1. Introduction
The automotive industry has been evolving towards the application of new materials that could improve the performance and processability of components and parts. There is a lightweighting trend driven by performance, cost, and sustainability that generates a tremendous demand for lightweight materials and conceptual designs considering these. These conceptual designs are being considered and assessed as part of the modern circular economy solutions for transportation and mobility [
1].
Additionally, in recent years, with the increasing environmental issues (waste and pollution) and energy crisis, the automotive industry has been exploring and developing alternatives to steel products and characteristics, searching for novel materials possessing good compatibility, being lighter, and offering higher performance that can provide good mechanical strength in casted structural components in an environmentally friendly aspect as well. It must be mentioned that this race has reached many industrial sectors not only associated with transportation or vehicles industry, but more broadly with manufacturing and civil infrastructure and clean energy technologies [
1].
Automotive lightweight materials have been an ambitious competitor to steel and iron products. The selection and application of aluminum alloys have been the first choice due to significant advantages such as good corrosion resistance, high strength to weight ratio, relative low cost, good manufacturability, handling, and storage characteristics, among others [
2,
3]. Relevant data demonstrate how aluminum alloys are a suitable material that can provide a weight reduction in a vehicle of 60%, reduced fuel consumption by 20%, and a reduction of up to 10% in CO
2 emission discharges. Therefore, vehicle lightweighting is the most economical way to minimize energy consumption and mitigate environmental hazards or damage [
4,
5].
Novel aluminum alloys are being extensively studied and developed to produce complex casting components, which makes them a possible solution to this critical challenge. These materials are typically applied in structural components in a vehicle, and they have the capability of satisfying the current demands of being economically sustainable and the mandatory requirement of having more efficient mechanical performance, therefore reducing the vehicle’s weight and fuel consumption, and contributing to the reduction in CO
2 emissions, not only in their products but also during their manufacturing processing [
6,
7,
8]. This is a reason why these aluminum alloys began to be widely applied in automotive structural components besides their superb mechanical and physical characteristics such as good rigidity, strength to weight ratio, and corrosion resistance performance [
9]. However, most of these material alloys require a heat treatment process to obtain the desired characteristics and attributes suitable for specific applications [
10], particularly mechanical performance. On the other hand, novel casting technologies for manufacturing larger components, such as high-pressure die casting (HPDC), have emerged with improved material properties and characteristics that allow aluminum alloys to meet strict industrial requirements and substantially reduce the weight of automotive parts or components [
11]. Furthermore, high-pressure die casting is considered one of the most profitable and productive processes in casting components [
9], due to its ability to enable the mass production of a wide variety of components [
12]. Generally, it is a process with great repeatability, where molten aluminum can be injected into a steel die under high pressures at a high speed. It is also a process with a short cycle time due to the quick solidification of the part [
13].
HPDC parts for structural and non-structural products and applications are gradually replacing steel-based components within the vehicle structure; these hybrid body structural vehicles are becoming one of the most effective solutions to achieve lightweighting [
14]. Another benefit of this process is that it has great dimensional accuracy and shape precision [
15], particularly for complex components with thin-wall thickness. However, HPDC has the disadvantage of being a process with ease of gas trapping, which is one of its main limitations [
16]. It is a highly turbulent process that results in porosity due to entrapped air. In addition, porosities may also happen due to hydrogen released from the reaction of water vapor or lubricant remnants, or due to shrinkage that happens due to volume contraction during solidification and oxide inclusions formed during the cavity filling, as mentioned before, due to the high turbulence inside the die, making the metal fronts collide, forming oxide films [
12]. These are some of the most common defects in this casting process, which affects the quality and significantly reduces mechanical properties such as the elongation and tensile strength of the produced components. The defect in the part increases the stress concentration, promoting the formation of cracks and early damage in the components [
12]. As a result of these porosities in the parts manufactured in high-pressure die casting, technologies such as vacuum-assisted systems have successfully achieved the capability of producing casted components with minimum gas porosities, enabling the further strengthening of the as-cast parts [
16]. There are two main types of vacuum systems for HPDC; one is a complete vacuum system where the whole die casting system is sealed and evacuated from the furnace when the molten metal is transferred to the injection chamber via a vacuum tube. The other system is a simpler one that is a stand-alone system, where a vacuum valve or chill block is incorporated into a die to evacuate the entrapped air in the cavity [
17]. This second type of system is the one that was used for this research.
