
Economic Aspects of Mechanical Pre-Treatment’s Role in Precious Metals Recovery from Electronic Waste

 , , , , ,
, , , , ,  and
and
Abstract
:1. Introduction
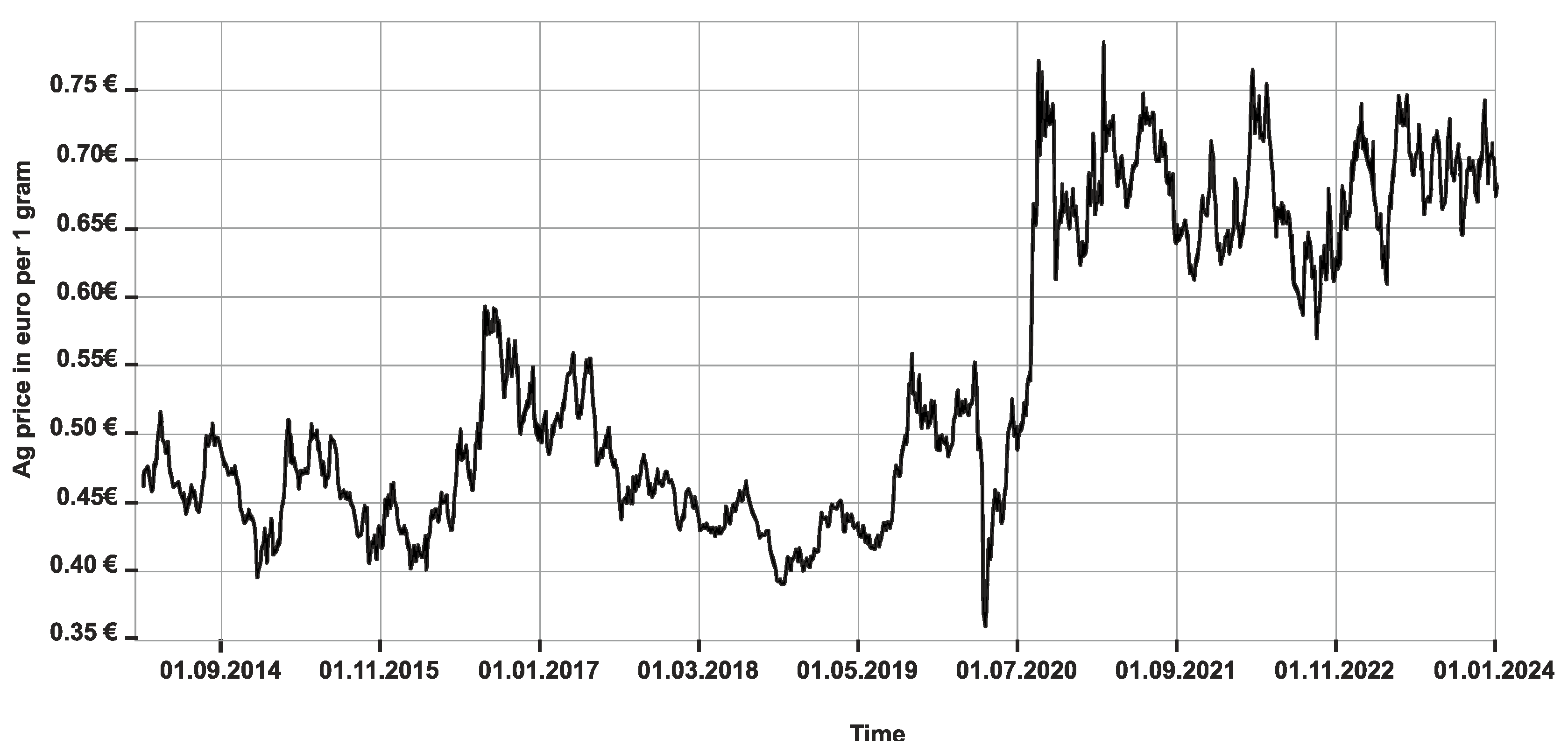
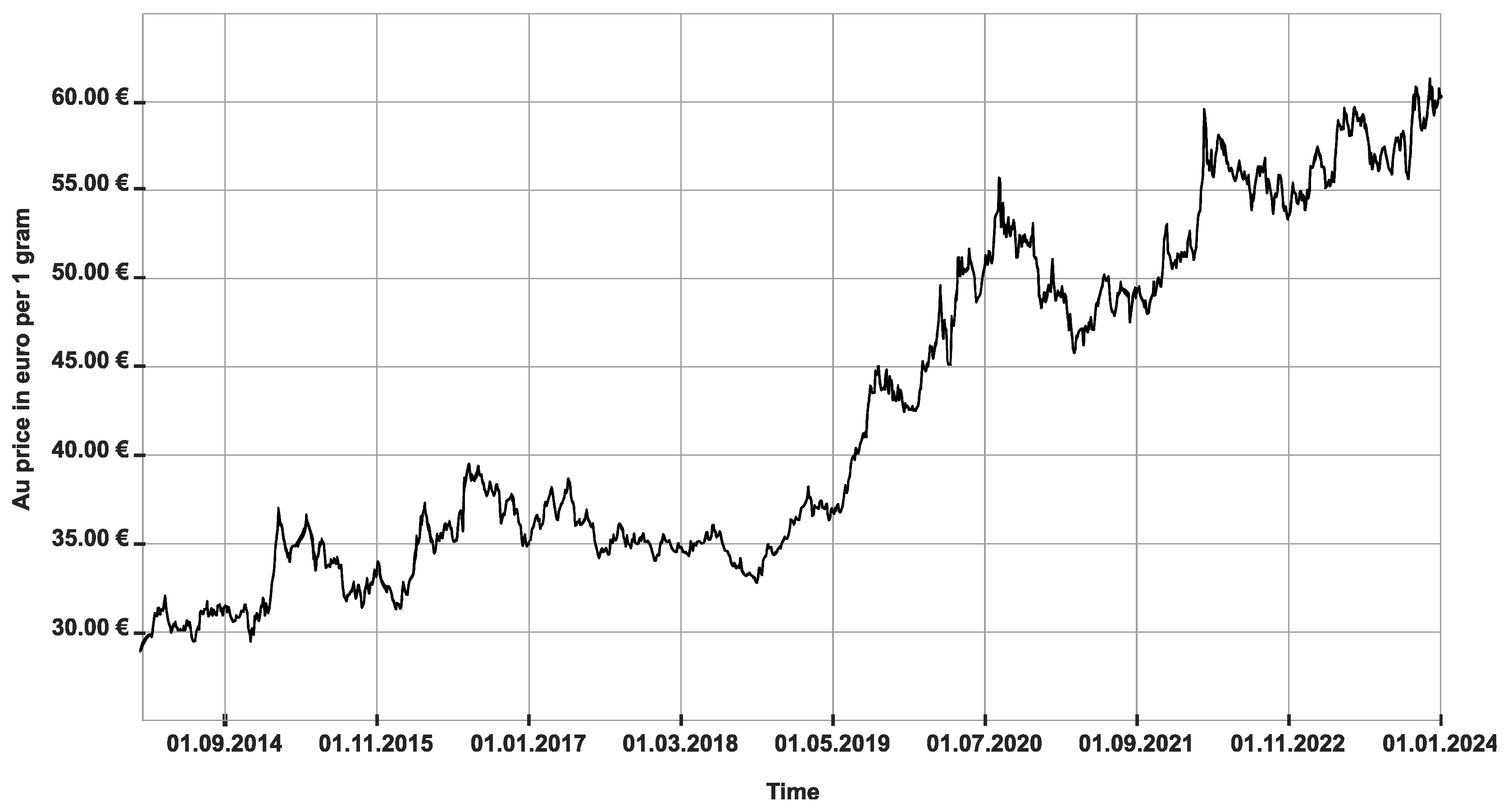
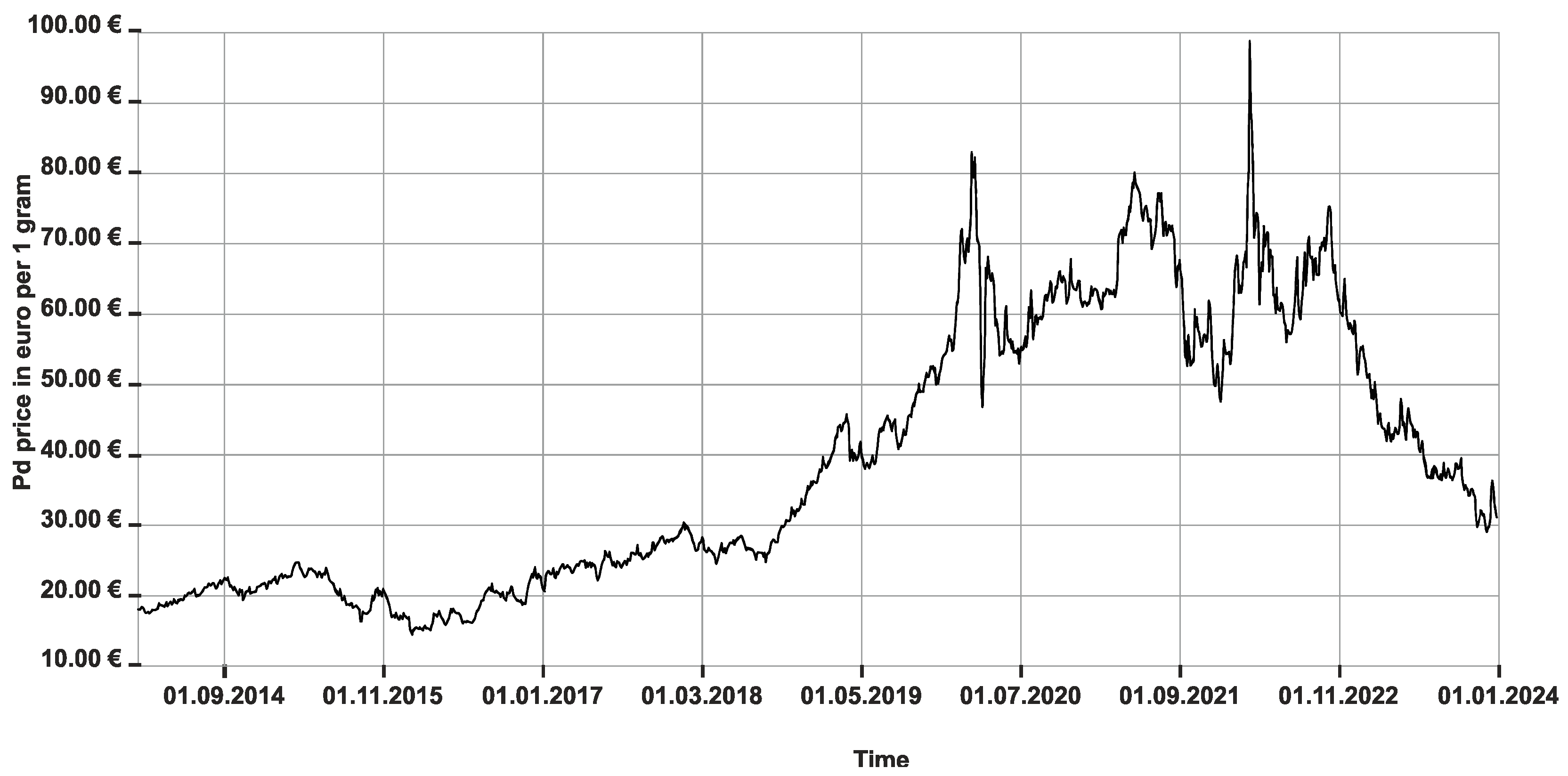
1.1. Precious Metals Price Tendency
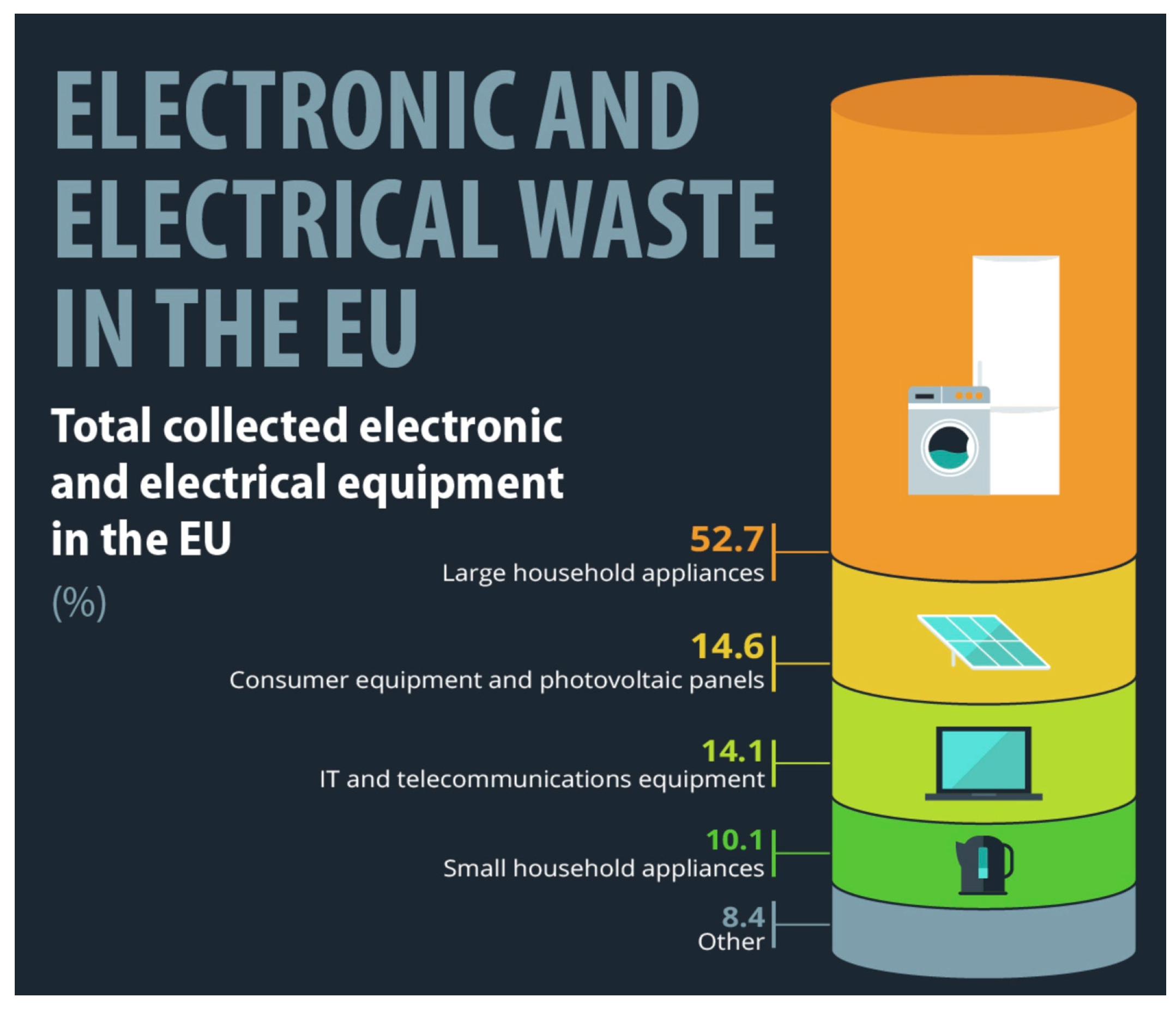
1.2. Electronic Waste Composition and Statistics
- Temperature exchange equipment;
- Screens, monitors, and equipment containing screens having a surface greater than 100 cm2;
- Lamps;
- Large equipment;
- Small equipment (no external dimension greater than 50 cm);
- Small IT and telecommunication equipment (no external dimension greater than 50 cm).
