
Mechanism of Crystallographic Orientation and Texture Evolution of Ti60 Alloy during Plane Strain Compression

Abstract
:1. Introduction
2. Materials and Experiments
3. Results and Analysis
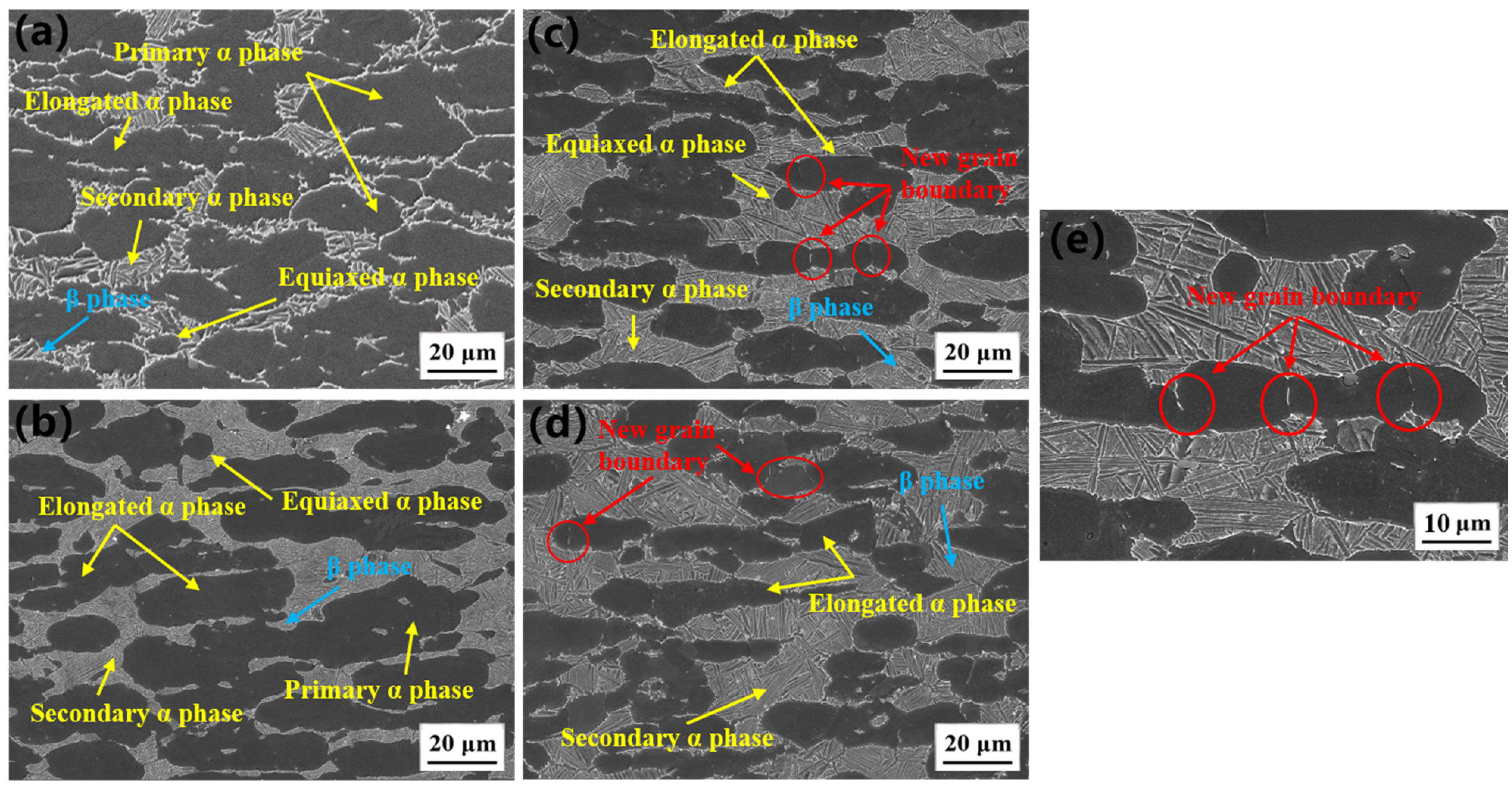
3.1. Microstructure Characterization
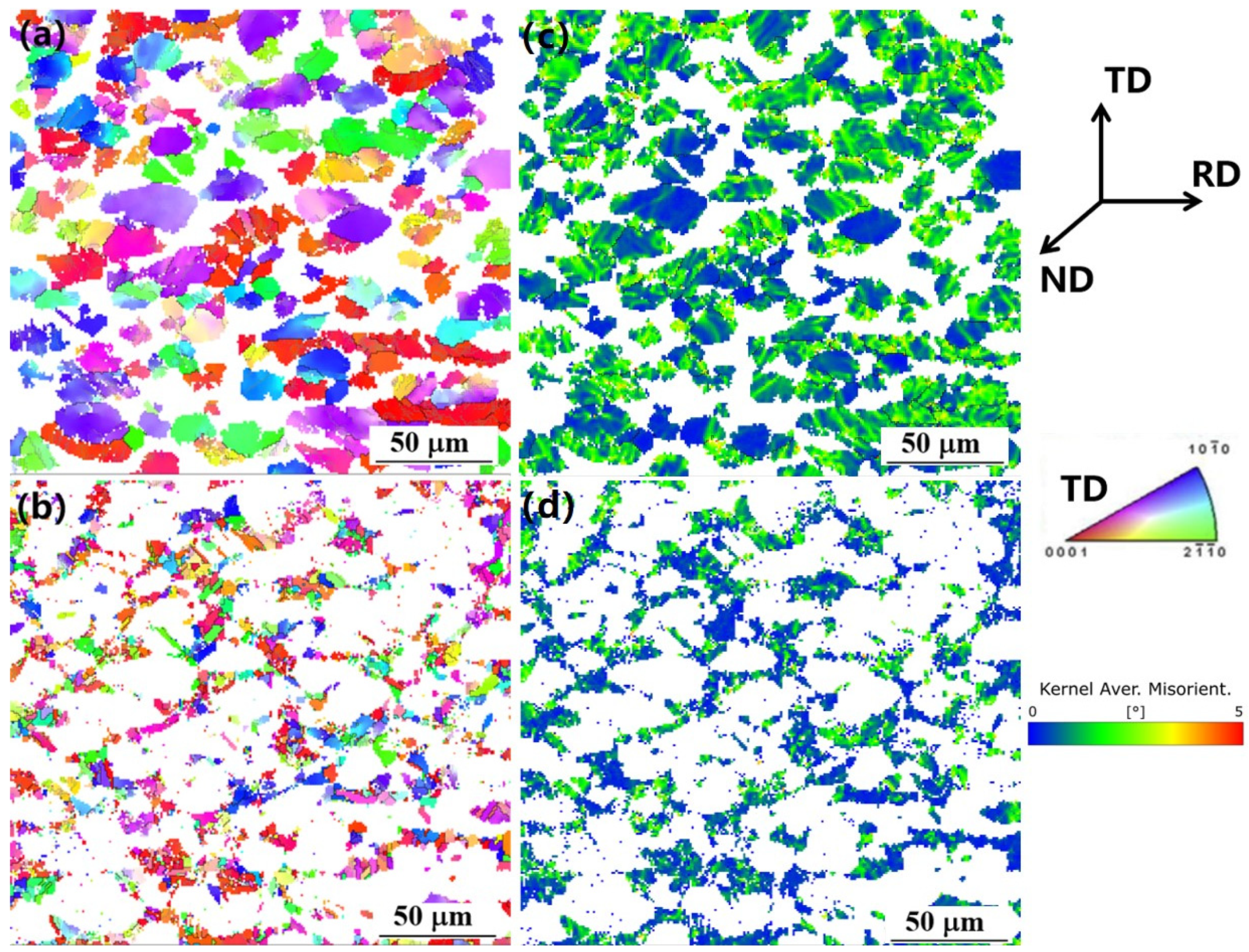
3.2. EBSD Analysis of the Orientation and Texture Evolution
