
Microstructural and Mechanical Behavior Investigations of Nb-Reinforced Mg–Sn–Al–Zn–Mn Matrix Magnesium Composites

 ,
,  ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- ⮚
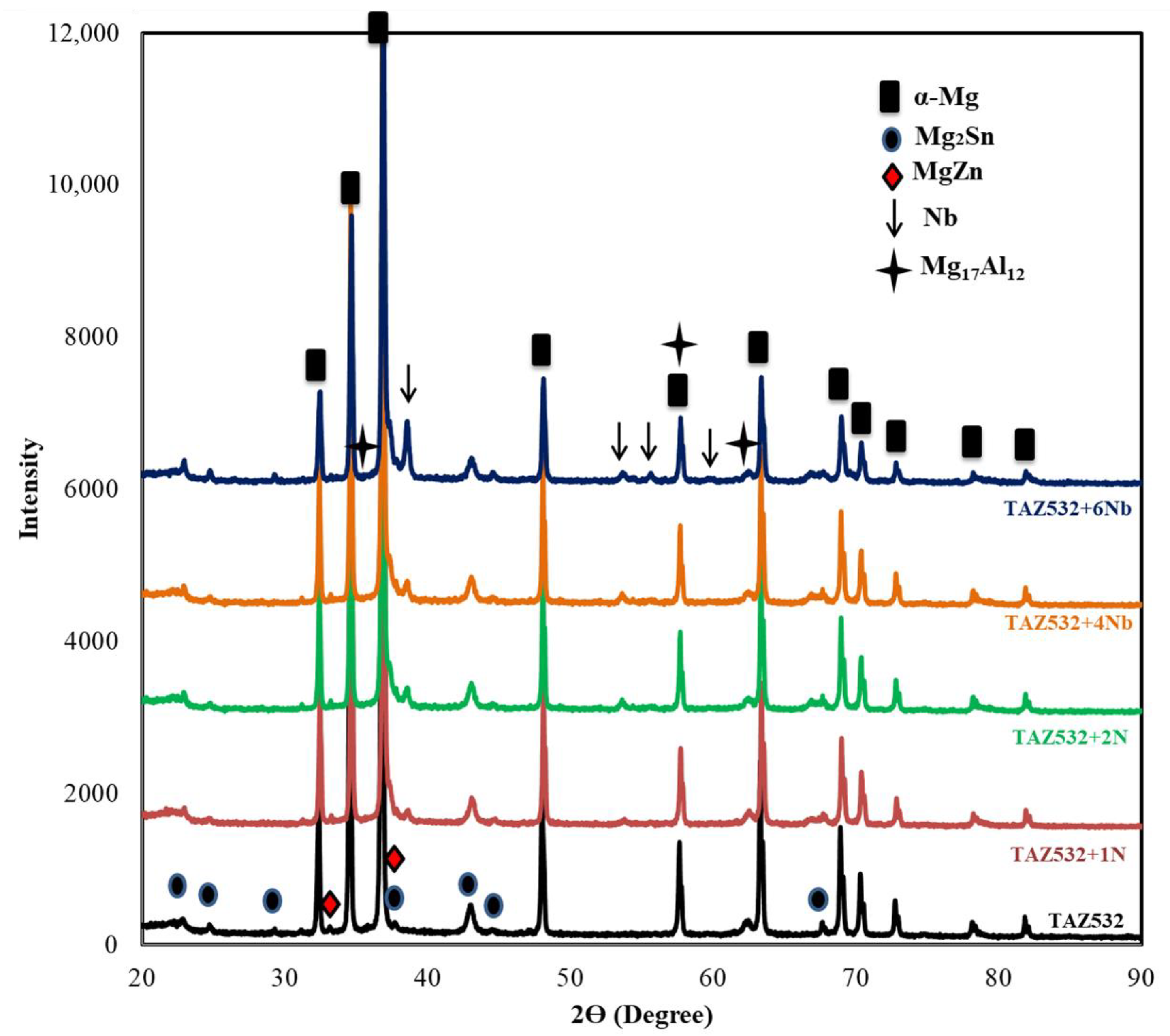
- The X-ray diffraction (XRD) analysis confirmed the presence of α-Mg, Mg2Sn, and Mg17Al12 phases in all composite samples, while the Nb phase was observed only in specimens with Nb reinforcement. The intensity of Nb-related peaks increased with higher Nb reinforcement ratios, reaching the highest values in samples with a weight ratio of 6 wt.% Nb addition.
