Microstructure and Mechanical Properties of Mg-5Nb Metal-Metal Composite Reinforced with Nano SiC Ceramic Particles


 and
and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Macrostructure and Density

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Theoretical Density/(g/cm3) | Experimental Density/(g/cm3) | Porosity/% |
|---|---|---|---|
| Mg-5Nb-0.25SiCn (0.13% Vf) | 1.8142 | 1.813 ± 0.014 | 0.066 |
| Mg-5Nb-0.50SiCn (0.27% Vf) | 1.8162 | 1.8154 ± 0.009 | 0.044 |
| Mg-5Nb-1.0 SiCn (0.55% Vf) | 1.820 | 1.8186 ± 0.014 | 0.077 |
| Mg-5Nb-2.0 SiCn (1.10% Vf) | 1.828 | 1.8273 ± 0.003 | 0.048 |
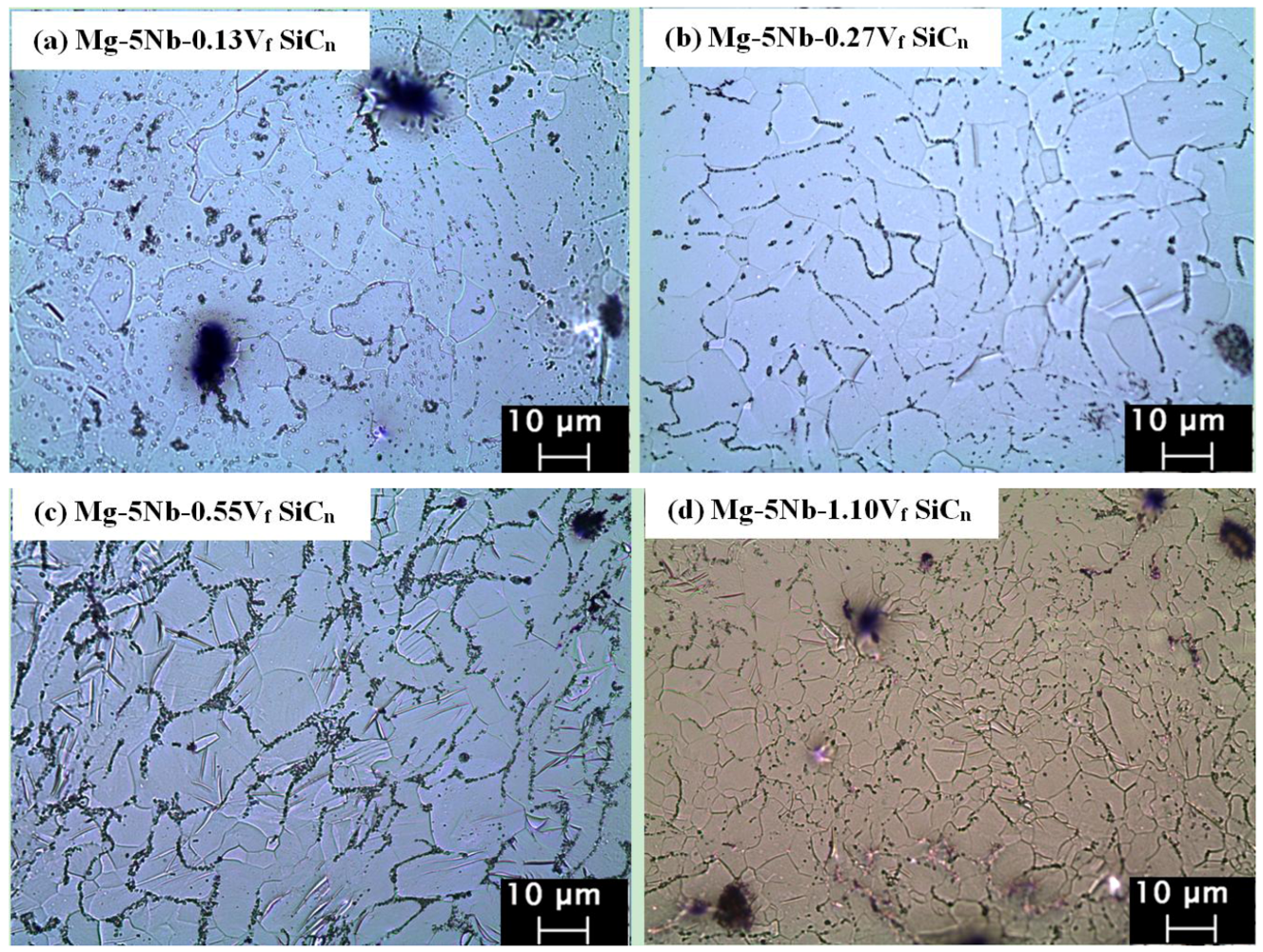
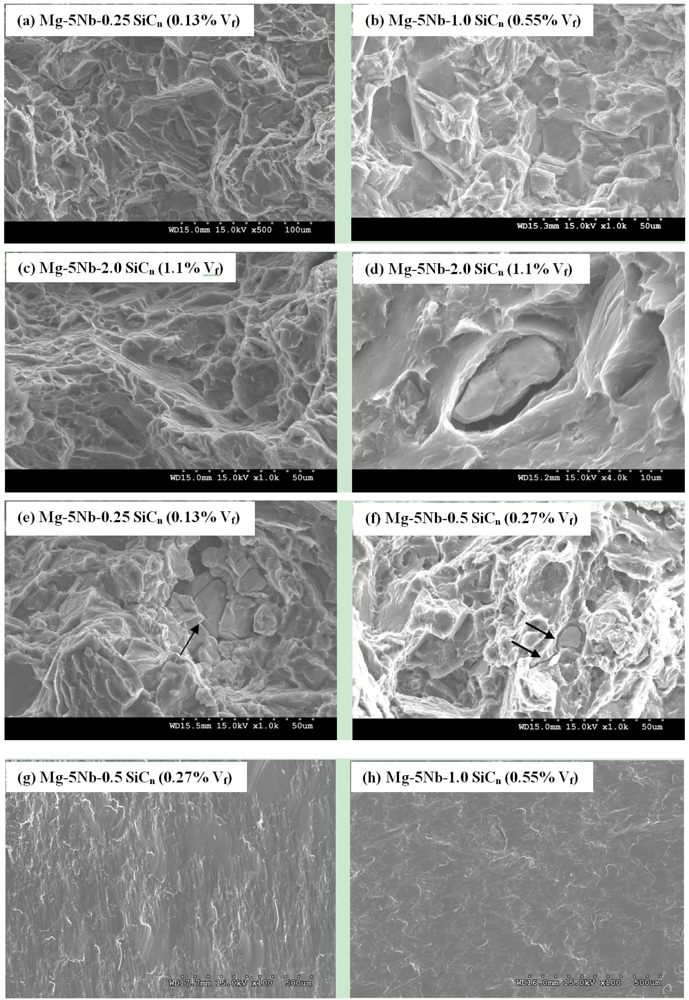
2.2. Microstructure
| Composition | Grain Size/μm | Aspect Ratio | Roundness/μm | |
|---|---|---|---|---|
| Pure Mg [19] | 16.3 ± 9.9 | 1.8 ± 0.7 | 1.9 ± 0.9 | |
| Mg-5Nb [8] | 9.1 ± 3.2 | 1.8 ± 0.63 | 1.9 ± 0.6 | |
| Mg-5Nb-0.25SiCn (0.13% Vf) | 9.9 ± 4.4 | 1.8 ± 0.5 | 1.6 ± 0.3 | |
| Mg-5Nb-0.50SiCn (0.27% Vf) | 9.4 ± 4.2 | 1.9 ± 0.7 | 1.6 ± 0.4 | |
| Mg-5Nb-1.0 SiCn (0.55% Vf) | 6.1 ± 3.2 | 1.8 ± 0.6 | 1.6 ± 0.4 | |
| Mg-5Nb-2.0 SiCn (1.10% Vf) | 5.9 ± 2.6 | 1.8 ± 0.7 | 1.6 ± 0.4 | |