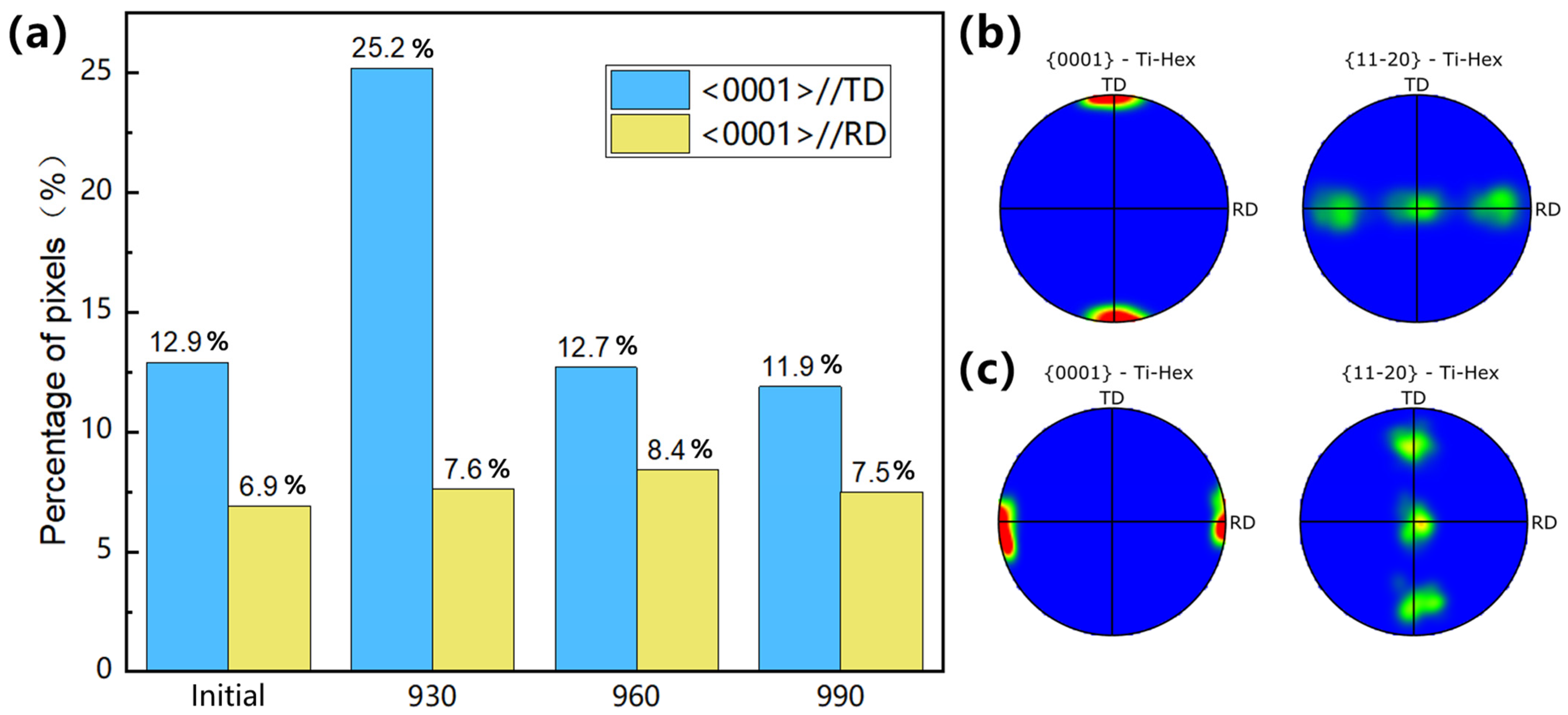
3.2.1. Characterization of the Typical Texture
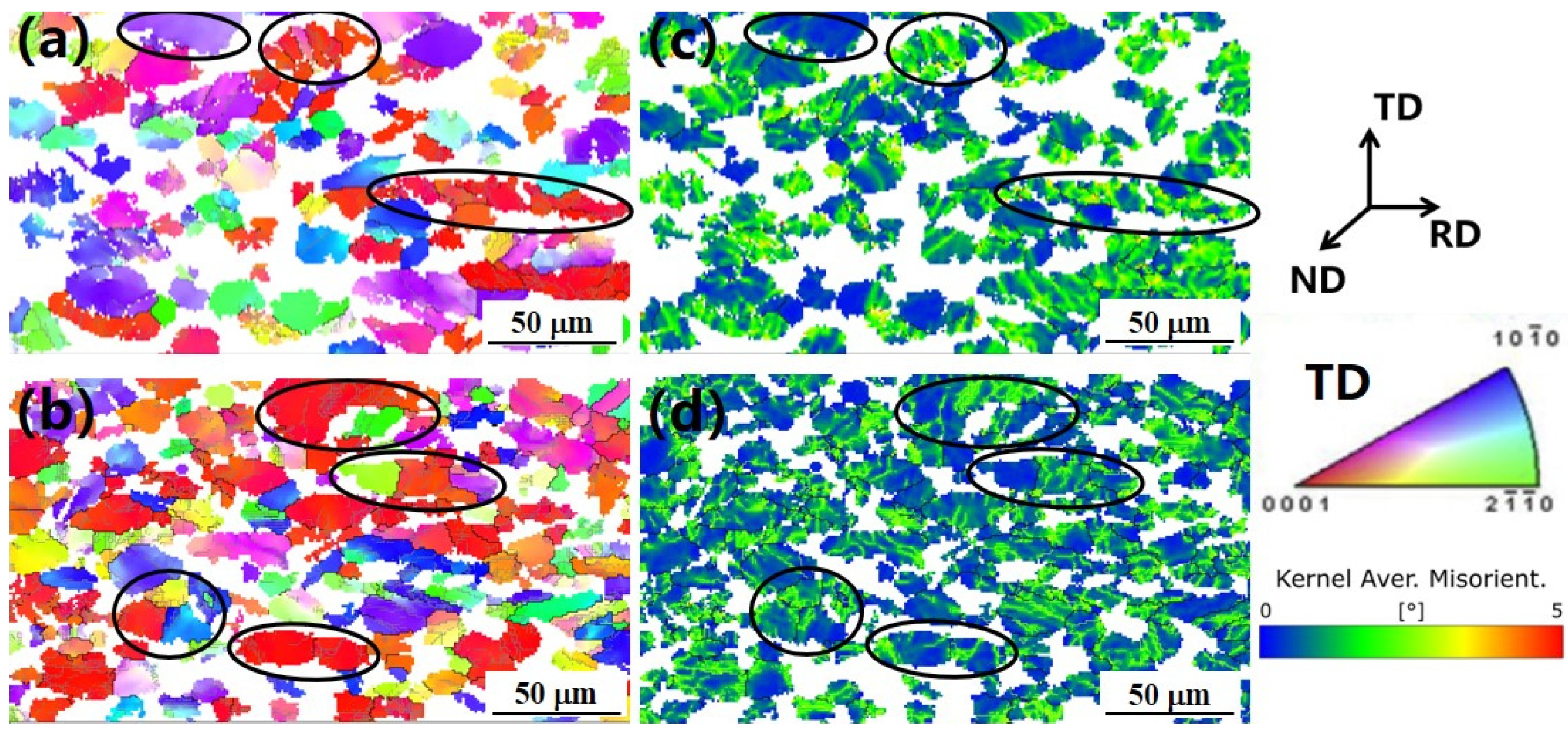
3.2.2. Textures of the αp Grain and αs Lamellar Microstructures
3.2.3. Texture Evolution of αp during Plane Strain Compressions
3.3. Analysis of Slip Deformation Behavior
3.4. Analysis of Dynamic Spheroidization Mechanisms
4. Conclusions
- After subjecting Ti60 plates to plane strain compression at different temperature conditions to simulate directional rolling, the internal structure exhibits two characteristic texture components that are perpendicular to each other. Additionally, there are variations in the intensity of these different texture components.