- ⮚
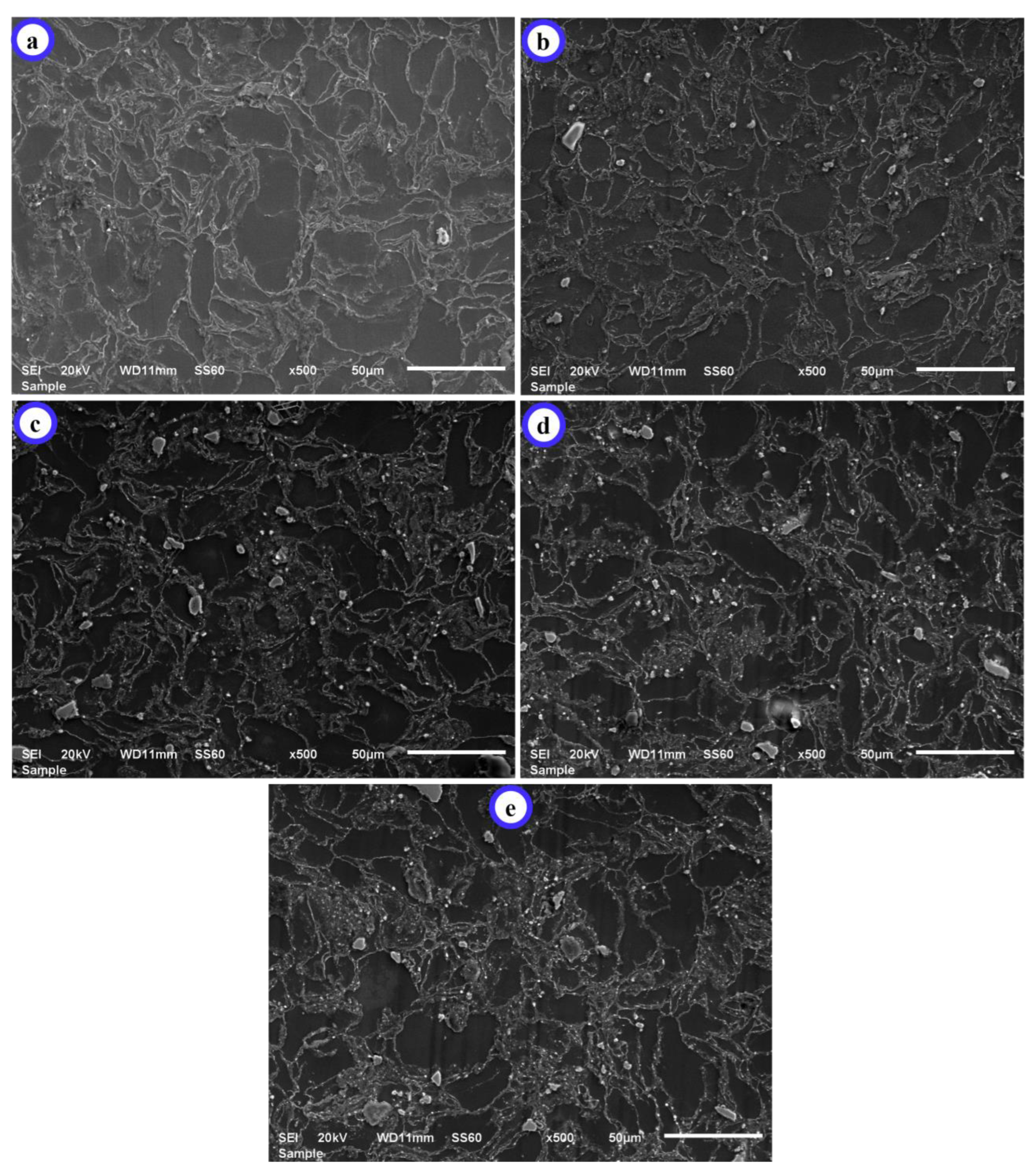
- Theoretical and measured density values showed an increasing trend with an increasing reinforcement ratio. The relative density values of the composite samples exceeded the 95% threshold, indicating successful sintering. Scanning electron microscopy (SEM) images revealed a highly dense microstructure without any pore structures. The Nb reinforcement particles were uniformly distributed along the grain boundaries, effectively preventing grain growth. Complete wetting between the matrix alloy and Nb particles was achieved, attributed to the use of Mg alloy as the matrix.
- ⮚
- Energy-dispersive spectroscopy (EDS) analysis confirmed the presence of Nb in the composite samples, with the obtained ratios closely matching the added ratios during production. The microhardness values increased with the addition of Nb reinforcement, as the harder Nb particles contributed to the overall hardness of the composites.