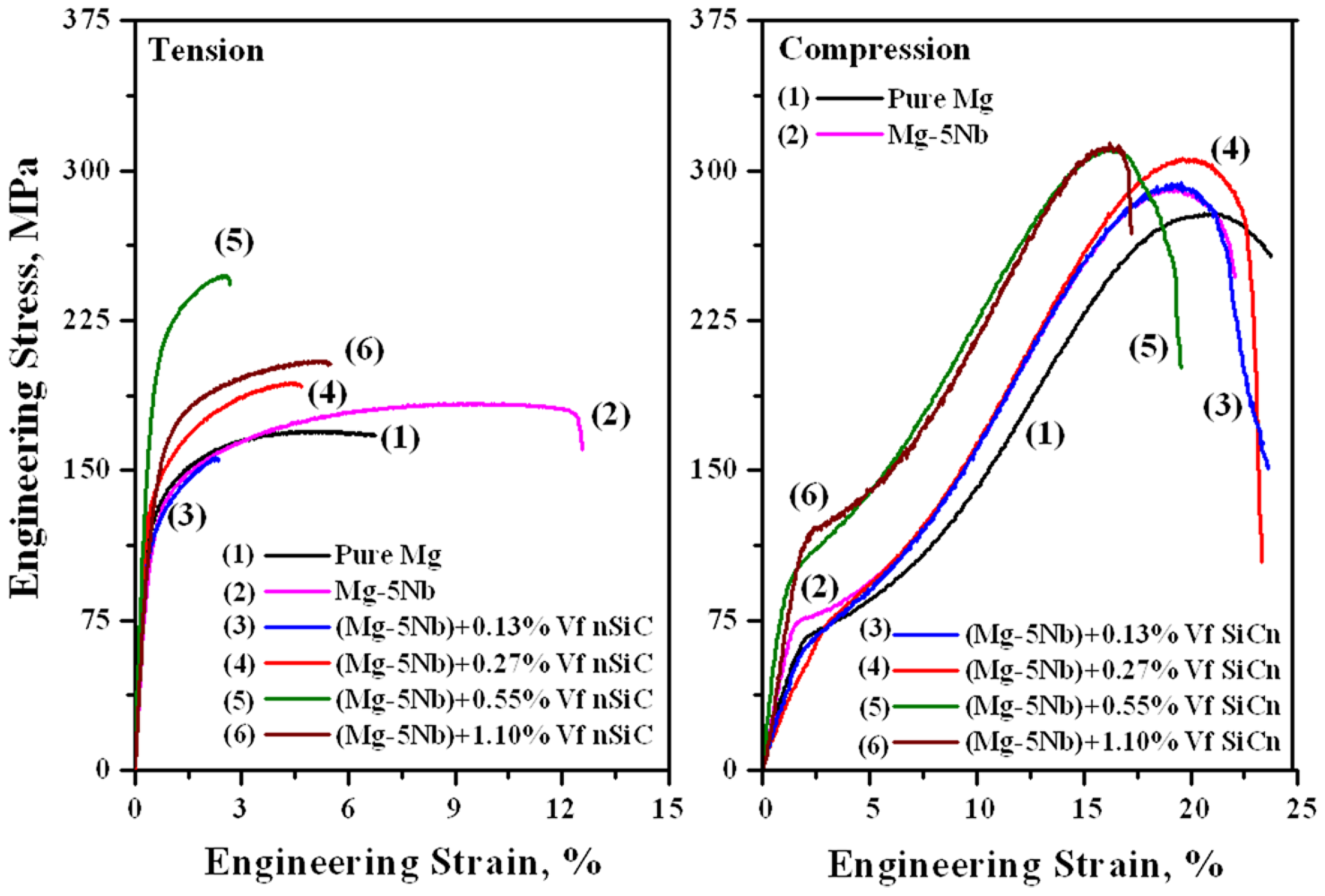
2.3. Mechanical Properties
| Materials | Micro Hardness, Hv | Tensile Properties | ||
|---|---|---|---|---|
| 0.2% Tensile Yield Strength (TYS)/MPa | Ultimate Tensile Strength (UTS) /MPa | Failure Strain/% | ||
| Pure Mg [19] | 46 | 129 ± 4 | 174 ± 8 | 7.8 ± 0.9 |
| Mg-5Nb [8] | 45 ± 2 | 129 ± 5 | 186 ± 5 | 13.0 ± 1.1 |
| Mg-5Nb-0.25SiCn (0.13% Vf) | 63 ± 5.7 | 116 ± 7 | 164 ± 6 | 2.2 ± 0.3 |
| Mg-5Nb-0.50SiCn (0.27% Vf) | 73 ± 4.6 | 116 ± 17 | 176 ± 15 | 4.3 ± 0.1 |
| Mg-5Nb-1.0 SiCn (0.55% Vf) | 100 ± 4.1 | 182 ± 10 | 240 ± 6 | 2.1 ± 0.2 |
| Mg-5Nb-2.0 SiCn (1.10% Vf) | 117 ± 3.4 | 156 ± 8 | 208 ± 4 | 5.1 ± 0.6 |
| Materials | Compressive Properties | ||
|---|---|---|---|
| 0.2% Compressive Yield Strength (CYS) /MPa | Ultimate Compressive Strength (UCS)/MPa | Failure Strain /% | |
| Pure Mg [19] | 74 ± 3 | 273 ± 11 | 22.7 ± 4.9 |
| Mg-5Nb | 75 ± 2 | 290 ± 5 | 22.4 ± 1.2 |
| Mg-5Nb-0.25SiCn (0.13% Vf) | 62 ± 6 | 287 ± 5 | 22.8 ± 0.4 |
| Mg-5Nb-0.50SiCn (0.27% Vf) | 72 ± 3 | 306 ± 1 | 23.6 ± 0.6 |
| Mg-5Nb-1.0 SiCn (0.55% Vf) | 95 ± 1 | 310 ± 2 | 19.4 ± 1.3 |
| Mg-5Nb-2.0 SiCn (1.10% Vf) | 106 ± 8 | 315 ± 3 | 20.9 ± 4.1 |


