
Influence of Applied Load and Sliding Distance on Wear Performance of AlSi7Mg0.6 Aluminum Alloy

Abstract
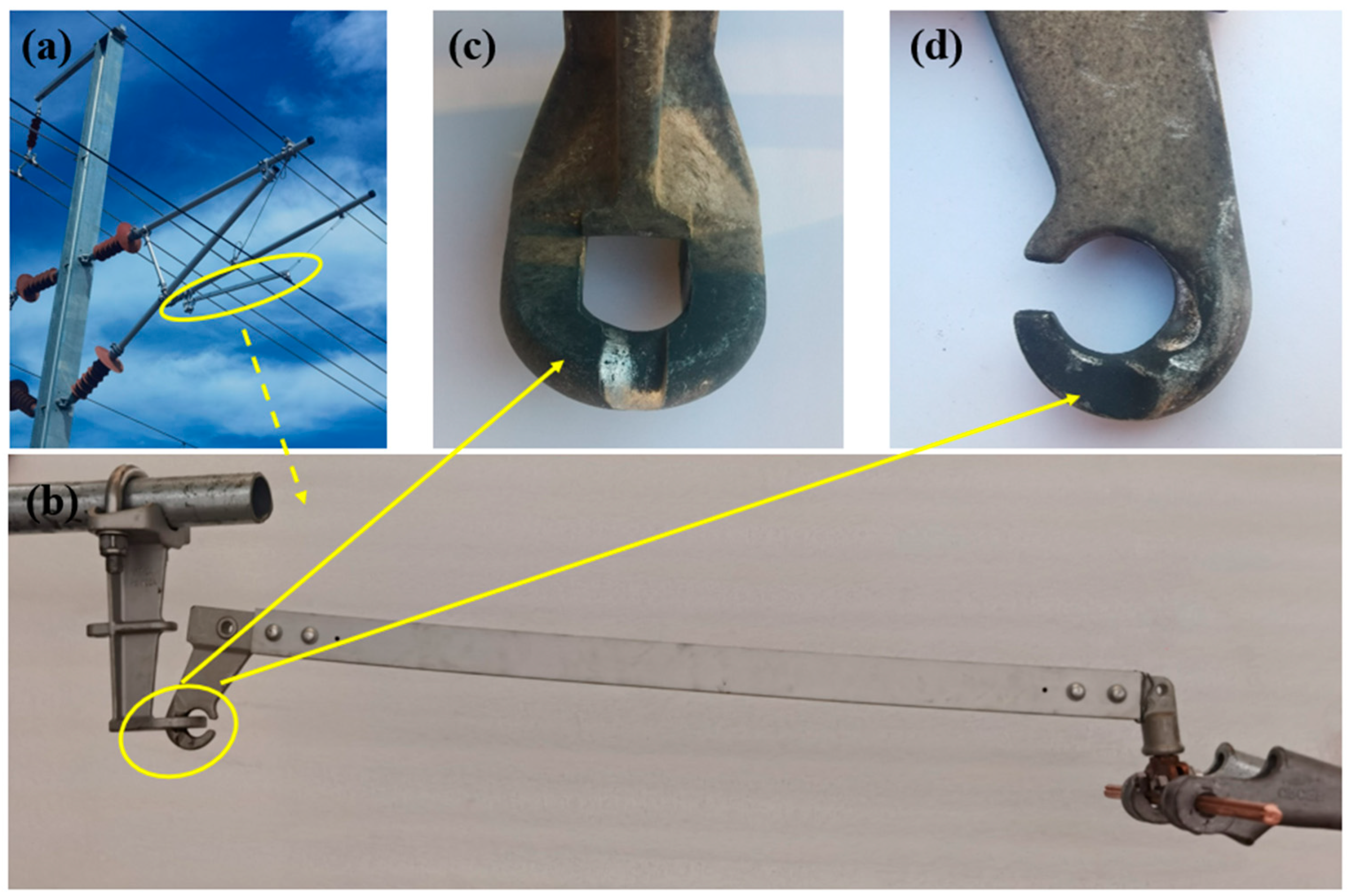
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Experimental Methods
2.3. Microstructure Characterization
3. Results and Discussion
3.1. Coefficient of Friction
3.2. Morphologies of the Wear Scar
3.3. Microstructural Observation of the Wear Scar
3.4. Finite-Element Analysis of Wear Behavior of Positioning Hook
4. Conclusions
- (1)
- Reciprocating friction wear experiments based on three groups of sliding distance (0.5 mm, 1.5 mm and 3.0 mm) and four groups of applied loads (20 N, 50 N, 100 N and 200 N) were implemented to study the wear behavior of AlSi7Mg0.6 samples. Under the same applied load, the CoFs with different sliding distances tended to be the same. From 20 N to 100 N, the average CoFs were 0.51, 0.46 and 0.42, respectively, but at the applied load of 200 N, the CoF with a sliding distance of 0.5 mm was obviously higher than two of the other cases.
