



Optimization of Oxygen Injection Conditions with Different Molten Steel Levels in the EAF Refining Process by CFD Simulation


Abstract
:
1. Introduction
2. Methodology
2.1. Numerical Method
2.2. CFD Model and Boundary Conditions
2.3. Mesh Independence
3. Results and Discussion
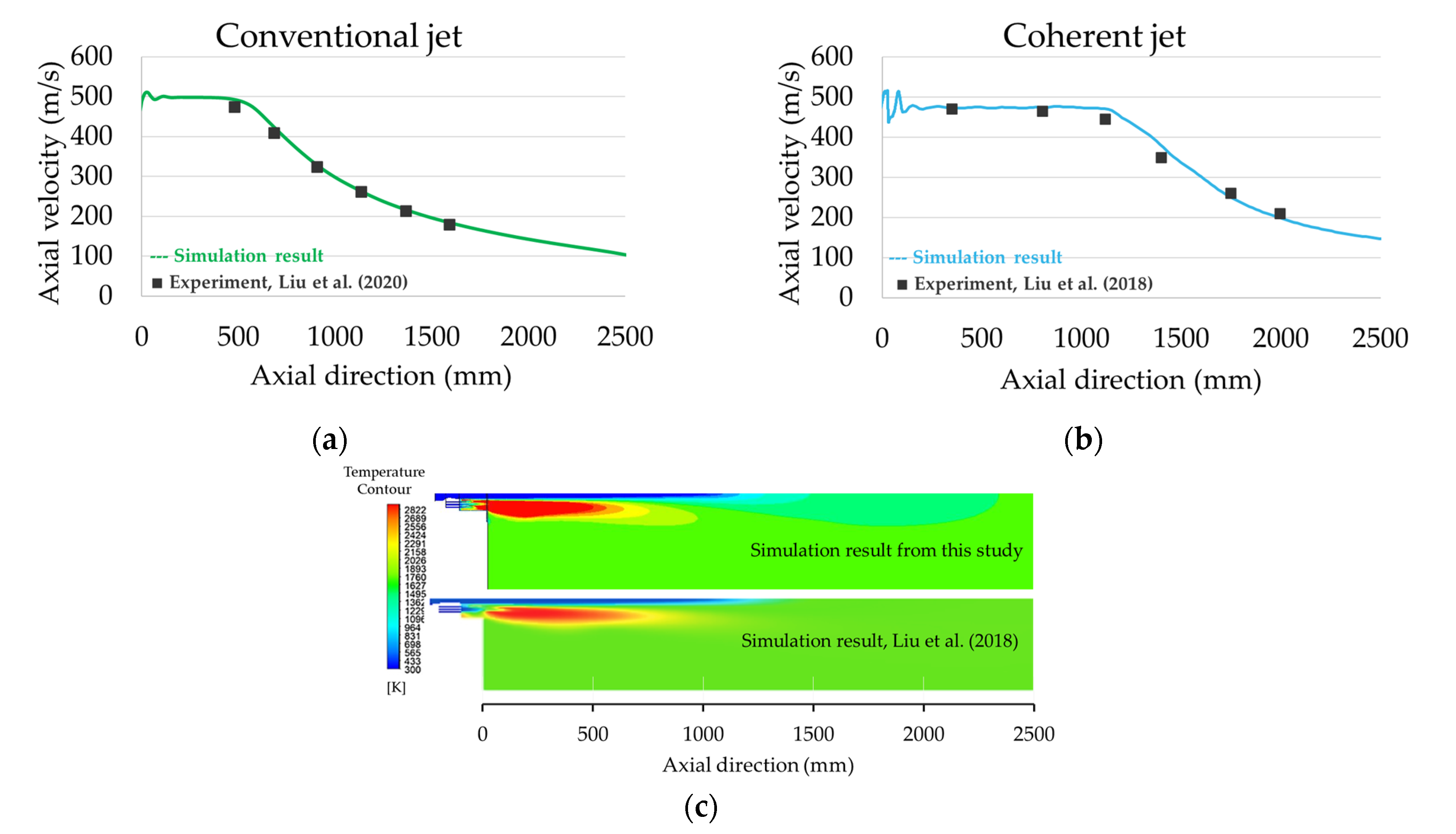
3.1. Model Validation
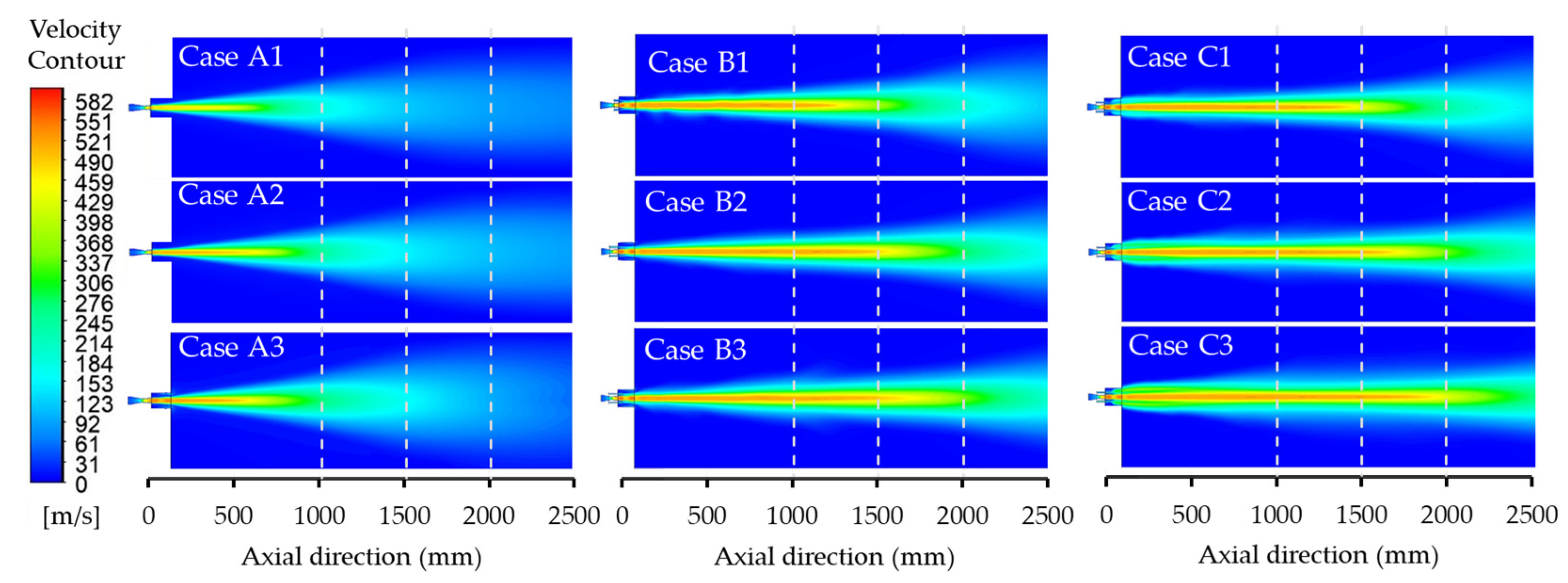
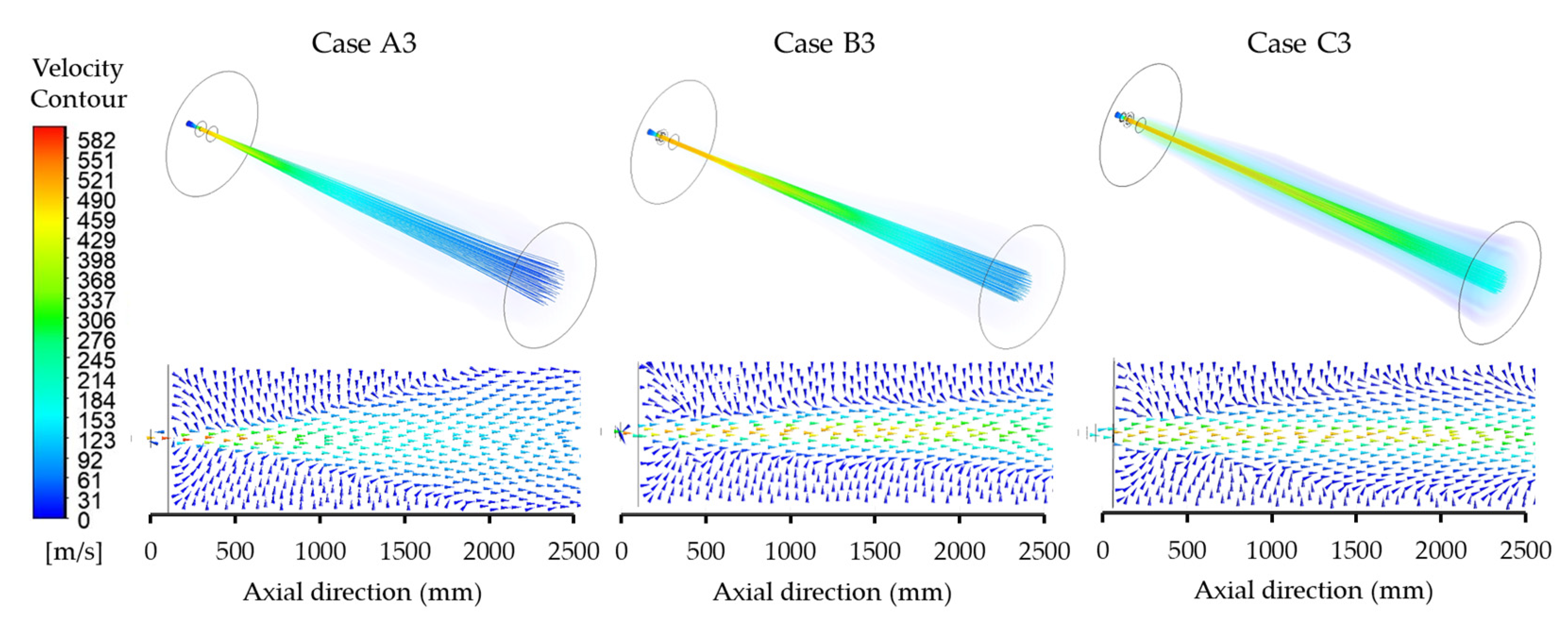
3.2. Velocity Distribution
3.3. Temperature Distribution
3.4. Dynamic Pressure
3.5. Species Mass Fraction
3.6. Prediction of Jet Penetration at Impact Zone
4. Conclusions
- (1)
- The turbulence models were validated, and the results indicate that the RNG k-ε model offers the most accurate prediction for the velocity profile of the coherent jet.
- (2)
- The research demonstrates that energy efficiency was improved by optimizing the flow conditions of the main O2 jet and shrouding nozzles.
- (3)
- The utilization of a shrouding nozzle and the adjustment of its flow rate has a significant impact on the potential core length of the jet. The combustion flame of the shrouding nozzle effectively minimizes the interaction between the main O2 jet and the surrounding environment. This phenomenon contributes to maintaining the axial velocity and enhances the dynamic pressure of the main O2 jet.
- (4)
- The potential core length of the main O2 jet in the coherent jet was approximately 2.5 times longer than that observed in the conventional jet. Furthermore, the CH4 + O2 coherent jet with an O2 shrouding nozzle (Case C) exhibited a potential core length 1.1 times longer than the case without an O2 shrouding (Case B).
- (5)
- Based on the prediction calculations, it was determined that utilizing the appropriate flow conditions in coherent jet injection during the refining process, particularly at nozzle-to-steel distances greater than 1000 mm, can maintain the impacted-O2 molar flow rate for more than 23 mol/s and the penetration depth for more than 380 mm. This will lead to savings in steelmaking power-on-time and electrical consumption costs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tang, G.; Chen, Y.; Silaen, A.K.; Krotov, Y.; Riley, M.F.; Zhou, C.Q. Effects of Fuel Input on Coherent Jet Length at Various Ambient Temperatures. Appl. Therm. Eng. 2019, 153, 513–523. [Google Scholar] [CrossRef]