- For the equiaxed microstructure of the Ti60 samples, differences were observed in the distribution of the αp and αs orientations. The αp orientation underwent the primary deformation during compression, thus contributing significantly to the texture. With increasing compression temperature, the αp pole figures exhibited a scattered trend, while the αs pole figures showed a concentrated trend.
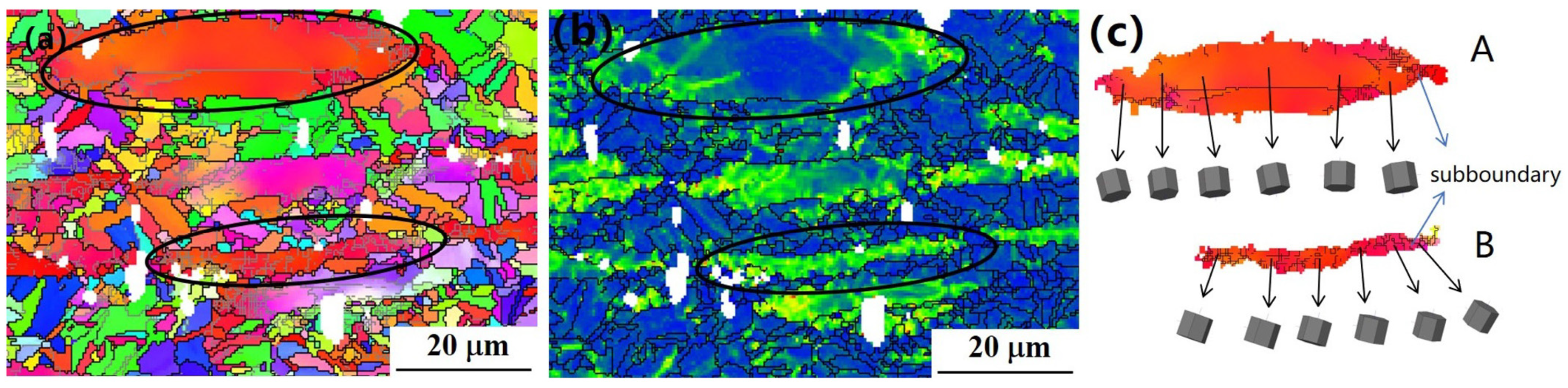
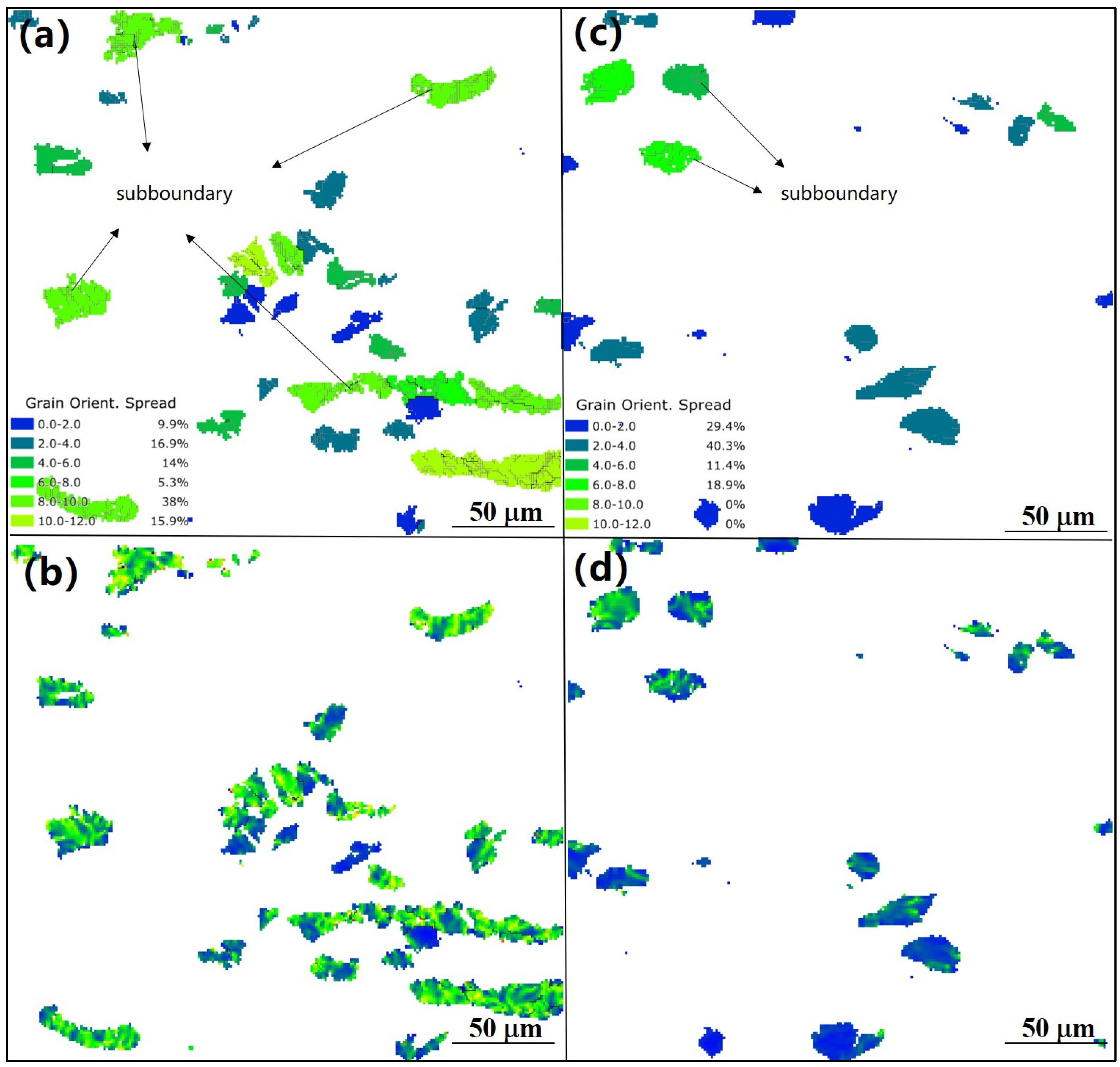
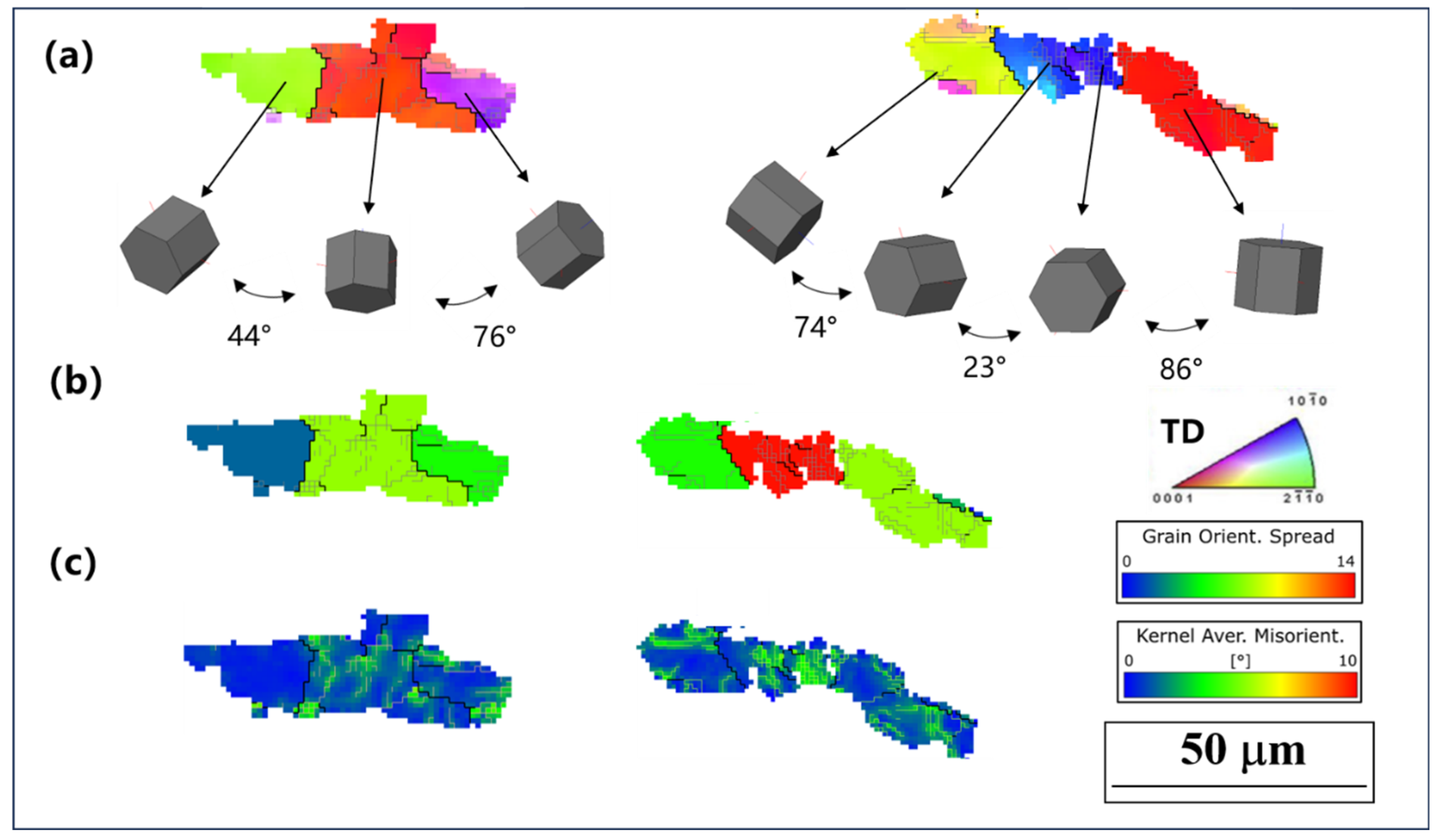
- The intensity of the c-axis//RD texture is not sensitive to the compression temperatures. An analysis of the GOS maps and the distribution of sub-boundaries within the grains revealed that the grains with c-axis//RD orientation were less prone to slip activation, thereby resulting in minimal orientation changes and lower internal stored dislocation energy. Consequently, the driving force for spheroidization was weak such that the texture intensity was less affected.
- This study explained the reason for the significantly higher c-axis//TD texture intensity at 930 °C compared to other conditions through an analysis of slip deformation mechanisms and the dynamic spheroidization process. At lower compression temperatures, the weak driving force for dynamic spheroidization allows for slip deformation behavior to play a dominant role in crystal orientation changes. As the compression temperature increases, dynamic spheroidization becomes more prevalent, thus significantly impacting the intensity of the c-axis//TD texture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Z.; Liu, Z.; Wang, Q.; Liu, J.; Yang, R. Analysis of local crystallographic orientation in an annealed Ti60 billet. J. Mater. Sci. Technol. 2019, 35, 591–595. [Google Scholar] [CrossRef]
- Li, J.; Xu, Y.Q.; Xiao, W.L.; Ma, C.L.; Huang, X. Development of Ti-Al-Ta-Nb-(Re) near-α high temperature titanium alloy: Microstructure, thermal stability and mechanical properties. J. Mater. Sci. Technol. 2022, 109, 1–11. [Google Scholar] [CrossRef]
- Gao, X.; Zeng, W.; Zhang, S.; Wang, Q. A study of epitaxial growth behaviors of equiaxed alpha phase at different cooling rates in near alpha titanium alloy. Acta Mater. 2017, 122, 298–309. [Google Scholar] [CrossRef]
