
The Assessment of the Transversal Rupture Strength (TRS) and Hardness of WC-Co Specimens Made via Additive Manufacturing and Sinter-HIP


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
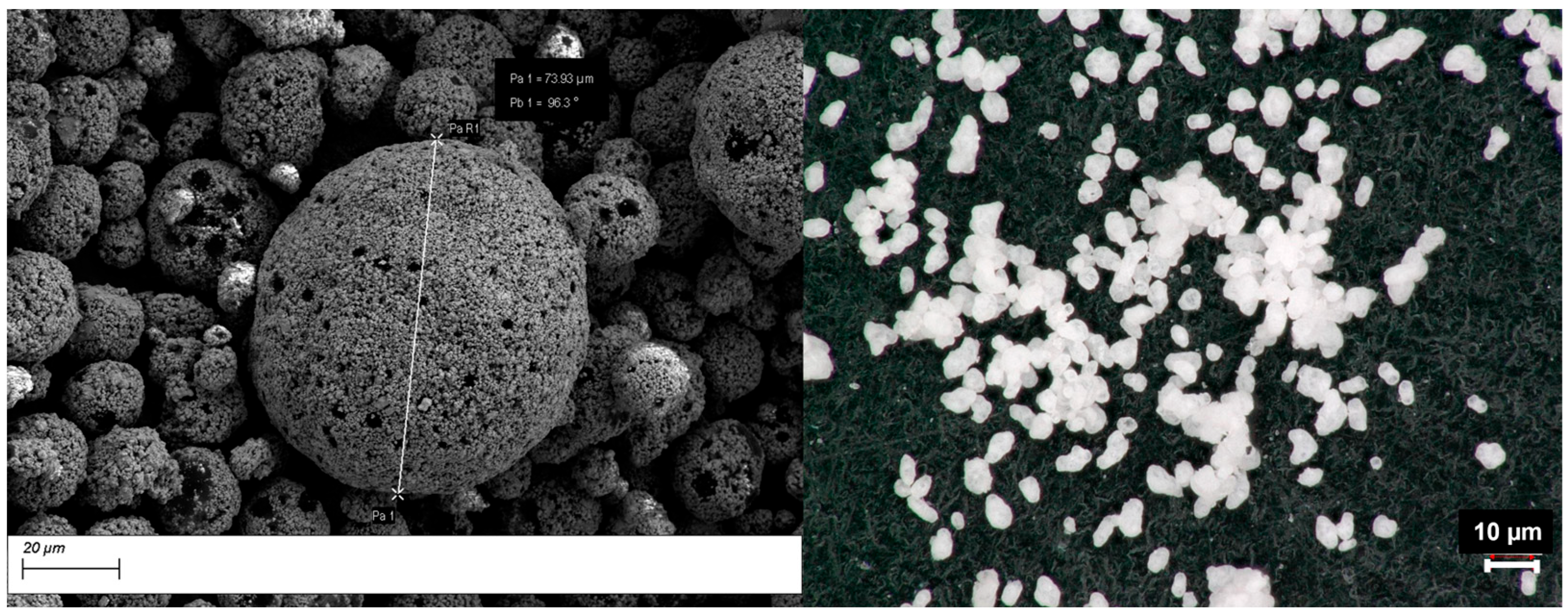
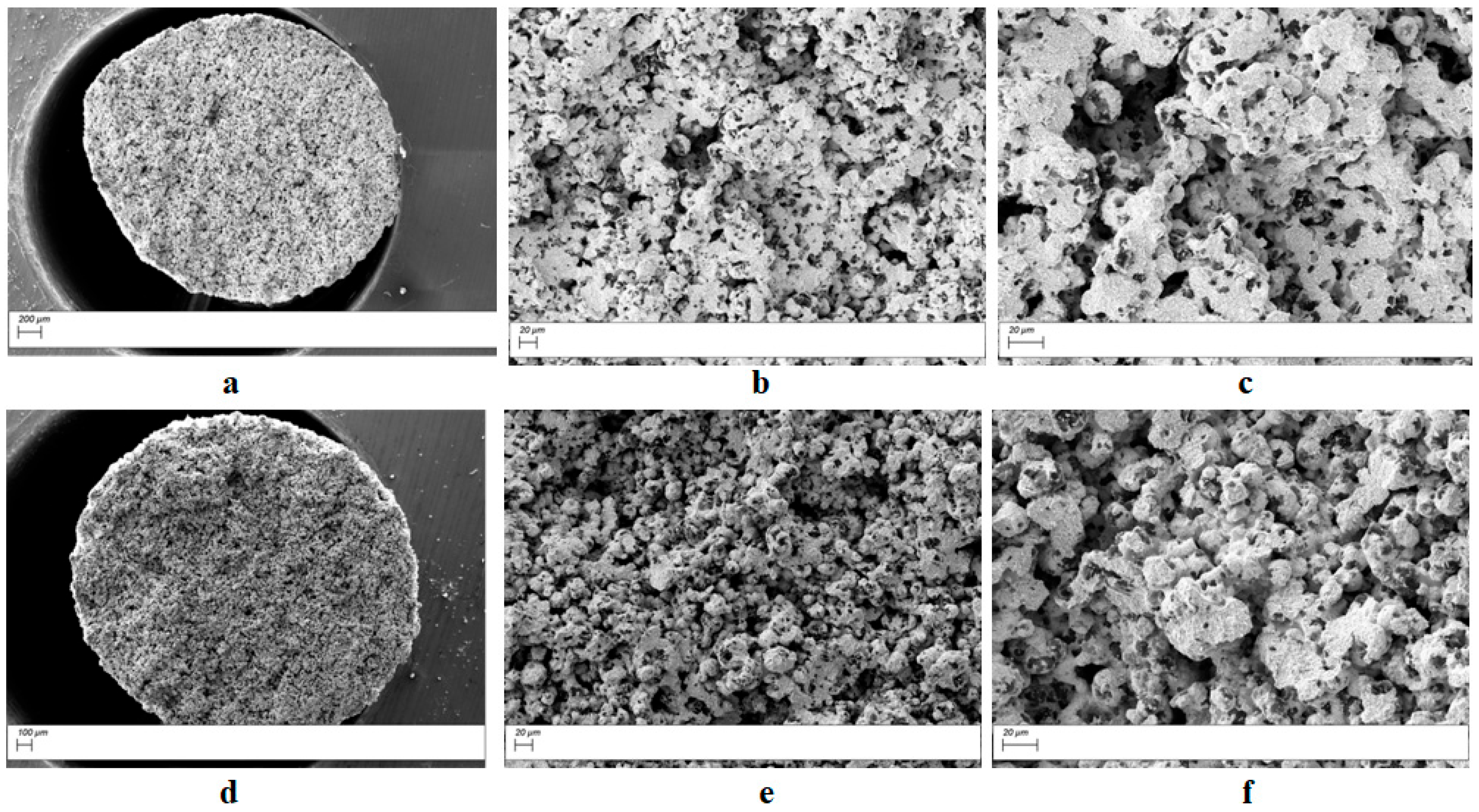
3.1. Investigation of the Printed and Sintered WC-Co Specimens
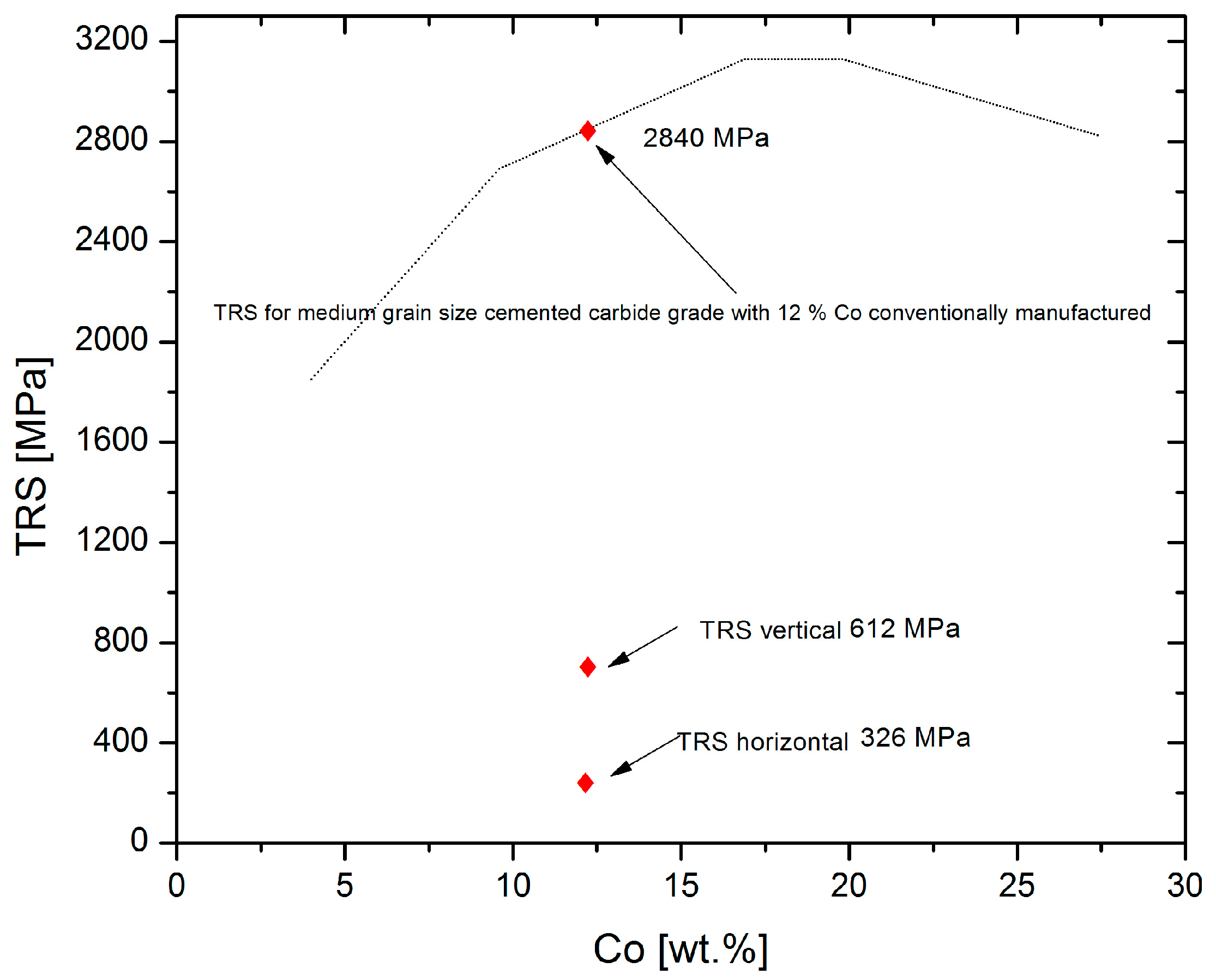
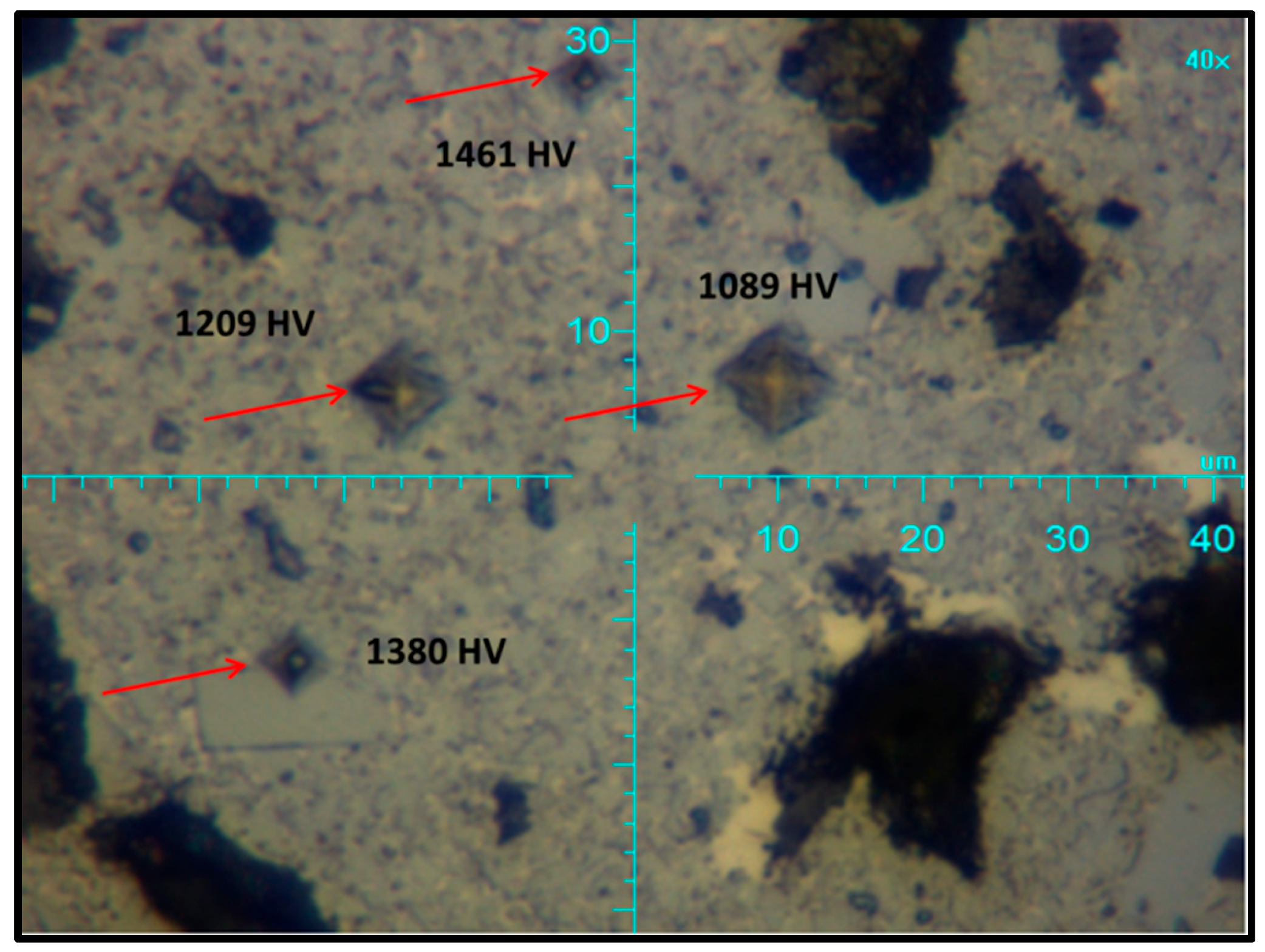
3.2. Mechanical Properties of the Printed and Sintered WC-Co Specimens
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bricín, D.; Ackermann, M.; Jansa, Z.; Kubátová, D.; Kříž, A.; Špirit, Z.; Šafka, J. Development of the Structure of Cemented Carbides during Their Processing by SLM and HIP. Metals 2020, 10, 1477. [Google Scholar] [CrossRef]
- Fang, S.; Salán, N.; Pauly, C.; Llanes, L.; Mücklich, F. Critical Assessment of Two-Dimensional Methods for the Microstructural Characterization of Cemented Carbides. Metals 2022, 12, 1882. [Google Scholar] [CrossRef]