- ⮚
- Tensile testing showed that the tensile strength values improved significantly with increasing Nb addition, while the elongation values increased up to a certain Nb reinforcement level. The increased Nb reinforcement ratio and sample densities played a crucial role in enhancing the tensile strength properties.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Z.; Khajepour, A.; Song, J. A Comprehensive Review of the Key Technologies for Pure Electric Vehicles. Energy 2019, 182, 824–839. [Google Scholar] [CrossRef]
- Borowski, P. Digitization, Digital Twins, Blockchain, and Industry 4.0 as Elements of Management Process in Enterprises in the Energy Sector. Energies 2021, 14, 1885. [Google Scholar] [CrossRef]
- Tran, M.-K.; Akinsanya, M.; Panchal, S.; Fraser, R.; Fowler, M. Design of a Hybrid Electric Vehicle Powertrain for Performance Optimization Considering Various Powertrain Components and Configurations. Vehicles 2020, 3, 20–32. [Google Scholar] [CrossRef]
- Alfattani, R.; Yunus, M.; Mohamed, A.F.; Alamro, T.; Hassan, M.K. Assessment of the Corrosion Behavior of Friction-Stir-Welded Dissimilar Aluminum Alloys. Materials 2021, 15, 260. [Google Scholar] [CrossRef] [PubMed]
- Abazari, S.; Shamsipur, A.; Bakhsheshi-Rad, H.R.; Ismail, A.F.; Sharif, S.; Razzaghi, M.; Ramakrishna, S.; Berto, F. Carbon Nanotubes (CNTs)-Reinforced Magnesium-Based Matrix Composites: A Comprehensive Review. Materials 2020, 13, 4421. [Google Scholar] [CrossRef]
- Ercetin, A. A Novel Mg-Sn-Zn-Al-Mn Magnesium Alloy with Superior Corrosion Properties. Metall. Res. Technol. 2021, 118, 504. [Google Scholar] [CrossRef]
- Sharma, S.K.; Saxena, K.K.; Malik, V.; Mohammed, K.A.; Prakash, C.; Buddhi, D.; Dixit, S. Significance of Alloying Elements on the Mechanical Characteristics of Mg-Based Materials for Biomedical Applications. Crystals 2022, 12, 1138. [Google Scholar] [CrossRef]
- Prasad, S.V.S.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The Role and Significance of Magnesium in Modern Day Research-A Review. J. Magnes. Alloy. 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Radha, R.; Sreekanth, D. Insight of Magnesium Alloys and Composites for Orthopedic Implant Applications—A Review. J. Magnes. Alloy. 2017, 5, 286–312. [Google Scholar] [CrossRef]
- Korgiopoulos, K.; Langelier, B.; Pekguleryuz, M. Mg17Al12 Phase Refinement and the Improved Mechanical Performance of Mg–6Al Alloy with Trace Erbium Addition. Mater. Sci. Eng. A 2021, 812, 141075. [Google Scholar] [CrossRef]
- Liu, S.; Guo, H. Influence of Heat Treatment on Microstructure and Mechanical Properties of AZ61 Magnesium Alloy Prepared by Selective Laser Melting (SLM). Materials 2022, 15, 7067. [Google Scholar] [CrossRef]
- Zhou, P.; Wang, H.; Nie, H.; Cheng, W.; Niu, X.; Wang, Z.; Liang, W. Effect of ECAP Temperature on Precipitation and Strengthening Mechanisms of Mg–9Al–1Si Alloys. J. Mater. Res. 2018, 33, 1822–1829. [Google Scholar] [CrossRef]
- Razzaghi, M.; Mirzadeh, H.; Emamy, M. Unraveling the Effects of Zn Addition and Hot Extrusion Process on the Microstructure and Mechanical Properties of As-Cast Mg–2Al Magnesium Alloy. Vacuum 2019, 167, 214–222. [Google Scholar] [CrossRef]
- El Mahallawy, N.; Ahmed Diaa, A.; Akdesir, M.; Palkowski, H. Effect of Zn Addition on the Microstructure and Mechanical Properties of Cast, Rolled and Extruded Mg-6Sn-XZn Alloys. Mater. Sci. Eng. A 2017, 680, 47–53. [Google Scholar] [CrossRef]