- Wang, B.; Zeng, W.; Zhao, Z.; Jia, R.; Xu, J.; Wang, Q. Effect of micro-texture and orientation incompatibility on the mechanical properties of Ti60 alloy. Mater. Sci. Eng. A 2023, 881, 145419. [Google Scholar] [CrossRef]
- Li, W.; Chen, Z.; Liu, J.; Zhu, S.; Sui, G.; Wang, Q. Rolling texture and its effect on tensile property of a near-α titanium alloy Ti60 plate. J. Mater. Sci. Technol. 2019, 35, 790–798. [Google Scholar] [CrossRef]
- Gey, N.; Bocher, P.; Uta, E.; Germain, L.; Humbert, M. Texture and microtexture variations in a near-α titanium forged disk of bimodal microstructure. Acta Mater. 2012, 60, 2647–2655. [Google Scholar] [CrossRef]
- Jia, R.; Zeng, W.; Zhao, Z.; Wang, B.; Xu, J.; Wang, Q. In situ EBSD/HR-DIC-based investigation on anisotropy mechanism of a near α titanium plate with strong transverse texture. Mater. Sci. Eng. A 2023, 867, 144743. [Google Scholar] [CrossRef]
- Zhang, B.; Zhao, Z.; Wang, Q.; Liu, J.; Yang, R. The effect of deformation temperature on the microstructure and crystallographic orientation evolution of Ti60 alloy after annealing. Mater. Sci. Eng. A 2023, 880, 145360. [Google Scholar] [CrossRef]
- Yu, Y.; Yan, H.; Zhu, H.; Chen, J.; Xia, W.; Sun, Y.; Su, B.; Deng, Y.; Song, M. Dynamic recrystallization behavior and mechanism of bimodal TC17 titanium alloy during high strain rate hot compression. Mater. Today Commun. 2023, 34, 105255. [Google Scholar] [CrossRef]
- Li, C.M.; Huang, L.; Zhao, M.J.; Guo, S.Q.; Li, J.J. Hot deformation behavior and mechanism of a new metastable β titanium alloy Ti–6Cr–5Mo–5V–4Al in single phase region. Mater. Sci. Eng. A 2021, 814, 141231. [Google Scholar] [CrossRef]
- Singh, B.K.; Kumar, V.A.; Gupta, R.K.; Kanjarla, A.K. Evolution of microstructure in niobium rich (α2+γ) based titanium aluminide alloy during hot compression. Mater. Sci. Eng. A 2019, 754, 708–718. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. The influence of temperature and strain rate on the deformation response and microstructural evolution during hot compression of a titanium alloy Ti–6Al–4V–0.1B. J. Alloy. Compd. 2013, 548, 110–125. [Google Scholar] [CrossRef]
- Singh, G.; Souza, P.M. Hot deformation behavior of a novel alpha + beta titanium alloy TIMETAL®407. J. Alloy. Compd. 2023, 935, 167970. [Google Scholar] [CrossRef]
- Fan, X.; Zheng, H.; Zhang, Y.; Zhang, Z.; Gao, P.; Zhan, M.; Liu, J. Acceleration of globularization during interrupted compression of a two-phase titanium alloy. Mater. Sci. Eng. A 2018, 720, 214–224. [Google Scholar] [CrossRef]
