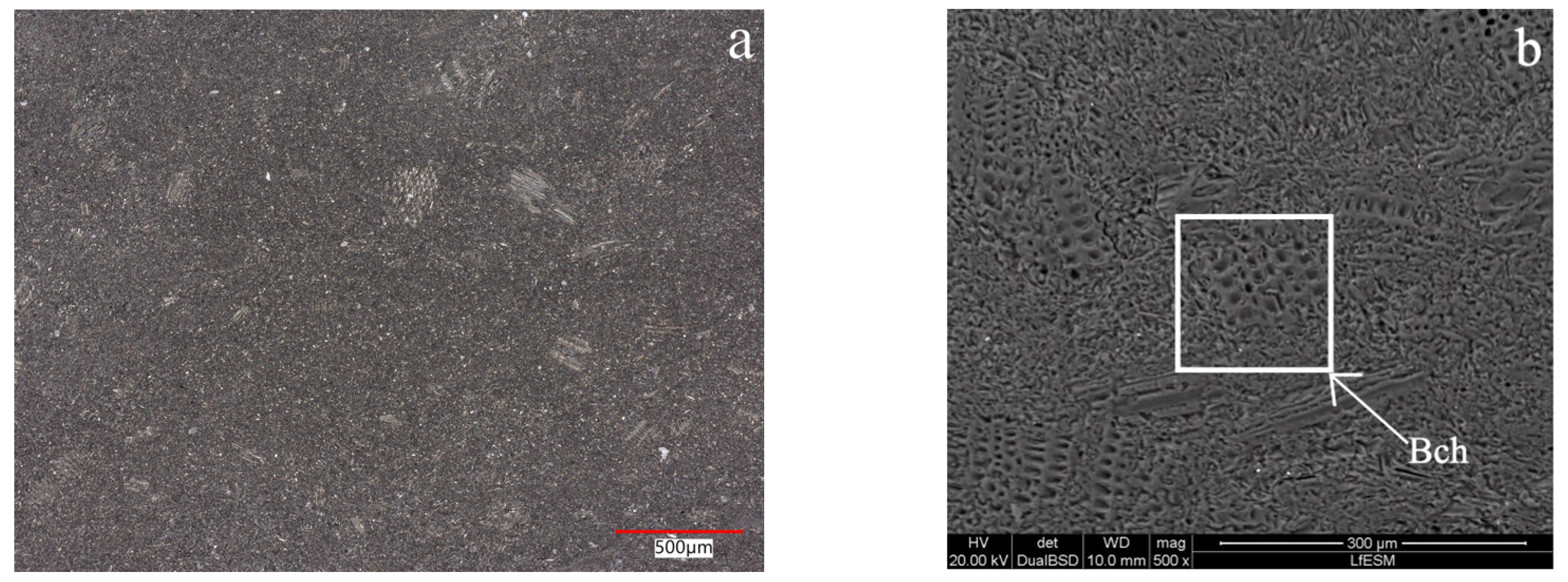
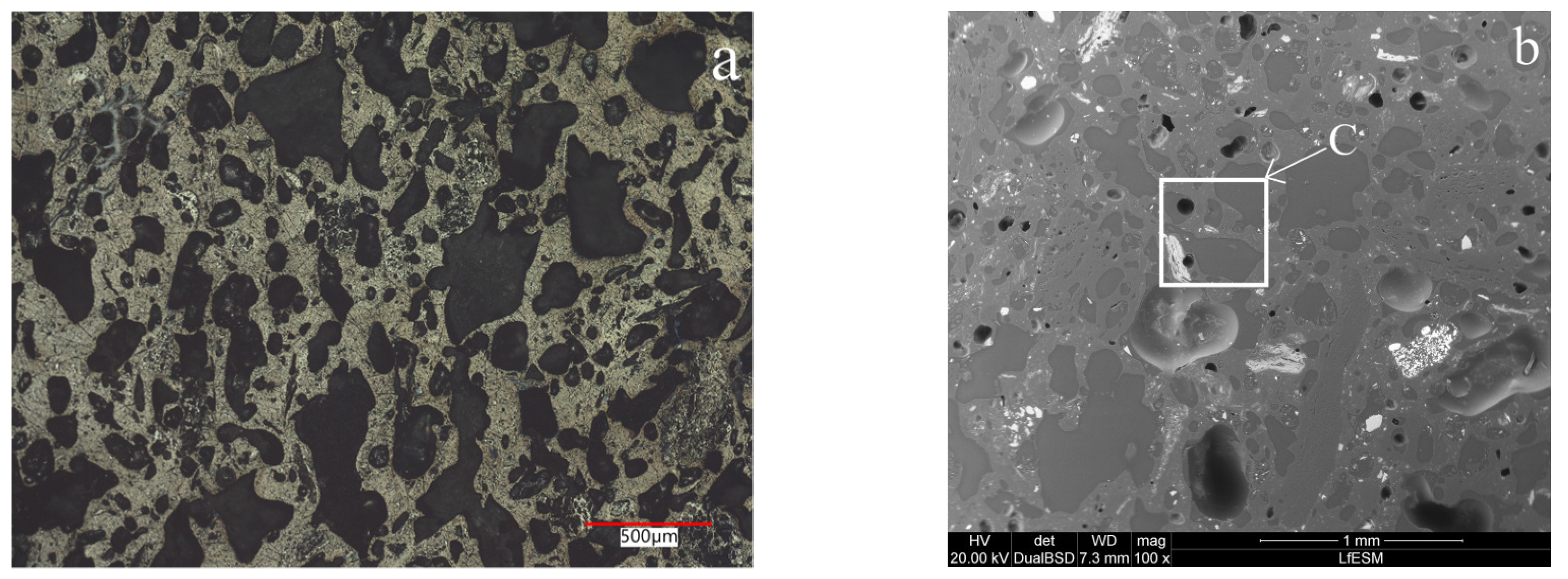
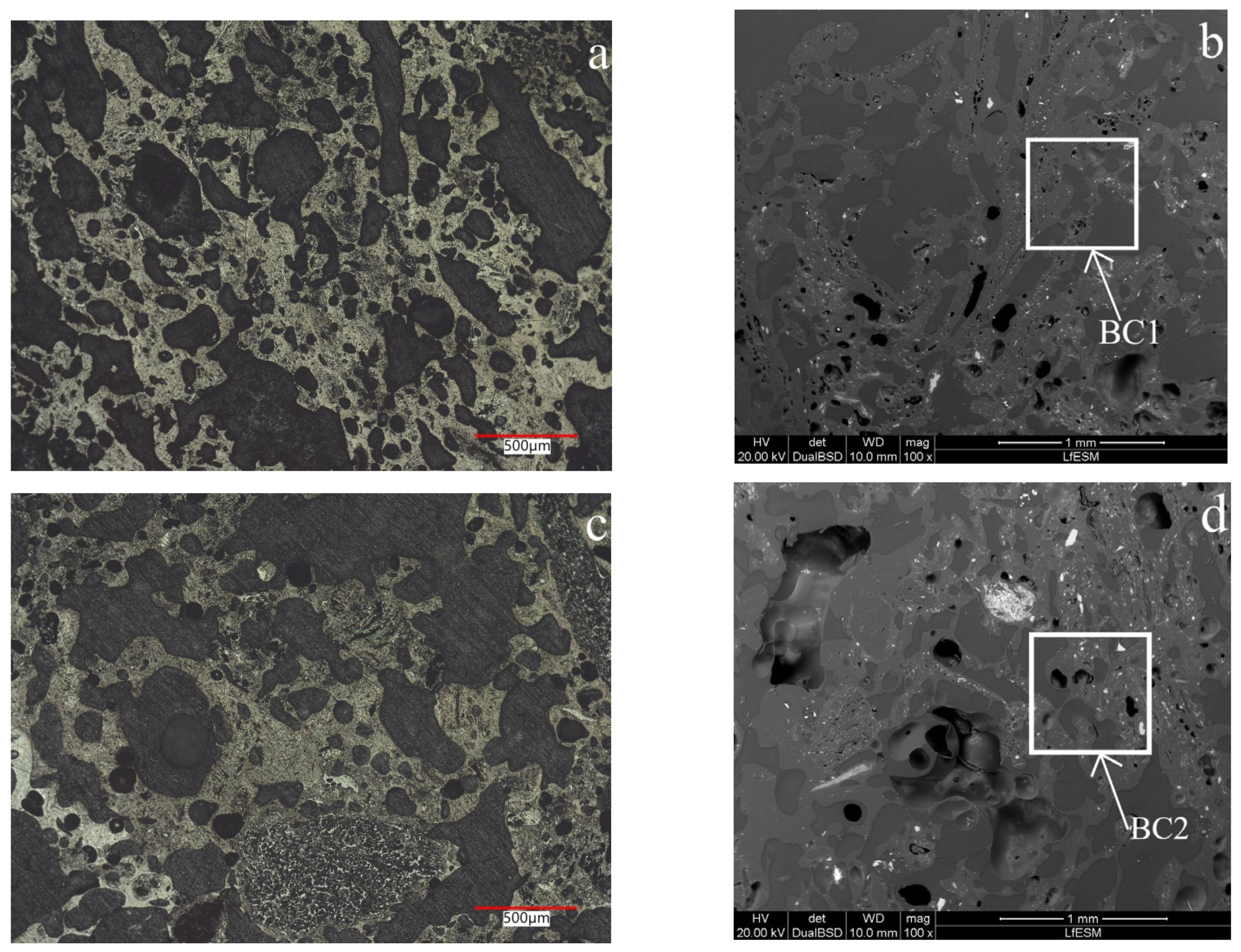
Table 3 shows no significant difference in the ash composition of biocokes. However, BC2 was characterized by a lower content of phosphorus oxide. The lower value of phosphorus oxide for BC2 can be explained by the replacement of a large amount of less phosphorus-containing additives than in the components of the coal blend. The highest ash basicity was for biochar and was determined by the presence of CaO. The low content of CaO in biocokes can be explained by the low content of CaO in the coal blend and the slight influence on the change in CaO from the addition of biomaterials. The other samples had similar small values. The SEM/EDS analysis revealed that typical ash minerals were found in all samples [
43,
56,
57].
The effect of the additive in the biocoke samples did not significantly influence the CRI (
Table 4), as also observed by [
58]. However, the CSR was influenced negatively. A low microstructural ordering might explain the lower CSR values due to an inert additive (3 wt.% torrefied biomass in the case of BC2). CSR was even lower for BC2 than for BC1, reflecting the overall higher amount of additives (3 wt.% charcoal and 3 wt.% petroleum coke) due to the fact that petroleum coke can be considered an inert additive.
The BET SSA of carbon sources is important since the process of interaction first begins along the surface. In addition, high BET SSA values indicate a high porosity of materials, which leads to an increase in the reactivity [
40] of carbon sources, all other things being equal (chemical and structural properties). A mesopore structure characterized all of the studied samples according to the International Union of Pure and Applied Chemistry (IUPAC) definition (
Table 4). Biochar was characterized by the greatest BET SSA value. It is worth noting that the addition of 3 wt.% charcoal and 3 wt.% petroleum coke into BC2 did not significantly affect the BET SSA compared to BC1 with 3 wt.% torrefied biomass.