- He, C.; Zhu, R.; Dong, K.; Qiu, Y.; Sun, K. Modeling of an Impinging Oxygen Jet on Molten Bath Surface in 150 t EAF. J. Iron Steel Res. Int. 2011, 18, 13–20. [Google Scholar] [CrossRef]
- Lee, B.; Sohn, I. Review of Innovative Energy Savings Technology for the Electric Arc Furnace. JOM 2014, 66, 1581–1594. [Google Scholar] [CrossRef]
- Sung, Y.; Lee, S.; Han, K.; Koo, J.; Lee, S.; Jang, D.; Oh, C.; Jang, B. Improvement of Energy Efficiency and Productivity in an Electric Arc Furnace through the Modification of Side-Wall Injector Systems. Processes 2020, 8, 1202. [Google Scholar] [CrossRef]
- Nardin, G.; Meneghetti, A.; Dal Magro, F.; Benedetti, N. PCM-Based Energy Recovery from Electric Arc Furnaces. Appl. Energy 2014, 136, 947–955. [Google Scholar] [CrossRef]
- Memoli, F.; Mapelli, C.; Ravanelli, P.; Corbella, M. Simulation of Oxygen Penetration and Decarburisation in EAF Using Supersonic Injection System. ISIJ Int. 2004, 44, 1342–1349. [Google Scholar] [CrossRef]
- Liu, F.; Zhu, R.; Dong, K.; Hu, S. Flow Field Characteristics of Coherent Jet with Preheating Oxygen under Various Ambient Temperatures. ISIJ Int. 2016, 56, 1519–1528. [Google Scholar] [CrossRef]
- Tolazzi, D.; Candusso, C.; Marcuzzi, S. New Developments and Operational Results in the Use of Fixed Side-Wall Injectors in the Electric Arc Furnaces. In Proceedings of the 47th Steelmaking Seminar-International, Rio de Janeiro, Brazil, 26–30 September 2016; pp. 727–740. [Google Scholar] [CrossRef]
- Yang, L.; Hu, H.; Yang, Z.; Xue, B.; Guo, Y.; Wang, S. A Review on Bath Fluid Flow Stirring Technologies in EAF Steelmaking. J. Iron Steel Res. Int. 2021, 28, 1341–1351. [Google Scholar] [CrossRef]
- Mottahedi, A.A.; Amani, S. Using Oxygen Reaction as Electricity Saving in Electric Arc Furnace Steel Making. Int. J. ChemTech Res. 2009, 1, 62–70. [Google Scholar]
