Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
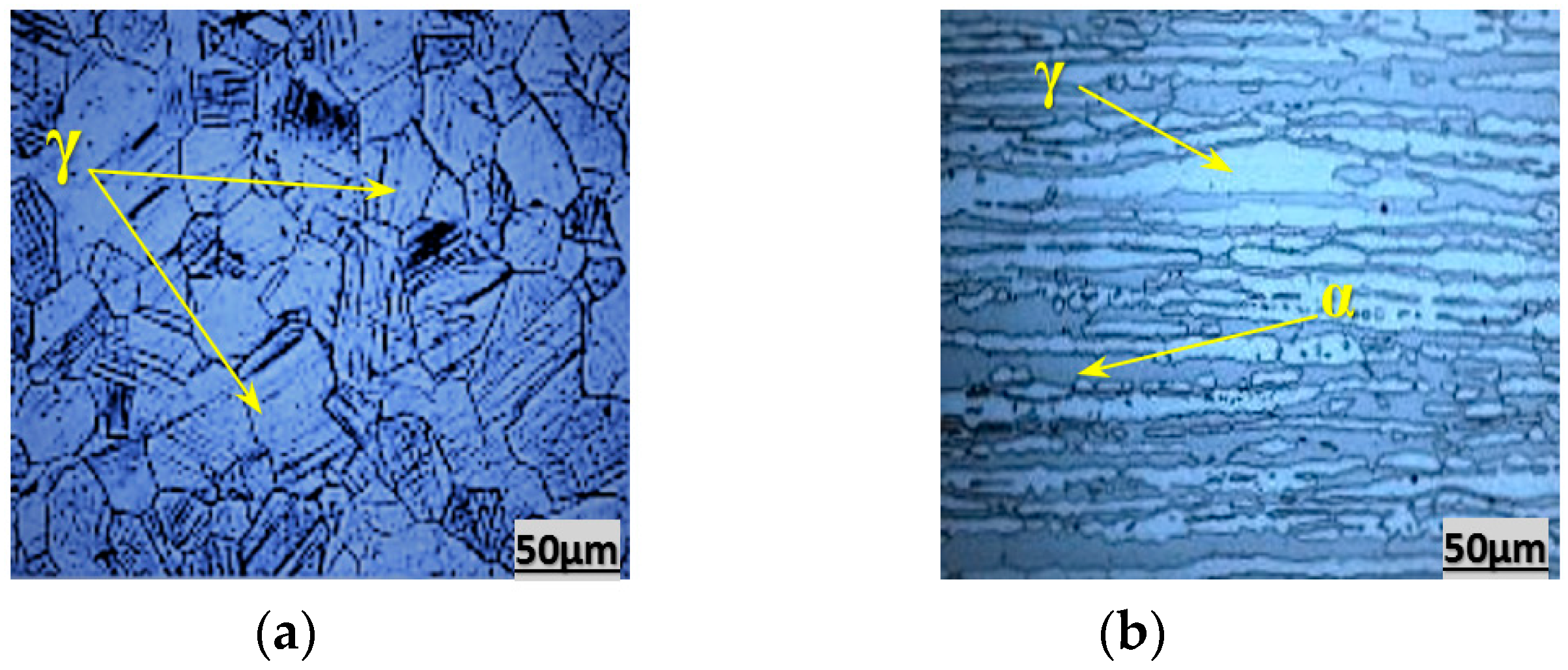
2.1. Base Materials