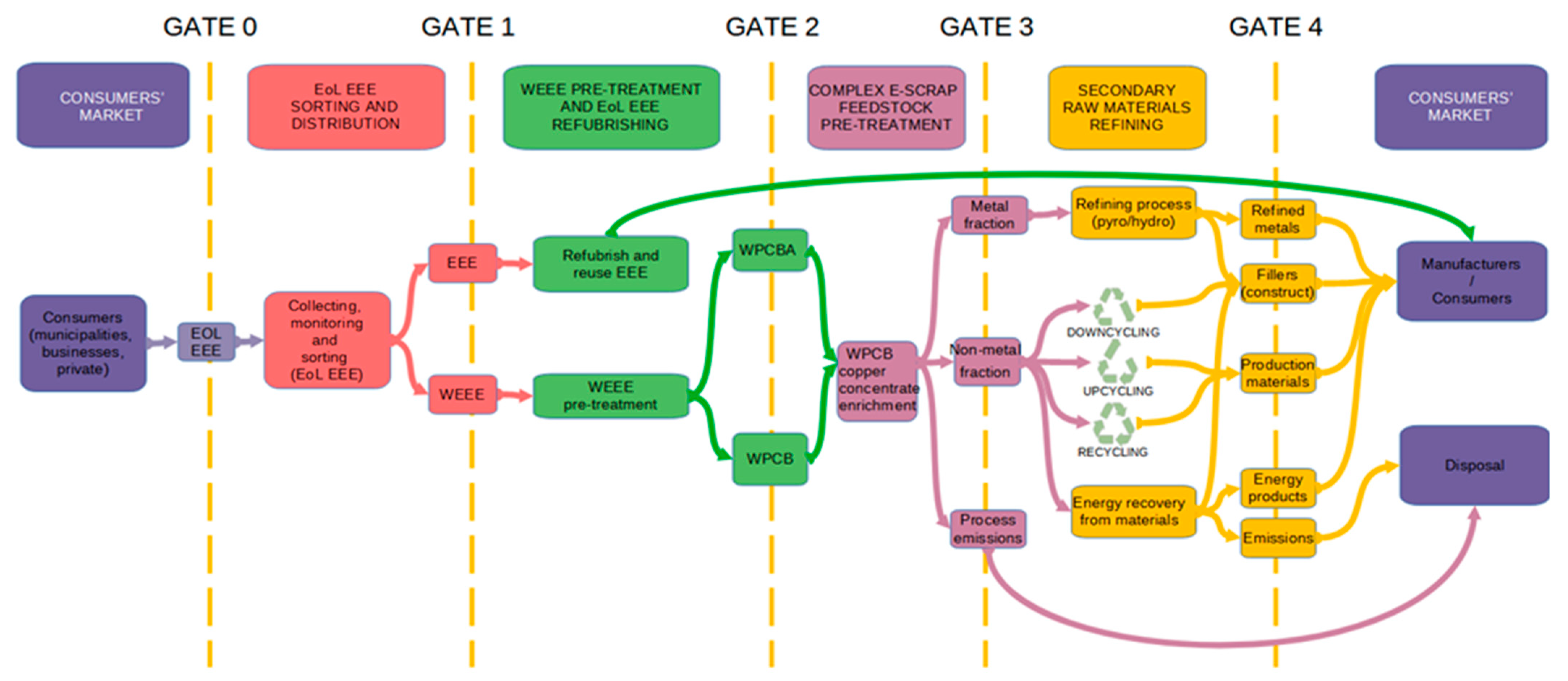
1.3. Recovery Technologies
- Gate 4–0: consumer market;
- Gate 0–1: End-of-Life (EoL) consumer goods collection and sorting into EoL Electronic and Electric Equipment (EEE) for reuse and WEEE for recycling (or disposal);
- Gate 1–2: WEEE pre-treatment and disassembly to its basic components, removing hazardous and directing recyclable components to materials (metals, plastics, etc.) recovery.
- Gate 2–3: E-scrap feedstock pre-treatment generally performed either at WEEE pre-treatment facilities or at raw materials recovery facilities (e.g., metallurgy). At this stage the components are being break down to the basic materials and sorted into fractions (concentrates).
- Gate 3–4: Secondary raw materials recovery (re-, up-, downcycling) through metallurgy, plastics remelting, ceramics recycling, etc.
