

Metallurgical Method of Determining Heat Transfer Coefficient in Simulations of Twin-Roll Casting

Abstract
:1. Introduction
2. Materials and Methods
2.1. Strip Fabrication Using Twin-Roll Casting
2.2. Simulation Model for Twin-Roll Casting Process
3. Results and Discussion
3.1. Influence of Roll Rotation Speed on Roll Load during TRC Process
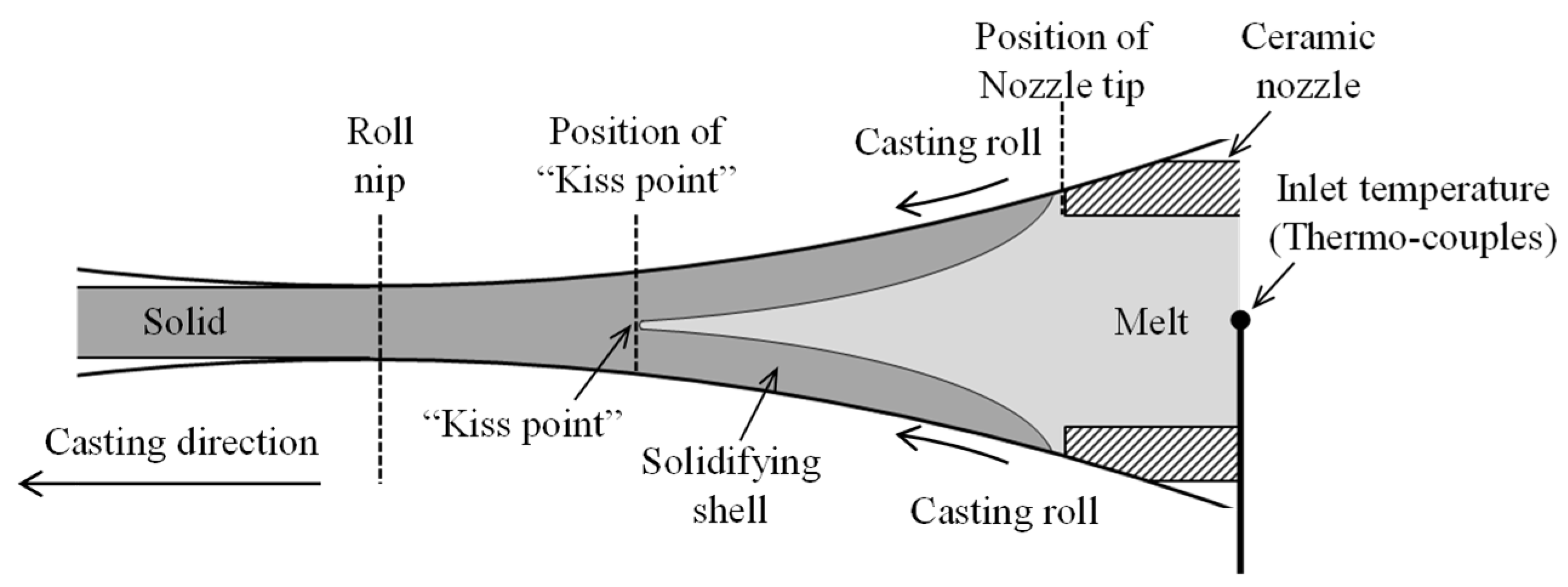
3.2. Influence of Heat Transfer Coefficient on Kiss Point in TRC Simulation
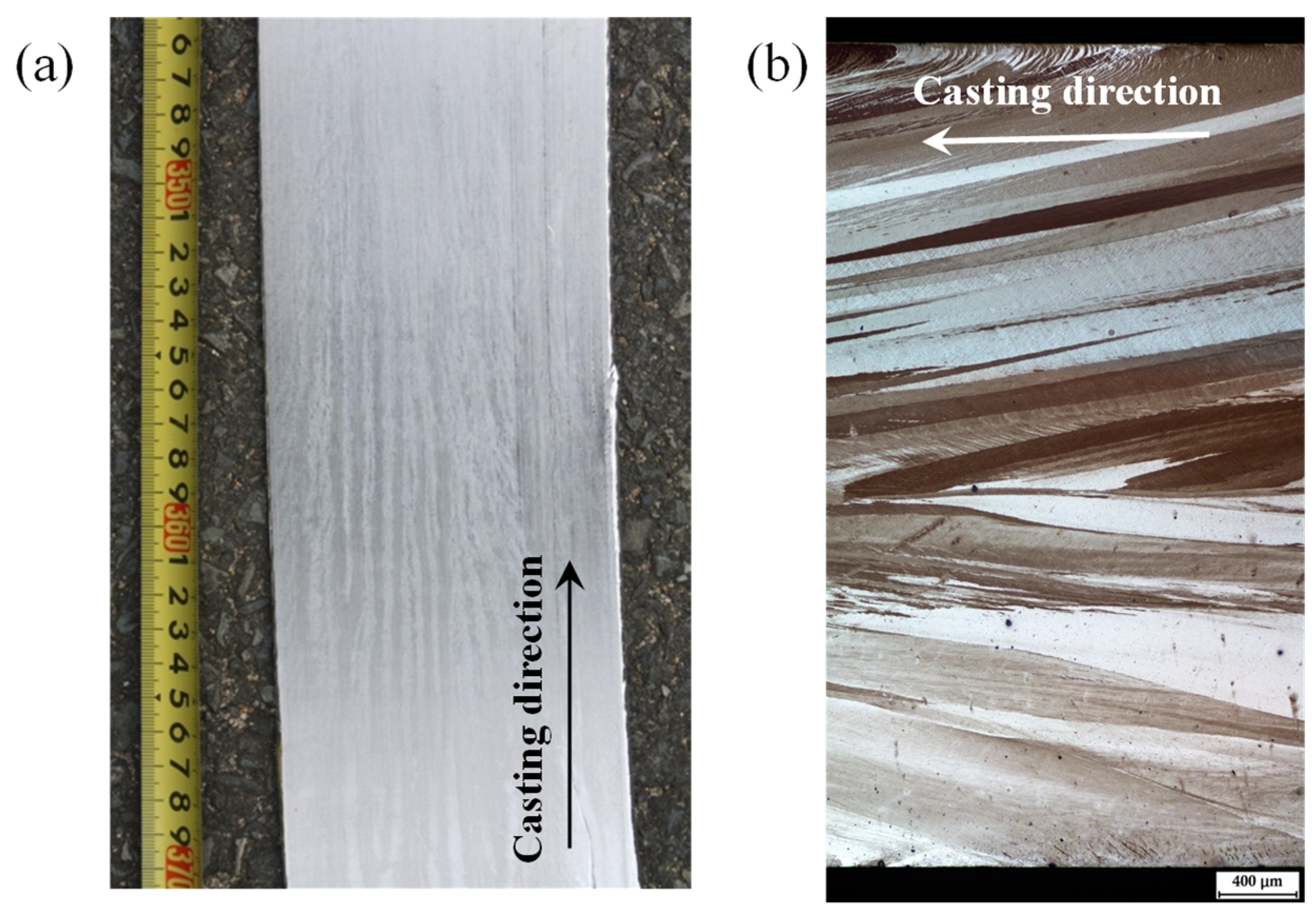
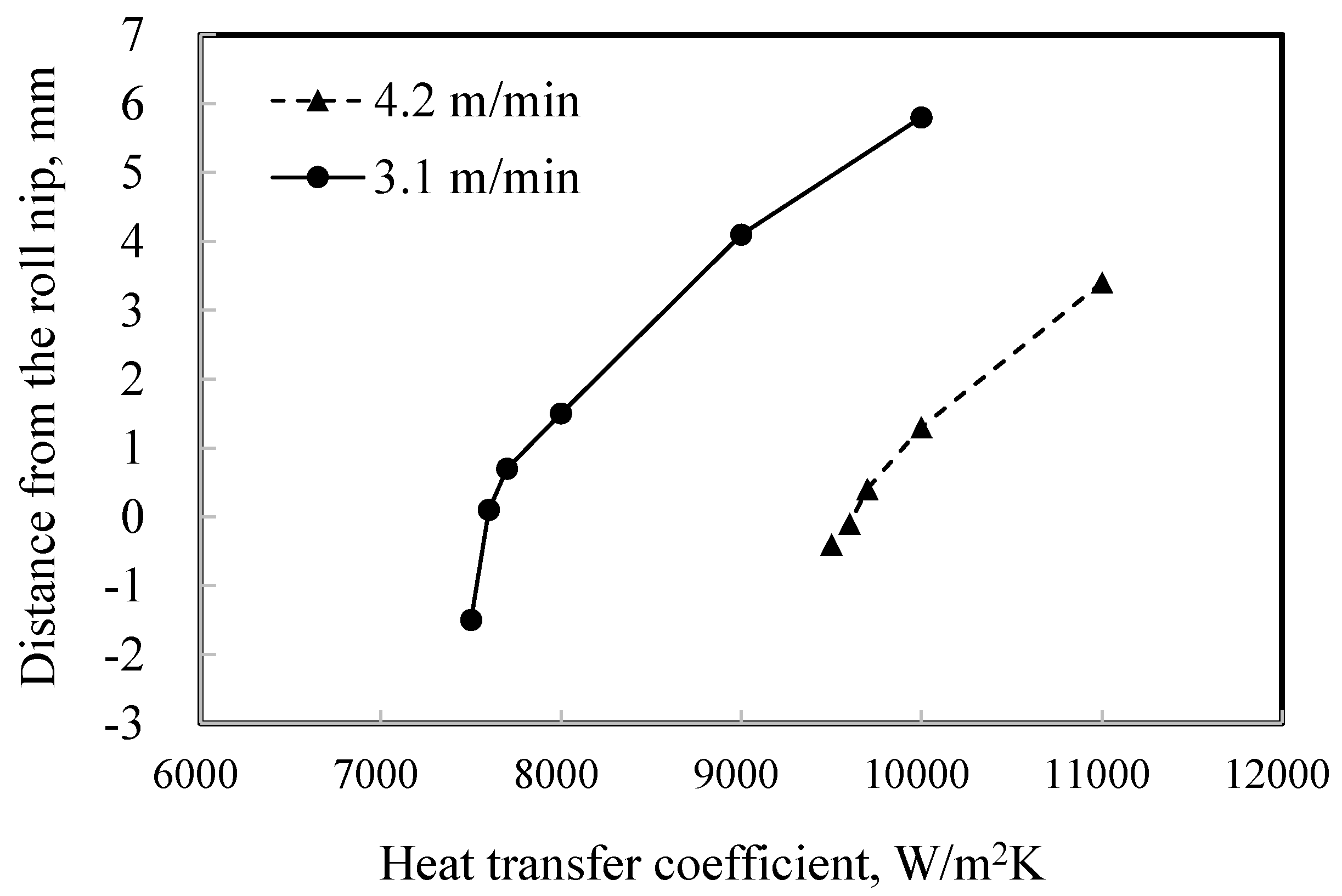
3.3. Verification of the Derived HTC Values
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cook, R.; Grocock, P.G.; Thomas, P.M.; Edmonds, D.V.; Hunt, J.D. Development of the twin -roll casting process. J. Mater. Process. Technol. 1995, 55, 76–84. [Google Scholar] [CrossRef]
- Zhao, X.; Jin, T.; Ding, L.; Wan, B.; Lei, X.; Xu, C.; Zhang, C.; Jia, Z.; Liu, Q. The effect of combined cold rolling and homogenization on the microstructures and mechanical properties of twin-roll casted 8021 aluminum alloy. J. Alloys Compd. 2023, 937, 168385. [Google Scholar] [CrossRef]
- Jin, T.; Xiao, H.; Ding, L.; Zhao, X.; Lei, X.; Wan, B.; Weng, Y.; Jia, Z.; Liu, Q. Effect of homogenization temperature on microstructural homogeneity and mechanical properties of twin-roll casted 8006 aluminum alloy. Mater. Charact. 2023, 200, 112857. [Google Scholar] [CrossRef]