Non-heat-treated (NHT) aluminum alloys are a novel type of lightweight material that has emerged in recent years. These alloys are highly used in all industrial markets for flat-rolled products. Packaging, transportation, and construction sectors represent the largest usage of NHT sheets since the late 20th century. The attribute of this type of alloy is that the produced components do not need to experience those high-temperature solution treatments or artificial aging processes; only conventional natural aging of these lightweight alloys can achieve the high strengths and high plasticity performance to satisfy the stringent performance and characteristic requirements for aerospace and automotive components [
18]. Novel or improved lightweight alloy developments have been pursued based on the need for better appearance, increased efficiency, and obtaining high structural performance of products and productivity of the components manufacturing process. The availability of highly competitive materials and resources has driven the need to keep the aluminum alloy components’ costs as low as possible. After searching for research and literature about NHT aluminum alloys, just a few research reports were found [
19,
20].
The development of aluminum alloys such as AuralTM-5 and others that can achieve physical and mechanical properties without heat treatment to manufacture products, and at the same time can produce savings in terms of infrastructure and processing due to the environmental benefits of avoiding CO2 emissions produced during post-processing and energy consumption in the heat treatment ovens, is aligned to the needs of the automotive industry.
In this work, evaluations were carried out using AuralTM-5 to develop a structural automotive component (Shock tower) to validate the mechanical properties of the alloy without the effect of thermal treatment by HPDC process. Evaluations were carried out to determine the mechanical characteristics of the alloy: UTS, yield strength, and elongation. The evaluations were divided into two stages. Half of the samples were quenched in water after extraction while the other half were not quenched in water after casting extraction. Both tests were evaluated in the same way after the casting process and were evaluated at the same time intervals. Three different metal temperatures were evaluated in the casted products.
2. Materials and Methods
Aural thermal aluminum alloys have been developed as a solution for heat treatment temperatures around 500 °C, and can be combined with water quenching, and partial solution heat treatment at a slightly lower temperature, followed by rapid air cooling [
20,
21]. This alloy is designed to achieve greater ductility in F and T5 tempers. This improvement in the ductility of the alloy is associated with the lower silicon content, since in the Al-Si-Mg system, the eutectic phase of silicon is brittle and limits the ductility of the material. With its lower silicon content, the Aural
TM-5 microstructure contains a small volume fraction of the damaging eutectic phase, reaching the maximum resistance at 210 °C [
17]. The advantage of Aural
TM-5 compared to other aluminum alloys used for structural components in HPDC is the elongation percentage that can be obtained without the application of heat treatment, even within the same families of Aural alloys, as shown in
Table 1.
However, the quantity of silicon added to the aluminum alloy depends on the casting process; in the case of HPDC, due to the high solidification rate, it is required to have a percentage between 8 and 12%, since it increases the melt fluidity and decreases the coefficient of thermal expansion, facilitating the casting and improving mechanical properties [
22]. The lower silicon content reduces the melt fluidity, which is critical for the injection process. The main disadvantage of this alloy is that it has 7–8% silicon, which is a low percentage for the process of HPDC, due to its solidification range. These alloys with a low range of solidification are known as the short freezing range, becoming complicated for the injection process due to their high liquidus point. Due to this, it was ensured during the research to improve the fluidity of the molten metal, focusing on maintaining the temperature of it by avoiding temperature losses during the metal dosing before the start of injection. The Aural
TM-5 chemical composition used for this project is shown in
Table 2.
During the test, composition samples were obtained from an ingot and analyzed in SPECTROLAB LAVM12 (Ametek, Hamburg, Germany) equipment under the ASTM-E716 [
23] and ASTM-E3 [
24] standards. Elements of Si, Cu Fe, Mn, Mg, Ti, and Sr were kept within the specification of the Rio Tinto Group range. Sample results of the analysis are in
Table 3. Samples were obtained as well for every occasion that the dosing furnace was filled to ensure alloy elements were on range.
Table 2.
Aural-5
TM composition wt.% [
9].
| Variants | Al | Si | Fe | Cu | Mn | Mg | Zn | Ti | Sr |
|---|
| Aural 2TM | Remaining | 10.3 | 0.16 | <0.01 | 0.52 | 0.31 | <0.01 | 0.05 | - |
| Aural 3TM | Remaining | 10.1 | 0.18 | <0.01 | 0.49 | 0.55 | <0.01 | 0.06 | 0.012 |
| Aural 5TM | Remaining | 7.4 | 0.17 | <0.01 | 0.49 | 0.20 | <0.01 | 0.08 | 0.018 |
Table 3.