- (2)
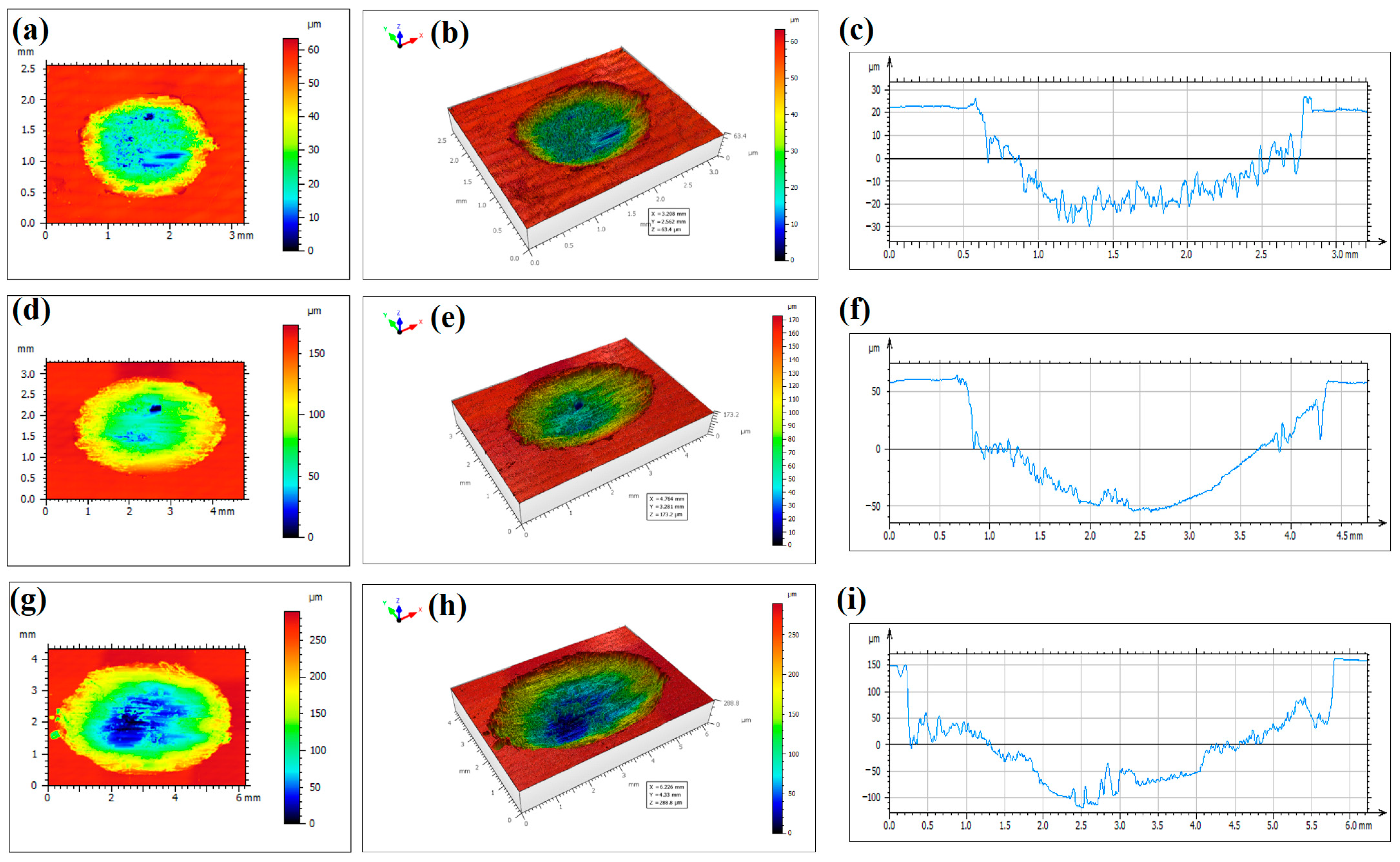
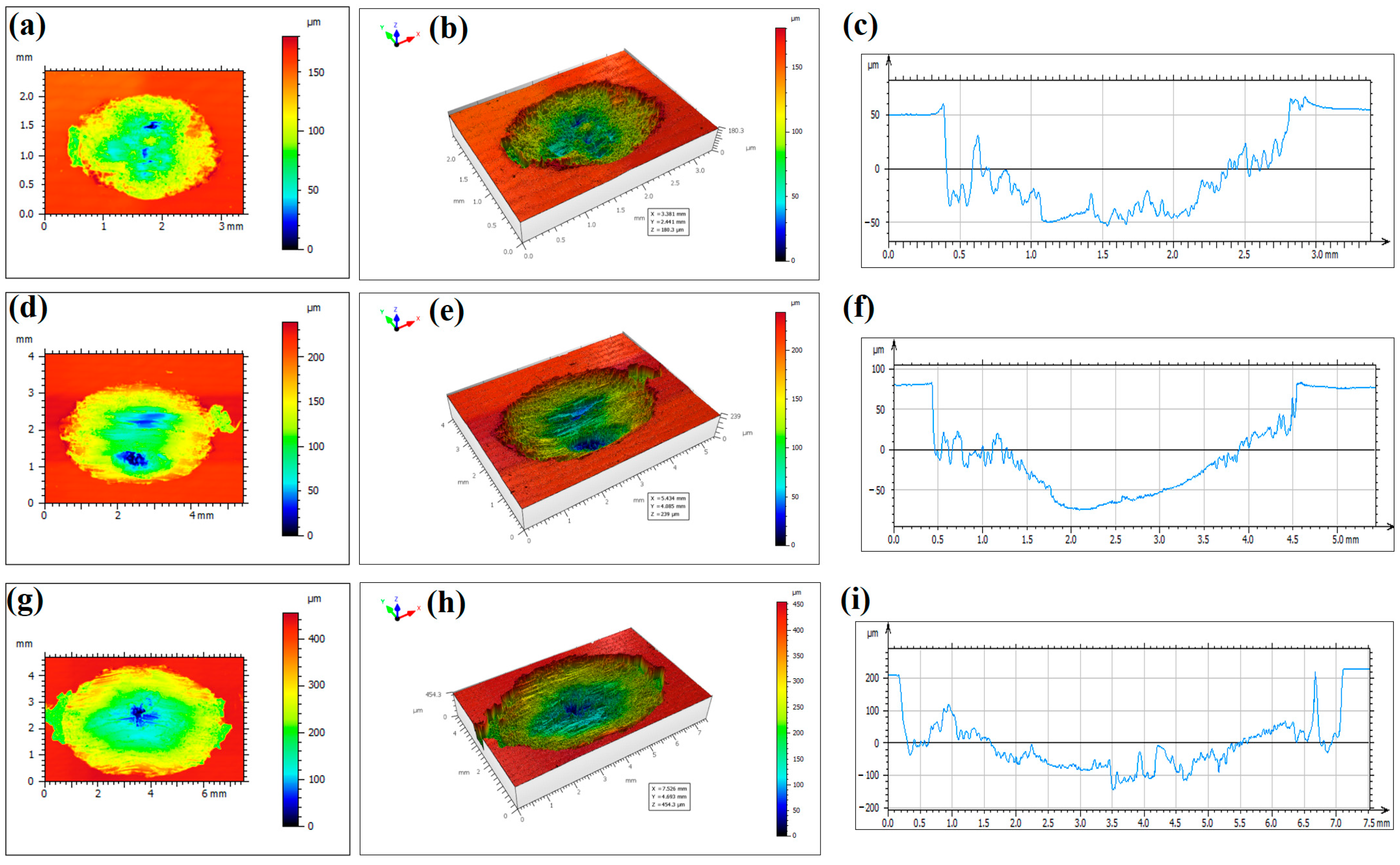
- Under the same applied normal load, the wear volumes and maximum wear depth increased significantly with sliding distances, especially at higher applied load. The wear volumes at a sliding distance of 0.5 mm were only about 1/10 of that at a sliding distance of 3.0 mm. It was also revealed that the wear volume based on a sliding distance of 3.0 mm and applied load of 20 N was still much larger than the wear volume based on a sliding distance of 0.5 mm and applied load of 200 N.
- (3)
- SEM observation of the microstructures revealed severe plastic deformation and ploughing along the sliding direction of wear scars, where wear tracks and debris were clearly observed. Less debris were found on the worn surfaces of wear scar under an applied load of 200 N compared with that of 20 N, indicating that abrasive wear was the main wear mechanism in dry sliding friction conditions.