- Kumar, R.; Gupta, A.; Kumar, A.; Chuhan, R.N.; Khatirkar, R. Microstructure and texture development during deformation and recrystallisation in strip cast AA8011 aluminum alloy. J. Alloys Compd. 2018, 742, 369–382. [Google Scholar] [CrossRef]
- Wang, W.X.; Zhang, J.X.; Wang, Z.J.; Liu, W.C. A comparative study of the transformation kinetics of recrystallization texture of CC and DC 3003 aluminum alloys. Mater. Charact. 2018, 141, 412–422. [Google Scholar] [CrossRef]
- Birol, Y. Analysis of macro segregation in twin-roll cast aluminum strips via solidification curves. J. Alloys Compd. 2009, 486, 168–172. [Google Scholar] [CrossRef]
- Barekar, N.S.; Dhindaw, B.K. Twin-roll casting of aluminum alloys–an overview. Mater. Manuf. Proc. 2014, 29, 651–661. [Google Scholar] [CrossRef]
- Kumai, S. Role and Potential of Aluminium and Its Alloys for a Zero-Carbon Society. Mater. Trans. 2023, 64, 319–333. [Google Scholar] [CrossRef]
- Jin, J.W.; Zhang, Z.J.; Li, R.H.; Li, Y.; Gong, B.S.; Hou, J.P.; Wang, H.W.; Zhou, X.H.; Purcek, G.; Zhang, Z.F. Mechanical properties of three typical aluminum alloy strips prepared by twin-roll casting. J. Mater. Res. Technol. 2024, 28, 500–511. [Google Scholar] [CrossRef]
- Ymazaki, K.; Haga, T. High-Speed and Low-Load Twin-Roll Casting of Al–5%Mg Strip. Metals 2023, 19, 72. [Google Scholar] [CrossRef]
- Wang, J.; Han, J.; Dou, R.; Chen, D.; Zhang, M.; Huang, H. Rationalizing Al-Mg, Al-Mg-Si, and multicomponent aluminum alloy design with segregation susceptibility predictions. Mater. Today Commun. 2020, 25, 101376. [Google Scholar] [CrossRef]
