
Hydrogen Embrittlement of Ti-Al6-V4 Alloy Manufactured by Laser Powder Bed Fusion Induced by Electrochemical Charging

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
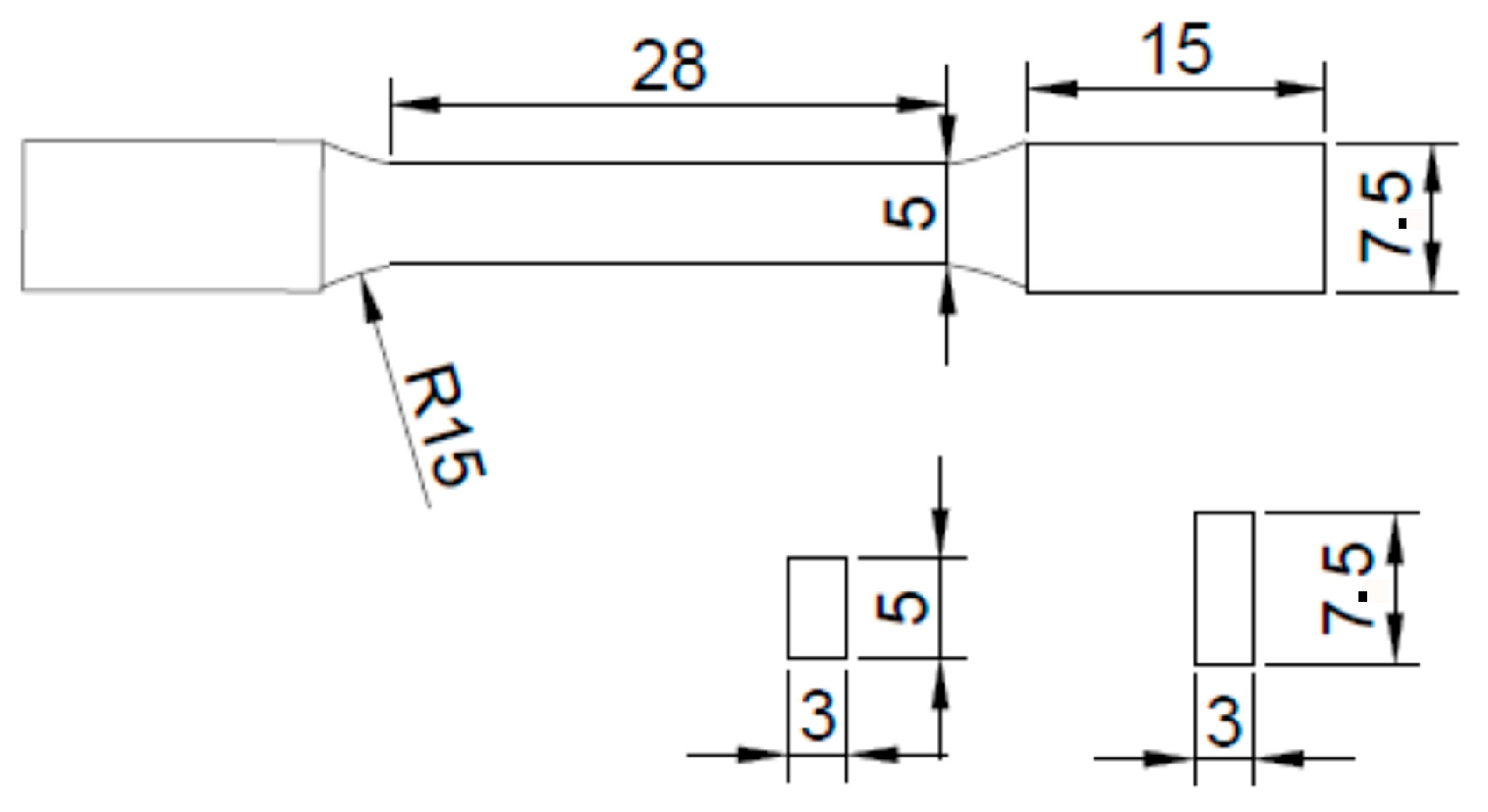
2.1. Sample Preparation
2.2. Hydrogen Charging
2.3. Material Characterization and Testing
3. Results
3.1. Hydrogen Content
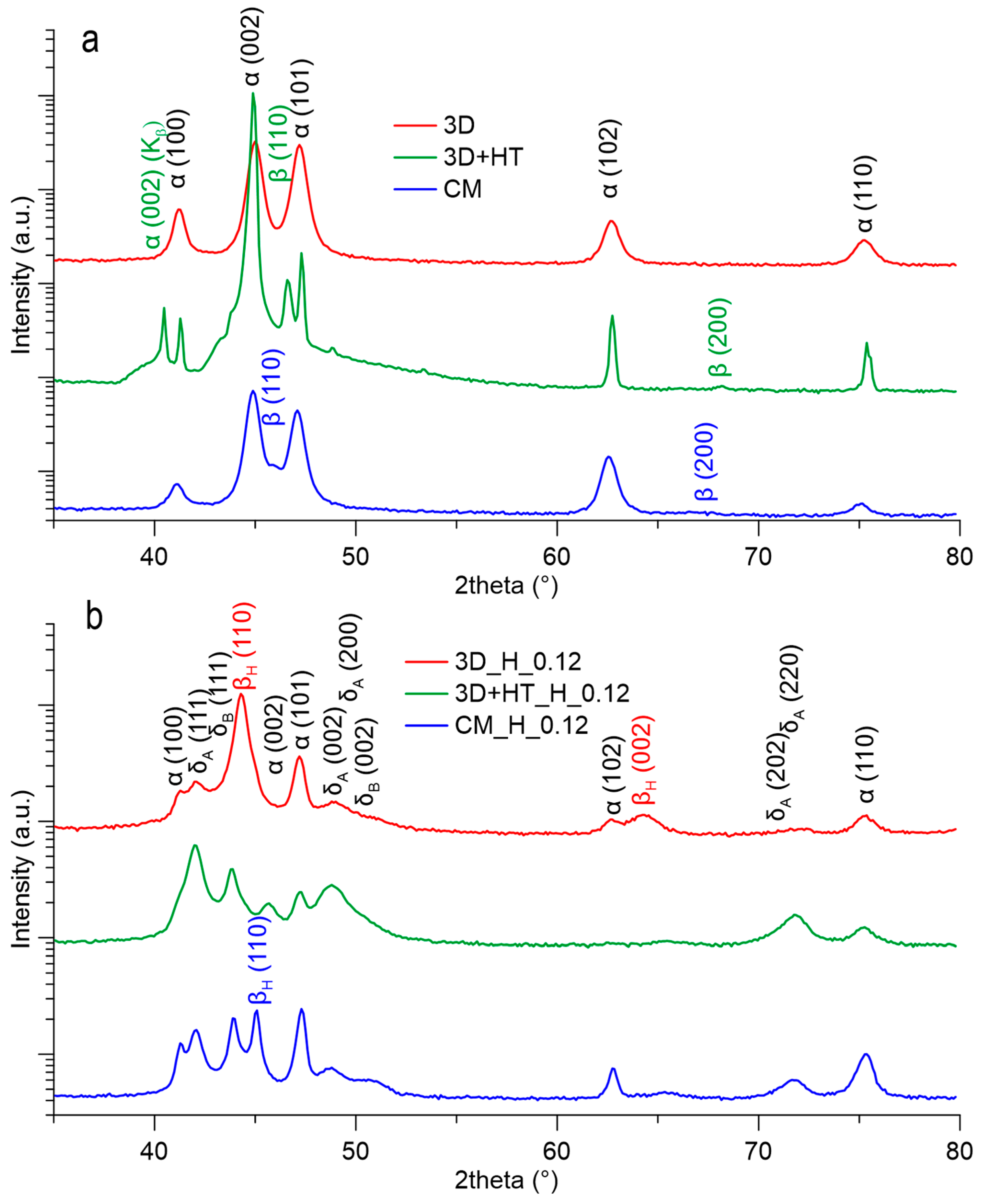
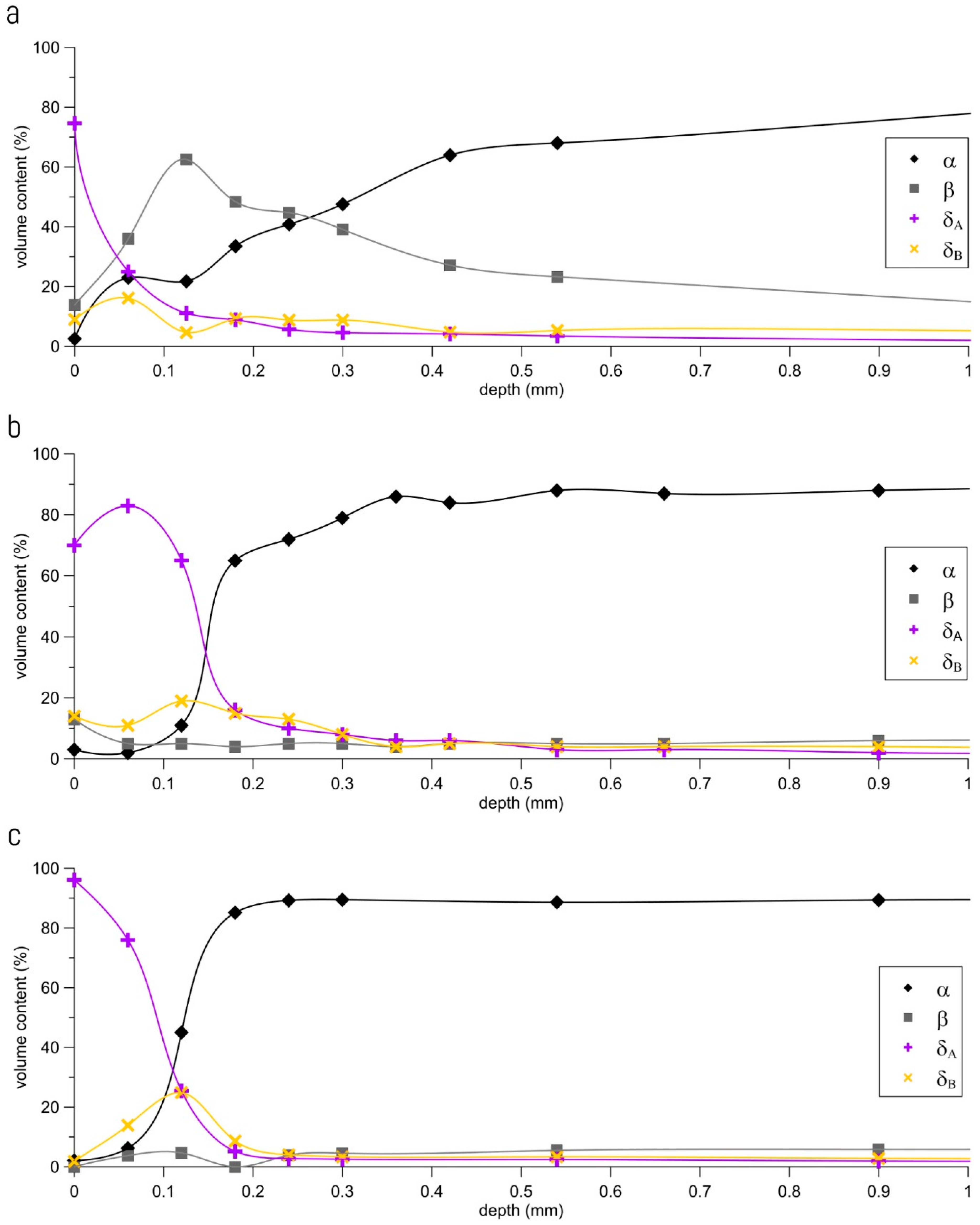
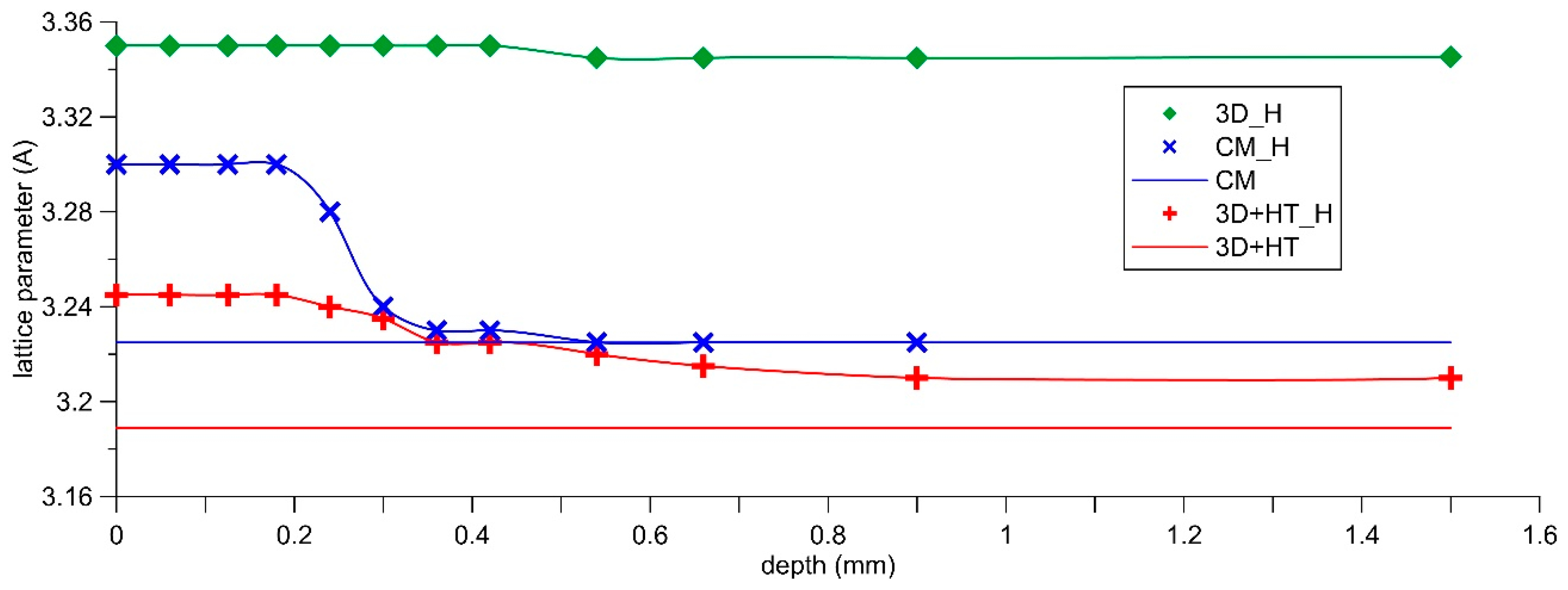
3.2. Hydrides Analysis
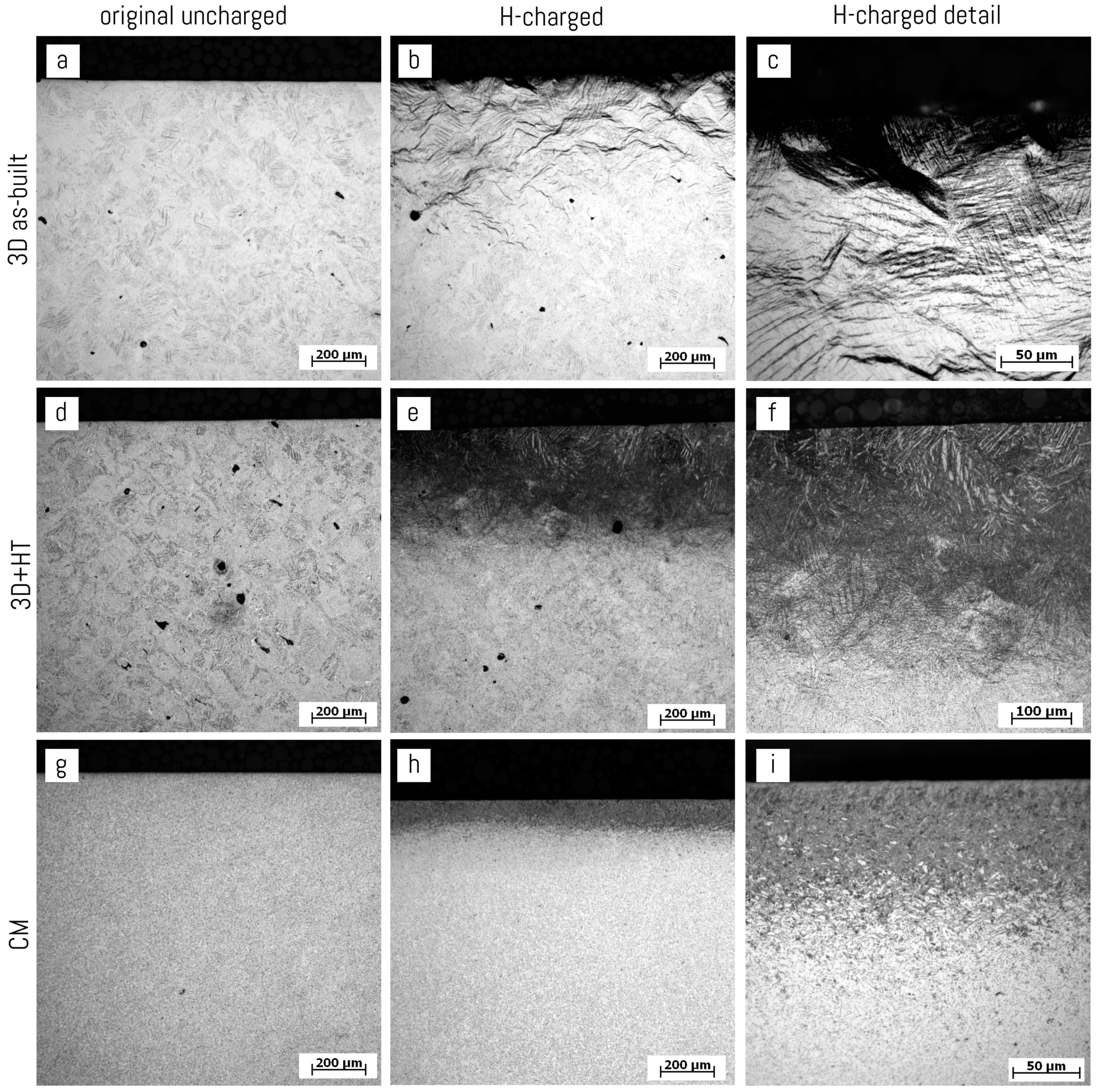
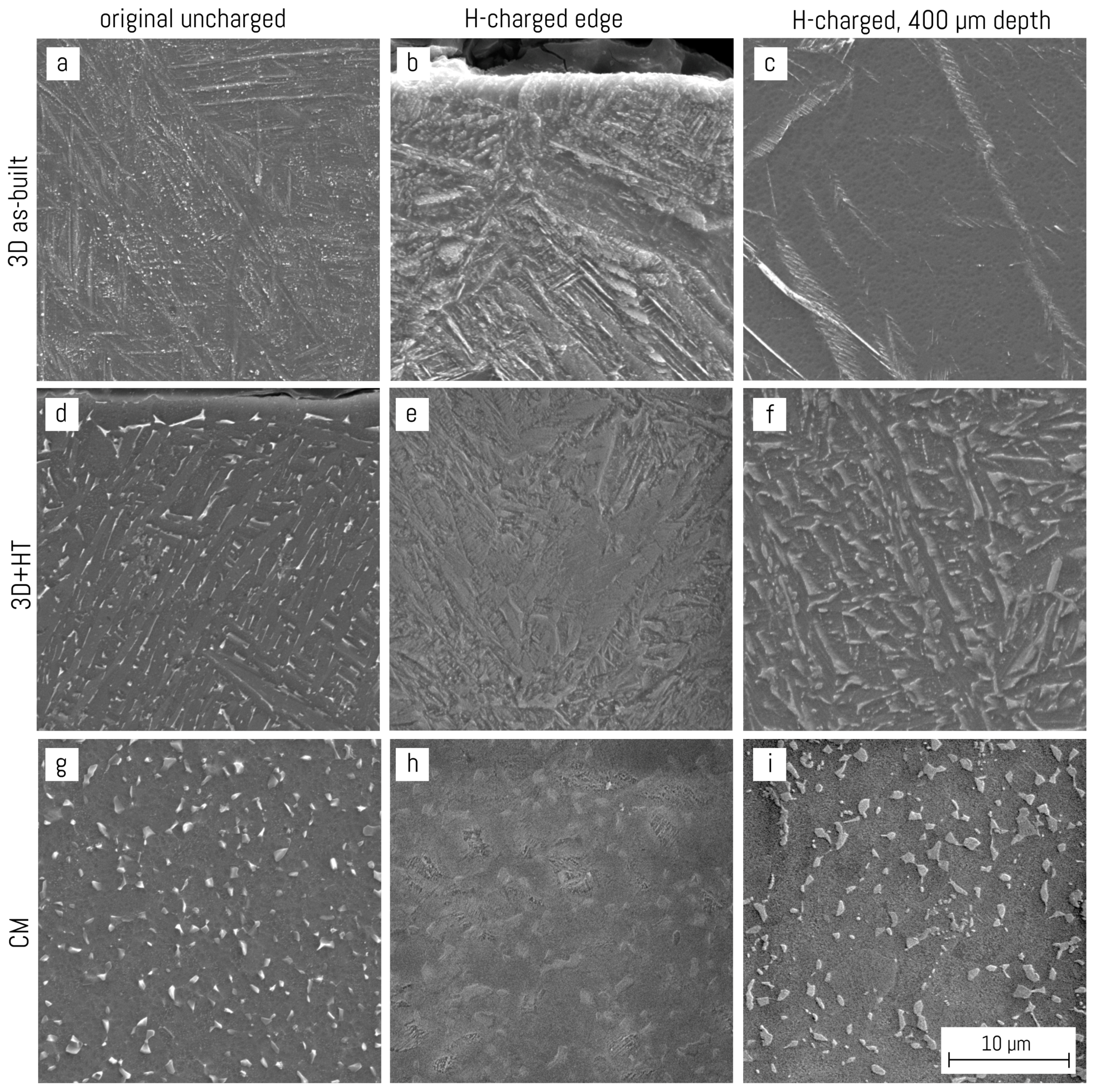
3.3. Microstructure
3.4. Changes in Mechanical Properties
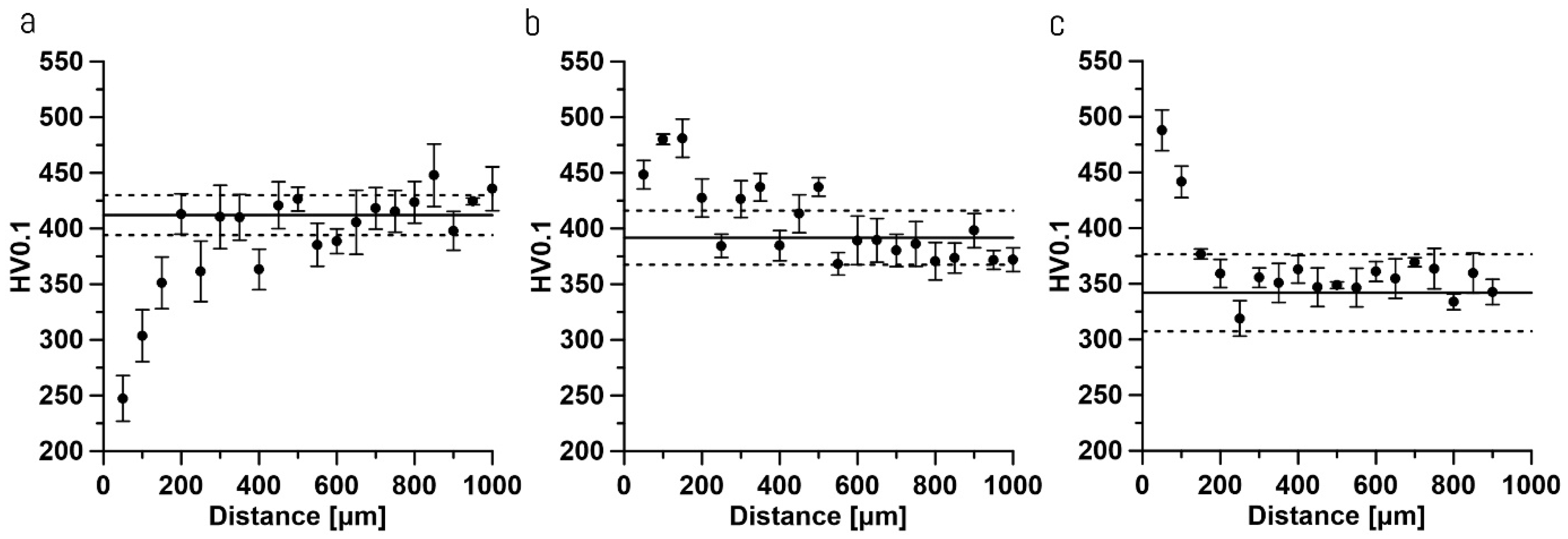
3.4.1. Hardness
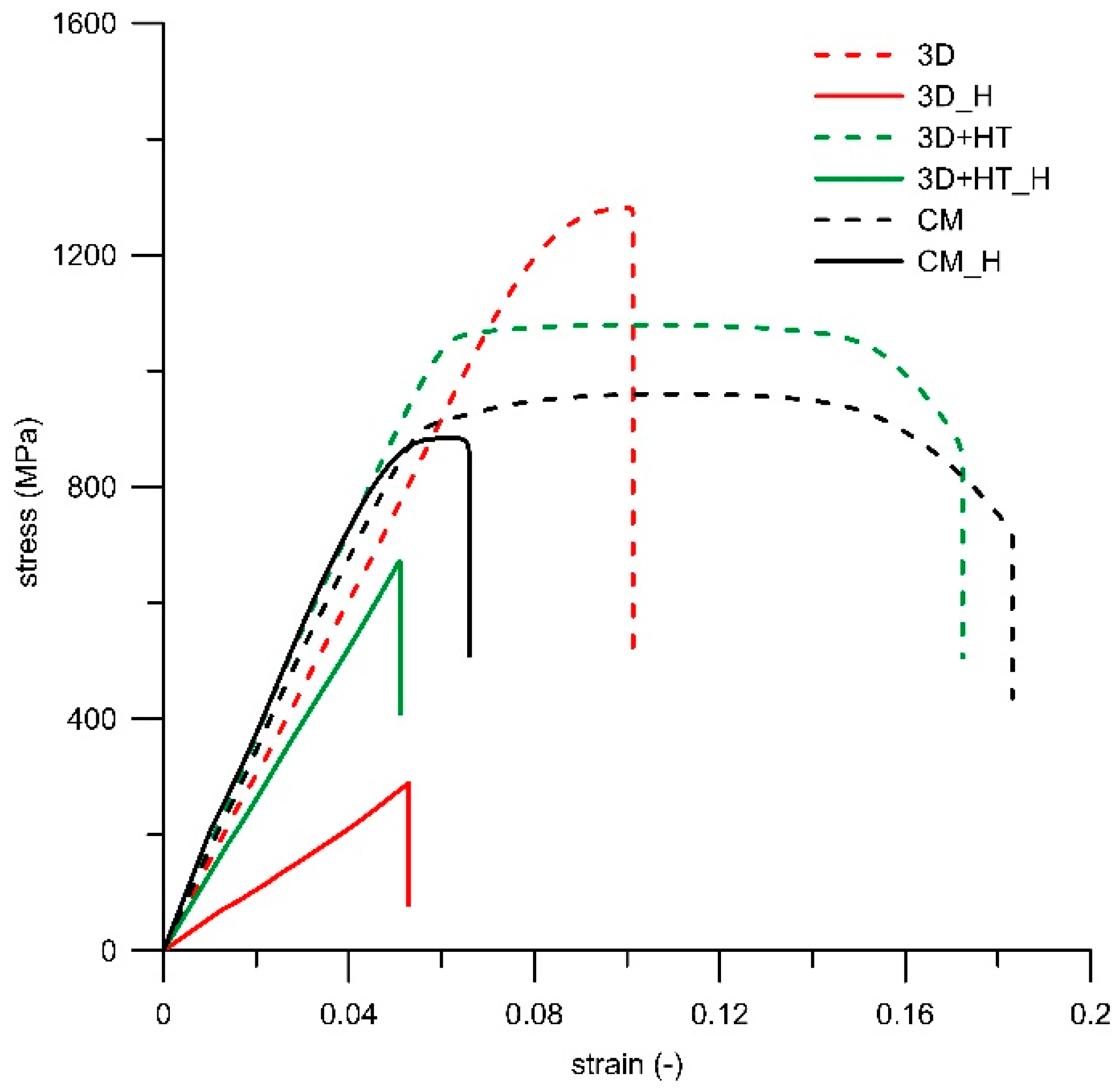
3.4.2. Tensile Testing
4. Discussion
4.1. Hydrogen Absorption
4.2. Hydrogen Distribution in Ti-Al6-V4 Microstructure
4.3. Hydrides
4.4. Influence of Hydrogen on Mechanical Properties
4.5. Effect of Heat Treatment
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A critical review on additive manufacturing of Ti-6Al-4V alloy: Microstructure and mechanical properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Kudiiarov, V.N.; Syrtanov, M.S.; Bordulev, Y.S.; Babikhina, M.N.; Lider, A.M.; Gubin, V.E.; Murashkina, T.L. The hydrogen sorption and desorption behavior in spherical powder of pure titanium used for additive manufacturing. Int. J. Hydrogen Energy 2017, 42, 15283–15289. [Google Scholar] [CrossRef]