1.4. Electronic Waste Availability (Accumulated Quantity) by Markets
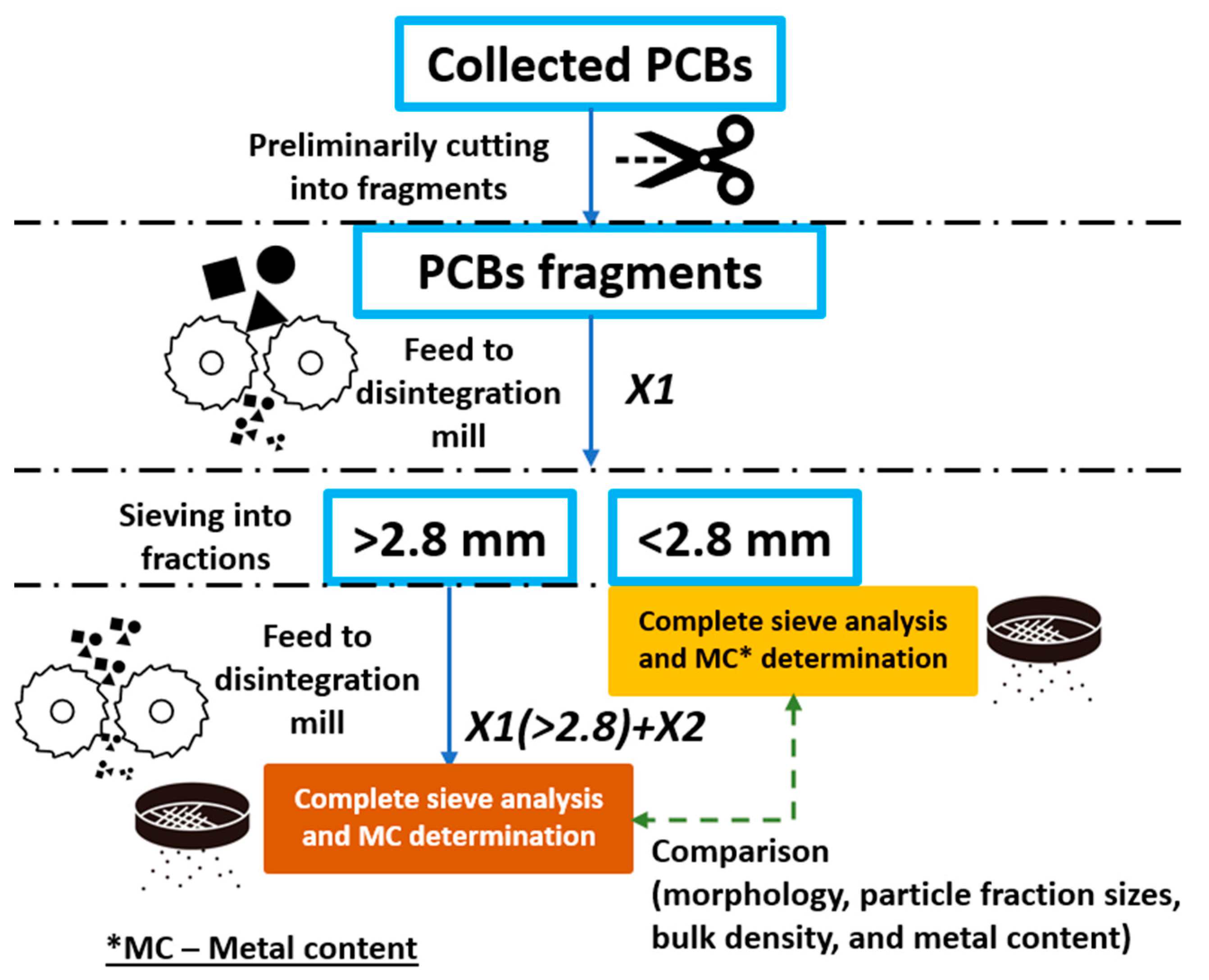
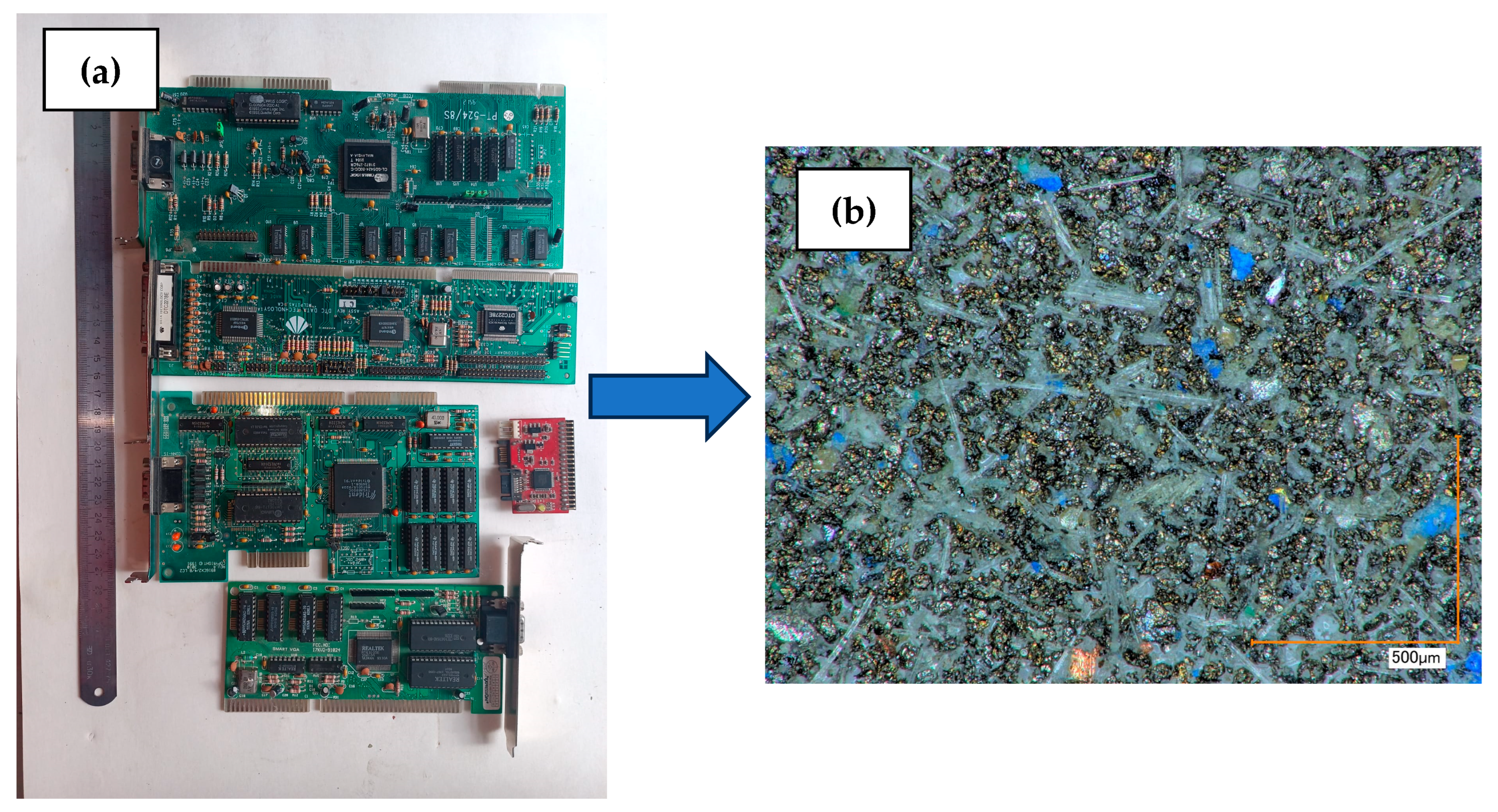
2. Materials and Methods
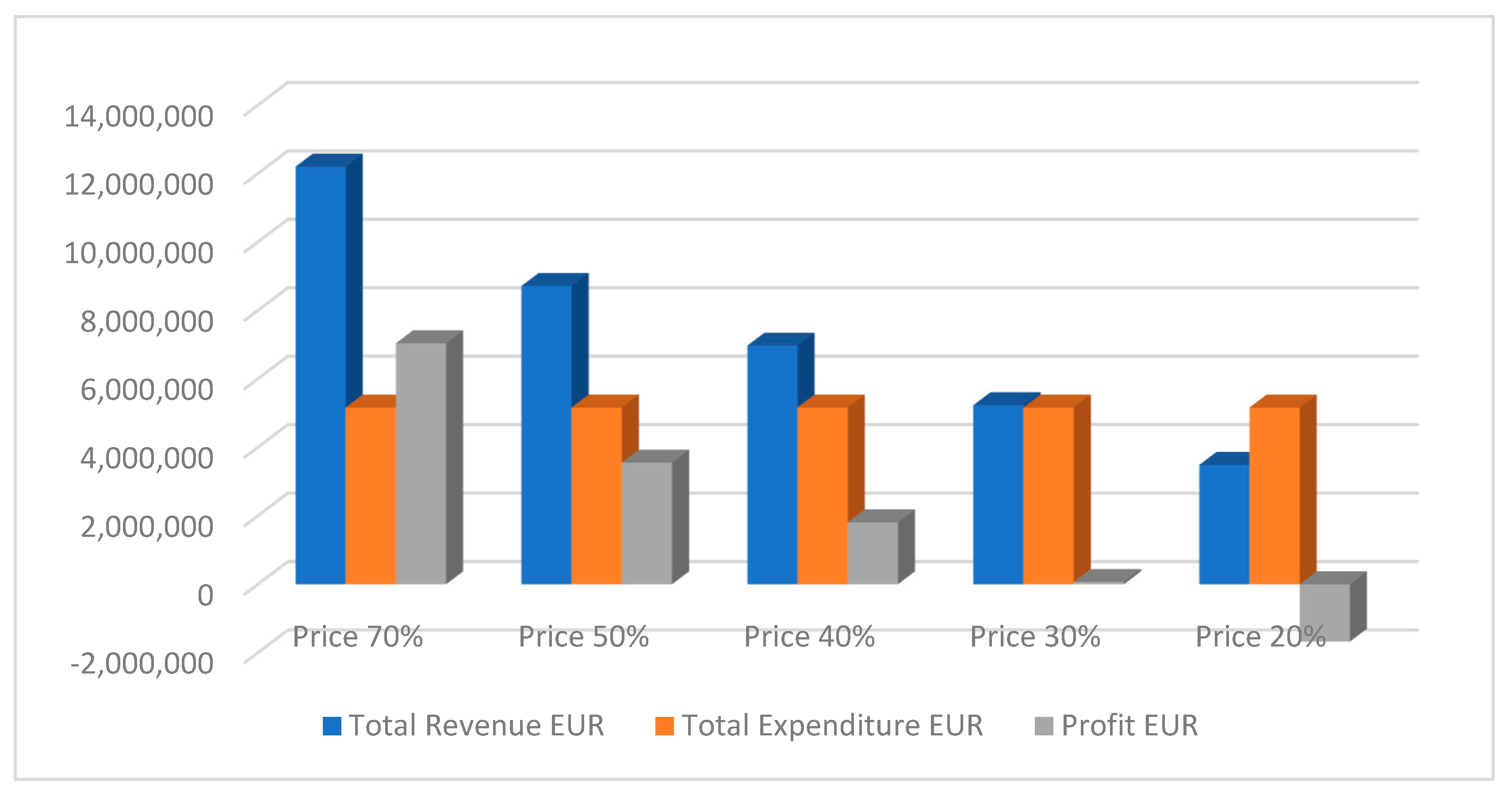
3. Results
4. Conclusions
Author Contributions
Funding
Projects Synergy
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- International E-Waste Day: 57.4M Tonnes Expected in 2021. Available online: https://weee-forum.org/ws_news/international-e-waste-day-2021/ (accessed on 15 October 2023).
- Mori de Oliveira, C.; Bellopede, R.; Tori, A.; Marini, P. Study of Metal Recovery from Printed Circuit Boards by Physical-Mechanical Treatment Processes. Mater. Proc. 2021, 5, 121. [Google Scholar]
- Romagnoli, V.; de Bruijne, E.; Drapeau, P.; Ollion, L.; Anaëll’e, C. Study on Options for Return Schemes of Mobile Phones, Tablets and Other Small Electrical and Electronic Equipment in the EU; European Commission: Brussels, Belgium, 2022. [Google Scholar]
- European Commision. Waste Statistics—Electrical and Electronic Equipment. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Waste_statistics_-_electrical_and_electronic_equipment#Electrical_and_electronic_equipment_.28EEE.29_put_on_the_market_and_WEEE_processed_in_the_EU (accessed on 15 October 2023).
- Shittu, O.S.; Williams, I.D.; Shaw, P.J. Global E-Waste Management: Can WEEE Make a Difference? A Review of e-Waste Trends, Legislation, Contemporary Issues and Future Challenges. Waste Manag. 2021, 120, 549–563. [Google Scholar] [CrossRef]
- Gautam, P.; Behera, C.K.; Sinha, I.; Gicheva, G.; Singh, K.K. High Added-Value Materials Recovery Using Electronic Scrap-Transforming Waste to Valuable Products. J. Clean. Prod. 2022, 330, 129836. [Google Scholar] [CrossRef]
- Li, H.; Eksteen, J.; Oraby, E. Hydrometallurgical Recovery of Metals from Waste Printed Circuit Boards (WPCBs): Current Status and Perspectives—A Review. Resour. Conserv. Recycl. 2018, 139, 122–139. [Google Scholar] [CrossRef]
- Lin, S.; Chen, X.W.; Cai, Z.; Shi, J.; Fu, J.; Jiang, G.; Wong, M.H. Remediation of Emerging Contaminated Sites Due to Uncontrolled E-Waste Recycling. Chem. Eng. J. 2022, 430, 133169. [Google Scholar] [CrossRef]
- Peng, Z.; Wang, J.; Zhang, X.; Yan, J.; Shang, W.; Yu, J.; Zhu, G.; Rao, M.; Li, G.; Jiang, T. Enrichment of Heavy Metals from Spent Printed Circuit Boards by Microwave Pyrolysis. Waste Manag. 2022, 145, 112–120. [Google Scholar] [CrossRef]
- Cai, K.; Song, Q.; Yuan, W.; Ruan, J.; Duan, H.; Li, Y.; Li, J. Human Exposure to PBDEs in E-Waste Areas: A Review. Environ. Pollut. 2020, 267, 115634. [Google Scholar] [CrossRef]