2.3.1. Effect of SiCn Volume Fraction
2.3.2. Effect of Processing
2.3.3. Effect of Inherent Properties of Matrix/Metallic/Ceramic Reinforcements
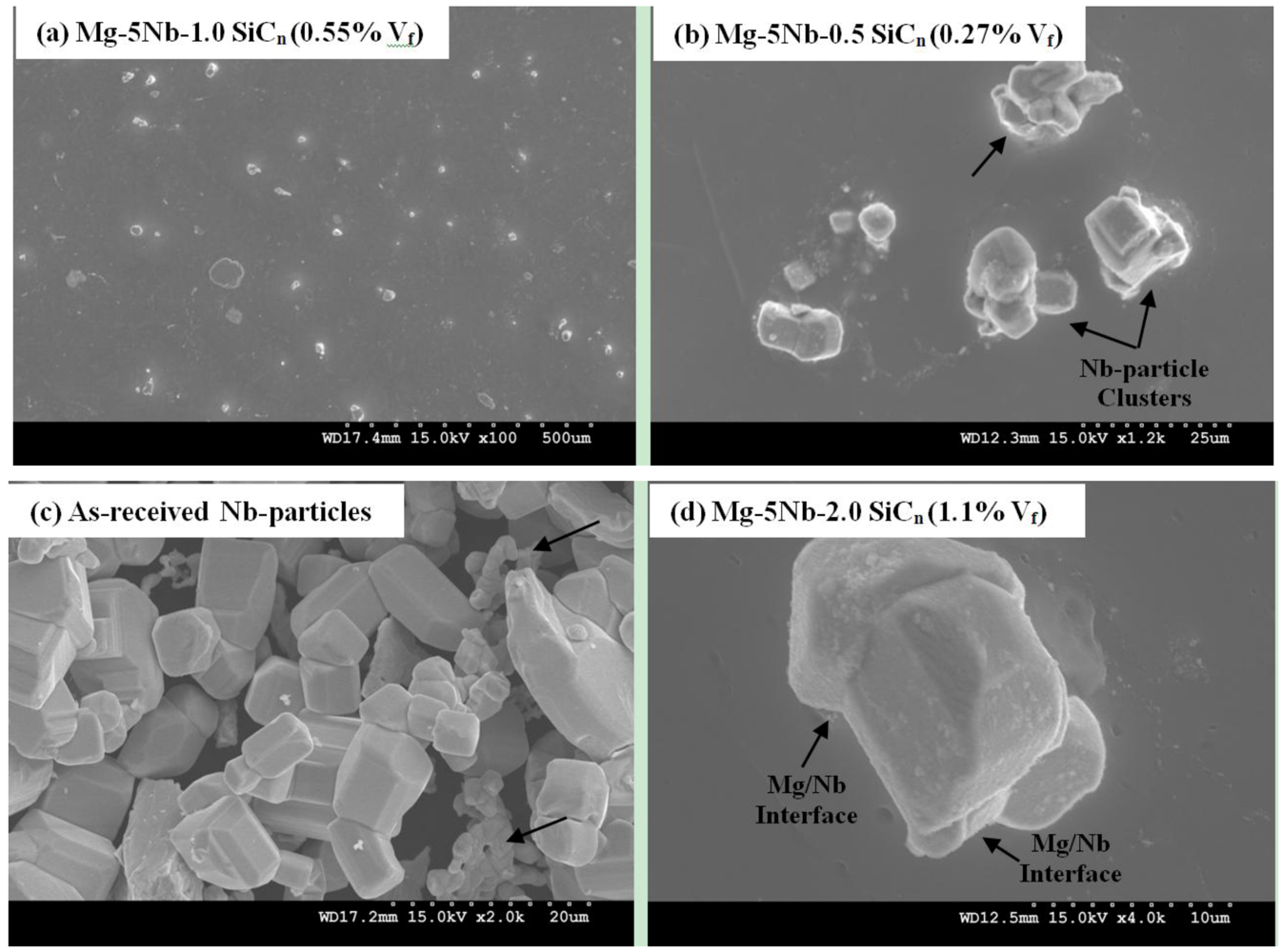
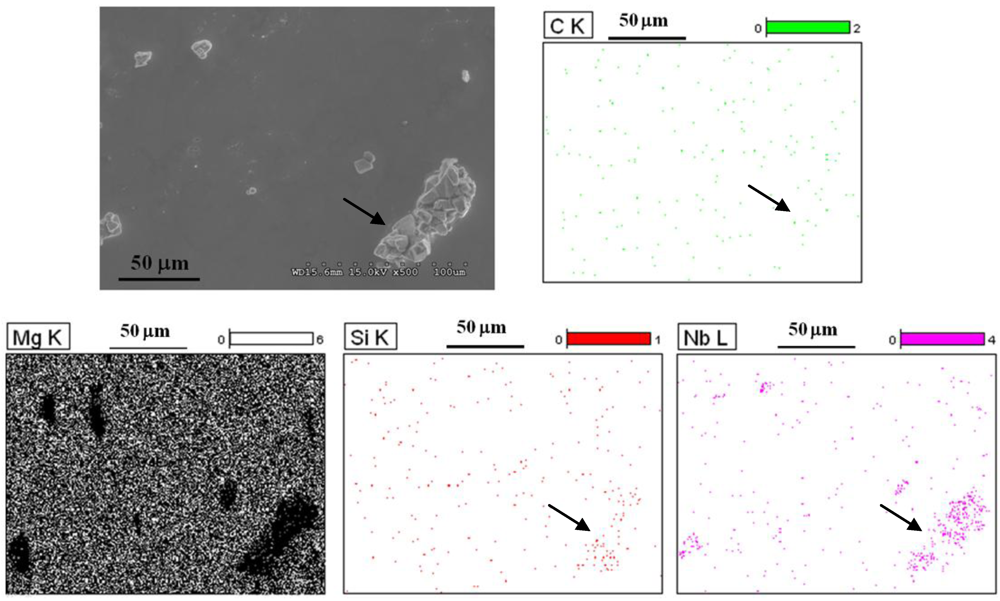
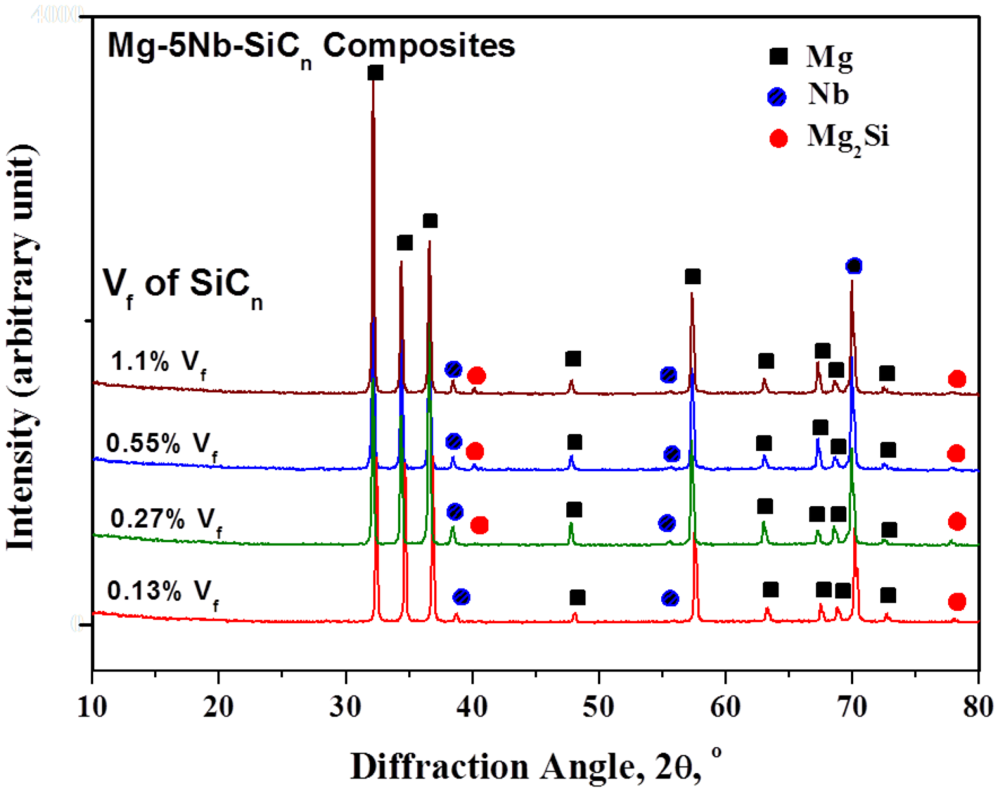
2.3.4. Effect of Reinforcement Distribution and Intermetallic Formation
3. Experimental Section
3.1. Materials and Processing
3.2. Materials Characterization
4. Conclusions
Acknowledgments
Conflict of Interest
References
- Emley, E.F. Principles of Magnesium Technology; Pergamon Press: London, UK, 1966. [Google Scholar]
- Avedesian, M.M.; Baker, H. ASM Specialty Handbook: Magnesium and Magnesium Alloys; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Kainer, K.U. Metal Matrix Composites: Custom Made Materials for Automotive and Aerospace Engineering; John Wiley & Sons: Berlin, Germany, 2006. [Google Scholar]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Ye, H.Z.; Liu, X.Y. Review of recent studies in magnesium matrix composites. J. Mater. Sci. 2004, 39, 6153–6171. [Google Scholar]
- Hassan, S.F.; Gupta, M. Development of ductile magnesium composite materials using titanium as reinforcement. J. Alloys Compounds 2002, 345, 246–251. [Google Scholar] [CrossRef]