- Sarin, V.K. Comprehensive Hard Materials. In Hardmetals; Mari, D., Llanes, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 1–100. [Google Scholar]
- Lee, H.C.; Gurland, J. Hardness and deformation of cemented tungsten carbide. Mater. Sci. Eng. 1978, 33, 125–133. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Gridin, W. Investigation on Additive Manufacturing of Tungsten Carbide-cobalt by Selective Laser Melting. Procedia CIRP 2015, 35, 8–15. [Google Scholar] [CrossRef]
- Kurlov, A.S.; Gusev, A.I. Tungsten Carbides and W-C Phase Diagram. Inorg. Mater. 2006, 42, 121–127. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology. Int. J. Refract. Met. Hard Mater. 2017, 71, 28–35. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C. Wear properties of sintered WC-12%Co processed via Binder Jet 3D Printing (BJ3DP). Int. J. Refract. Met. Hard Mater. 2018, 78, 228–232. [Google Scholar] [CrossRef]
- Deckers, J.; Shahzad, K.; Vleugels, J.; Kruth, J.P. Isostatic pressing assisted indirect selective laser sintering of alumina components. Rapid Prototyp. J. 2012, 18, 409–419. [Google Scholar] [CrossRef]
- Liu, K.; Shi, Y.; He, W.; Li, C.; Wei, Q.; Liu, J. Densification of alumina components via indirect selective laser sintering combined with isostatic pressing. Int. J. Adv. Manuf. Technol. 2013, 67, 2511–2519. [Google Scholar] [CrossRef]
- Liu, K.; Sun, H.; Shi, Y.; Liu, J.; Zhang, S.; Huang, S.; Wang, M. Research on selective laser sintering of Kaolin-epoxy resin ceramic powders combined with cold isostatic pressing and sintering. Ceram. Int. 2016, 42, 10711–10718. [Google Scholar] [CrossRef]
- Yan, C.Z.; Shi, Y.S.; Yang, J.S.; Liu, J.H. Preparation and selective laser sintering of nylon-coated metal powders for the indirect SLS process. Rapid Prototyp. J. 2008, 5, 355–360. [Google Scholar] [CrossRef]