- Ma, S.; Lin, M.; Tang, J.; Liu, R.; Yang, Y.; Yu, Y.; Li, G.; An, T. Occurrence and Fate of Polycyclic Aromatic Hydrocarbons from Electronic Waste Dismantling Activities: A Critical Review from Environmental Pollution to Human Health. J. Hazard. Mater. 2022, 424, 127683. [Google Scholar] [CrossRef]
- Wang, J.; Xu, Z. Disposing and Recycling Waste Printed Circuit Boards: Disconnecting, Resource Recovery, and Pollution Control. Environ. Sci. Technol. 2015, 49, 721–733. [Google Scholar] [CrossRef]
- Hao, J.; Wang, Y.; Wu, Y.; Guo, F. Metal Recovery from Waste Printed Circuit Boards: A Review for Current Status and Perspectives. Resour. Conserv. Recycl. 2020, 157, 104787. [Google Scholar] [CrossRef]
- Jha, R.; Rao, M.D.; Meshram, A.; Verma, H.R.; Singh, K.K. Potential of Polymer Inclusion Membrane Process for Selective Recovery of Metal Values from Waste Printed Circuit Boards: A Review. J. Clean. Prod. 2020, 265, 121621. [Google Scholar] [CrossRef]
- Mir, S.; Dhawan, N. A Comprehensive Review on the Recycling of Discarded Printed Circuit Boards for Resource Recovery. Resour. Conserv. Recycl. 2022, 178, 106027. [Google Scholar] [CrossRef]
- Qiu, R.; Lin, M.; Qin, B.; Xu, Z.; Ruan, J. Environmental-Friendly Recovery of Non-Metallic Resources from Waste Printed Circuit Boards: A Review. J. Clean. Prod. 2021, 279, 123738. [Google Scholar] [CrossRef]
- Niu, B.; Chen, Z.; Xu, Z. Method for Recycling Tantalum from Waste Tantalum Capacitors by Chloride Metallurgy. ACS Sustain. Chem. Eng. 2017, 5, 1376–1381. [Google Scholar] [CrossRef]
- Fontana, D.; Pietrantonio, M.; Pucciarmati, S.; Torelli, G.N.; Bonomi, C.; Masi, F. Palladium Recovery from Monolithic Ceramic Capacitors by Leaching, Solvent Extraction and Reduction. J. Mater. Cycles Waste Manag. 2018, 20, 1199–1206. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, Z. Recycling Non-Leaching Gold from Gold-Plated Memory Cards: Parameters Optimization, Experimental Verification, and Mechanism Analysis. J. Clean. Prod. 2017, 162, 1518–1526. [Google Scholar] [CrossRef]
- Wu, C.; Awasthi, A.K.; Qin, W.; Liu, W.; Yang, C. Recycling Value Materials from Waste PCBs Focus on Electronic Components: Technologies, Obstruction and Prospects. J. Environ. Chem. Eng. 2022, 10, 108516. [Google Scholar] [CrossRef]
- Maurice, A.A.; Dinh, K.N.; Charpentier, N.M.; Brambilla, A.; Gabriel, J.C.P. Dismantling of Printed Circuit Boards Enabling Electronic Components Sorting and Their Subsequent Treatment Open Improved Elemental Sustainability Opportunities. Sustainability 2021, 13, 10357. [Google Scholar] [CrossRef]
- Silver Price in EUR per Troy Ounce for Last 10 Years. Available online: https://www.bullionbypost.eu/silver-price/10-year-silver-price/ (accessed on 15 October 2023).