- Wong, W.L.E.; Gupta, M. Enhancing thermal stability, modulus and ductility of magnesium using molybdenum as reinforcement. Advan. Eng. Mater. 2005, 7, 250–256. [Google Scholar] [CrossRef]
- Shanthi, M.; Jayaramanavar, P.; Vyas, V; Seenivasan, D.V.S.; Gupta, M. Effect of niobium particulate addition on the microstructure and mechanical properties of pure magnesium. J. Alloys Compounds 2012, 513, 202–207. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Effect of different types of nano-size oxide particulates on microstructural and mechanical properties of elemental Mg. J. Mater. Sci. 2006, 41, 2229–2236. [Google Scholar] [CrossRef]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes—A review. J Mater Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Simultaneous enhancement in strength and ductility by reinforcing magnesium with carbon nanotubes. Mater. Sci. Eng. A 2006, 423, 153–156. [Google Scholar] [CrossRef]
- Habibi, M.K.; Joshi, S.P.; Gupta, M. Hierarchical magnesium nano-composites for enhanced mechanical response. Acta Mater. 2010, 58, 6104–6114. [Google Scholar] [CrossRef]
- Thakur, S.K.; Balasubramanian, K.; Gupta, M. Microwave synthesis and characterization of magnesium based composites containing nanosized SiC and hybrid (SiC+Al2O3) reinforcements. J. Eng. Mater. Technol. 2007, 129, 194–200. [Google Scholar] [CrossRef]
- Yan, H.; Hu, Z. Preparation and mechanical properties of nano-SiCp/Mg composites by ultrasonic dispersion. Advan. Mater. Res. 2010, 150–151, 792–795. [Google Scholar] [CrossRef]
- Gupta, M.; Lai, M.O.; Saravanaranganathan, D. Synthesis, microstructure and properties characterization of disintegrated melt deposition Mg/SiC composites. J. Mater. Sci. 2000, 35, 2155–2165. [Google Scholar] [CrossRef]
- Tszeng, T.C. The effects of particle clustering on the mechanical behavior of particle reinforced composites. Composites B 1998, 29B, 299–308. [Google Scholar] [CrossRef]
- Kennedy, A.R. Reinforcement selection for MMCs based on Wetting information. In Proceedings of the International Conference on High Temperature Capillarity, Cracow, Poland, 29 June–2 July 1997.
- Ahmed, S.; Jones, F.R. Particulate agglomeration and the residual stress state on the modulus of filled resin Part I1: Moduli of untreated sand and glass bead filled composites. Composites 1990, 21, 81–84. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Jayalakshmi, S.; Gupta, M. Effect of ball milling the hybrid reinforcements on the microstructure and mechanical properties of Mg-(Ti+n-Al2O3) composites. J. Alloys Compounds 2011, 509, 7229–7237. [Google Scholar] [CrossRef]
- Smith, J.F. Mg-Nb (magnesium-niobium) binary alloy phase diagrams. In ASM Alloy Phase Diagrams Center, II; Massalski, T.B., Ed.; ASM International: Materials Park, OH, USA, 1990; Volume 3, p. 2526. [Google Scholar]
- Jayalakshmi, S.; Nguyen, Q.B.; Gupta, M. Effect of Cr addition and carbon dioxide incorporation during processing on the microstructural and mechanical properties of AZ31 magnesium alloy. Mater. Chem. Phys. 2012, 134, 721–727. [Google Scholar] [CrossRef]
- Ksiazek, M.; Sobczak, N.; Mikulowski, B; Radziwill, W.; Surowiak, I. Wetting and bonding strength in Al/Al2O3 system. Mater. Sci. Eng. A 2002, 324, 162–167. [Google Scholar] [CrossRef]
- Gupta, M.; Nai, S.M.L. Magnesium, Magnesium alloys and Magnesium Composites; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Purazrang, K.; Kainer, K.U.; Mordike, B.L. Fracture toughness behaviour of a magnesium alloy metal-matrix composite produced by the infiltration technique. Composites 1991, 22, 456–460. [Google Scholar] [CrossRef]
- Musson, N.J.; Yue, T.M. The effect of matrix composition on the mechanical properties of squeeze-cast aluminium alloy-Saffil metal matrix composites. Mater. Sci. Eng. A 1991, 135, 237–242. [Google Scholar] [CrossRef]
- Friend, C.M. The effect of temperature on the tensile strength of short &alimna fiber/aluminium alloy metal matrix composites. Scr. Metall. 1989, 23, 33–37. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Kailas, S.V.; Seshan, S.; Fleury, E. Properties of squeeze cast Mg-6Zn-3Cu alloy and its saffil alumina short fibre reinforced composites. J. Mater. Sci. 2006, 41, 3743–3752. [Google Scholar] [CrossRef]
- Milliere, C.; Suery, M. Fabrication and properties of metal matrix composites based on SiC fibre reinforced aluminium alloys. Mater. Sci. Technol. 1988, 4, 41–51. [Google Scholar]
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill: London, UK, 1986. [Google Scholar]
- Hammond, V.H. Magnesium Nanocomposites: Current Status and Prospects for Army Applications. Report. Army Research Laboratory: Aberdeen Proving Ground (APG), MD, USA; September 2011, ARL-TR-5728.