- Shahzad, K.; Deckers, J.; Zhang, Z.; Kruth, J.P.; Vleugels, J. Additive manufacturing of zirconia parts by indirect selective laser sintering. J. Mater. Process. Technol. 2014, 34, 81–89. [Google Scholar] [CrossRef]
- Shahzad, K.; Deckers, J.; Kruth, J.P.; Vleugels, J. Additive manufacturing of alumina parts by indirect selective laser sintering and post processing. J. Mater. Process. Technol. 2013, 213, 1484–1494. [Google Scholar] [CrossRef]
- Jucan, O.D.; Gădălean, R.V.; Chicinaş, H.F.; Hering, M.; Bâlc, N.; Popa, C.O. Study on the indirect selective laser sintering (SLS) of WC-Co/PA12 powders for the manufacturing of cemented carbide parts. Int. J. Refract. Met. Hard Mater. 2020, 96, 105498. [Google Scholar] [CrossRef]
- Heng, S.Y.; Muhamad, N.; Sulong, A.B.; Fayyaz, A.; Amin, S.Y.M. Effect of sintering temperature on the mechanical and physical properties of WC–10%Co through micro-powder injection molding (μPIM). Ceram. Int. 2013, 39, 4457–4464. [Google Scholar] [CrossRef]
- Chicinaș, H.-F.; Márton, L.-E.; Jucan, O.D. Granulated WC-Co obtained by spray drying from aqueous suspensions. Int. J. Refract. Met. Hard Mater. 2023, 114, 106250. [Google Scholar] [CrossRef]
- Xiang, Z.; Li, Z.; Chang, F.; Dai, P. Effect of Heat Treatment on the Microstructure and Properties of Ultrafine WC–Co Cemented Carbide. Metals 2019, 9, 1302. [Google Scholar] [CrossRef]
- Fabijanić, T.A.; Jakovljević, S.; Franz, M.; Jeren, I. Influence of Grain Growth Inhibitors and Powder Size on the Properties of Ultrafine and Nanostructured Cemented Carbides Sintered in Hydrogen. Metals 2016, 6, 198. [Google Scholar] [CrossRef]
- Understanding Cemented Carbides; Sandvik: Stockholm, Sweden. Available online: https://www.home.sandvik/ (accessed on 2 November 2022).