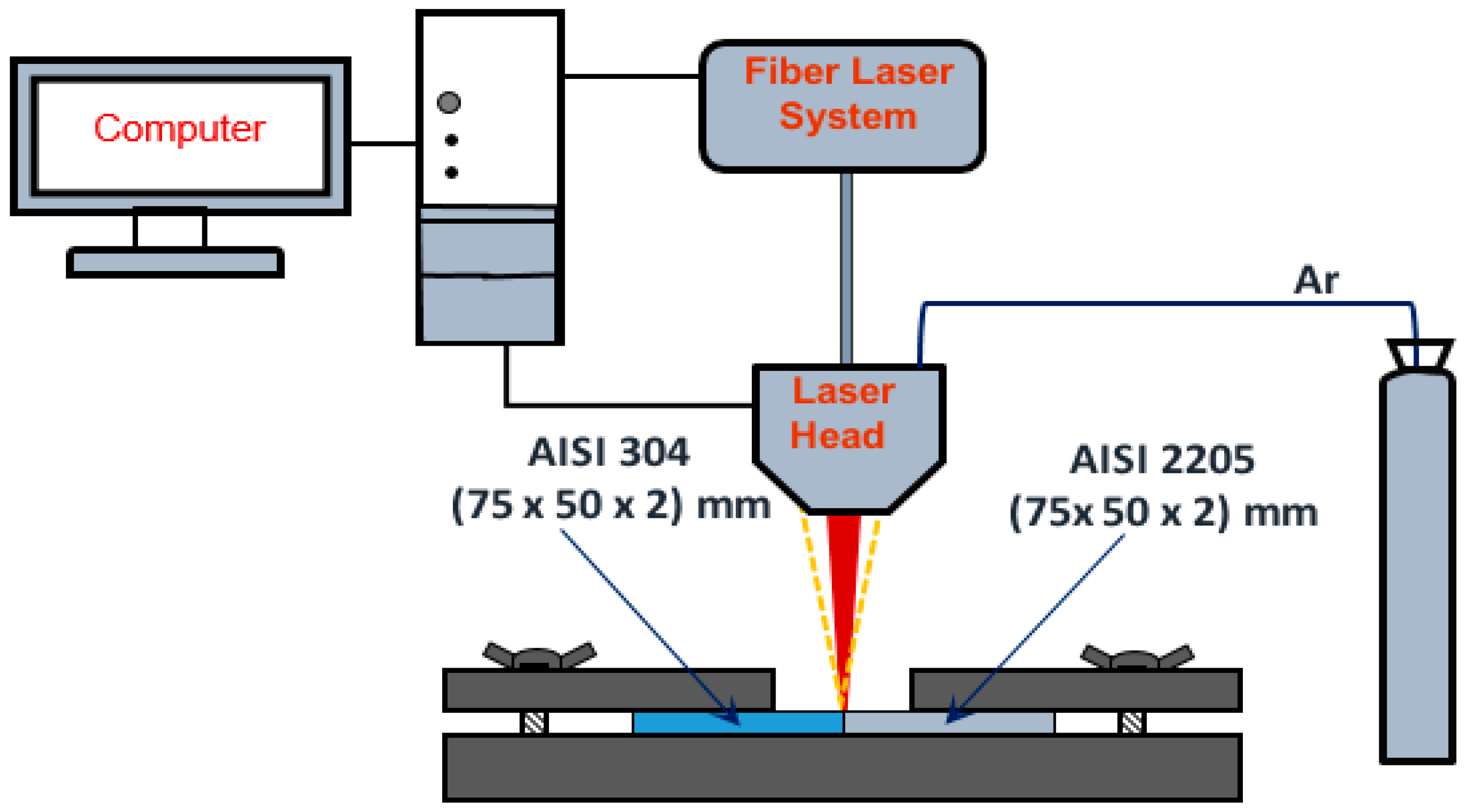
2.2. Laser Welding
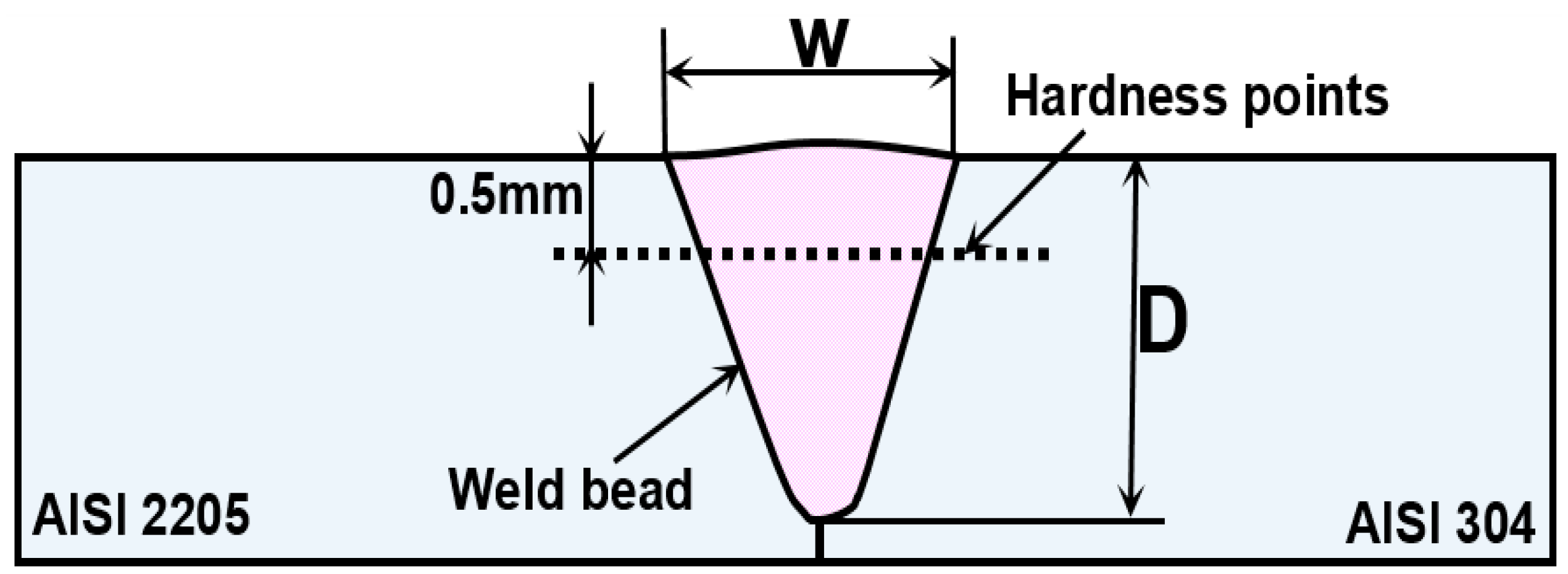