- Ercetin, A. Application of the Hot Press Method to Produce New Mg Alloys: Characterization, Mechanical Properties, and Effect of Al Addition. J. Mater. Eng. Perform. 2021, 30, 4254–4262. [Google Scholar] [CrossRef]
- Lei, B.; Dong, Z.; Yang, Y.; Jiang, B.; Yuan, M.; Yang, H.; Wang, Q.; Huang, G.; Song, J.; Zhang, D.; et al. Influence of Zn on the Microstructure and Mechanical Properties of Mg-Gd-Zr Alloy. Mater. Sci. Eng. A 2022, 843, 143136. [Google Scholar] [CrossRef]
- Akkoyun, F.; Ercetin, A. Automated Grain Counting for the Microstructure of Mg Alloys Using an Image Processing Method. J. Mater. Eng. Perform. 2022, 31, 2870–2877. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Guan, R.G.; Shen, Y.F.; Bai, P.K. Grain Refinement Mechanism of Mg-3Sn-1Mn-1La Alloy during Accumulative Hot Rolling. J. Mater. Sci. Technol. 2021, 91, 251–261. [Google Scholar] [CrossRef]
- Zhou, J.; Jafari Nodooshan, H.; Li, D.; Zeng, X.; Ding, W. Microstructure and Tensile Properties of the Mg-6Zn-4Al-XSn Die Cast Magnesium Alloy. Metals 2019, 9, 113. [Google Scholar] [CrossRef] [Green Version]
- Mo, N.; Tan, Q.; Bermingham, M.; Huang, Y.; Dieringa, H.; Hort, N.; Zhang, M.-X. Current Development of Creep-Resistant Magnesium Cast Alloys: A Review. Mater. Des. 2018, 155, 422–442. [Google Scholar] [CrossRef]
- Sezer, N.; Evis, Z.; Koç, M. Additive Manufacturing of Biodegradable Magnesium Implants and Scaffolds: Review of the Recent Advances and Research Trends. J. Magnes. Alloy. 2021, 9, 392–415. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Aljohani, T.A.; Alawad, M.O.; El-Hafez, H.A.; Almutairi, A.N.; Alharbi, E.S.; Alhamada, R.; El-Garaihy, B.W.; El-Garaihy, W.H. Improved Corrosion Behavior of AZ31 Alloy through ECAP Processing. Metals 2021, 11, 363. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest Research Advances on Magnesium and Magnesium Alloys Worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Fakhar, N.; Sabbaghian, M. A Good Combination of Ductility, Strength, and Corrosion Resistance of Fine-Grained ZK60 Magnesium Alloy Produced by Repeated Upsetting Process for Biodegradable Applications. J. Alloys Compd. 2021, 862, 158334. [Google Scholar] [CrossRef]
- Mussatto, A.; Ahad, I.U.; Mousavian, R.T.; Delaure, Y.; Brabazon, D. Advanced Production Routes for Metal Matrix Composites. Eng. Rep. 2021, 3. [Google Scholar] [CrossRef]
- Haghshenas, M. Mechanical Characteristics of Biodegradable Magnesium Matrix Composites: A Review. J. Magnes. Alloy. 2017, 5, 189–201. [Google Scholar] [CrossRef]
- Dieringa, H. Processing of Magnesium-Based Metal Matrix Nanocomposites by Ultrasound-Assisted Particle Dispersion: A Review. Metals 2018, 8, 431. [Google Scholar] [CrossRef] [Green Version]
- Zhou, M.Y.; Ren, L.B.; Fan, L.L.; Zhang, Y.W.X.; Lu, T.H.; Quan, G.F.; Gupta, M. Progress in Research on Hybrid Metal Matrix Composites. J. Alloys Compd. 2020, 838, 155274. [Google Scholar] [CrossRef]
- Singh, L.; Singh, B.; Saxena, K.K. Manufacturing Techniques for Metal Matrix Composites (MMC): An Overview. Adv. Mater. Process. Technol. 2020, 6, 441–457. [Google Scholar] [CrossRef]
- Tan, J.; Ramakrishna, S. Applications of Magnesium and Its Alloys: A Review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Dinaharan, I.; Zhang, S.; Chen, G.; Shi, Q. Titanium Particulate Reinforced AZ31 Magnesium Matrix Composites with Improved Ductility Prepared Using Friction Stir Processing. Mater. Sci. Eng. A 2020, 772, 138793. [Google Scholar] [CrossRef]