- Li, S.; Han, Y.; Zhou, H.; Huang, G.; Le, J.; Wang, X.; Lu, W. Optimizing the local microstructure and mechanical properties of variable section particulate reinforced titanium matrix composites component based on numerical simulation and isothermal forming. Mater. Sci. Eng. A 2022, 829, 142161. [Google Scholar] [CrossRef]
- Lunt, D.; Thomas, R.; Atkinson; Smith, A.; Sandala, R.; da Fonseca, J.Q.; Preuss, M. Understanding the role of local texture variation on slip activity in a two-phase titanium alloy. Acta Mater. 2021, 216, 117111. [Google Scholar] [CrossRef]
- Deng, Y.; An, Y.; Xiao, Y.; Zhan, X.; Zhang, X.; Wang, B. Deformation mechanism diagram and deformation instability of a Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloy during the hot compression. J. Alloy. Compd. 2023, 966, 171446. [Google Scholar] [CrossRef]
- Zhao, Q.; Yang, F.; Torrens, R.; Bolzoni, L. Comparison of hot deformation behaviour and microstructural evolution for Ti-5Al-5V-5Mo-3Cr alloys prepared by powder metallurgy and ingot metallurgy approaches. Mater. Des. 2019, 169, 107682. [Google Scholar] [CrossRef]
- Wu, C.; Huang, L.; Li, C.M. Experimental investigation on dynamic phase transformation and texture evolution of Ti55531 high intensity titanium alloy during hot compression in the α+β region. Mater. Sci. Eng. A 2020, 773, 138851. [Google Scholar] [CrossRef]
- Li, W.; Chen, Z.; Liu, J.; Wang, Q.; Sui, G. Effect of texture on anisotropy at 600 °C in a near-α titanium alloy Ti60 plate. Mater. Sci. Eng. A 2017, 688, 322–329. [Google Scholar] [CrossRef]
- Sahoo, S.; Sabat, R.; Sahni, S.; Suwas, S. Texture and microstructure evolution of commercially pure titanium during hot rolling: Role of strain-paths. Mater. Des. 2016, 91, 58–71. [Google Scholar] [CrossRef]
- Jia, Z.; Zhao, Q.; Zhang, Y.; Xu, Y.; Chen, Y.; Deng, X.; Zhang, F.; Wang, L.; Guo, D. Hot and cold rolling of a novel near-α titanium alloy: Mechanical properties and underlying deformation mechanism. Mater. Sci. Eng. A 2023, 863, 144543. [Google Scholar] [CrossRef]
- Wang, X.; Zhan, M.; Gao, P.; Ma, P.; Yang, K.; Lei, Y.; Li, Z. Deformation mode dependent mechanism and kinetics of dynamic recrystallization in hot working of titanium alloy. Mater. Sci. Eng. A 2020, 772, 138804. [Google Scholar] [CrossRef]