2.3. Metallography
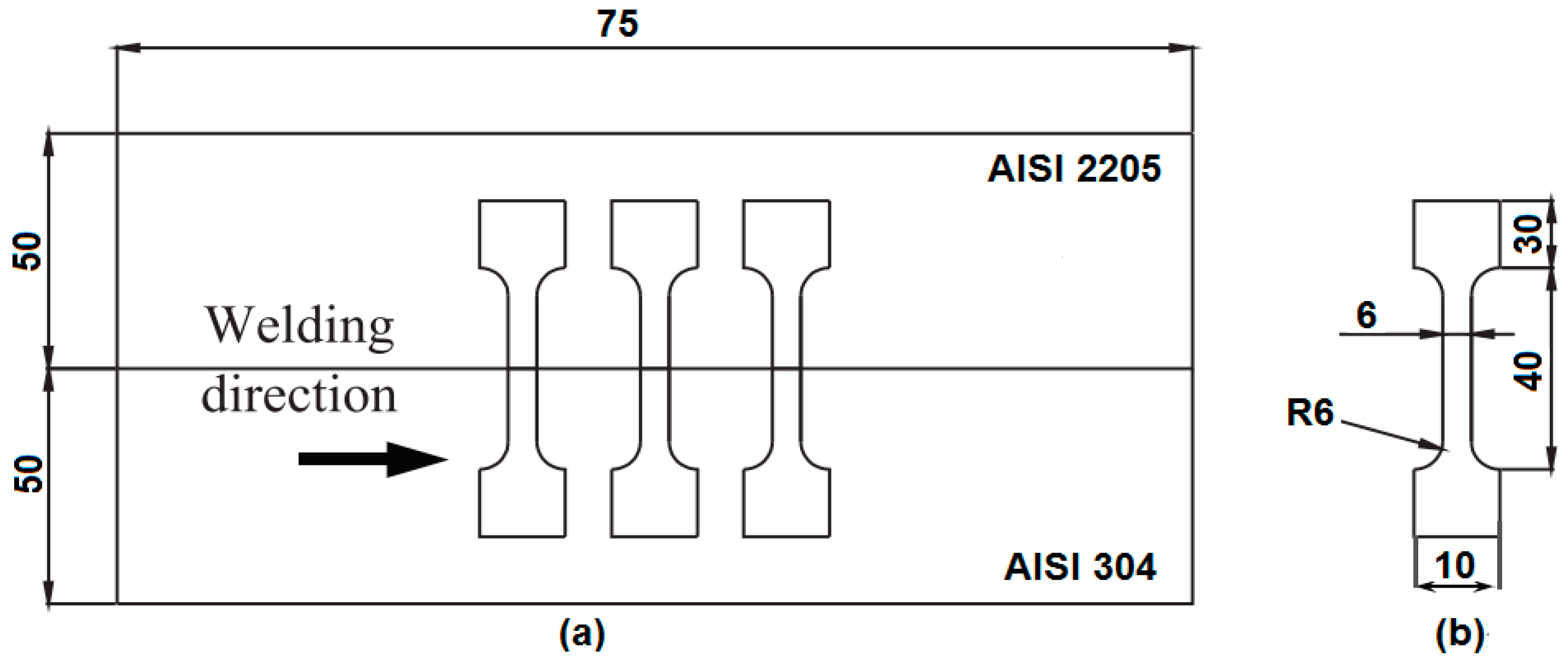
2.4. Mechanical Tests
3. Results and Discussion