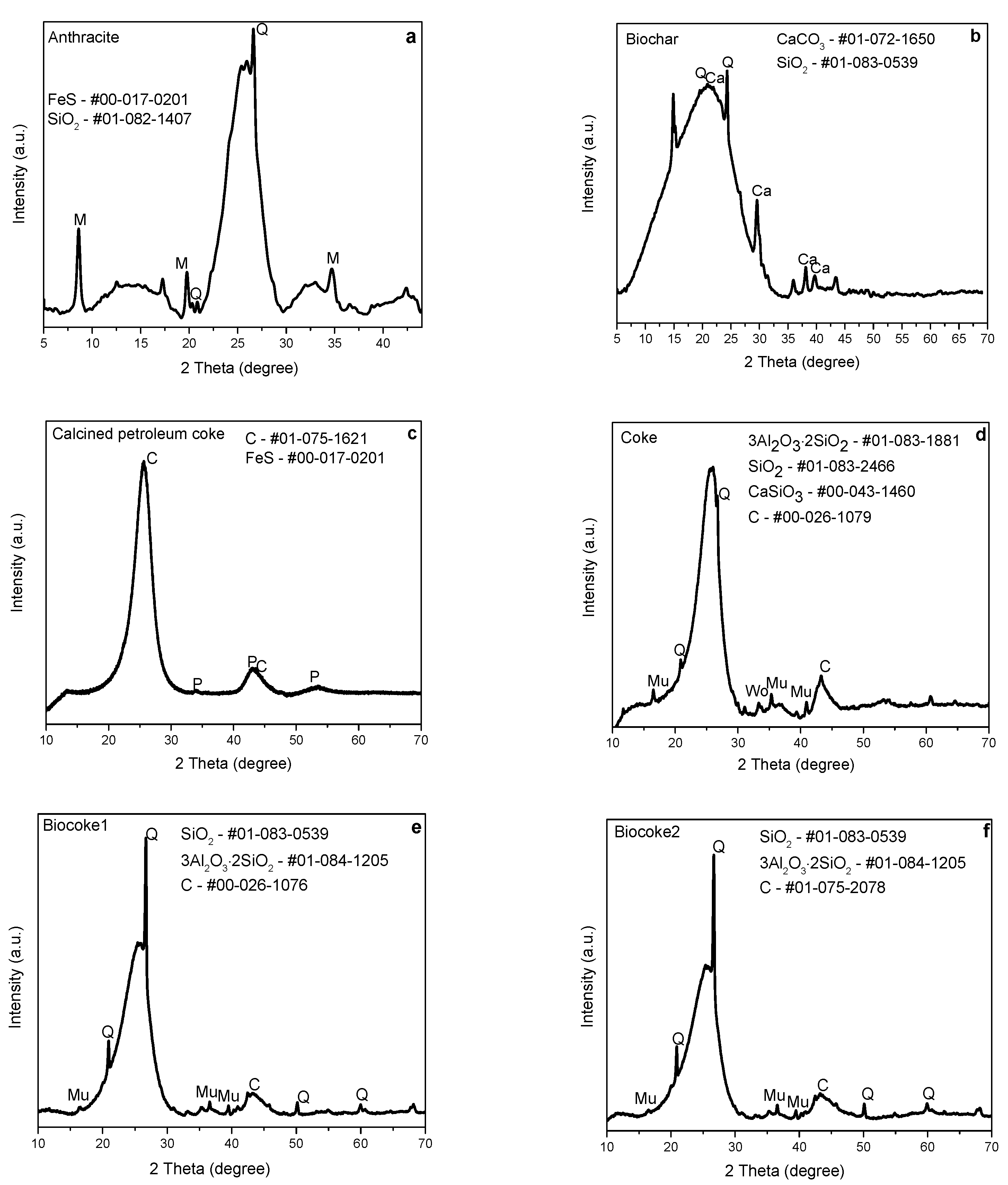
Although d
002 for the four coke samples was approximately the same (
Table 6), the value of L
c was higher for coke. When comparing the BC1 and BC2 samples, 6 wt.% of total additives in BC2 had more effect on the degree of graphitization compared to the sample with 3 wt.% of total additives in BC1. As the XRD analysis results showed, after coking the blend to obtain BC1, the best ordering of the structure was observed compared to BC2. Additional confirmation was the lower CRI value, which was consistent with the results in
Table 4. In addition, it was noticed that anthracite had a more ordered carbon structure and larger crystallite size compared to carbon sources that had been artificially ordered by carbonization. Similar results and conclusions regarding the microstructural ordering of anthracite and coke have been shown in [
59,
60].
It can be summarized that the amount of disordered carbon structure increases in the following order: C < CPC ~ BC1 < BC2 < Bch (
Figure 8) excluding anthracite, as it is a naturally ordered carbon material compared to the other four samples subjected to carbonization.
As can be seen from the results above, conventional high-temperature coke is a more ordered material than other studied materials ordered by carbonization (
Table 7). When comparing the microstructural ordering between BC1 and BC2, in BC1, the total amount of the additive is a more ordered carbon material, which is consistent with the results of the XRD analysis.