- Wei, G.; Zhu, R.; Cheng, T.; Dong, K.; Liu, R. Modelling on the Penetration Depth of the Coherent Supersonic Jet in EAF Steelmaking. Ironmak. Steelmak. 2018, 45, 828–838. [Google Scholar] [CrossRef]
- Liu, F.; Zhu, R.; Wei, G.; Fan, S. Effect of Lance Structure on Behavior of Coherent Jet in EAF Steelmaking Process. Materials 2020, 13, 1043. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Sun, D.; Zhu, R.; Fan, S. Behaviors of Coherent Flow Field with Various Shrouding Nozzles Arrangement. ISIJ Int. 2018, 58, 496–504. [Google Scholar] [CrossRef]
- Alam, M.; Naser, J.; Brooks, G. Computational Fluid Dynamics Simulation of Supersonic Oxygen Jet Behavior at Steelmaking Temperature. Metall. Mater. Trans. B 2010, 41, 636–645. [Google Scholar] [CrossRef]
- Matsuura, H.; Fruehan, R.J. Slag Foaming in an Electric Arc Furnace. ISIJ Int. 2009, 49, 1530–1535. [Google Scholar] [CrossRef]
- Liu, F.; Sun, D.; Zhu, R.; Su, R.; Wang, X. Effect of Shrouding CH4 Flow Rate on Flow Field and Stirring Ability of Coherent Jet in Steelmaking Process. SpringerPlus 2016, 5, 1613. [Google Scholar] [CrossRef]
- Zhao, F.; Zhu, R.; Wang, W. Characteristics of the Supersonic Combustion Coherent Jet for Electric Arc Furnace Steelmaking. Materials 2019, 12, 3504. [Google Scholar] [CrossRef]
- Zhao, F.; Zhu, R.; Wang, W. Characteristics of a Coherent Jet Enshrouded in a Supersonic Fuel Gas. Int. J. Miner. Metall. Mater. 2020, 27, 173–180. [Google Scholar] [CrossRef]
- Zhao, F.; Di, T.; Zhu, R.; Wang, W. Supersonic Shrouding Methane Mixtures for Supersonic Combustion Coherent Jets. Metals 2023, 13, 123. [Google Scholar] [CrossRef]
- Zhao, F.; Sun, D.; Zhu, R.; Yang, L. Effect of Shrouding Gas Parameters on Characteristics of Supersonic Coherent Jet. Metall. Mater. Trans. B 2017, 48, 1807–1816. [Google Scholar] [CrossRef]
- Liu, F.; Sun, D.; Zhu, R.; Li, Y. Effect of Shrouding Gas Temperature on Characteristics of a Supersonic Jet Flow Field with a Shrouding Laval Nozzle Structure. Metall. Mater. Trans. B 2018, 49, 2050–2062. [Google Scholar] [CrossRef]
- Hu, S.; Zhu, R.; Dong, K.; Liu, R. Numerical Simulation and Industrial Experimental Research on the Coherent Jet with “CH4 + N2” Mixed Fuel Gas. Metall. Mater. Trans. B 2018, 49, 2584–2598. [Google Scholar] [CrossRef]