- Sardar, S.; Karmakar, S.K.; Das, D. Ultrasonic Assisted Fabrication of Magnesium Matrix Composites: A Review. Mater. Today Proc. 2017, 4, 3280–3289. [Google Scholar] [CrossRef]
- Yang, H.; Chen, X.; Huang, G.; Song, J.; She, J.; Tan, J.; Zheng, K.; Jin, Y.; Jiang, B.; Pan, F. Microstructures and Mechanical Properties of Titanium-Reinforced Magnesium Matrix Composites: Review and Perspective. J. Magnes. Alloy. 2022, 10, 2311–2333. [Google Scholar] [CrossRef]
- Arokiasamy, S.; Anand Ronald, B. Experimental Investigations on the Enhancement of Mechanical Properties of Magnesium-Based Hybrid Metal Matrix Composites through Friction Stir Processing. Int. J. Adv. Manuf. Technol. 2017, 93, 493–503. [Google Scholar] [CrossRef]
- Karthick, E.; Mathai, J.; Michael Tony, J.; Marikkannan, S.K. Processing, Microstructure and Mechanical Properties of Al 2 O 3 and SiC Reinforced Magnesium Metal Matrix Hybrid Composites. Mater. Today Proc. 2017, 4, 6750–6756. [Google Scholar] [CrossRef]
- Balasubramanian, I.; Maheswaran, R.; Manikandan, V.; Patil, N.; Raja, M.A.; Singari, R.M. Mechanical Characterization and Machining of Squeeze Cast AZ91D/SiC Magnesium Based Metal Matrix Composites. Procedia Manuf. 2018, 20, 97–105. [Google Scholar] [CrossRef]
- Omanović-Mikličanin, E.; Badnjević, A.; Kazlagić, A.; Hajlovac, M. Nanocomposites: A Brief Review. Health Technol. 2020, 10, 51–59. [Google Scholar] [CrossRef]
- Kasaeian-Naeini, M.; Sedighi, M.; Hashemi, R.; Delavar, H. Microstructure, Mechanical Properties and Fracture Toughness of ECAPed Magnesium Matrix Composite Reinforced with Hydroxyapatite Ceramic Particulates for Bioabsorbable Implants. Ceram. Int. 2023, 49, 17074–17090. [Google Scholar] [CrossRef]
- Qin, Y.; Tian, Y.; Peng, Y.; Luo, L.; Zan, X.; Xu, Q.; Wu, Y. Research Status and Development Trend of Preparation Technology of Ceramic Particle Dispersion Strengthened Copper-Matrix Composites. J. Alloys Compd. 2020, 848, 156475. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Hu, X.; Wu, K. Effects of Hot Extrusion on Microstructure and Mechanical Properties of Mg Matrix Composite Reinforced with Deformable TC4 Particles. J. Magnes. Alloy. 2020, 8, 421–430. [Google Scholar] [CrossRef]
- Mirmohammadi, S.A.; Pasini, D.; Barthelat, F. Modeling, Design and Tailoring of a Tough, Strong and Stiff Multilayered Bone Graft Material. J. Mech. Behav. Biomed. Mater. 2022, 134, 105369. [Google Scholar] [CrossRef] [PubMed]
- Clancy, A.J.; Anthony, D.B.; De Luca, F. Metal Mimics: Lightweight, Strong, and Tough Nanocomposites and Nanomaterial Assemblies. ACS Appl. Mater. Interfaces 2020, 12, 15955–15975. [Google Scholar] [CrossRef] [PubMed]
- Behera, M.P.; Dougherty, T.; Singamneni, S. Conventional and Additive Manufacturing with Metal Matrix Composites: A Perspective. Procedia Manuf. 2019, 30, 159–166. [Google Scholar] [CrossRef]
- Sankhla, A.; Patel, K.M. Metal Matrix Composites Fabricated by Stir Casting Process—A Review. Adv. Mater. Process. Technol. 2022, 8, 1270–1291. [Google Scholar] [CrossRef]
- Kumar, V.M.; Venkatesh, C.V. A Comprehensive Review on Material Selection, Processing, Characterization and Applications of Aluminium Metal Matrix Composites. Mater. Res. Express 2019, 6, 072001. [Google Scholar] [CrossRef]