- Gold Price in EUR per Gram for Last 10 Years. Available online: https://www.bullionbypost.eu/gold-price/10-year-gold-price-per-gram/ (accessed on 15 October 2023).
- Palladium Price in EUR per Troy Ounce for Last 10 Years. Available online: https://www.bullionbypost.eu/palladium-price/10year/ounces/EUR/ (accessed on 15 October 2023).
- European Comission. Waste Statistics—Electrical and Electronic Equipment. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Waste_statistics_-_electrical_and_electronic_equipment&oldid=556612/ (accessed on 15 October 2023).
- Vanessa, F.; Cornelis, P.B.; Ruediger, K.; Garam, B. The Global E-Waste Monitor 2020: Quantities, Communications Systems. From Broadband Networks to Cutting-Edge Wireless Technologies, Flows and the Circular Economy Potential, Bonn, Germany; Geneva, Switzerland; Rotterdam, The Netherlands. 2020.
- European Parliament and of the Council. Directive (EU) 2018/849 of the European Parliament and of the Council; L150; European Parliament and of the Council: Brussels, Belgium, 2018. [Google Scholar]
- European Parliament E-Waste in the EU: Facts and Figures (Infographic). Available online: https://www.europarl.europa.eu/news/en/headlines/society/20201208STO93325/e-waste-in-the-eu-facts-and-figures-infographic (accessed on 15 October 2023).
- Wang, M.; Tan, Q.; Chiang, J.F.; Li, J. Recovery of Rare and Precious Metals from Urban Mines—A Review. Front. Environ. Sci. Eng. 2017, 11, 1. [Google Scholar] [CrossRef]
- Gonzalez Baez, A.; Pantoja Muñoz, L.; Garelick, H.; Purchase, D. Characterization of Industrially Pre-Treated Waste Printed Circuit Boards for the Potential Recovery of Rare Earth Elements. Environ. Technol. Innov. 2022, 27, 102481. [Google Scholar] [CrossRef]
- Botelho Junior, A.B.; Martins, F.P.; Cezarino, L.O.; Liboni, L.B.; Tenório, J.A.S.; Espinosa, D.C.R. The Sustainable Development Goals, Urban Mining, and the Circular Economy. Extr. Ind. Soc. 2023, 16, 101367. [Google Scholar] [CrossRef]
- Pietrelli, L.; Francolini, I.; Piozzi, A.; Vocciante, M. Metals Recovery from Printed Circuit Boards: The Pursuit of Environmental and Economic Sustainability. Chem. Eng. Trans. 2018, 70, 271–276. [Google Scholar] [CrossRef]
- Tembhare, S.P.; Bhanvase, B.A.; Barai, D.P.; Dhoble, S.J. E-Waste Recycling Practices: A Review on Environmental Concerns, Remediation and Technological Developments with a Focus on Printed Circuit Boards. Environ. Dev. Sustain. 2022, 24, 8965–9047. [Google Scholar] [CrossRef]
- Ashiq, A.; Kulkarni, J.; Vithanage, M. Hydrometallurgical Recovery of Metals From E-Waste. In Electronic Waste Management and Treatment Technology; Butterworth-Heinemann: Oxford, UK, 2019; pp. 225–246. [Google Scholar] [CrossRef]
- Rene, E.R.; Sethurajan, M.; Kumar Ponnusamy, V.; Kumar, G.; Bao Dung, T.N.; Brindhadevi, K.; Pugazhendhi, A. Electronic Waste Generation, Recycling and Resource Recovery: Technological Perspectives and Trends. J. Hazard. Mater. 2021, 416, 125664. [Google Scholar] [CrossRef] [PubMed]
- Ahirwar, R.; Tripathi, A.K. E-Waste Management: A Review of Recycling Process, Environmental and Occupational Health Hazards, and Potential Solutions. Environ. Nanotechnol. Monit. Manag. 2021, 15, 100409. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, H.; Wang, H.; Wang, C. Flotation Separation of Acrylonitrile-Butadiene-Styrene and Polystyrene in WEEE Based on Oxidation of Active Sites. Miner. Eng. 2020, 146, 106131. [Google Scholar] [CrossRef]
- Kaya, M. Electronic Waste and Printed Circuit Board Recycling Technologies; Springer International Publishing: Cham, Switzerland, 2019; ISBN 978-3-030-26592-2. [Google Scholar]
- Ning, C.; Lin, C.S.K.; Hui, D.C.W.; McKay, G. Waste Printed Circuit Board (PCB) Recycling Techniques. Top. Curr. Chem. 2017, 375, 43. [Google Scholar] [CrossRef]
- Asghari, I.; Mousavi, S.M.; Amiri, F.; Tavassoli, S. Bioleaching of Spent Refinery Catalysts: A Review. J. Ind. Eng. Chem. 2013, 19, 1069–1081. [Google Scholar] [CrossRef]
- Syrmakezis, K.C.; Tsakalakis, K.G.; Sammas, I.P. Valorisation of Base Metals Contained in Fine Particles of End-of-Life Printed Circuit Boards with the Use of Column Flotation Process. Sustain. Chem. Pharm. 2023, 33, 101062. [Google Scholar] [CrossRef]
- Yao, Y.; Zhou, K.; He, J.; Zhu, L.; Zhao, Y.; Bai, Q. Efficient Recovery of Valuable Metals in the Disposal of Waste Printed Circuit Boards via Reverse Flotation. J. Clean. Prod. 2021, 284, 124805. [Google Scholar] [CrossRef]
- Chen, L.; He, J.; Zhu, L.; Yao, Q.; Sun, Y.; Guo, C.; Chen, H.; Yang, B. Efficient Recovery of Valuable Metals from Waste Printed Circuit Boards via Ultrasound-Enhanced Flotation. Process Saf. Environ. Prot. 2023, 169, 869–878. [Google Scholar] [CrossRef]
- Dai, G.; Han, J.; Duan, C.; Tang, L.; Peng, Y.; Chen, Y.; Jiang, H.; Zhu, Z. Enhanced Flotation Efficiency of Metal from Waste Printed Circuit Boards Modified by Alkaline Immersion. Waste Manag. 2021, 120, 795–804. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, S.K. (Ed.) Urban Mining and Sustainable Waste Management; Springer: Singapore, 2020; ISBN 978-981-15-0531-7. [Google Scholar]
- Li, K.; Xu, Z. A Review of Current Progress of Supercritical Fluid Technologies for E-Waste Treatment. J. Clean. Prod. 2019, 227, 794–809. [Google Scholar] [CrossRef]
- Silveira, A.V.M.; Cella, M.; Tanabe, E.H.; Bertuol, D.A. Application of Tribo-Electrostatic Separation in the Recycling of Plastic Wastes. Process Saf. Environ. Prot. 2018, 114, 219–228. [Google Scholar] [CrossRef]
- Martino, R.; Iseli, C.; Gaydardzhiev, S.; Streicher-Porte, M.; Weh, A. Electro Dynamic Fragmentation of Printed Wiring Boards as a Preparation Tool for Their Recycling. Miner. Eng. 2017, 107, 20–26. [Google Scholar] [CrossRef]