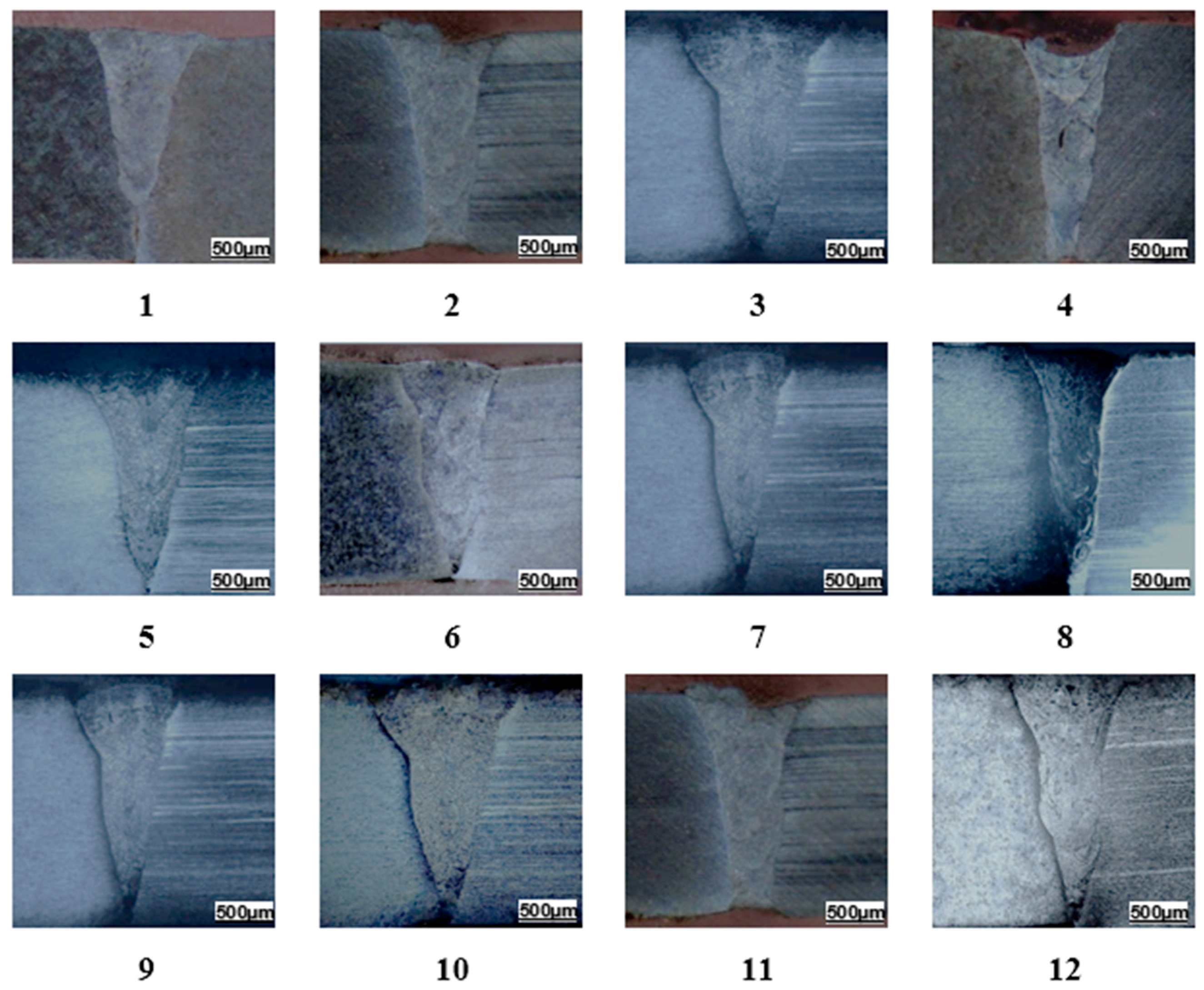
3.1. The Influence of Weld Parameters on the Weld Profile