- Wu, W.; He, G.; Huang, J.; Zhang, A.; Liu, X.; Ouyang, Z.; Sun, Z.; Guan, L.; Chu, S.; Li, P.; et al. Influence of electrochemically charged hydrogen on mechanical properties of Ti–6Al–4V alloy additively manufactured by laser powder-bed fusion (L-PBF) process. Mater. Sci. Eng. A 2023, 866, 144339. [Google Scholar] [CrossRef]
- Deconinck, L.; Bernardo Quejido, E.; Villa Vidaller, M.T.; Jägle, E.A.; Verbeken, K.; Depover, T. The mechanism behind the effect of building orientation and surface roughness on hydrogen embrittlement of laser powder bed fused Ti-6Al-4V. Addit. Manuf. 2023, 72, 103613. [Google Scholar] [CrossRef]
- Dwivedi, S.K.; Vishwakarma, M. Hydrogen embrittlement in different materials: A review. Int. J. Hydrogen Energy 2018, 43, 21603–21616. [Google Scholar] [CrossRef]
- Tal-Gutelmacher, E.; Eliezer, D. The hydrogen embrittlement of titanium-based alloys. JOM 2005, 57, 46–49. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Liović, D.; Franulović, M.; Kozak, D. The effect of process parameters on mechanical behavior of selective laser melted Ti6Al4V alloy. Procedia Struct. Integr. 2023, 46, 42–48. [Google Scholar] [CrossRef]
- Jamhari, F.I.; Foudzi, F.M.; Buhairi, M.A.; Sulong, A.B.; Mohd Radzuan, N.A.; Muhamad, N.; Mohamed, I.F.; Jamadon, N.H.; Tan, K.S. Influence of heat treatment parameters on microstructure and mechanical performance of titanium alloy in LPBF: A brief review. J. Mater. Res. Technol. 2023, 24, 4091–4110. [Google Scholar] [CrossRef]