- Blumbergs, E.; Serga, V.; Shishkin, A.; Goljandin, D.; Shishko, A.; Zemcenkovs, V.; Markus, K.; Baronins, J.; Pankratov, V. Selective Disintegration–Milling to Obtain Metal-Rich Particle Fractions from E-Waste. Metals 2022, 12, 1468. [Google Scholar] [CrossRef]
- Serga, V.; Zarkov, A.; Shishkin, A.; Elsts, E.; Melnichuks, M.; Maiorov, M.; Blumbergs, E.; Pankratov, V. Study of Metal Leaching from Printed Circuit Boards by Improved Electrochemical Hydrochlorination Technique Using Alternating Current. Metals 2023, 13, 662. [Google Scholar] [CrossRef]
- Serga, V.; Zarkov, A.; Blumbergs, E.; Shishkin, A.; Baronins, J.; Elsts, E.; Pankratov, V. Leaching of Gold and Copper from Printed Circuit Boards under the Alternating Current Action in Hydrochloric Acid Electrolytes. Metals 2022, 12, 1953. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | MP | M | MB | CPU | MIX | Element | MP |
|---|---|---|---|---|---|---|---|
| Cu | 290,120 | 164,950 | 211,380 | 166,333 | 287,300 | Cu | 290,120 |
| Zn | 4680 | 11,820 | 670 | - | 502 | Zn | 4680 |
| Cd | 31 | 360 | 130 | - | 360 | Cd | 31 |
| Ni | 15,740 | 14,140 | 2810 | 78,237 | 6143 | Ni | 15,740 |
| Pb | 14,450 | 29,010 | 18,030 | - | 27,342 | Pb | 14,450 |
| Fe | 31,610 | 57,580 | 1810 | - | 9900 | Fe | 31,610 |
| Cr | 1310 | 250 | 70 | - | 3620 | Cr | 1310 |
| Si | 96,610 | 134,600 | 103,430 | - | 110,000 | Si | 96,610 |
| Al | 19,810 | 36,230 | 18,980 | - | 10,200 | Al | 19,810 |
| Au | 1740 | 21 | 120 | 3270 | 853 | Au | 1740 |
| Ag | 1210 | 1760 | 660 | 1 | 425 | Ag | 1210 |
| Sn | 28,540 | 62,160 | 33,410 | 1 | 55,500 | Sn | 28,540 |
| Sb | - | - | - | - | 1067 | Sb | - |
| Mn | 13 | - | - | - | 33 | Mn | 13 |
| Pd | 125 | - | - | - | 250 | Pd | 125 |
| Pt | 7 | - | - | - | 12 | Pt | 7 |
| WPCB/WPCBA Pre-Treatment Methods | Example(s) | Output(s) | Advantages | Disadvantages |
|---|---|---|---|---|
| Manual dismantling [38,39,40] | Manual disassembly work (individual or chain) | WPCB/A in their initial state EC | Low investment cost; Utilize simple tools; Job creation for low educated workers; Can be performed selectively/simultaneously; Highest recovery efficiency (well preserved WPCB/A); Small scale; Suitable for developing countries; Selective dismantling. | Lowest copper concentrate quality; Low speed; Health issues; Labor intense; High recovery efficiency; Small scale; Highest OPEX per ton of concentrate; Ergonomically limited. |
| Traditional methods [38,39,40] | (Incineration) | Dioxins COx, NOx; SOx PBDEs HBCDs | Short process time; Simple; No investment required; No equipment is required; No pre-treatment is required; No capacity limitation (hill size fire). | Banned in the EU; High toxicity; High impact on environment and health; Low concentrate quality; Risk of losing control over reaction; Only metals recovered; Low/none energy conversion rate (energy is lost). |
| Physical [38,39,40] | Milling; Shredding; Electrostatic separation; Air (inertial, centrifugal, gravity); Flotation (water solutions). | Metal dry concentrate Non-metal dry concentrate Dust fraction (K, Br, Cl) Odor (Cl, Br, etc.) Water residues (only in wet separation) | Simplicity (does not require dedicated training); Relatively high production rates; Selective (can target specific group of materials). | Lowest concentrate purity (only manual is lower). |
| Flotation: reverse, alkali [41,42,43,44] | Physical separation of non-metal parts by flotation method | Metal wet concentrate (sink part). Non-metal wet concentrate (float part) | Increased recovery efficiency of base metals (Cu, Al, Zn) and Ag [42]. | Methods generate significant amount of waste water; Contaminated by flotation agents (laurylamine, diesel oil, other active components); Not efficient for increasing Au, Pd, and Pt extraction; Float and sink part contaminated by floating media. |
| Bioleaching [38,40,45] | Biomining using microbes: Autotrophs Heterotrophs Mesophilic Thermophilic | Copper foils; Gasses (CO2, CH4, etc.); Glass fibers, ceramics; Liquor. CO2 | Weak organic acids are used; Eco-friendly (green technology). Suitable for both base and precious metals extraction; Low temperature and energy requirement; Clean nonmetal product; Low investment/operating cost; Cost-effective; Selective recovery; Less natural gas and water required. | Difficulty in microorganism isolation; Difficulty in microorganism reproduction/culture. Requires nutrients for microorganisms; Selective to specific metals; Vulnerability to heavy metals (needs selective pre-treatment?); Small scale (scalability constraints); Bacteria toxicity; Low leaching speed; Slow leaching kinetics; Long process time (48–245 h). |
| Chemical [38,46] | SCF (super critical fluids), Leaching, Ions exchange, etc. | Copper concentrate; Liquor emissions (e.g., HNO3, HClO4-based) Water solutions (residues). | Highest quality of end-products (metals recovered); Selective in terms of target materials (e.g., dedicated gold recovery); Lower gaseous emissions compared to thermal treatment (in case of SCF could even consume COx for reactions). | Corrosive; Requires reagents and their subsequent recycling; Often requires pre-treatment and concentration for the input (e.g., mechanical or thermal); Often energy consuming (SCF case); Cannot recover non-metals. |
| Chemical (mechanical pre-treatment) [38,45] | Leaching/SCF and physical pre-treatment. | Physical and chemical combined. | Physical and chemical combined. | Physical and chemical combined. |
| Electro-mechanical [38,45,47,48] | (HVF, HVP) | Liquor (waster residues from the peeling of the epoxies, etc.), Copper clad. | Highest ration of powder size/purity among mechanical and combined methods (98% at +3.0 mm size); Low risk of losing precious/noble metals (the Au, Pt, Pd, etc.) coating remains mostly intact. | Relatively high electric energy consumption (5 times average mechanical size reduction); Relatively low process capacity. |