- Reed-Hill, R.E. Role of deformation twinning in determining the mechanical properties of metals. In The Inhomogeneity of Plastic Deformation; ASM International: Materials Park, OH, USA, 1973; p. 285. [Google Scholar]
- Barnett, M.R. Twinning and the ductility of magnesium alloys: Part I: “Tension” twins. Mate. Sci. Eng. A 2007, 464, 1–7. [Google Scholar] [CrossRef]
- Agnew, S.R.; Mehrotra, P.; Lillo, T.M.; Stoica, G.M.; Liaw, P.K. Texture evolution of five wrought magnesium alloys during route A equal channel angular extrusion: Experiments and simulations. Acta. Mater. 2005, 53, 3135–3146. [Google Scholar] [CrossRef]
- Knezevic, M.; Levinson, A.; Harris, R.; Mishra, R.K.; Doherty, R.D.; Kalidindi, S.R. Deformation twinning in AZ31: Influence on strain hardening and texture evolution. Acta Mater. 2010, 58, 6230–6242. [Google Scholar]
- Wang, Y.N.; Huang, J.C. The role of twinning and untwinning in yielding behavior in hot-extruded Mg-Al-Zn alloy. Acta Mater. 2007, 55, 897–905. [Google Scholar] [CrossRef]
- Mechanical Properties of Niobium and alloys versus temperature, Materials Data Sheet. Cabot Corporation Homepege, Boyertown, PA, USA. Available online: http://www.cabot-corp.com (accessed on 27 April 2012).
- Bauri, R.; Surappa, M.K. Processing and properties of Al-Li-SiCp composites. Sci. Technol. Advan. Mater. 2007, 8, 494–502. [Google Scholar] [CrossRef]
- Hong, S.J.; Kim, H.M.; Huh, D.; Suryanarayana, C.; Chun, B.S. Effect of clustering on the mechanical properties of SiC particulate-reinforced aluminum alloy 2024 metal matrix composites. Mater. Sci. Eng. A 2003, 347, 198–204. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Shi, N.; Feng, C.R.; Wang, L. Localized deformation of SiC-Al composites. Mater. Sci. Eng. A 1991, 131, 55–68. [Google Scholar] [CrossRef]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Subramanian, J.; Loh, Z.; Seetharaman, S.; Hamouda, A.S.; Gupta, M. Microstructure and Mechanical Properties of Mg-5Nb Metal-Metal Composite Reinforced with Nano SiC Ceramic Particles. Metals 2012, 2, 178-194. https://doi.org/10.3390/met2020178
Subramanian J, Loh Z, Seetharaman S, Hamouda AS, Gupta M. Microstructure and Mechanical Properties of Mg-5Nb Metal-Metal Composite Reinforced with Nano SiC Ceramic Particles. Metals. 2012; 2(2):178-194. https://doi.org/10.3390/met2020178
Chicago/Turabian StyleSubramanian, Jayalakshmi, Zhenhua Loh, Sankaranarayanan Seetharaman, Abdelmagid S. Hamouda, and Manoj Gupta. 2012. "Microstructure and Mechanical Properties of Mg-5Nb Metal-Metal Composite Reinforced with Nano SiC Ceramic Particles" Metals 2, no. 2: 178-194. https://doi.org/10.3390/met2020178
APA StyleSubramanian, J., Loh, Z., Seetharaman, S., Hamouda, A. S., & Gupta, M. (2012). Microstructure and Mechanical Properties of Mg-5Nb Metal-Metal Composite Reinforced with Nano SiC Ceramic Particles. Metals, 2(2), 178-194. https://doi.org/10.3390/met2020178