- Straumal, B.; Konyashin, I. WC-Based Cemented Carbides with High Entropy Alloyed Binders: A Review. Metals 2023, 13, 171. [Google Scholar] [CrossRef]
- Naughton-Duszová, A.; Csanádi, T.; Sedlák, R.; Hvizdoš, P.; Dusza, J. Small-Scale Mechanical Testing of Cemented Carbides from the Micro- to the Nano-Level: A Review. Metals 2019, 9, 502. [Google Scholar] [CrossRef]
- Chen, C.; Huang, B.; Liu, Z.; Li, Y.; Zou, D.; Liu, T.; Chang, Y.; Chen, L. Additive manufacturing of WC-Co cemented carbides: Process, microstructure, and mechanical properties. Addit. Manuf. 2023, 63, 103410. [Google Scholar] [CrossRef]
- Gădălean, R.V.; Jucan, O.D.; Chicinaş, H.; Bâlc, N.; Popa, C.O. Additive Manufacturing of WC-Co by Indirect Selective Laser Sintering (SLS) using High Bulk Density Powders. Arch. Metall. Mater. 2022, 67, 577–585. [Google Scholar] [CrossRef]
- Prichard, P.D.; Wang, Z.; Miyanaji, H. Microstructural Development in Binder Jet Additive Manufacturing of WC-Co. In Proceedings of the 20th Plansee Seminar, Reutte, Austria, 30 May–3 June 2022. [Google Scholar]
- Wolfe, T.; Shah, R.; Prough, K.; Trasorras, J. Binder Jetting 3D Printed Cemented Carbide: Mechanical and Wear Properties of Medium and Coarse Grades. Int. J. Refract. Met. Hard Mater. 2023, 113, 106197. [Google Scholar] [CrossRef]
- German, R.M.; Suri, P.; Park, S.J. Review: Liquid phase sintering. J. Mater. Sci. 2008, 44, 1–39. [Google Scholar] [CrossRef]
- Headmade Materials. Available online: https://www.headmade-materials.de/en/ (accessed on 16 May 2023).
- Guan, Z.; Tian, H.; Li, N.; Long, J.; Zhang, W.; Du, Y. High-accuracy reliability evaluation for the WC–Co-based cemented carbides assisted by machine learning. Ceram. Int. 2023, 49, 613–624. [Google Scholar] [CrossRef]
- He, M.; Zheng, X.; Tian, H.; Mao, H.; Du, Y. Residual thermal stress, fracture toughness, and hardness in WC-Co cemented carbide: Finite element simulation and experimental verification. J. Mater. Res. Technol. 2022, 21, 2445–2454. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ρgreen [%] | ρvacuum-sintered [%] | ρsinter-HIP [%] | Ms [gsscm3/g] | Hc [Oe] | Shrinkage [%] | % Free Co |
|---|---|---|---|---|---|---|
| 15 | 61.3 | 66 | 217 | 148 | 43 | 10.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jucan, O.-D.; Gădălean, R.-V.; Chicinaş, H.-F.; Bâlc, N.; Popa, C.-O. The Assessment of the Transversal Rupture Strength (TRS) and Hardness of WC-Co Specimens Made via Additive Manufacturing and Sinter-HIP. Metals 2023, 13, 1051. https://doi.org/10.3390/met13061051
Jucan O-D, Gădălean R-V, Chicinaş H-F, Bâlc N, Popa C-O. The Assessment of the Transversal Rupture Strength (TRS) and Hardness of WC-Co Specimens Made via Additive Manufacturing and Sinter-HIP. Metals. 2023; 13(6):1051. https://doi.org/10.3390/met13061051
Chicago/Turabian StyleJucan, Ovidiu-Darius, Rareş-Vasile Gădălean, Horea-Florin Chicinaş, Nicolae Bâlc, and Cătălin-Ovidiu Popa. 2023. "The Assessment of the Transversal Rupture Strength (TRS) and Hardness of WC-Co Specimens Made via Additive Manufacturing and Sinter-HIP" Metals 13, no. 6: 1051. https://doi.org/10.3390/met13061051
APA StyleJucan, O. -D., Gădălean, R. -V., Chicinaş, H. -F., Bâlc, N., & Popa, C. -O. (2023). The Assessment of the Transversal Rupture Strength (TRS) and Hardness of WC-Co Specimens Made via Additive Manufacturing and Sinter-HIP. Metals, 13(6), 1051. https://doi.org/10.3390/met13061051