- Laptev, R.; Kudiiarov, V.; Pushilina, N. Hydrogen influence on defect structure and mechanical properties of EBM Ti-6Al-4V. Mater. Today Proc. 2019, 19, 2084–2088. [Google Scholar] [CrossRef]
- Pushilina, N.; Panin, A.; Syrtanov, M.; Kashkarov, E.; Kudiiarov, V.; Perevalova, O.; Laptev, R.; Lider, A.; Koptyug, A. Hydrogen-Induced Phase Transformation and Microstructure Evolution for Ti-6Al-4V Parts Produced by Electron Beam Melting. Metals 2018, 8, 301. [Google Scholar] [CrossRef]
- Pushilina, N.; Syrtanov, M.; Kashkarov, E.; Murashkina, T.; Kudiiarov, V.; Laptev, R.; Lider, A.; Koptyug, A. Influence of Manufacturing Parameters on Microstructure and Hydrogen Sorption Behavior of Electron Beam Melted Titanium Ti-6Al-4V Alloy. Materials 2018, 11, 763. [Google Scholar] [CrossRef]
- Metalnikov, P.; Eliezer, D.; Ben-Hamu, G.; Tal-Gutelmacher, E.; Gelbstein, Y.; Munteanu, C. Hydrogen embrittlement of electron beam melted Ti–6Al–4V. J. Mater. Res. Technol. 2020, 9, 16126–16134. [Google Scholar] [CrossRef]
- Navi, N.U.; Tenenbaum, J.; Sabatani, E.; Kimmel, G.; Ben David, R.; Rosen, B.A.; Barkay, Z.; Ezersky, V.; Tiferet, E.; Ganor, Y.I.; et al. Hydrogen effects on electrochemically charged additive manufactured by electron beam melting (EBM) and wrought Ti–6Al–4V alloys. Int. J. Hydrogen Energy 2020, 45, 25523–25540. [Google Scholar] [CrossRef]