- (4)
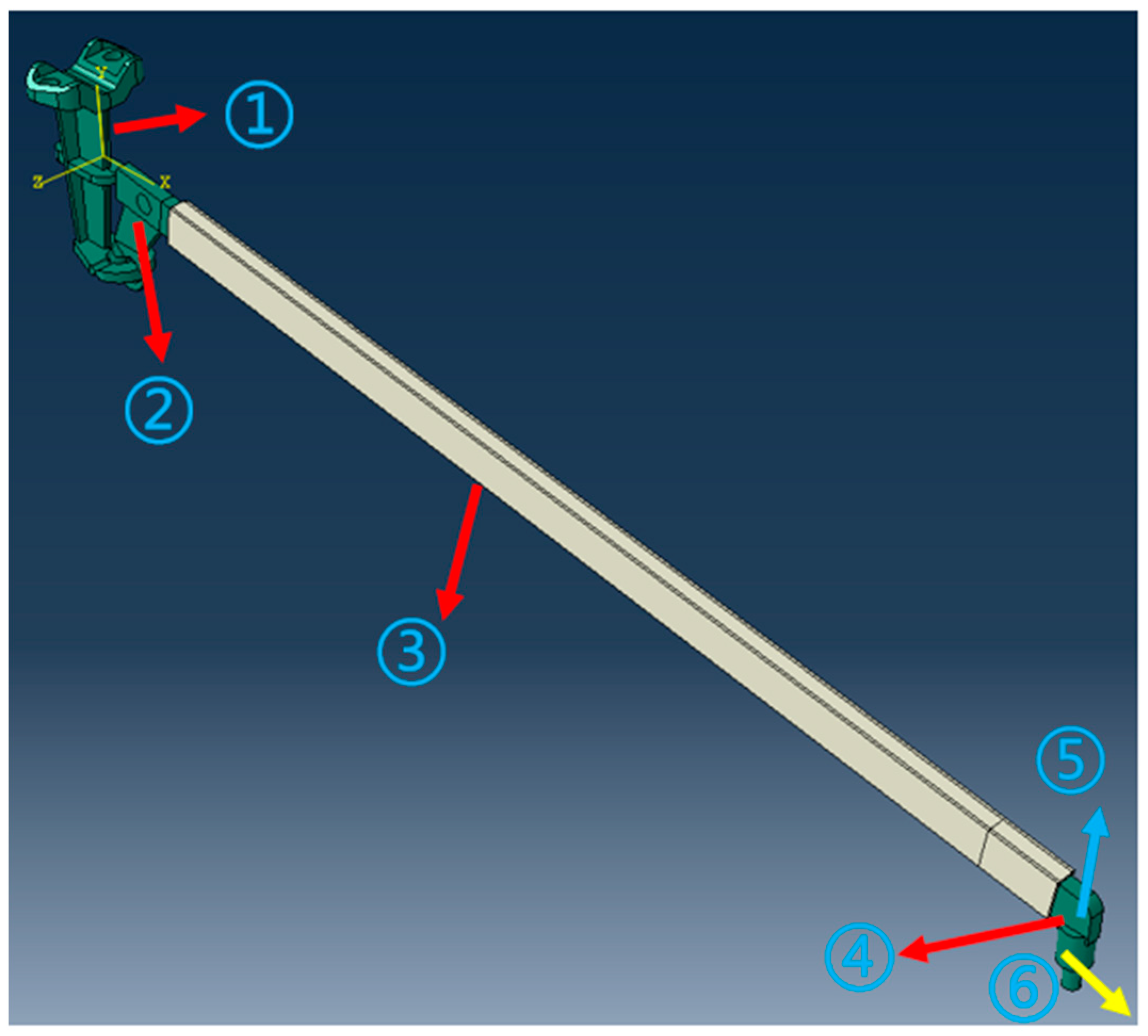
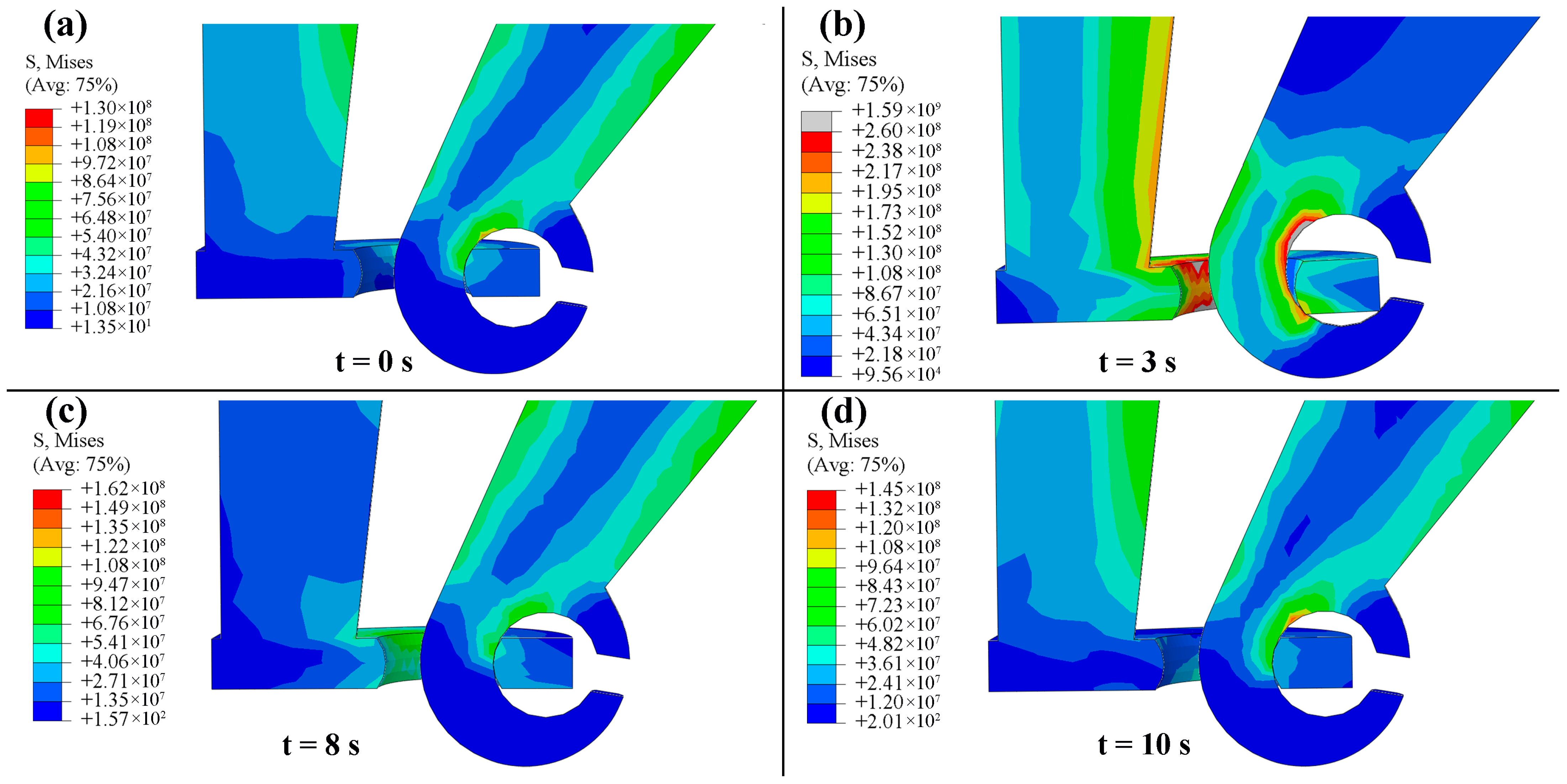
- A simplified positioning device model was established to study the influence of tension force on wear performance. The simulation results revealed that smaller tension force would lead to higher relative sliding distance and larger wear depth under smaller tension force between the positioning support and positioning hook. The experimental and simulation results suggested that proper tension force was preferred which could ensure rolling contact friction rather than sliding contact friction. Sliding distance rather than tension force was the dominant influencing factor during the wearing process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Ding, N.; Xu, N.; Guo, W.; Shi, J.; Li, N.; Zhang, L.; Meng, B.; Zaïri, F. Failure analysis and optimization of a suspended structure in the power supply system of the subway. Eng. Fail. Anal. 2020, 115, 104619. [Google Scholar] [CrossRef]
- Liu, X.-Y.; Peng, J.-F.; Tan, D.-Q.; Xu, Z.-B.; Liu, J.-H.; Mo, J.-L.; Zhu, M.-H. Failure analysis and optimization of integral droppers used in high speed railway catenary system. Eng. Fail. Anal. 2018, 91, 496–506. [Google Scholar] [CrossRef]
- Wei, X.K.; Meng, H.F.; He, J.H.; Jia, L.M.; Li, Z.G. Wear analysis and prediction of rigid catenary contact wire and pantograph strip for railway system. Wear 2020, 442, 203118. [Google Scholar] [CrossRef]
- Derosa, S.; Nåvik, P.; Collina, A.; Bucca, G.; Rønnquist, A. A heuristic wear model for the contact strip and contact wire in pantograph-Catenary interaction for railway operations under 15 kV 16.67 Hz AC systems. Wear 2020, 456, 203401. [Google Scholar] [CrossRef]
- Yang, H.; Wang, K.; Liu, Y.; Fu, L.; Cui, X.; Jiang, G.; Hu, B. The formation of the delamination wear of the pure carbon strip and its influence on the friction and wear properties of the pantograph and catenary system. Wear 2020, 454, 203343. [Google Scholar] [CrossRef]
- Barros, A.; Cruz, C.; Silva, A.P.; Cheung, N.; Garcia, A.; Rocha, O.; Moreira, A. Length scale of solidification microstructure tailoring corrosion resistance and microhardness in T6 heat treatment of an Al–Cu–Mg alloy. Corros. Eng. Sci. Technol. 2020, 55, 471–479. [Google Scholar] [CrossRef]
- Chandra, V.S.; Krishna, K.S.V.B.R.; Ravi, M.; Sivaprasad, K.; Dhanasekaran, S.; Prashanth, K.G. Mechanical and Tribological Behavior of Gravity and Squeeze Cast Novel Al-Si Alloy. Metals 2022, 12, 194. [Google Scholar] [CrossRef]