- Naseer, A.; Ahmad, F.; Aslam, M.; Guan, B.H.; Harun, W.S.W.; Muhamad, N.; Raza, M.R.; German, R.M. A Review of Processing Techniques for Graphene-Reinforced Metal Matrix Composites. Mater. Manuf. Process. 2019, 34, 957–985. [Google Scholar] [CrossRef]
- Torabi Parizi, M.; Habibolahzadeh, A.; Ebrahimi, G.R. Optimizing and Investigating Influence of Manufacturing Techniques on the Microstructure and Mechanical Properties of AZ80-0.5Ca-1.5Al2O3 Nanocomposite. Mater. Chem. Phys. 2017, 199, 485–496. [Google Scholar] [CrossRef]
- Shanthi, M.; Jayaramanavar, P.; Vyas, V.; Seenivasan, D.V.S.; Gupta, M. Effect of Niobium Particulate Addition on the Microstructure and Mechanical Properties of Pure Magnesium. J. Alloys Compd. 2012, 513, 202–207. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Sahu, S.; Sankaranarayanan, S.; Gupta, S.; Gupta, M. Development of Novel Mg–Ni60Nb40 Amorphous Particle Reinforced Composites with Enhanced Hardness and Compressive Response. Mater. Des. 2014, 53, 849–855. [Google Scholar] [CrossRef]
- Serrano-Ruiz, J.C.; Luque, R.; Sepúlveda-Escribano, A. Transformations of Biomass-Derived Platform Molecules: From High Added-Value Chemicals to Fuels via Aqueous-Phase Processing. Chem. Soc. Rev. 2011, 40, 5266. [Google Scholar] [CrossRef]
- Pathak, S.; Velisavljevic, N.; Baldwin, J.K.; Jain, M.; Zheng, S.; Mara, N.A.; Beyerlein, I.J. Strong, Ductile, and Thermally Stable Bcc-Mg Nanolaminates. Sci. Rep. 2017, 7, 8264. [Google Scholar] [CrossRef] [Green Version]
- Ceschini, L.; Dahle, A.; Gupta, M.; Jarfors, A.E.W.; Jayalakshmi, S.; Morri, A.; Rotundo, F.; Toschi, S.; Singh, R.A. Aluminum and Magnesium Metal Matrix Nanocomposites; Springer: Singapore, 2017; ISBN 978-981-10-2680-5. [Google Scholar]
- Ali, M.; Hussein, M.A.; Al-Aqeeli, N. Magnesium-Based Composites and Alloys for Medical Applications: A Review of Mechanical and Corrosion Properties. J. Alloys Compd. 2019, 792, 1162–1190. [Google Scholar] [CrossRef]
- Kumar, D.; Phanden, R.K.; Thakur, L. A Review on Environment Friendly and Lightweight Magnesium-Based Metal Matrix Composites and Alloys. Mater. Today Proc. 2021, 38, 359–364. [Google Scholar] [CrossRef]
- Yufan, S.; Hanguang, F.; Xuelong, P.; Shuting, S.; Jian, L.; Yongping, L. Effect of Process Parameters and Niobium Carbide Addition on Microstructure and Wear Resistance of Laser Cladding Nickel-based Alloy Coatings. Materwiss Werksttech 2020, 51, 54–65. [Google Scholar] [CrossRef]
- Eze, A.A.; Jamiru, T.; Sadiku, E.R.; Durowoju, M.O.; Kupolati, W.K.; Ibrahim, I.D. Considering the Use of Niobium and Titanium to Enhance Electrical and Mechanical Properties of Copper at Higher Operational Temperature Application. SN Appl. Sci. 2019, 1, 74. [Google Scholar] [CrossRef] [Green Version]
- Castillejo, F.E.; Marulanda, D.M.; Olaya, J.J.; Alfonso, J.E. Wear and Corrosion Resistance of Niobium–Chromium Carbide Coatings on AISI D2 Produced through TRD. Surf. Coat. Technol. 2014, 254, 104–111. [Google Scholar] [CrossRef] [Green Version]
- Olivares-Navarrete, R.; Olaya, J.J.; Ramírez, C.; Rodil, S.E. Biocompatibility of Niobium Coatings. Coatings 2011, 1, 72–87. [Google Scholar] [CrossRef]
- Acchar, W.; Segadães, A.M. Properties of Sintered Alumina Reinforced with Niobium Carbide. Int. J. Refract. Met. Hard Mater. 2009, 27, 427–430. [Google Scholar] [CrossRef]
- Zhu, L.; Ren, X.; Wang, X.; Kang, X.; Zheng, R.; Feng, P. Microstructure and High-Temperature Oxidation Resistance of MoSi2-ZrO2 Composite Coatings for Niobium Substrate. J. Eur. Ceram. Soc. 2021, 41, 1197–1210. [Google Scholar] [CrossRef]