- Bilgin, G.M.; Esen, Z.; Akın, Ş.K.; Dericioglu, A.F. Optimization of the mechanical properties of Ti-6Al-4V alloy fabricated by selective laser melting using thermohydrogen processes. Mater. Sci. Eng. A 2017, 700, 574–582. [Google Scholar] [CrossRef]
- Guo, Y.; Fang, Y.; Dai, G.; Sun, Z.; Wang, Y.; Yuan, Q. The effect of hydrogen treatment on microstructures evolution and mechanical properties of titanium alloy fabricated by selective laser melting. J. Alloys Compd. 2022, 890, 161642. [Google Scholar] [CrossRef]
- Silverstein, R.; Eliezer, D. Hydrogen trapping in 3D-printed (additive manufactured) Ti-6Al-4V. Mater. Charact. 2018, 144, 297–304. [Google Scholar] [CrossRef]
- Metalnikov, P.; Eliezer, D.; Ben-Hamu, G. Hydrogen trapping in additive manufactured Ti–6Al–4V alloy. Mater. Sci. Eng. A 2021, 811, 141050. [Google Scholar] [CrossRef]
- Kacenka, Z.; Roudnicka, M.; Ekrt, O.; Vojtech, D. High susceptibility of 3D-printed Ti-6Al-4V alloy to hydrogen trapping and embrittlement. Mater. Lett. 2021, 301, 130334. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Wang, X.-Q.; Wang, J.-T. Structural stability and hydrogen diffusion in TiHx alloys. Solid State Commun. 2010, 150, 1715–1718. [Google Scholar] [CrossRef]
- AZO Materials. Available online: http://www.azom.com/article.aspx?ArticleID=1341#_Tensile_Strength (accessed on 6 January 2023).