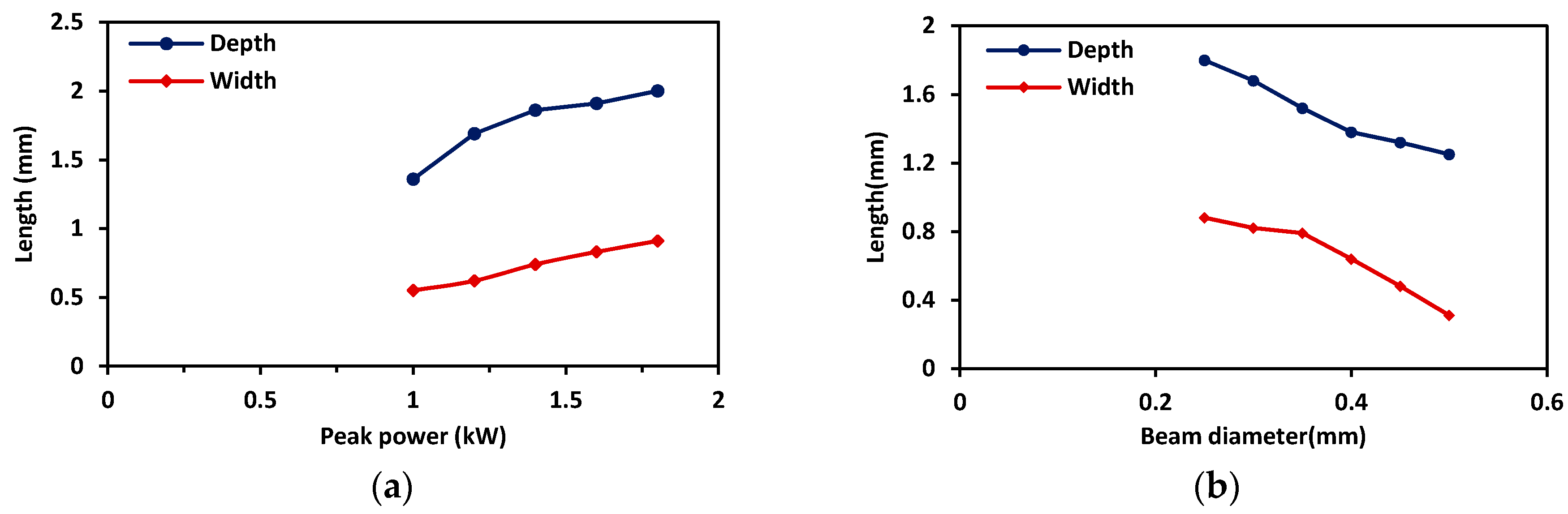
3.1.1. Influence of Peak Power on Weld Geometries
3.1.2. Laser Beam