- Balachandran, S.; Kumar, S.; Banerjee, D. On recrystallization of the α and β phases in titanium alloys. Acta Mater. 2017, 131, 423–434. [Google Scholar] [CrossRef]
- Xu, S.; Gao, C.; Xiao, N.; Zhang, H.; Cui, Z. Sensitivity of heterogeneous microstructure evolution and preferential variant selection to thermomechanical conditions in a near α titanium alloy. J. Alloy. Compd. 2023, 947, 169623. [Google Scholar] [CrossRef]
- Wang, L.; Fan, X.; Zhan, M.; Jiang, X.; Zeng, X.; Liang, Y.; Zheng, H.; Zhao, A. The heterogeneous globularization related to crystal and geometrical orientation of two-phase titanium alloys with a colony microstructure. Mater. Des. 2020, 186, 108338. [Google Scholar] [CrossRef]
- Xu, J.W.; Zeng, W.D.; Zhang, X.Y.; Zhou, D.D. Analysis of globularization modeling and mechanisms of alpha/beta titanium alloy. J. Alloy. Compd. 2019, 788, 110–117. [Google Scholar] [CrossRef]
- Stefansson, N.; Semiatin, S.L. Mechanisms of globularization of Ti-6Al-4V during static heat treatment. Met. Mater. Trans. A 2003, 34, 691–698. [Google Scholar] [CrossRef]
- Huang, Z.R.; Xiao, H.; Yu, J.X.; Zhang, H.Y.; Huang, H.G.; Yu, K.; Zhou, R.F. Effects of different annealing cooling methods on the microstructure and properties of TA10 titanium alloys. J. Mater. Res. Technol. 2023, 27, 3041–3053. [Google Scholar] [CrossRef]
- Bache, M.R.; Evans, W.J. Dwell Sensitive Fatigue Response of Titanium Alloys for Power Plant Applications. J. Eng. Gas Turbines Power 2003, 125, 241–245. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, Q.; Liu, J.; Yang, R. Effect of heat treatment on the crystallographic orientation evolution in a near-α titanium alloy Ti60. Acta Mater. 2017, 131, 305–314. [Google Scholar] [CrossRef]
- Lin, Y.; Xiao, Y.-W.; Jiang, Y.-Q.; Pang, G.-D. Spheroidization and dynamic recrystallization mechanisms of Ti-55511 alloy with bimodal microstructures during hot compression in α+β region. Mater. Sci. Eng. A 2020, 782, 139282. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhu, G.; Kang, Y.; Peng, L. Analysis of the formation of sub-grain boundaries in commercially pure titanium compressed at elevated temperature. Mater. Sci. Eng. A 2020, 771, 138680. [Google Scholar] [CrossRef]