- Hirsch, S.J.; Winter, L.; Grund, T.; Lampke, T. Heat Treatment Influencing Porosity and Tensile Properties of Field Assisted Sintered AlSi7Mg0.6. Materials 2022, 15, 2503. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.; Guo, H.; Xia, Z.; Wu, Q.; Liu, B. Correlation of solidification microstructure refining scale, Mg composition and heat treatment conditions with mechanical properties in Al-7Si-Mg cast aluminum alloys. Mater. Sci. Eng. A 2017, 685, 391–402. [Google Scholar] [CrossRef]
- Silva, C.; Barros, A.; Vida, T.; Garcia, A.; Cheung, N.; Reis, D.A.P.; Brito, C. Assessing Microstructure Tensile Properties Relationships in Al-7Si-Mg Alloys via Multiple Regression. Metals 2022, 12, 1040. [Google Scholar] [CrossRef]
- Zhang, B.; Wei, W.; Shi, W.; Guo, Y.; Wen, S.; Wu, X.; Gao, K.; Rong, L.; Huang, H.; Nie, Z. Effect of heat treatment on the microstructure and mechanical properties of Er-containing Al-7Si-0.6Mg alloy by laser powder bed fusion. Mater. Sci. Eng. A 2019, 760, 105–117. [Google Scholar]
- Antoun, A.A.; Brochu, M.; Möller, H. Effect of the Rheocasting Process and of the SLS Layer on the Fatigue Behavior of 357 Aluminum Alloy. Solid State Phenom. 2014, 217, 227–234. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Buffiere, J.-Y.; Verdu, C.; Gaillard, Y.; Mu, P.; Nadot, Y. Influence of surface and internal casting defects on the fatigue behaviour of A357-T6 cast aluminium alloy. Int. J. Fatigue 2016, 82, 361–370. [Google Scholar] [CrossRef]
- Dezecot, S.; Brochu, M. Microstructural characterization and high cycle fatigue behavior of investment cast A357 aluminum alloy. Int. J. Fatigue 2015, 77, 154–159. [Google Scholar] [CrossRef]
- Santos, J.; Zhu, B.; Zanella, C.; Jarfors, A.E.W. Fatigue Crack Initiation on Semi-Solid Al–7Si–Mg Castings. Metals 2022, 12, 1061. [Google Scholar] [CrossRef]
- Elleuch, K.; Fouvry, S. Wear analysis of A357 aluminium alloy under fretting. Wear 2002, 253, 662–672. [Google Scholar] [CrossRef]
- Yang, C.-Y.; Lee, S.-L.; Lee, C.-K.; Lin, J.-C. Effects of Sr and Sb modifiers on the sliding wear behavior of A357 alloy under varying pressure and speed conditions. Wear 2006, 261, 1348–1358. [Google Scholar] [CrossRef]
- Chandrashekharaiah, T.M.; Kori, S.A. Effect of grain refinement and modification on the dry sliding wear behaviour of eutectic Al–Si alloys. Tribol. Int. 2009, 42, 59–65. [Google Scholar] [CrossRef]