Sampling of the alloy elements.
| Si% | Cu% | Fe% | Mn% | Mg% | Zn% | Ti% | Sr PPM |
|---|
| 7.62 | 0.02 | 0.18 | 0.5 | 0.23 | 0.00 | 0.01 | 240.71 |
The die casting machine used for the test was a 2700-ton cold chamber with high vacuum-assist equipment. The vacuum system on the test consisted of three chill blocks on the die, and each channel maintained a vacuum of 110 mbar ± 20 mbar. The die set used for manufacturing the castings was productively the die of H13, heated with water thermoregulation units at a temperature of 175 °C for the main cavity in cover and mobile side for having a consisted temperature on the die of 205 °C after die spraying, which was constantly monitoring. The shot sleeve was heated with a water thermoregulation unit at 160 °C. The metal temperature in the sleeve was controlled at 655 °C ± 5 °C, measured with a K-type thermocouple using datalogger equipment for constant reading. A dosing furnace was used during the test with a closed ceramic launder, to avoid temperature loss due to convection while dosing the metal into the shot sleeve. The dosing furnace was set at 715 °C − 10 °C with constant nitrogen degassing inside of it to avoid inclusions in the samples made, which helps reduce the variation in mechanical properties due to oxide films.
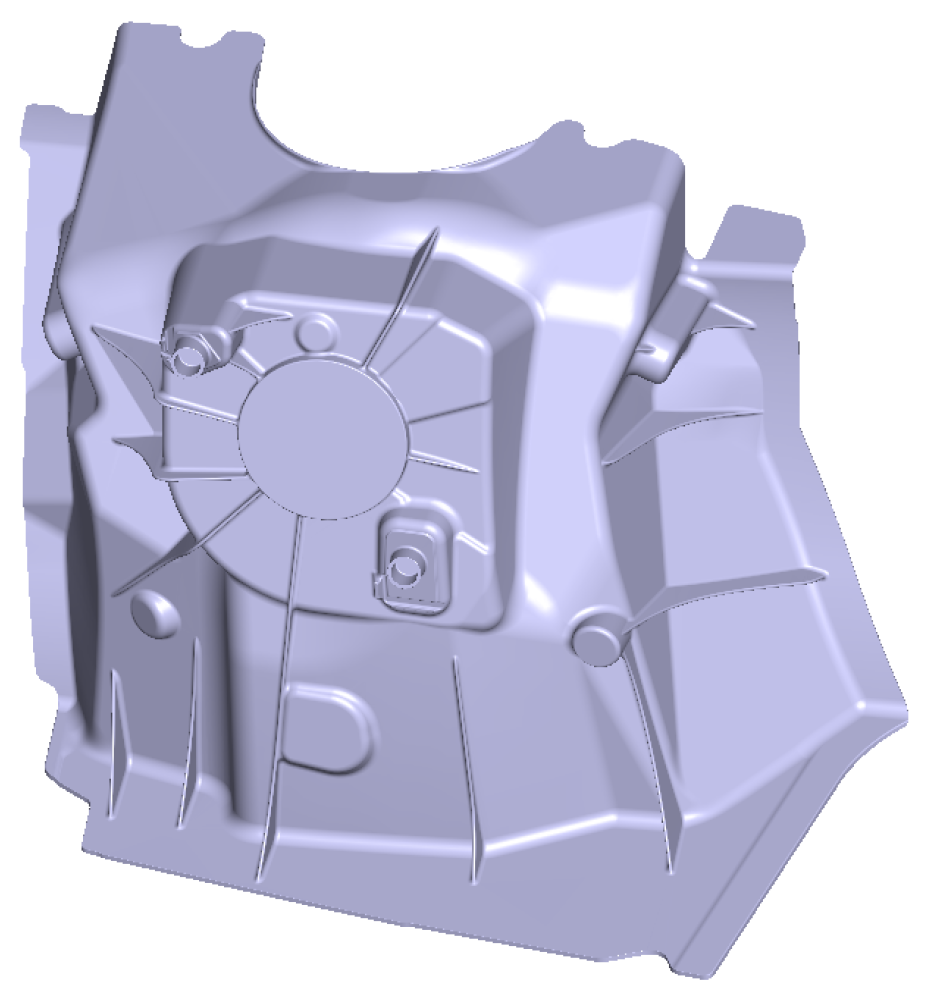
The die used was a single cavity component, so during the evaluations only one shock tower (
Figure 1) component was produced per shot. The shock tower used for the test had an area of 1960 cm
2 and a volume of 1631 cm
3 with a wall thickness from 4.5 to 5.0 mm. After the mold extraction, these components were quenched in water at a constant temperature of 25 °C for three seconds. Some of the components were quenched, while others were not quenched, to evaluate and analyze the mechanical properties of the alloy and compare the difference between quench and no-quench treatment parts. All shock towers were evaluated after being out of the die casting machine as F temper for both cases with quench and without quench. Some samples remained untested and were kept at ambient condition for the purpose of evaluating the behavior of the mechanical properties of the Aural
TM-5 over different periods of time, and thus understanding its behavior due to its natural aging process. The first samples were evaluated within the first 24 h and were subsequently evaluated every week until reaching the eighth week to analyze the mechanical properties with natural aging of the F temper parts.