- Megahed, G.M.; Fathy, A.M.; Morsy, M.A.; Abdelaziz, E.A. Improving EAF Performance by Chemical Energy Optimisation at Ezz Flat Steel. Ironmak. Steelmak. 2010, 37, 445–451. [Google Scholar] [CrossRef]
- Memoli, F.; Mapelli, C.; Ravanelli, P.; Corbella, M. Evaluation of the Energy Developed by a Multipoint Side-Wall Burner-Injection System during the Refining Period in a EAF. ISIJ Int. 2004, 44, 1511–1516. [Google Scholar] [CrossRef]
- Alam, M.; Naser, J.; Brooks, G.; Fontana, A. Computational Fluid Dynamics Modeling of Supersonic Coherent Jets for Electric Arc Furnace Steelmaking Process. Metall. Mater. Trans. B 2010, 41, 1354–1367. [Google Scholar] [CrossRef]
- Chen, Y.; Silaen, A.K.; Zhou, C.Q. 3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process. Processes 2020, 8, 700. [Google Scholar] [CrossRef]
- Liu, F.; Zhu, R.; Dong, K.; Hu, S. Effect of Ambient and Oxygen Temperature on Flow Field Characteristics of Coherent Jet. Metall. Mater. Trans. B 2016, 47, 228–243. [Google Scholar] [CrossRef]
- Cheng, T.; Zhu, R.; Dong, K. Effect of Methane-Hydrogen Mixtures on Flow and Combustion of Coherent Jets. J. Iron Steel Res. Int. 2017, 24, 1143–1151. [Google Scholar] [CrossRef]
- Tang, G.; Chen, Y.; Silaen, A.K.; Krotov, Y.; Riley, M.F.; Zhou, C.Q. Investigation on Coherent Jet Potential Core Length in an Electric Arc Furnace. Steel Res. Int. 2019, 90, 1800381. [Google Scholar] [CrossRef]
- Wu, X.-T.; Zhu, R.; Wei, G.-S.; Dong, K. Influence of Lance Height and Angle on the Penetration Depth of Inclined Coherent and Conventional Supersonic Jets in Electric Arc Furnace Steelmaking. J. Min. Metall. Sect. B Metall. 2020, 56, 307–319. [Google Scholar] [CrossRef]
- Yao, L.; Zhu, R.; Tang, Y.; Wei, G.; Dong, K. Effect of Furnace Gas Composition on Characteristics of Supersonic Oxygen Jets in the Converter Steelmaking Process. Materials 2020, 13, 3353. [Google Scholar] [CrossRef]
- Liu, F.; Sun, D.; Zhu, R.; Li, Y. Characteristics of Flow Field for Supersonic Oxygen Multijets with Various Laval Nozzle Structures. Metall. Mater. Trans. B 2019, 50, 2362–2376. [Google Scholar] [CrossRef]