- Çolak, M.; Arslan, İ. Investigation of the effect of the addition of grain refiner and modifier addition on wear properties in sand and permanent mould casting of A357 and A380 aluminium alloys. Int. J. Cast Met. Res. 2022, 35, 17–23. [Google Scholar] [CrossRef]
- Lorenzetti, L.; Tonelli, L.; Ceschini, L.; Liverani, E.; Martini, C. A357 aluminium alloy produced by LPBF: Tribological behaviour in dry sliding conditions. Wear 2022, 510–511, 204488. [Google Scholar] [CrossRef]
- Lakshmikanthan, A.; Prabhu, T.R.; Babu, U.S.; Koppad, P.G.; Gupta, M.; Krishna, M.; Bonth, S. The effect of heat treatment on the mechanical and tribological properties of dual size SiC reinforced A357 matrix composites. J. Mater. Res. Technol. 2020, 9, 6434–6452. [Google Scholar] [CrossRef]
- Tan, D.; Xia, S.; Yob, A.; Yang, K.; Yan, S.; Givord, M.; Liang, D. Evaluation of the wear resistance of aluminium-based hybrid composite brake discs under relevant city rail environments. Mater. Des. 2022, 215, 110504. [Google Scholar] [CrossRef]
- Shalaby, E.A.M.; Churyumov, Y.A. Development and characterization of A359/AlN composites for automotive applications. J. Alloys Compounds 2017, 727, 540–548. [Google Scholar] [CrossRef]
- Shalaby, E.A.M.; Churyumov, Y.A.; Solonin, A.N.; Lotfy, A. Preparation and characterization of hybrid A359/(SiCþSi3N4) composites synthesized by stir/squeeze casting techniques. Mat. Sci. Eng. A 2016, 674, 18–24. [Google Scholar] [CrossRef]
- Lu, Z.; Wang, P.; Zhang, D. Super-hydrophobic film fabricated on aluminium surface as a barrier to atmospheric corrosion in a marine environment. Corros. Sci. 2015, 91, 287–296. [Google Scholar] [CrossRef]
- Sato, Y.; Iwabuchi, A.; Uchidate, M.; Yashiro, H. Dynamic corrosion properties of impact–fretting wear in high-temperature pure water. Wear 2015, 330–331, 182–192. [Google Scholar] [CrossRef]
- Zhu, B.; Zanella, C. Hardness and corrosion behaviour of anodized Al-Si produced by rheocasting. Mater. Des. 2019, 173, 107764. [Google Scholar] [CrossRef]
- Yang, C.-Y.; Lee, S.-L.; Lee, C.-K.; Lin, J.-C. Effects of Be and Fe on the mechanical and corrosion behaviors of A357 alloys. Mater. Chem. Phys. 2005, 93, 412–419. [Google Scholar] [CrossRef]
- Osório, W.R.; Goulart, P.R.; Garcia, A. Effect of silicon content on microstructure and electrochemical behavior of hypoeutectic Al–Si alloys. Mater. Lett. 2008, 62, 365–369. [Google Scholar] [CrossRef]