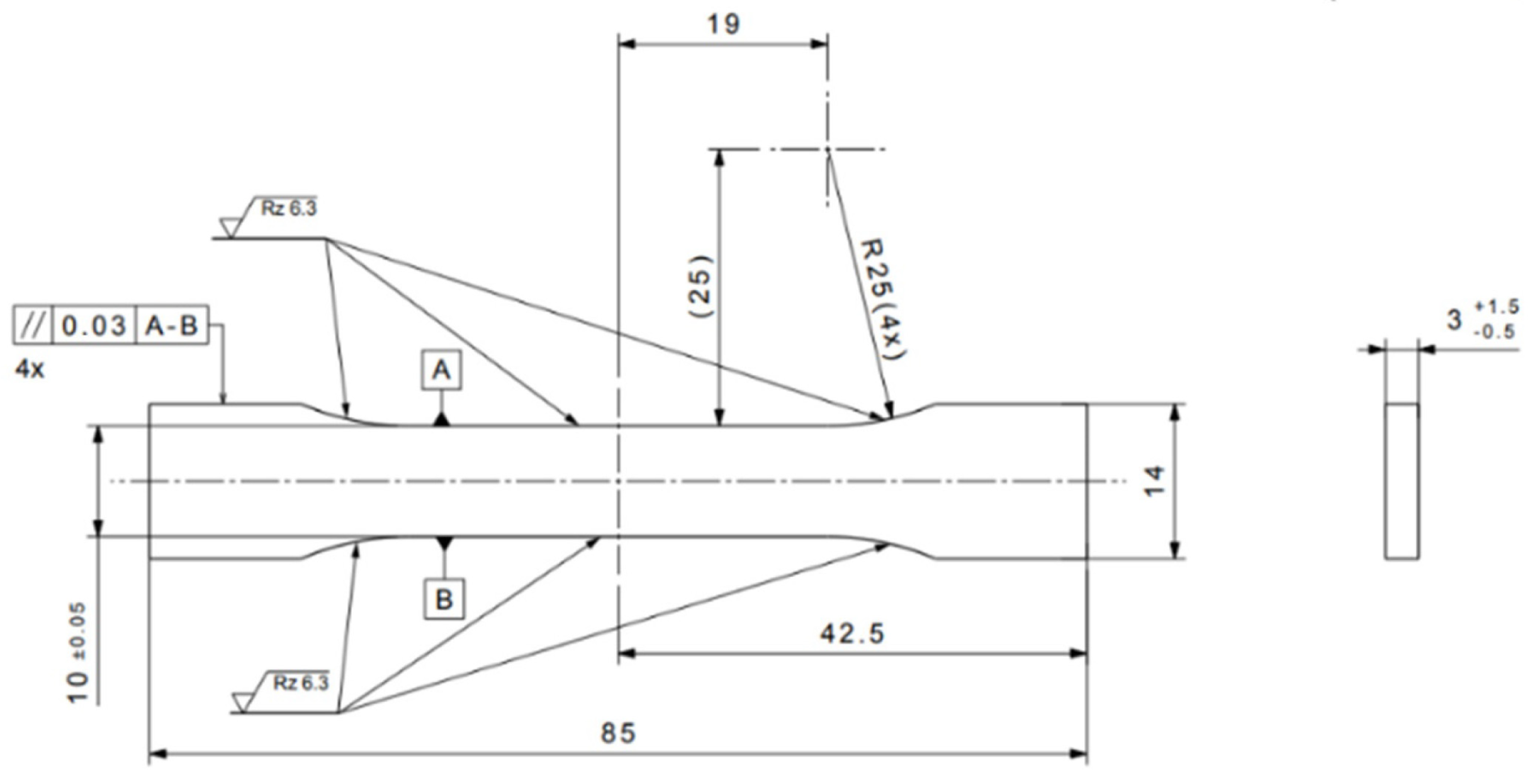
Flat specimens were machined from the shock towers as shown in
Figure 2. All samples were evaluated on a Zwick/Roell universal tension machine (Zwick, Ulm, Germany) at room temperature to evaluate yield stress, ultimate tensile strength, and elongation under ISO 6892-1 [
25] and ASTM-E8 [
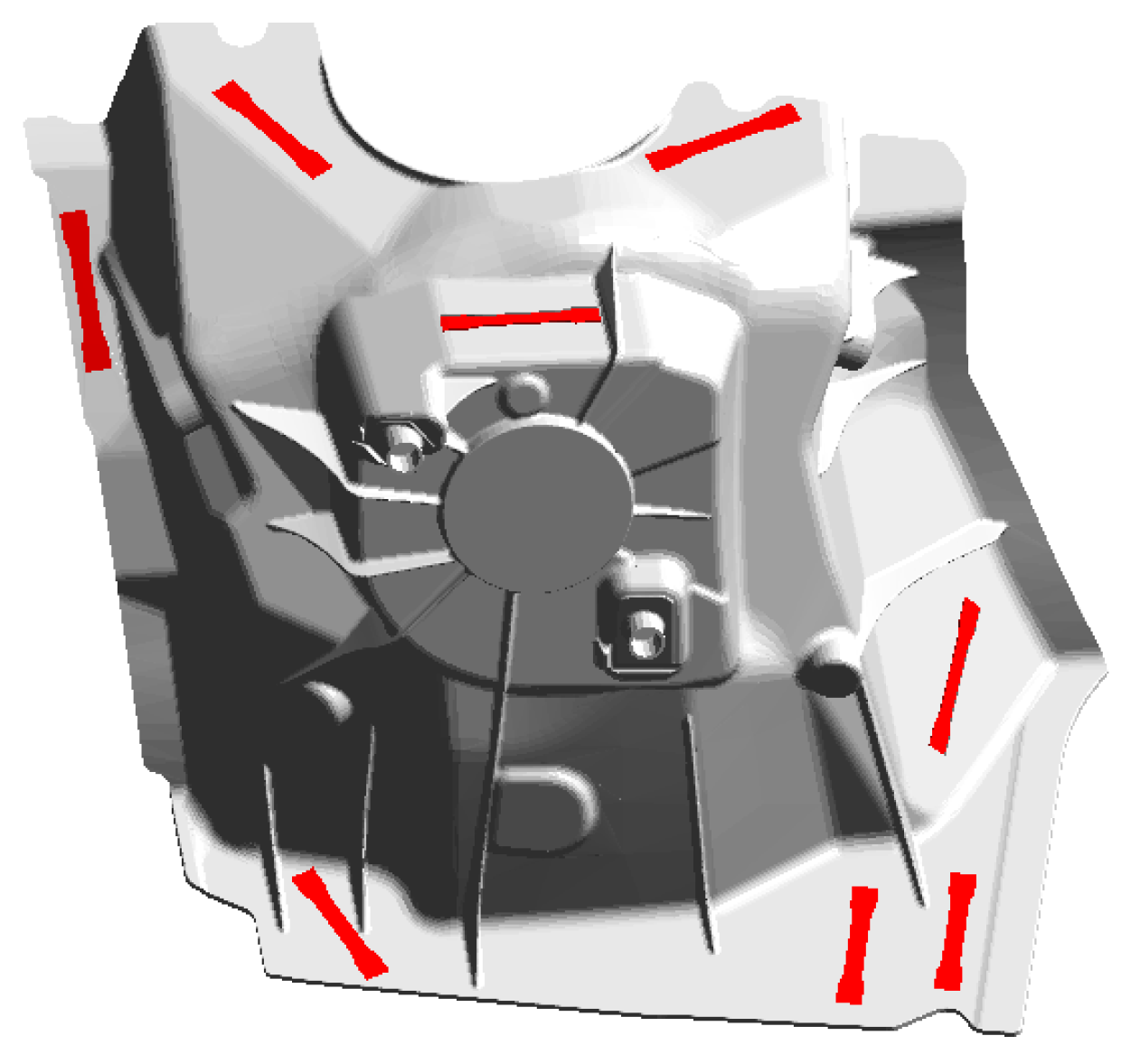
26] standards. For each shock tower, eight samples were taken in different locations to evaluate the homogeneity of the component properties. This process was for all the casting to be completed. From every period of time, five shock towers were taken. As previously mentioned, the first shock tower was tested after 24 h of aging and then five samples were evaluated every week, until reaching eight weeks after the casting was obtained. The specimen locations were taken from different areas in the shock tower and different angle positions as shown in
Figure 3. Three samples were at 90°, two samples were at 45°, the other two samples were taken at 135°, and one was tested as a transversal sample. The purpose of testing on different angles and locations was to verify the homogeneity of the casting and the different values of mechanical properties in the part due to variation caused by defects.