- Wille, G.; Davis, J. Hydrogen in Titanium Alloys; McDonnell Douglas Astronautics, Co.: St. Louis, MO, USA, 1981. [Google Scholar]
- Stepanova, E.; Pushilina, N.; Syrtanov, M.; Laptev, R.; Kashkarov, E. Hydrogen effect on Ti-6.5Al-3.5Mo-1.5Zr-0.3Si parts produced by electron beam melting. Int. J. Hydrogen Energy 2019, 44, 29380–29388. [Google Scholar] [CrossRef]
- Eliezer, D.; Tal-Gutelmacher, E.; Cross, C.E.; Boellinghaus, T. Hydrogen absorption and desorption in a duplex-annealed Ti–6Al–4V alloy during exposure to different hydrogen-containing environments. Mater. Sci. Eng. A 2006, 433, 298–304. [Google Scholar] [CrossRef]
- Tal-Gutelmacher, E.; Eliezer, D. High fugacity hydrogen effects at room temperature in titanium based alloys. J. Alloys Compd. 2005, 404–406, 613–616. [Google Scholar] [CrossRef]
- Kong, D.; Zhao, D.; Zhu, G.; Ni, X.; Zhang, L.; Wu, W.; Man, C.; Zhou, Y.; Dong, C.; Sun, B. Heat treatment effects on the hydrogen embrittlement of Ti6Al4V fabricated by laser beam powder bed fusion. Addit. Manuf. 2022, 50, 102580. [Google Scholar] [CrossRef]
- Capelle, J.; Dmytrakh, I.; Pluvinage, G. Comparative assessment of electrochemical hydrogen absorption by pipeline steels with different strength. Corros. Sci. 2010, 52, 1554–1559. [Google Scholar] [CrossRef]