Diameter Effects on Weld Geometries
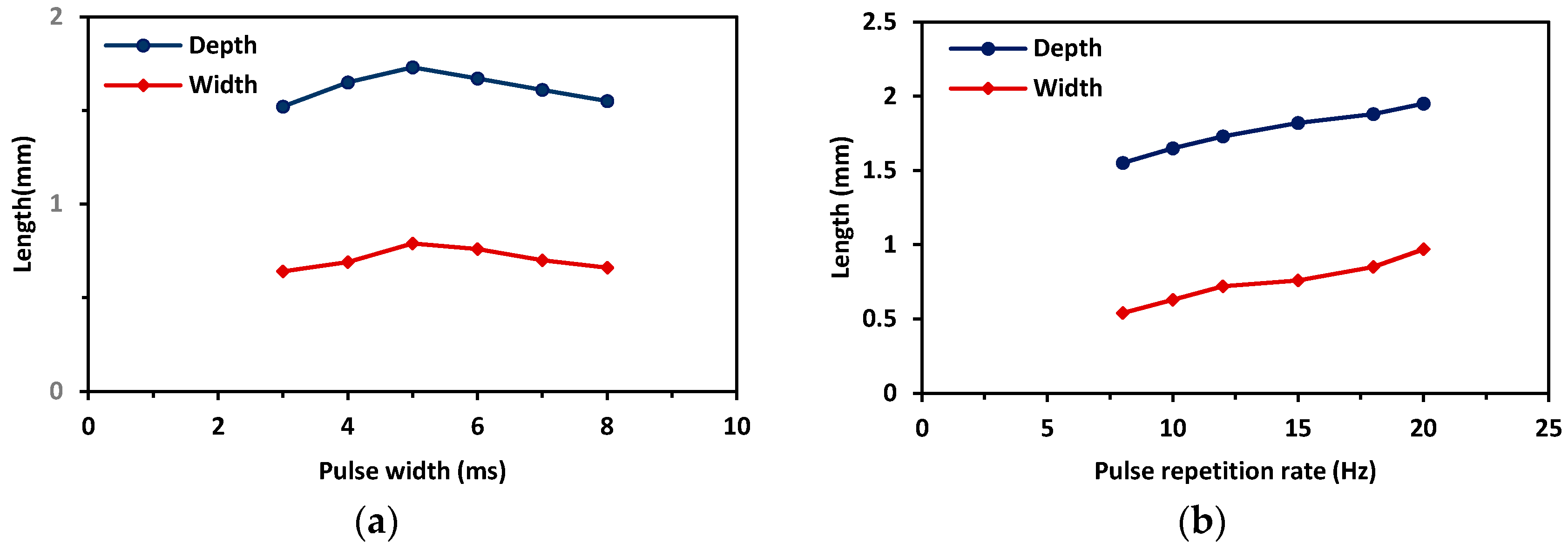
3.1.3. Influence of Pulse Width