- Zaefferer, S. A study of active deformation systems in titanium alloys: Dependence on alloy composition and correlation with deformation texture. Mater. Sci. Eng. A 2003, 344, 20–30. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. Orientation dependent spheroidization response and macro-zone formation during sub β-transus processing of Ti-6Al-4V alloy. Acta Mater. 2017, 134, 283–301. [Google Scholar] [CrossRef]
- Xu, S.; Zhang, H.M.; Xiao, N.M.; Qiu, R.S.; Cui, Z.S.; Fu, M.W. Mechanisms of macrozone elimination and grain refinement of near α Ti alloy via the spheroidization of the Widmannstätten structure. Acta Mater. 2023, 260, 119339. [Google Scholar] [CrossRef]
- Li, L.; Luo, J.; Yan, J.J.; Li, M.Q. Dynamic globularization and restoration mechanism of Ti–5Al–2Sn–2Zr–4Mo–4Cr alloy during isothermal compression. J. Alloy. Compd. 2015, 622, 174–183. [Google Scholar] [CrossRef]
- Zhang, W.; Pan, J.; Wang, S.; Yang, J. Texture weakening and grain refinement behavior of the extruded Mg-6.03Zn-0.55Zr alloy during hot plane strain compression. J. Mater. Res. Technol. 2023, 27, 3041–3053. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | αp (vol%) | βt (vol%) | αp (μm) | Aspect Ratio of αp |
|---|---|---|---|---|
| Original | 71.4 | 28.6 | 29.5 | 1.6 |
| 930 °C | 68.1 | 31.9 | 27.8 | 2.3 |
| 960 °C | 59.0 | 41.0 | 26.1 | 2.6 |
| 990 °C | 52.3 | 47.7 | 24.9 | 2.8 |
| Temperature/°C | Entire Composition | αp Phase | αs Phase |
|---|---|---|---|
| Original | 0.53 | 1.17 | 0.61 |
| 930 °C | 1.01 | 1.51 | 0.96 |
| 960 °C | 0.59 | 1.14 | 0.83 |
| 990 °C | 0.62 | 0.98 | 0.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, Y.; Xiao, Y.; Zeng, W.; Jia, R.; Jia, W. Mechanism of Crystallographic Orientation and Texture Evolution of Ti60 Alloy during Plane Strain Compression. Metals 2024, 14, 359. https://doi.org/10.3390/met14030359
Dai Y, Xiao Y, Zeng W, Jia R, Jia W. Mechanism of Crystallographic Orientation and Texture Evolution of Ti60 Alloy during Plane Strain Compression. Metals. 2024; 14(3):359. https://doi.org/10.3390/met14030359
Chicago/Turabian StyleDai, Yi, Yunteng Xiao, Weidong Zeng, Runchen Jia, and Weiju Jia. 2024. "Mechanism of Crystallographic Orientation and Texture Evolution of Ti60 Alloy during Plane Strain Compression" Metals 14, no. 3: 359. https://doi.org/10.3390/met14030359
APA StyleDai, Y., Xiao, Y., Zeng, W., Jia, R., & Jia, W. (2024). Mechanism of Crystallographic Orientation and Texture Evolution of Ti60 Alloy during Plane Strain Compression. Metals, 14(3), 359. https://doi.org/10.3390/met14030359