- Masuda, Y.; Koyama, M.; Kakinuma, H.; Akiyama, E. Mechanical loading effect on the hydrogen uptake of tempered martensite steel: Elastic strain effect vs. plastic strain effect. Mater. Sci. Eng. A 2023, 862, 144486. [Google Scholar] [CrossRef]
- Motta, A.T.; Capolungo, L.; Chen, L.-Q.; Cinbiz, M.N.; Daymond, M.R.; Koss, D.A.; Lacroix, E.; Pastore, G.; Simon, P.-C.A.; Tonks, M.R.; et al. Hydrogen in zirconium alloys: A review. J. Nucl. Mater. 2019, 518, 440–460. [Google Scholar] [CrossRef]
- Fousova, M.; Vojtech, D. Thermal treatment of 3D-printed Titanium alloy. Manuf. Technol. 2018, 18, 227–232. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Motyka, M. Martensite Formation and Decomposition during Traditional and AM Processing of Two-Phase Titanium Alloys—An Overview. Metals 2021, 11, 481. [Google Scholar] [CrossRef]
- Ilyin, A.A.; Kollerov, M.Y.; Mamonov, A.M.; Krastilevsky, A.A.; Makarenkov, D.Y. Hydrogen Influence on Martensitic Transformation and Shape Memory Effect in Titanium Alloys. J. Phys. IV France 1995, 5, C8-1145–C8-1150. [Google Scholar] [CrossRef]
- Kim, J.; Plancher, E.; Tasan, C.C. Hydrogenation-induced lattice expansion and its effects on hydrogen diffusion and damage in Ti–6Al–4V. Acta Mater. 2020, 188, 686–696. [Google Scholar] [CrossRef]
- Kim, J.; Kang, J.; Tasan, C.C. Hydride formation in Ti6Al4V: An in situ synchrotron X-ray diffraction study. Scr. Mater. 2021, 193, 12–16. [Google Scholar] [CrossRef]