- Tang, G.; Chen, Y.; Silaen, A.K.; Wang, T.; Zhou, C.Q. Investigation of Supersonic Oxygen Jet Potential Core Length at Various Ambient Temperatures. JOM 2019, 71, 633–643. [Google Scholar] [CrossRef]
- Zhang, B.; Liu, F.; Zhu, R. The Behavior of Supersonic Jets Generated by Combination Gas in the Steelmaking Process. Materials 2021, 14, 5034. [Google Scholar] [CrossRef] [PubMed]
- Allemand, B.; Bruchet, P.; Champinot, C.; Melen, S.; Porzucek, F. Theoretical and Experimental Study of Supersonic Oxygen Jets. Ind. Appl. EAF. Rev. Met. Paris 2001, 98, 571–587. [Google Scholar] [CrossRef]
- Zhao, F.; Liu, F.; Sun, D.; Zhu, R.; Dong, K. Behaviors of Supersonic Oxygen Multi-Jets with Various Preheating Temperatures. Metall. Mater. Trans. B 2021, 52, 2626–2641. [Google Scholar] [CrossRef]
- Li, X.; Wei, G.; Zhu, R.; Tian, B.; Zhao, R.; Lan, X. Study on the Characteristics of Coherent Supersonic Jet with Superheated Steam. Metals 2022, 12, 835. [Google Scholar] [CrossRef]
- Wei, G.; Zhu, R.; Wu, X.; Yang, L.; Dong, K.; Cheng, T.; Tang, T. Study on the Fluid Flow Characteristics of Coherent Jets with CO2 and O2 Mixed Injection in Electric Arc Furnace Steelmaking Processes. Metall. Mater. Trans. B 2018, 49, 1405–1420. [Google Scholar] [CrossRef]
- Chen, Y.; Luo, Q.; Ryan, S.; Busa, N.; Silaen, A.K.; Zhou, C.Q. Effect of Coherent Jet Burner on Scrap Melting in Electric Arc Furnace. Appl. Therm. Eng. 2022, 212, 118596. [Google Scholar] [CrossRef]
- Liu, F.; Sun, D.; Zhu, R.; Hu, S. Exploring the Behavior of a Coherent Flow Field Produced by a Shrouding Laval Nozzle Structure. ISIJ Int. 2020, 60, 682–690. [Google Scholar] [CrossRef]
- Liu, F.; Sun, D.; Zhu, R.; Hu, S. Effect of Shrouding Mach Number and Ambient Temperature on the Flow Field of Coherent Jet with Shrouding Laval Nozzle Structure. Can. Metall. Q. 2019, 58, 96–106. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Conventional Jet (No Shrouding) | CH4 Coherent Jet | CH4 + O2 Coherent Jet | Other |
|---|---|---|---|---|
| [1,7,11,12,16,22,25,26,27,28,29,30] | ● | ● | ||