- Vahid, A.; Hodgson, P.; Li, Y. Reinforced Magnesium Composites by Metallic Particles for Biomedical Applications. Mater. Sci. Eng. A 2017, 685, 349–357. [Google Scholar] [CrossRef]
- Wang, W.; Wang, J.; Li, S.; Wang, C.; Zhou, J.; Zeng, J.; Tan, W.; Wang, B. Effects of Nb Addition on the Properties and Microstructure of Cu-Ni-Si-Mg Alloy. Mater. Charact. 2022, 194, 112451. [Google Scholar] [CrossRef]
- Güler, Ö.; Bağcı, N. A Short Review on Mechanical Properties of Graphene Reinforced Metal Matrix Composites. J. Mater. Res. Technol. 2020, 9, 6808–6833. [Google Scholar] [CrossRef]
- Sharma, N.; Alam, S.N.; Ray, B.C. Fundamentals of Spark Plasma Sintering (SPS): An Ideal Processing Technique for Fabrication of Metal Matrix Nanocomposites. In Spark Plasma Sintering of Materials; Springer International Publishing: Cham, Switzerland, 2019; pp. 21–59. [Google Scholar]
- Contreras Cuevas, A.; Bedolla Becerril, E.; Martínez, M.S.; Lemus Ruiz, J. Fabrication Processes for Metal Matrix Composites. In Metal Matrix Composites; Springer International Publishing: Cham, Switzerland, 2018; pp. 83–114. [Google Scholar]
- Maca, K.; Pouchly, V.; Zalud, P. Two-Step Sintering of Oxide Ceramics with Various Crystal Structures. J. Eur. Ceram. Soc. 2010, 30, 583–589. [Google Scholar] [CrossRef]
- Azimi, A.; Shokuhfar, A.; Zolriasatein, A. Nanostructured Al–Zn–Mg–Cu–Zr Alloy Prepared by Mechanical Alloying Followed by Hot Pressing. Mater. Sci. Eng. A 2014, 595, 124–130. [Google Scholar] [CrossRef]
- Hidalgo-Manrique, P.; Lei, X.; Xu, R.; Zhou, M.; Kinloch, I.A.; Young, R.J. Copper/Graphene Composites: A Review. J. Mater. Sci. 2019, 54, 12236–12289. [Google Scholar] [CrossRef] [Green Version]
- Makena, M.I.; Shongwe, M.B.; Ramakokovhu, M.M.; Olubambi, P.A. Effect of Sintering Parameters on Densification, Corrosion and Wear Behaviour of Ni-50Fe Alloy Prepared by Spark Plasma Sintering. J. Alloys Compd. 2017, 699, 1166–1179. [Google Scholar] [CrossRef]
- Ercetin, A.; Pimenov, D.Y. Microstructure, Mechanical, and Corrosion Behavior of Al2O3 Reinforced Mg2Zn Matrix Magnesium Composites. Materials 2021, 14, 4819. [Google Scholar] [CrossRef]
- Xu, H.; Zou, N.; Li, Q. Effect of Ball Milling Time on Microstructure and Hardness of Porous Magnesium/Carbon Nanofiber Composites. JOM 2017, 69, 1236–1243. [Google Scholar] [CrossRef]
- Wang, T.; Huang, Y.; Yang, L.; Ma, Y.; Wu, L.; Yan, H.; Liu, Y.; Liu, W. Preparation of 2024-Al/AZ31-Mg Laminated Composite by Powder Metallurgy Integrated Forming and Sintering. JOM 2020, 72, 3547–3557. [Google Scholar] [CrossRef]
- Ercetin, A.; Özgün, Ö.; Aslantas, K. Investigation of Mechanical Properties of Mg5Sn-XZn Alloys Produced through New Method in Powder Metallurgy. J. Test. Eval. 2021, 49, 3506–3518. [Google Scholar] [CrossRef]
- Nayyeri, G.; Mahmudi, R. Enhanced Creep Properties of a Cast Mg–5Sn Alloy Subjected to Aging-Treatment. Mater. Sci. Eng. A 2010, 527, 4613–4618. [Google Scholar] [CrossRef]
- Özgün, Ö.; Aslantaş, K.; Erçetin, A. Powder Metallurgy Mg-Sn Alloys: Production and Characterization. Sci. Iran. 2020, 27, 1255–1265. [Google Scholar] [CrossRef] [Green Version]
- Sadeghi, B.; Cavaliere, P.; Roeen, G.A.; Nosko, M.; Shamanian, M.; Trembošová, V.; Nagy, Š.; Ebrahimzadeh, N. Hot Rolling of MWCNTs Reinforced Al Matrix Composites Produced via Spark Plasma Sintering. Adv. Compos. Hybrid. Mater. 2019, 2, 549–570. [Google Scholar] [CrossRef]