- Kim, M.S.; Arai, Y.; Hori, Y.; Kumai, S. Formation of internal crack in high-speed twin-roll cast 6022 aluminum alloy strip. Mater. Trans. 2010, 51, 1854–1860. [Google Scholar] [CrossRef]
- Wang, B.; Zhao, Q.; Qiu, F.; Jiang, Q. Effect of Mg and Si contents and TiC nanoparticles on the center segregation susceptibility of twin-roll cast Al-Mg-Si alloys. J. Mater. Res. Technol. 2023, 25, 411–419. [Google Scholar] [CrossRef]
- Zhang, J.; Yuan, H.; Zhang, T.; Fu, J.; Xu, G.; Li, Y. A novel approach to improve the macrosegregation defect and mechanical properties of Al-Mg-Mn aluminum alloys during twin-roll continuous casting. J. Mater. Res. Technol. 2023, 22, 3170–3179. [Google Scholar] [CrossRef]
- Wu, X.; Guan, Z.; Yang, Z.; Wang, W.; Qiu, F.; Wang, H. Effect of Cu content on central-segregation composition and mechanical properties of Al–Mg–Si alloys produced by twin-roll casting. Mater. Sci. Eng. A 2023, 869, 144782. [Google Scholar] [CrossRef]
- Lu, B.; Li, Y.; Yu, W.; Wang, H.; Wang, Y.; Wang, Z.; Xu, G. Strength and ductility enhancement of twin-roll cast Al-Zn-Mg-Cu alloys with high solidification intervals through a synergistic segregation-controlling strategy. Mater. Sci. Eng. A 2023, 142, 225–239. [Google Scholar] [CrossRef]