| [2,6,14,23,24,31,32,33,34,35,36] | ● | |||
| [4] | ● | ● | ||
| [13,37,38,39] | ● | |||
| [17,18] | ● | ● | ||
| [19] | ● | |||
| [20,21,40,41] | ● |
| Case | Main O2 Jet Flow Rate (kg/s) | CH4 Shrouding Flow Rate (kg/s) | O2 Shrouding Flow Rate (kg/s) | |
|---|---|---|---|---|
| Conventional jet | A1 | 0.476 | ||
| A2 | 0.635 | |||
| A3 | 0.715 | |||
| CH4 coherent jet | B1 | 0.715 | 0.0297 | |
| B2 | 0.715 | 0.0496 | ||
| B3 | 0.715 | 0.0695 | ||
| CH4 + O2 coherent jet | C1 | 0.715 | 0.0297 | 0.118 |
| C2 | 0.715 | 0.0496 | 0.198 | |
| C3 | 0.715 | 0.0695 | 0.277 |
|
Nozzle-to-Molten Steel Distance
(mm) | Penetration Depth for Each Injection Condition | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Conventional Jet | CH4 Coherent Jet | CH4 + O2 Coherent Jet | |||||||
| A1 | A2 | A3 | B1 | B2 | B3 | C1 | C2 | C3 | |
| 1000 | 349 | 373 | 389 | 718 | 712 | 720 | 716 | 726 | 728 |
| 1500 | 295 | 310 | 319 | 416 | 488 | 517 | 458 | 648 | 666 |
| 2000 | 268 | 279 | 286 | 334 | 365 | 378 | 350 | 388 | 427 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thongjitr, P.; Kowitwarangkul, P.; Pratumwal, Y.; Otarawanna, S. Optimization of Oxygen Injection Conditions with Different Molten Steel Levels in the EAF Refining Process by CFD Simulation. Metals 2023, 13, 1507. https://doi.org/10.3390/met13091507
Thongjitr P, Kowitwarangkul P, Pratumwal Y, Otarawanna S. Optimization of Oxygen Injection Conditions with Different Molten Steel Levels in the EAF Refining Process by CFD Simulation. Metals. 2023; 13(9):1507. https://doi.org/10.3390/met13091507
Chicago/Turabian StyleThongjitr, Perawat, Pruet Kowitwarangkul, Yotsakorn Pratumwal, and Somboon Otarawanna. 2023. "Optimization of Oxygen Injection Conditions with Different Molten Steel Levels in the EAF Refining Process by CFD Simulation" Metals 13, no. 9: 1507. https://doi.org/10.3390/met13091507
APA StyleThongjitr, P., Kowitwarangkul, P., Pratumwal, Y., & Otarawanna, S. (2023). Optimization of Oxygen Injection Conditions with Different Molten Steel Levels in the EAF Refining Process by CFD Simulation. Metals, 13(9), 1507. https://doi.org/10.3390/met13091507