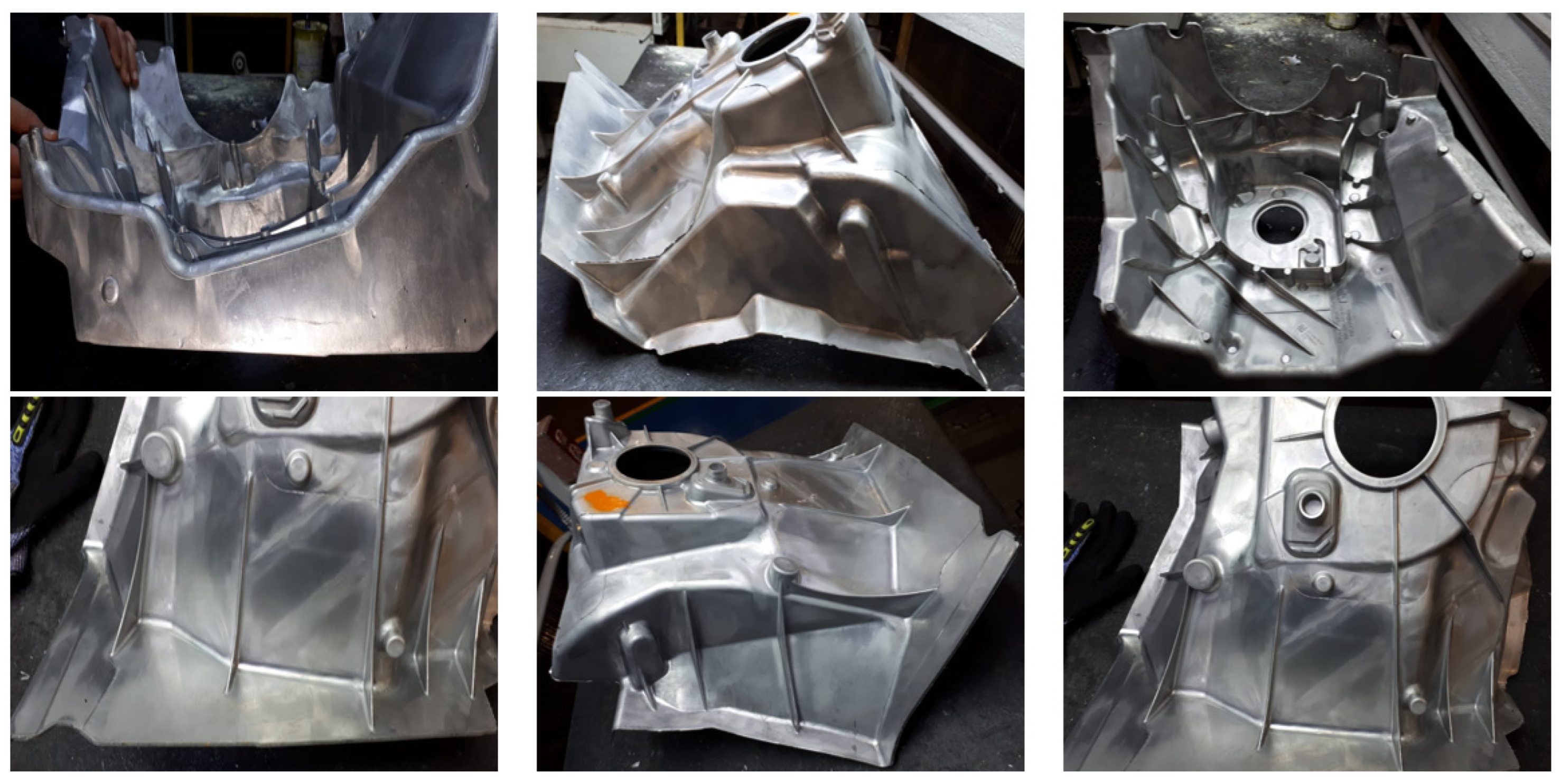
The defects from the fracture surfaces in the specimens were characterized and analyzed in a Nikon SMZ800N stereoscope (Nikon, Feasterville, PA, USA) and ECLIPSE MA200 microscope (Nikon, Scottsdale, AZ, USA). Besides the defect characterization in the surface fracture validation in the specimens, the shock towers were tested in a blister oven at a temperature of 520 °C for 90 min, to observe the air trapped in the parts, and thus detect the areas of major air trapping and the locations of the areas that could affect the results of mechanical properties with Aural
TM-5 alloy. The mechanical properties of the casted components are adversely affected by the presence of gas porosity; these pores, which are specifically located at the component surface, may grow in size during the application of heat treatment, therefore causing blisters [
27,
28]. The purpose of performing the blister tests, although no heat treatment was applied in this investigation, was to identify entrapped gas problems that can cause variation in mechanical properties.