- Kim, M.S.; Kim, S.H.; Kim, H.W. Deformation-induced center segregation in twin-roll cast high-Mg Al-Mg strips. Scripta Mater. 2018, 152, 69–73. [Google Scholar] [CrossRef]
- Yu, W.; Li, Y.; Jiang, T.; Wang, Y.; Zhang, B.; Li, X.; Wang, Z.; Xu, G.; Li, J. Solute inverse segregation behavior in twin roll casting of an Al-Cu alloy. Scripta Mater. 2022, 213, 114592. [Google Scholar] [CrossRef]
- Yun, M.; Lokyer, S.; Hunt, J.D. Twin roll casting of aluminum alloys. Mater. Sci. Eng. A 2000, 280, 69–73. [Google Scholar] [CrossRef]
- Saxena, A.; Sahai, Y. Modeling of fluid flow and heat transfer in twin-roll casting of aluminum alloys. Mater. Trans. 2002, 43, 206–213. [Google Scholar] [CrossRef]
- Kim, M.S.; Kim, H.W.; Kumai, S. Direct temperature measurement of Al-2mss%Si alloy strips during high-speed twin-roll casting and its application in determining melt/roll heat transfer coefficient for simulation. Mater. Trans. 2017, 58, 967–970. [Google Scholar] [CrossRef]
- Liu, X.; Song, J.; Wang, X.; Li, Z.; Zhang, S.; Jia, W.; Wang, C.; Wang, H. Prediction on the solidification behavior of AA6005 aluminum alloys produced by inclined twin-roll casting: A finite element analysis. J. Mater. Res. Technol. 2024, 29, 2405–2413. [Google Scholar] [CrossRef]
- Wang, D.; Zhou, C.; Xu, G.; Huaiyuan, A. Heat transfer behavior of top side-pouring twin-roll casting. J. Mater. Proc. Tech. 2014, 214, 1275–1284. [Google Scholar] [CrossRef]