- Milošev, I.; Kapun, B.; Rodič, P.; Carrière, C.; Mercier, D.; Zanna, S.; Marcus, P. Mechanism of Corrosion of Cast Aluminum-Silicon Alloys in Seawater. Part 1: Characterization and Field Testing of Bare Alloys in the Adriatic Sea. Corrosion 2023, 79, 193–212. [Google Scholar] [CrossRef]
- Milošev, I.; Kapun, B.; Rodič, P.; Carrière, C.; Mercier, D.; Zanna, S.; Marcus, P. Mechanism of Corrosion of Cast Aluminum-Silicon Alloys in Seawater. Part 2: Characterization and Field Testing of Sol-Gel-Coated Alloys in the Adriatic Sea. Corrosion 2023, 79, 213–229. [Google Scholar] [CrossRef] [PubMed]
- Lai, F.; Qu, S.; Lewis, R.; Slatter, T.; Fu, W.; Li, X. The influence of ultrasonic surface rolling on the fatigue and wear properties of 23-8N engine valve steel. Int. J. Fatigue 2019, 125, 299–313. [Google Scholar] [CrossRef]
- Gangopadhyay, A.; McWatt, D.G. The effect of novel surface textures on tappet shims on valvetrain friction and wear. Tribol. T. 2008, 51, 221–230. [Google Scholar] [CrossRef]
- Pellizzari, M.; Molinari, A.; Straffelini, G. Thermal fatigue resistance of gas and plasma nitrided 41CrAlMo7 steel. Mat. Sci. Eng. A 2003, 352, 186–194. [Google Scholar] [CrossRef]
- Tang, J.; Hu, X.; Lai, F.; Guo, X.; Qu, S.; He, R.; Qin, S.; Li, J. Evolution of Fretting Wear Behaviors and Mechanisms of 20CrMnTi Steel after Carburizing. Metals 2020, 10, 179. [Google Scholar] [CrossRef]
- Tan, D.-Q.; Mo, J.-L.; He, W.-F.; Luo, J.; Zhang, Q.; Zhu, M.-H.; Zhou, Z.-R. Suitability of laser shock peening to impact-sliding wear in different system Stiffnesses. Surf. Coat. Technol. 2019, 358, 22–35. [Google Scholar] [CrossRef]
- Fernandez-Lopez, P.; Alves, S.A.; Azpitarte, I.; San-Jose, J.T.; Bayon, R. Corrosion and tribocorrosion protection of novel PEO coatings on a secondary cast Al-Si alloy: Influence of polishing and sol-gel sealing. Corros. Sci. 2022, 207, 110548. [Google Scholar] [CrossRef]
- Liu, X.; An, Y.; Li, S.; Zhao, X.; Hou, G.; Zhou, H.; Chen, J. An assessment of tribological performance on NiCoCrAlYTa coating under corrosive environments. Tribology Int. 2017, 115, 35–44. [Google Scholar] [CrossRef]
- Liu, Y.; Mol, J.M.C.; Janssen, G.C.A.M. Corrosion reduces wet abrasive wear of structural steel. Scr. Mater. 2015, 107, 92–95. [Google Scholar] [CrossRef]