Author Contributions
Conceptualization, D.S.C.-F., A.G. and J.J.T.-T.; methodology, D.S.C.-F. and A.G.; software, D.S.C.-F., P.G.H. and B.Q.; validation, D.S.C.-F., A.G. and B.Q.; formal analysis, D.S.C.-F.; investigation, D.S.C.-F. and J.J.T.-T.; resources, D.S.C.-F. and A.G.; data curation, D.S.C.-F.; writing—original draft preparation, D.S.C.-F., A.G. and J.J.T.-T.; writing—review and editing, D.S.C.-F., A.G., J.J.T.-T., P.G.H. and B.Q.; visualization, D.S.C.-F.; supervision, D.S.C.-F. and A.G.; project administration, D.S.C.-F.; funding acquisition, D.S.C.-F. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this study are available on request from the corresponding author (privacy).
Acknowledgments
The authors acknowledge the industrial support from NEMAK and its personnel, as well as the Universidad de Monterrey for supporting this research and providing advisement and recommendations to complete this research.
Conflicts of Interest
Authors David Cantú, Alejandro González, Pablo Guajardo and Brian Quinn were employed by the company Nemak. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Czerwinski, F. Current trend in Automotive Lightweighting Strategies and Materials. Materials 2021, 4, 6631. [Google Scholar] [CrossRef]
- Trowell, K.A.; Goroshin, S.; Frost, D.L.; Bergthorson, J.M. Aluminum and its role as recyclable, sustainable carrier of renewable energy. Appl. Energy 2020, 275, 115112. [Google Scholar] [CrossRef]
- Djurdjevic, M.; Manasijevic, S.; Mihailovic, M.; Stopic, S. From Bauxite as a Critical Material to the Required Properties of Cast Aluminum Alloys for Use in Electro Automotive Parts. Metals 2023, 13, 1796. [Google Scholar] [CrossRef]
- Kumar, A.; Maithani, R.; Kumar, A.; Kumar, D.; Sharma, S. An all-aluminum vehicle’s design and feasibility analysis. Mater. Today Proc. 2022, 64, 1244–1249. [Google Scholar] [CrossRef]
- Hong, L.; Xin, L. The Present Situation and The Development Trend of New Materials Used in Automobile Lightweight. Appl. Mech. Mater. 2012, 189, 58–62. [Google Scholar]
- Zhang, M.; Tian, Y.; Zheng, X.; Zhang, Y.; Chen, L.; Wang, J. Research Progress on Multi-Component Alloying and Heat Treatment of High Strength and Toughness Al–Si–Cu–Mg Cast Aluminum Alloys. Materials 2023, 16, 1065. [Google Scholar] [CrossRef] [PubMed]
- Xia, E.; Ye, T.; Liu, L.; Liu, W.; Yue, H.; Tang, J.; Wu, Y. The Hot Tensile Properties, Fracture Features, and Microstructure Evolution of As-Cast 7005 Aluminum Alloy. Metals 2024, 14, 125. [Google Scholar] [CrossRef]
- Kridli, G.T.; Friedman, P.A.; Boileau, J.M. Chapter 7—Manufacturing processes for light alloys. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing: Cambridge, UK, 2021; pp. 267–320. [Google Scholar]
- Chen, Q.; Ge, N.; Jiang, J.; Huang, M.; Li, M.; Wang, Y.; Dong, J.; Ding, C.; Zou, D. Effect of Local Pressurization on Microstructure and Mechanical Properties of Aluminum Alloy Flywheel Housing with Complex Shape. Materials 2023, 17, 106. [Google Scholar] [CrossRef] [PubMed]
- Murugarajan, A.; Raghunayayagan, P. The impact of pressure die casting process parameter on mechanical properties and its defect of A413 aluminum alloy. Metalurgija 2018, 58, 55–58. [Google Scholar]
- Clement, C.D.; Masson, J.; Kabir, A.S. Effects of Heat Treatment on Microstructure and Mechanical Properties of AlSi10Mg Fabricated by Selective Laser Melting Process. J. Manuf. Mater. Process. 2022, 6, 52. [Google Scholar] [CrossRef]
- Hirsch, J. Automotive trends in aluminum—The European perspective. Mater. Forum 2004, 28, 15–23. [Google Scholar]