| Thermal [38,39,45] | (Pyrolysis, smelting, microwave, etc.) | Copper matte; Solid by-products (e.g., iron-silica, fly ash, etc.); Gaseous emissions (COx, NOx, SOx, BrO, etc.). | Quality/speed ratio for enrichment is the best among all; Incinerated fraction can be converted to heat/el. energy. | Highest amount of emissions; High CAPEX; High OPEX; Requires dedicated training; Requires more operational permissions; Recovery of plastics is not possible; Fe and Al oxides end up in slags; Lightweight dust fraction containing metals could be burned before reaching metal bath. |
| Thermal-mechanical [38,39,45] | Desoldering (IR, bath, etc.) pre-heating and physical separation | Electrical components (chipsets, resistors, etc.) Substrate plate (copper clad laminate) Solder Emissions (COx, NOx, etc.). | Accurate recovery of ECs Better homogenization of the separation process input -> less materials losses and emissions Allows partial reuse of ECs. | Approximately 20% higher OPEX than fully physical pre-treatment due to thermal depopulation; Lower production speed (desoldering is generally slow ~150 kg/h); Thermal treatment leads to epoxy evaporation and odor generation in higher pace. |
| Raw Material Powder P3-1 (Motherboard, Single Crushing) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fraction Size, µm | Fraction from Raw PCB, % | Metal Content in the Fraction, % | Metal Content in kg in Test Batch of 10,000 kg | |||||||
| Ag | Au | Pd | Cu | Ag | Au | Pd | Cu | |||
| ˂90 | 7.100 | 0.086 | 0.0016 | 0.0002 | 1.796 | 0.6106 | 0.01136 | 0.0014 | 12.752 | |
| 90–180 | 0.900 | 0.0824 | 0.0002 | 0.0004 | 8.382 | 0.0742 | 0.00018 | 0.0004 | 7.544 | |
| 180–350 | 1.400 | 0.0682 | 0.0002 | 0.001 | 16.836 | 0.0955 | 0.00028 | 0.0014 | 23.570 | |
| 0.780 | 0.012 | 0.003 | 43.866 | Total P3-2, kg | ||||||
| Raw material powder P3-2 (Motherboard, double crushing) | ||||||||||
| Fraction size, µm | Fraction from raw PCB, % | Metal content in the fraction, % | Metal content in kg in test batch of 10,000 kg | |||||||
| Ag | Au | Pd | Cu | Ag | Au | Pd | Cu | |||
| ˂90 | 0.795 | 0.076 | 0.003 | 0 | 0.407 | 0.060 | 0.0024 | 0 | 0.324 | |
| 90–180 | 0.409 | 0.116 | 0.003 | 0.001 | 5.476 | 0.047 | 0.0012 | 0.00041 | 2.240 | |
| 180–350 | 0.841 | 0.127 | 0.001 | 0.002 | 14.837 | 0.107 | 0.0008 | 0.00168 | 12.478 | |
| 0.215 | 0.004 | 0.002 | 15.041 | Total P3-2, kg | ||||||
| 0.995 | 0.016 | 0.005 | 58.907 | Sum of P3-1 and P3-2, kg | ||||||
| Raw material powder P4-1 (Mixed PCBs, single crushing) | ||||||||||
| Fraction size, µm | Fraction from raw PCB, % | Metal content in the fraction, % | Metal content in kg in test batch of 10,000 kg | |||||||
| Ag | Au | Pd | Cu | Ag | Au | Pd | Cu | |||
| ˂90 | 3.600 | 0.97 | 0.1 | 0.17 | 1.75 | 3.492 | 0.360 | 0.612 | 6.300 | |
| 90–180 | 2.100 | 0.56 | 0.02 | 0.1 | 2.69 | 1.176 | 0.042 | 0.210 | 5.649 | |
| 180–350 | 3.200 | 0.51 | 0.01 | 0.04 | 6.1 | 1.632 | 0.032 | 0.128 | 19.52 | |
| 6.300 | 0.434 | 0.950 | 31.469 | Total P4-1, kg | ||||||
| Raw material powder P4-1 (Mixed PCBs, double crushing) | ||||||||||
| Fraction size, µm | Fraction from raw PCB, % | Metal content in the fraction, % | Metal content in kg in test batch of 10,000 kg | |||||||
| Ag | Au | Pd | Cu | Ag | Au | Pd | Cu | |||
| ˂90 | 3.145 | 0.46 | 0.03 | 0.02 | 2.06 | 1.447 | 0.094 | 0.063 | 6.479 | |
| 90–180 | 1.501 | 0.45 | 0.01 | 0.01 | 4.29 | 0.675 | 0.015 | 0.015 | 6.438 | |
| 180–350 | 2.900 | 0.09 | 0 | 0 | 6.84 | 0.261 | 0 | 0 | 19.839 | |
| 2.383 | 0.109 | 0.078 | 32.757 | Total P4-2, kg | ||||||
| 8.683 | 0.543 | 1.028 | 64.26 | Sum of P4-1 and P4-2, kg | ||||||
| Metals Amount, kg in 10,000 kg of Raw PCB | Market Price in EUR/kg | Market Value in EUR | |||
|---|---|---|---|---|---|
| Metal | Source P3 | Source P4 | Source P3 | Source P4 | |
| Ag | 0.995 | 8.683 | 660 | 656.7 | 5730.78 |
| Au | 0.016 | 0.543 | 56,000 | 896 | 30,408 |
| Pd | 0.005 | 1.028 | 35,000 | 175 | 35,980 |
| Cu | 58.907 | 64.226 | 8 | 471.256 | 513.808 |
| Total | 2198.956 | 72,632.588 | |||
| Parameter | Value |
|---|---|
| WPCB processed | 2400 mt/year |
| Extraction efficiency | 14% |
| CAPEX | 6 mil |
| OPEX | 5.2 mil EUR/year |
| Average total revenue | 8.3 mil EUR/year |
| Unit revenue | 3456 EUR/mt |
| Annual profit | 3.2 mil EUR |
| Payback period | 2 years |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blumbergs, E.; Shishkin, A.; Markus, K.; Serga, V.; Goljandin, D.; Klauson, A.; Abramovskis, V.; Baronins, J.; Zarkov, A.; Pankratov, V. Economic Aspects of Mechanical Pre-Treatment’s Role in Precious Metals Recovery from Electronic Waste. Metals 2024, 14, 95. https://doi.org/10.3390/met14010095
Blumbergs E, Shishkin A, Markus K, Serga V, Goljandin D, Klauson A, Abramovskis V, Baronins J, Zarkov A, Pankratov V. Economic Aspects of Mechanical Pre-Treatment’s Role in Precious Metals Recovery from Electronic Waste. Metals. 2024; 14(1):95. https://doi.org/10.3390/met14010095
Chicago/Turabian StyleBlumbergs, Ervins, Andrei Shishkin, Karlis Markus, Vera Serga, Dmitri Goljandin, Artur Klauson, Vitalijs Abramovskis, Janis Baronins, Aleksej Zarkov, and Vladimir Pankratov. 2024. "Economic Aspects of Mechanical Pre-Treatment’s Role in Precious Metals Recovery from Electronic Waste" Metals 14, no. 1: 95. https://doi.org/10.3390/met14010095
APA StyleBlumbergs, E., Shishkin, A., Markus, K., Serga, V., Goljandin, D., Klauson, A., Abramovskis, V., Baronins, J., Zarkov, A., & Pankratov, V. (2024). Economic Aspects of Mechanical Pre-Treatment’s Role in Precious Metals Recovery from Electronic Waste. Metals, 14(1), 95. https://doi.org/10.3390/met14010095