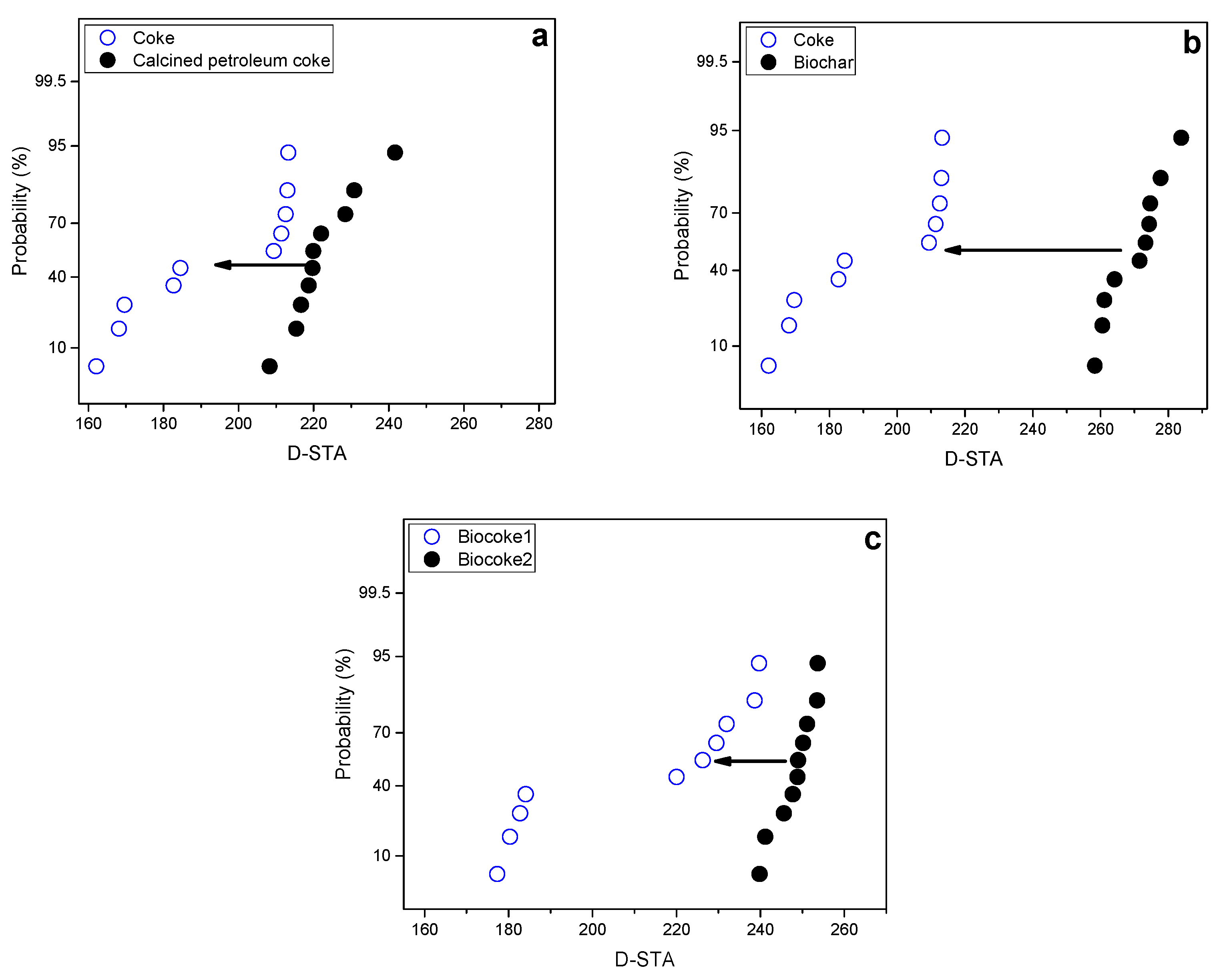
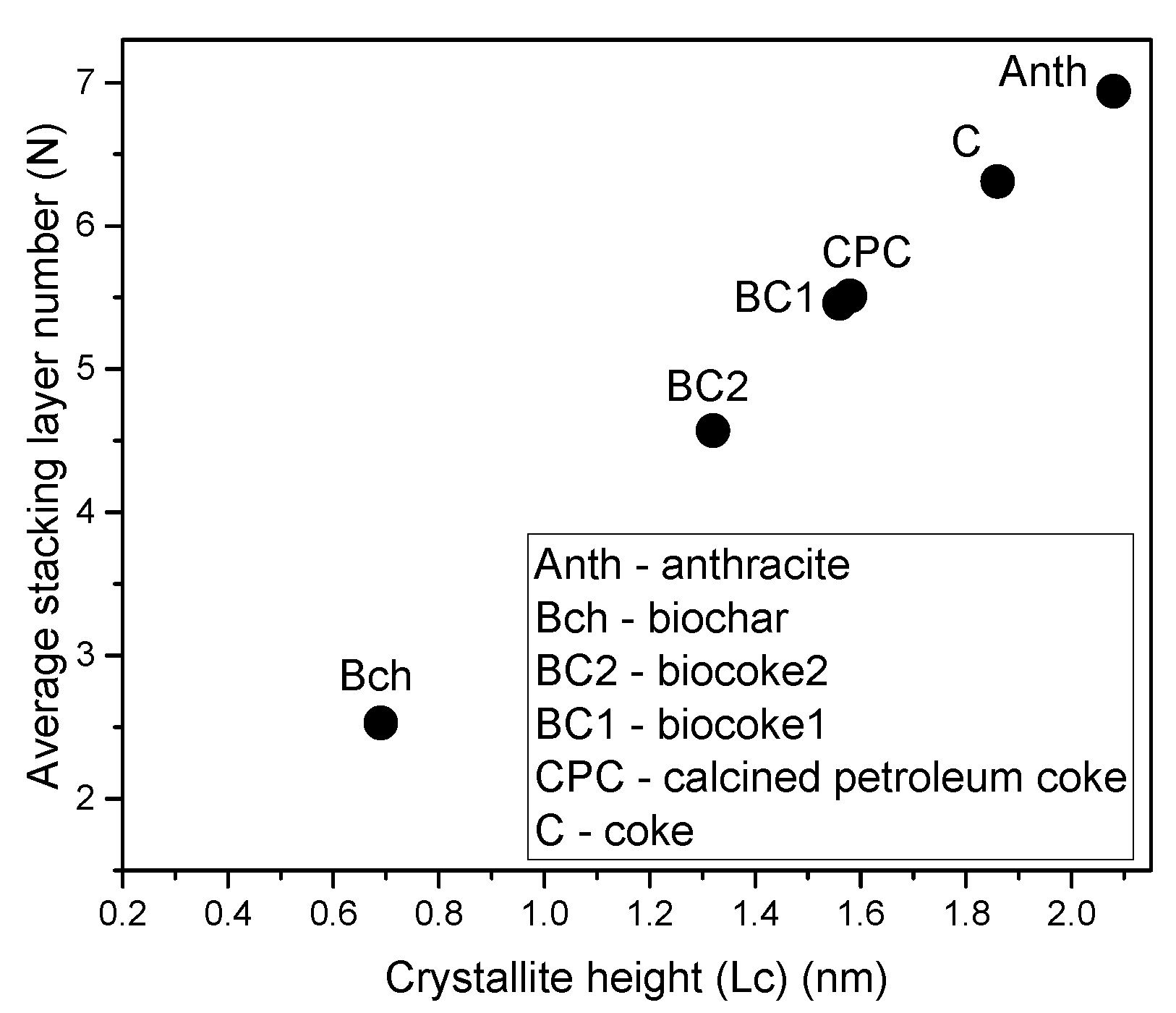
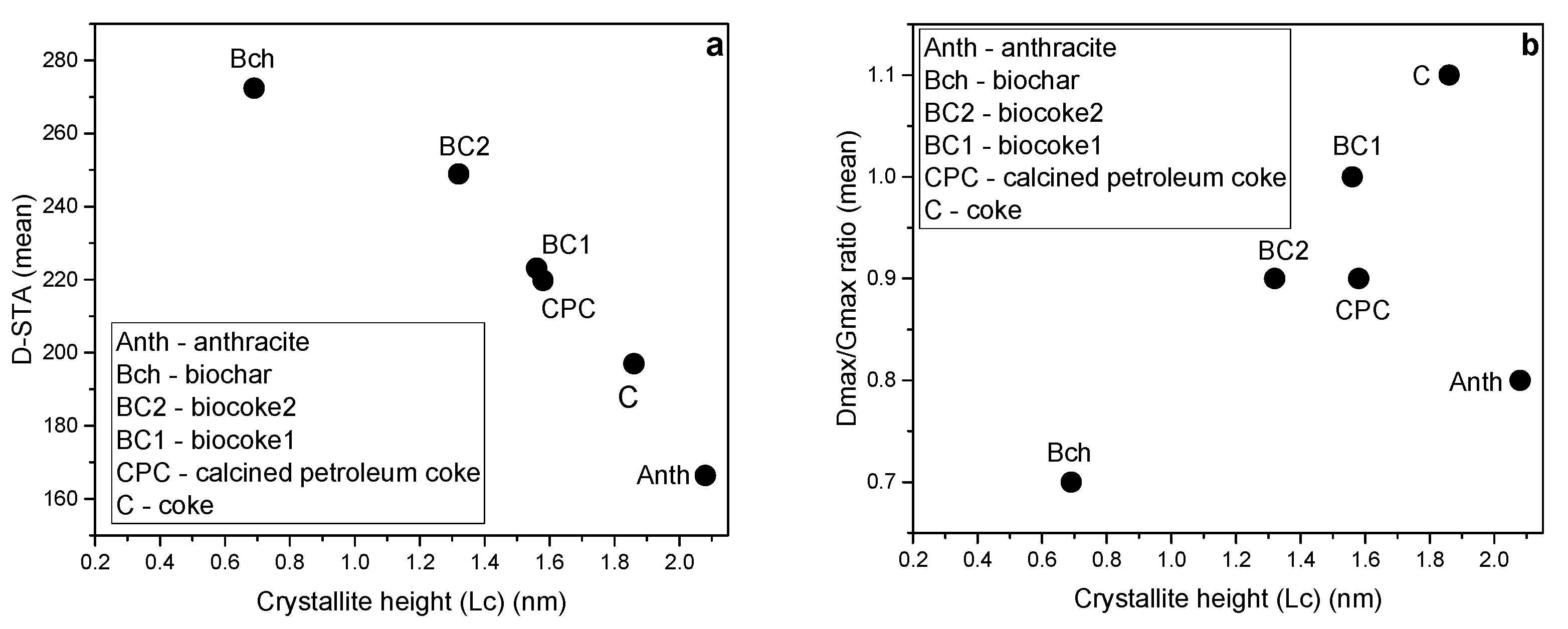
According to
Figure 9a, the higher the L
c, the lower the D-STA value, which characterizes the carbon material as more ordered, and this relationship showed the order: Bch < BC2 < BC1 ~ CPC < C.
Figure 9b shows the relationship between L
c and the Dmax/Gmax ratio (mean). The Dmax/Gmax ratio increased in the order of C > BC1 > CPC = BC2 > Bch, indicating increasingly growing aromatic layers that develop a local molecular orientation.
It can be summarized that the carbonization of biochar is an essential condition to improve its properties and the possibility of its further use. Regarding ordering, the biocoke samples were less ordered materials than coke and calcined petroleum coke.
Generally, coke is the most common metallurgical carbon source. However, for EAFs, coke is used, which is obtained according to the requirements of the BF process, namely with low reactivity and high strength.
During the smelting process, the carbon source should have certain reactivity, which can be on the same level as conventional carbon sources or those more reactive. Therefore, the use of biocoke for EAFs can have a number of advantages, namely, increased reactivity, reduced ash content (due to lower ash content of biomaterials), sulfur content, high strength, and reduced GHG emissions with other indicators that are not inferior to conventional coke (for instance, volatile matter, fixed carbon). In the case of using coke for EAFs, quality characteristics more suitable for BF production than for EAF have to be considered.
Thus, biocoke can be considered as a promising option to replace conventional carbon sources since biomass/charcoal additives have less effect on changing the properties of coke while reducing the ash content and sulfur content, and the volatile matter can be on a level with conventional coke since this parameter depends on the severity of carbonization. In the case of biocoke, achieving high values of fixed carbon content at the same level as coke is possible. It has been established that up to 5 wt.% bio-additives can be used to replace coal in the production of biocoke without a significant deterioration in the reactivity [
61]. Compared to biochar, it is a less reactive and more mechanically strong material.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}