- Haga, T.; Takahashi, K.; Ikawa, M.; Watari, H. A vertical-type twin roll caster for aluminum alloy strips. J. Mater. Proc. Tech. 2003, 140, 610–615. [Google Scholar] [CrossRef]
- Haga, T.; Takahashi, K.; Ikawa, M.; Watari, H. Twin-roll casting of aluminum alloy strips. J. Mater. Proc. Tech. 2004, 153–154, 42–47. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 | |||
| Casting alloy: Pure Al Initial melt temperature: 677 °C, 707 °C Liquidus temperature: 660 °C Solidus temperature: 659 °C | |||
| Temperature (°C) | Thermal Conductivity (W/mK) | Density (kg/m3) | Enthalpy (kJ/kg) |
| 403 | 174 | 2618 | 374 |
| 505 | 177 | 2593 | 486 |
| 659 | 179 | 2552 | 673 |
| 802 | 92 | 2350 | 1233 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, M.-S.; Kim, J. Metallurgical Method of Determining Heat Transfer Coefficient in Simulations of Twin-Roll Casting. Metals 2024, 14, 358. https://doi.org/10.3390/met14030358
Kim M-S, Kim J. Metallurgical Method of Determining Heat Transfer Coefficient in Simulations of Twin-Roll Casting. Metals. 2024; 14(3):358. https://doi.org/10.3390/met14030358
Chicago/Turabian StyleKim, Min-Seok, and Jiwon Kim. 2024. "Metallurgical Method of Determining Heat Transfer Coefficient in Simulations of Twin-Roll Casting" Metals 14, no. 3: 358. https://doi.org/10.3390/met14030358
APA StyleKim, M. -S., & Kim, J. (2024). Metallurgical Method of Determining Heat Transfer Coefficient in Simulations of Twin-Roll Casting. Metals, 14(3), 358. https://doi.org/10.3390/met14030358