- Dalbert, V.; Mary, N.; Normand, B.; Verdu, C.; Douillard, T.; Saedlou, S. The effects of microstructures and repassivation kinetics on the tribocorrosion resistance of ferrite and ferrite-martensite stainless steels. Wear 2019, 420, 245–256. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, L.; Li, S.; Wang, R.; Guo, P.; Wang, A.; Ke, P. Accelerated deterioration mechanism of 316L stainless steel in NaCl solution under the intermittent tribocorrosion process. J. Mater. Sci. Technol. 2022, 121, 67–79. [Google Scholar] [CrossRef]
- Wang, Y.; Hao, E.; An, Y.; Hou, G.; Zhao, X.; Zhou, H. The interaction mechanism of cavitation erosion and corrosion on HVOF sprayed NiCrWMoCuCBFe coating in artificial seawater. Appl. Surf. Sci. 2020, 525, 146499. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, X.; Xue, Y.; An, Y.; Zhou, H.; Chen, J. Effect of the microstructure of corrosion products on tribo-corrosion performance of HVOF-sprayed NiCrWMoCuCBFe coating. Corros. Sci. 2022, 207, 110597. [Google Scholar] [CrossRef]
- Chen, G.; Wang, X.; Wang, J.; Liu, J.; Zhang, T.; Tang, W. Damage investigation of the aged aluminium cable steel reinforced (ACSR) conductors in a high-voltage transmission line. Eng. Fail. Anal. 2012, 19, 13–21. [Google Scholar] [CrossRef]
- Ma, X.; Gao, L.; Zhang, J.; Zhang, L.-C. Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line. Metals 2017, 7, 373. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Al | Zn | Ti | Others |
|---|---|---|---|---|---|---|---|---|
| 7.446 | 0.157 | 0.004 | 0.002 | 0.655 | 91.51 | 0.065 | 0.151 | 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhao, Y.; Pan, L.; Zhao, A. Influence of Applied Load and Sliding Distance on Wear Performance of AlSi7Mg0.6 Aluminum Alloy. Metals 2023, 13, 1628. https://doi.org/10.3390/met13091628
Zhang H, Zhao Y, Pan L, Zhao A. Influence of Applied Load and Sliding Distance on Wear Performance of AlSi7Mg0.6 Aluminum Alloy. Metals. 2023; 13(9):1628. https://doi.org/10.3390/met13091628
Chicago/Turabian StyleZhang, Haibo, Yingxin Zhao, Like Pan, and Aiguo Zhao. 2023. "Influence of Applied Load and Sliding Distance on Wear Performance of AlSi7Mg0.6 Aluminum Alloy" Metals 13, no. 9: 1628. https://doi.org/10.3390/met13091628
APA StyleZhang, H., Zhao, Y., Pan, L., & Zhao, A. (2023). Influence of Applied Load and Sliding Distance on Wear Performance of AlSi7Mg0.6 Aluminum Alloy. Metals, 13(9), 1628. https://doi.org/10.3390/met13091628