- Romero, C.; Yang, F.; Bolzoni, L. Fatigue and Fracture Properties of Ti Alloys from Powder-Based Processes—A Review. Int. J. Fatigue 2018, 117, 407–419. [Google Scholar] [CrossRef]
- Chen, H.; Mi, G.; Li, P.; Huang, X.; Cao, C. Microstructure and Tensile Properties of Graphene-Oxide-Reinforced High-Temperature Titanium-Alloy-Matrix Composites. Materials 2020, 13, 3358. [Google Scholar] [CrossRef]
- Saba, F.; Sajjadi, S.A.; Heydari, S.; Haddad-Sabzevar, M.; Salehi, J.; Babayi, H. A Novel Approach to the Uniformly Distributed Carbon Nanotubes with Intact Structure in Aluminum Matrix Composite. Adv. Compos. Hybrid. Mater. 2019, 2, 540–548. [Google Scholar] [CrossRef]
- Mokhtari, S.; Eftekhari Yekta, B.; Marghussian, V.; Ahmadi, P.T. Synthesis and Characterization of Biodegradable AZ31/Calcium Phosphate Glass Composites for Orthopedic Applications. Adv. Compos. Hybrid. Mater. 2020, 3, 390–401. [Google Scholar] [CrossRef]
- Ma, J.; Li, Z.J.; Xue, Y.Z.B.; Liang, X.Y.; Tan, Z.J.; Tang, B. Novel PEEK/NHA Composites Fabricated by Hot-Pressing of 3D Braided PEEK Matrix. Adv. Compos. Hybrid. Mater. 2020, 3, 156–166. [Google Scholar] [CrossRef]
- Suresh, S.; Gowd, G.H.; Kumar, M.L.S.D. Mechanical and Wear Behavior of Al 7075/Al2O3/SiC/Mg Metal Matrix Nanocomposite by Liquid State Process. Adv. Compos. Hybrid. Mater. 2019, 2, 530–539. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Mao, D.; Qin, Z.; Wan, L.; Huang, Y. Homogeneously Dispersed Graphene Nanoplatelets as Long-Term Corrosion Inhibitors for Aluminum Matrix Composites. ACS Appl. Mater. Interfaces 2021, 13, 32161–32174. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix Name | <45 µm %99.8 Purity | <10 µm %99.9 Purity | <10 µm %99.9 Purity | <10 µm %99.9 Purity | <10 µm %99.9 Purity |
|---|---|---|---|---|---|
| Mg (wt.%) | Sn (wt.%) | Al (wt.%) | Zn (wt.%) | Mn (wt.%) | |
| TAZ532 | 89.85 | 5 | 3 | 2 | 0.15 |
| Sample Name | Composite Composition | <5 µm %99.8 Purity | |
|---|---|---|---|
| TAZ532 (wt.%) | Nb (wt.%) | ||
| Nb0 | TAZ532 + %0 Nb | 100 | 0 |
| Nb1 | TAZ532 + %1 Nb | 99 | 1 |
| Nb2 | TAZ532 + %2 Nb | 98 | 2 |
| Nb4 | TAZ532 + %4 Nb | 96 | 4 |
| Nb6 | TAZ532 + %6 Nb | 94 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ercetin, A.; Özgün, Ö.; Aslantaş, K.; Der, O.; Yalçın, B.; Şimşir, E.; Aamir, M. Microstructural and Mechanical Behavior Investigations of Nb-Reinforced Mg–Sn–Al–Zn–Mn Matrix Magnesium Composites. Metals 2023, 13, 1097. https://doi.org/10.3390/met13061097
Ercetin A, Özgün Ö, Aslantaş K, Der O, Yalçın B, Şimşir E, Aamir M. Microstructural and Mechanical Behavior Investigations of Nb-Reinforced Mg–Sn–Al–Zn–Mn Matrix Magnesium Composites. Metals. 2023; 13(6):1097. https://doi.org/10.3390/met13061097
Chicago/Turabian StyleErcetin, Ali, Özgür Özgün, Kubilay Aslantaş, Oguzhan Der, Bekir Yalçın, Ercan Şimşir, and Muhammad Aamir. 2023. "Microstructural and Mechanical Behavior Investigations of Nb-Reinforced Mg–Sn–Al–Zn–Mn Matrix Magnesium Composites" Metals 13, no. 6: 1097. https://doi.org/10.3390/met13061097
APA StyleErcetin, A., Özgün, Ö., Aslantaş, K., Der, O., Yalçın, B., Şimşir, E., & Aamir, M. (2023). Microstructural and Mechanical Behavior Investigations of Nb-Reinforced Mg–Sn–Al–Zn–Mn Matrix Magnesium Composites. Metals, 13(6), 1097. https://doi.org/10.3390/met13061097