- Liu, H.J.; Zhou, L.; Liu, P.; Liu, Q.W. Microstructural evolution and hydride precipitation mechanism in hydrogenated Ti–6Al–4V alloy. Int. J. Hydrogen Energy 2009, 34, 9596–9602. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Sample Type | Preparation Route |
|---|---|---|
| 3D | 3D-printed by the PBF-LB/M technology | Original as-printed state |
| 3D_H | 3D-printed by the PBF-LB/M technology | Original as-printed state, hydrogen-charged |
| 3D + HT | 3D-printed by the PBF-LB/M technology | Heat-treated state |
| 3D + HT_H | 3D-printed by the PBF-LB/M technology | Heat-treated state, hydrogen-charged |
| CM | Conventionally manufactured | Original hot-forged state |
| CM_H | Conventionally manufactured | Hot-forged state, hydrogen-charged |
| Sample Type | Noncharged | Charged |
|---|---|---|
| 3D | 114 ± 38 ppm | 5458 ± 482 ppm |
| 3D + HT | 59 ± 40 ppm | 3772 ± 52 ppm |
| CM | 41 ± 6 ppm | 2857 ± 35 ppm |
| 3D | 3D + HT | CM | |||||
|---|---|---|---|---|---|---|---|
| Phase | Space Group | a (Å) | c (Å) | a (Å) | c (Å) | a (Å) | c (Å) |
| Non-hydrogenated state | |||||||
| α | P 63/m m c | 2.93 | 4.67 | 2.92 | 4.68 | 2.94 | 4.67 |
| β | I m −3 m | 3.19 | 3.24 | ||||
| Hydrogenated state | |||||||
| α/αH | P 63/m m c | 2.93 | 4.67–4.69 | 2.93 | 4.67–4.69 | 2.93–2.94 | 4.67–4.69 |
| βH | I m −3 m | changing with sample depth, presented in Figure 4 | |||||
| δA | P 42/n S | 4.28 | 4.36 | 4.28 | 4.36 | 4.28–4.31 | 4.35–4.36 |