- Zhao, X.; Zhang, J.; Meng, D.; Chu, Y.; Cheng, P. Research on Joining High Pressure Die Casting Parts by Self-Pierce Riveting (SPR) Using Ring-Groove Die Comparing to Heat Treatment Method; SAE: Warrendale, PA, USA, 2020; pp. 1–12. [Google Scholar]
- Cao, H.; Wang, C.; Che, J.; Lou, Z.; Wang, L.; Xiao, L.; Hu, T. Effect of flow state of pure aluminum and A380 alloy on porosity of high pressure die casting. Material 2019, 12, 4219. [Google Scholar] [CrossRef]
- Dong, X.; Yang, H.; Zhu, X.; Ji, S. High strength, and ductility aluminum alloy processed by high pressure die casting. J. Alloys Compd. 2019, 773, 86–96. [Google Scholar] [CrossRef]
- NADCA. Product Design for Die Casting; North American Die Casting Association: Arlington Height, IL, USA, 2015. [Google Scholar]
- Brenton, F.; Fourman, J. Alloy with High Strength and Ductility for High Pressure Vacuum Die Casting in Automotive Body Structure Applications: Impact of Heat Treatment on Mechanical Properties; NADCA: Arlington Height, IL, USA, 2016. [Google Scholar]
- Hanlin, L.; Xin, S.; Lijun, Y.; Zhongchao, M.; Leyu, S.; Bo, M.; Rong, J. Production and testing of non-heat-treated 1120 medium strength aluminum alloy stranded conductors. Opt. Fiber Electr. Cable Appl. 2020, 1, 24–26+38. [Google Scholar]
- Hu, R.; Guo, C.; Ma, M. A Study on High Strength, High Plasticity, Non-Heat Treated Die-Cast Aluminum Alloy. Materials 2022, 15, 295. [Google Scholar] [CrossRef]
- Luo, A.A.; Sachdev, A.K.; Apelian, D. Alloy development and process innovations for light metals casting. J. Mater. Process. Technol. 2022, 306, 117606. [Google Scholar] [CrossRef]
- Stroh, J.; Sediako, D.; Hanes, T.; Anderson, K.; Monroe, A. The effects of heat treatment on the microestructure and tensile properties of an HPDC transmission gearcase. Metals 2021, 11, 517. [Google Scholar] [CrossRef]
- Nunes, H.; Emadinia, O.; Viera, M.F.; Reis, A. Low- and High-Pressure Casting Aluminum Alloys: A Review. In Recent Advancements in Aluminum Alloys; IntechOpen Limited: London, UK, 2023. [Google Scholar]
- ASTM E716-16e2; Standard Practices for Sampling and Sample Preparation of Aluminum and Aluminum Alloys for Determination of Chemical Composition by Spark Atomic Emission Spectrometry. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM E3-11; Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ISO 6892-1; Metallic Materials Tensile Testing, Part 1: Method of Test at Room Temperature. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- ASTM E8-24; A Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2024.
- Zhang, X.; Ahmed, K.; Wang, M.; Hu, H. Influence of Aging Temperatures and Times on Mechanical Properties of Vacuum High Pressure Die Cast Aluminum Alloy A356. Adv. Mater. Res. 2012, 445, 277–282. [Google Scholar] [CrossRef]
- Guo, H.M.; Yang, X.J.; Wang, J.X. Pressurized solidification of semi-solid aluminum die casting alloy A356. J. Alloys Compd. 2009, 485, 812–816. [Google Scholar] [CrossRef]
- Niu, Z.; Liu, G.; Li, T.; Ji, S. Effect of high pressure die casting on the castability, defect and mechanical properties of aluminum alloys in extra-large thin-wall casting. J. Mater. Process. Technol. 2022, 303, 117525. [Google Scholar] [CrossRef]
- Yu, W.; Zhao, H.; Wang, L.; Guo, Z.; Xiong, S. The influence of T6 treatment on fracture behavior of hypereutectic Al-Si HPDC casting alloy. J. Alloys Compd. 2017, 731, 444–451. [Google Scholar] [CrossRef]
- Nolte, N.; Lukasczyk, T.; Mayer, B. Investigation of the microstructure and properties of aluminum–copper compounds fabricated by the high-pressure die casting process. Metals 2022, 12, 1314. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).



 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