| δB | F m −3 m | 4.1–4.2 | 4.13–4.14 | 4.14–4.15 | |||
| Sample | Tensile Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| 3D | 1207 ± 10 | 1263 ± 19 | 2.1 ± 0.5 |
| 3D_H | / | 182 ± 11 | / |
| 3D + HT | 1032 ± 12 | 1071 ± 8 | 12.1 ± 0.5 |
| 3D + HT_H | / | 546 ± 13 | / |
| CM | 899 ± 20 | 975 ± 15 | 14 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roudnicka, M.; Kacenka, Z.; Dvorsky, D.; Drahokoupil, J.; Vojtech, D. Hydrogen Embrittlement of Ti-Al6-V4 Alloy Manufactured by Laser Powder Bed Fusion Induced by Electrochemical Charging. Metals 2024, 14, 251. https://doi.org/10.3390/met14020251
Roudnicka M, Kacenka Z, Dvorsky D, Drahokoupil J, Vojtech D. Hydrogen Embrittlement of Ti-Al6-V4 Alloy Manufactured by Laser Powder Bed Fusion Induced by Electrochemical Charging. Metals. 2024; 14(2):251. https://doi.org/10.3390/met14020251
Chicago/Turabian StyleRoudnicka, Michaela, Zdenek Kacenka, Drahomir Dvorsky, Jan Drahokoupil, and Dalibor Vojtech. 2024. "Hydrogen Embrittlement of Ti-Al6-V4 Alloy Manufactured by Laser Powder Bed Fusion Induced by Electrochemical Charging" Metals 14, no. 2: 251. https://doi.org/10.3390/met14020251
APA StyleRoudnicka, M., Kacenka, Z., Dvorsky, D., Drahokoupil, J., & Vojtech, D. (2024). Hydrogen Embrittlement of Ti-Al6-V4 Alloy Manufactured by Laser Powder Bed Fusion Induced by Electrochemical Charging. Metals, 14(2), 251. https://doi.org/10.3390/met14020251