on the Weld Geometries
3.1.4. Influence of Pulse Repetition Rate on the Weld Geometries
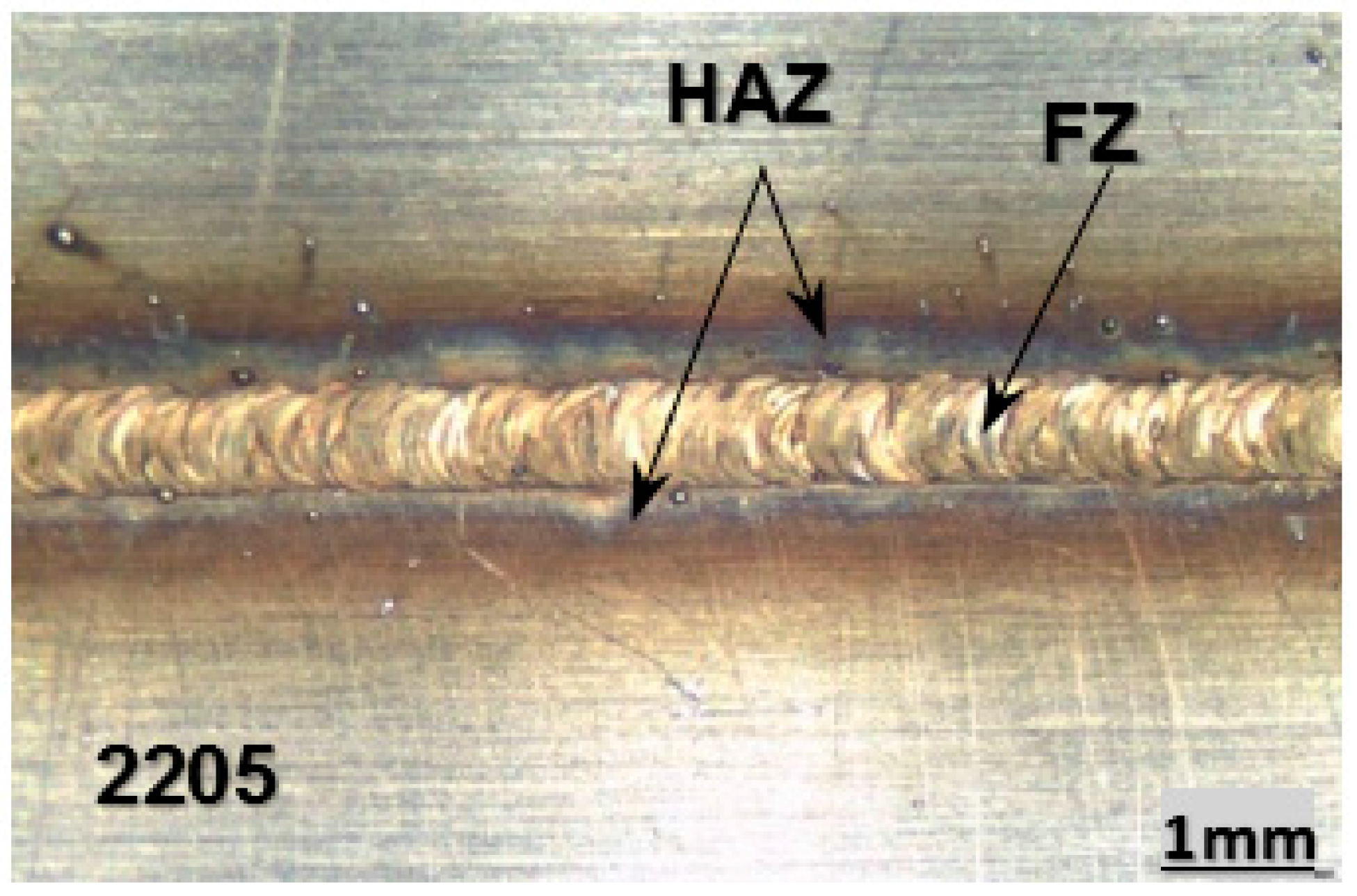
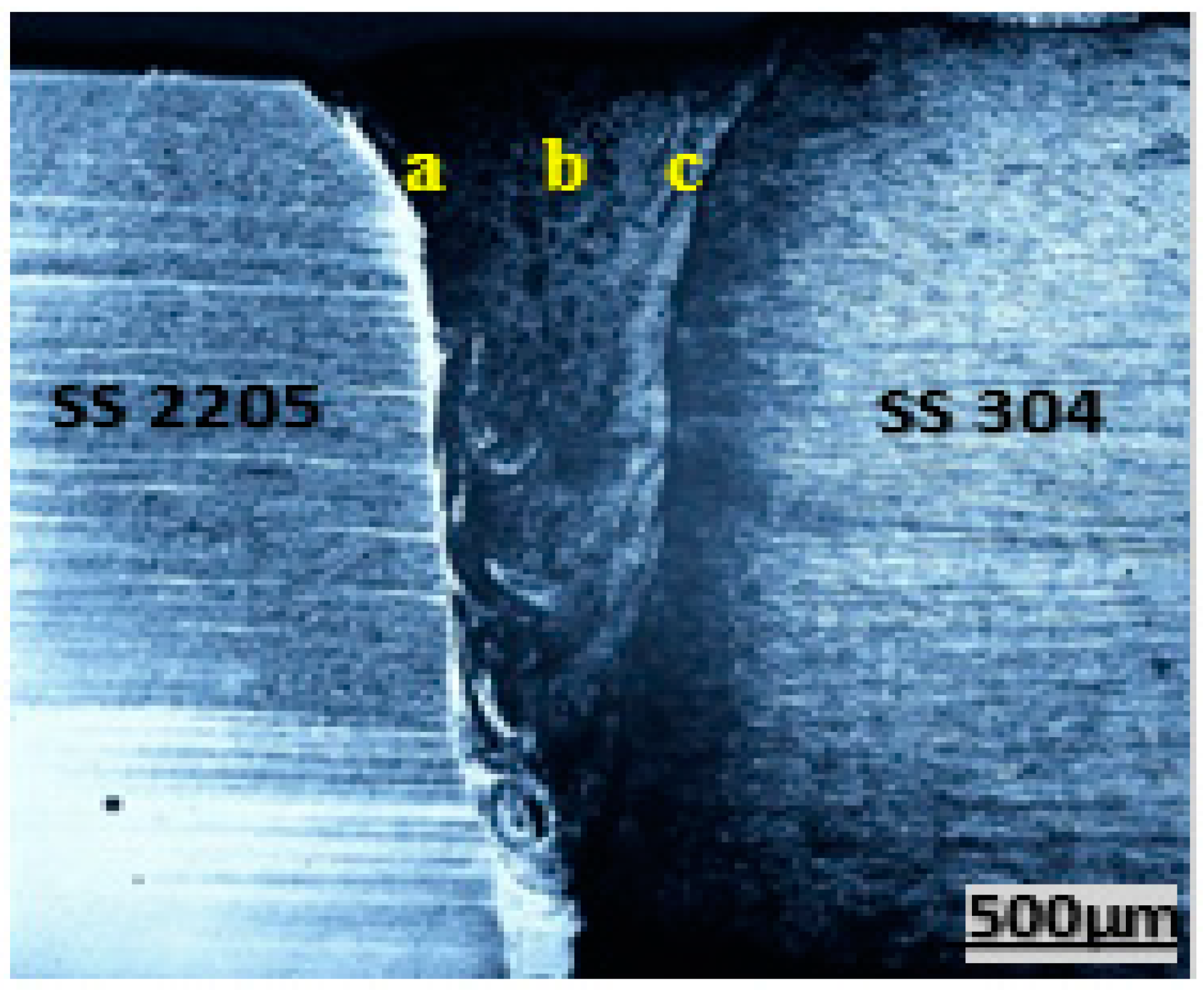
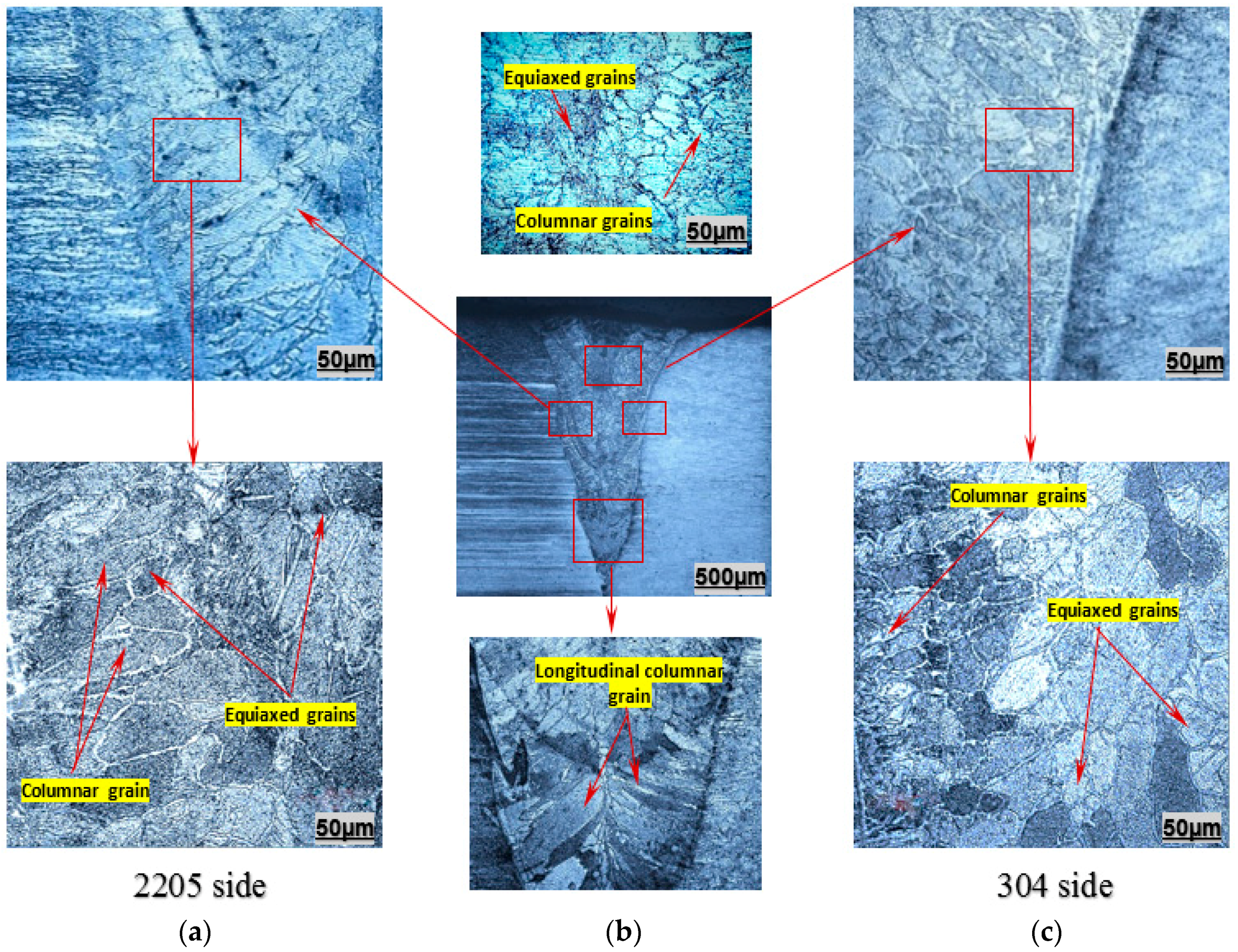
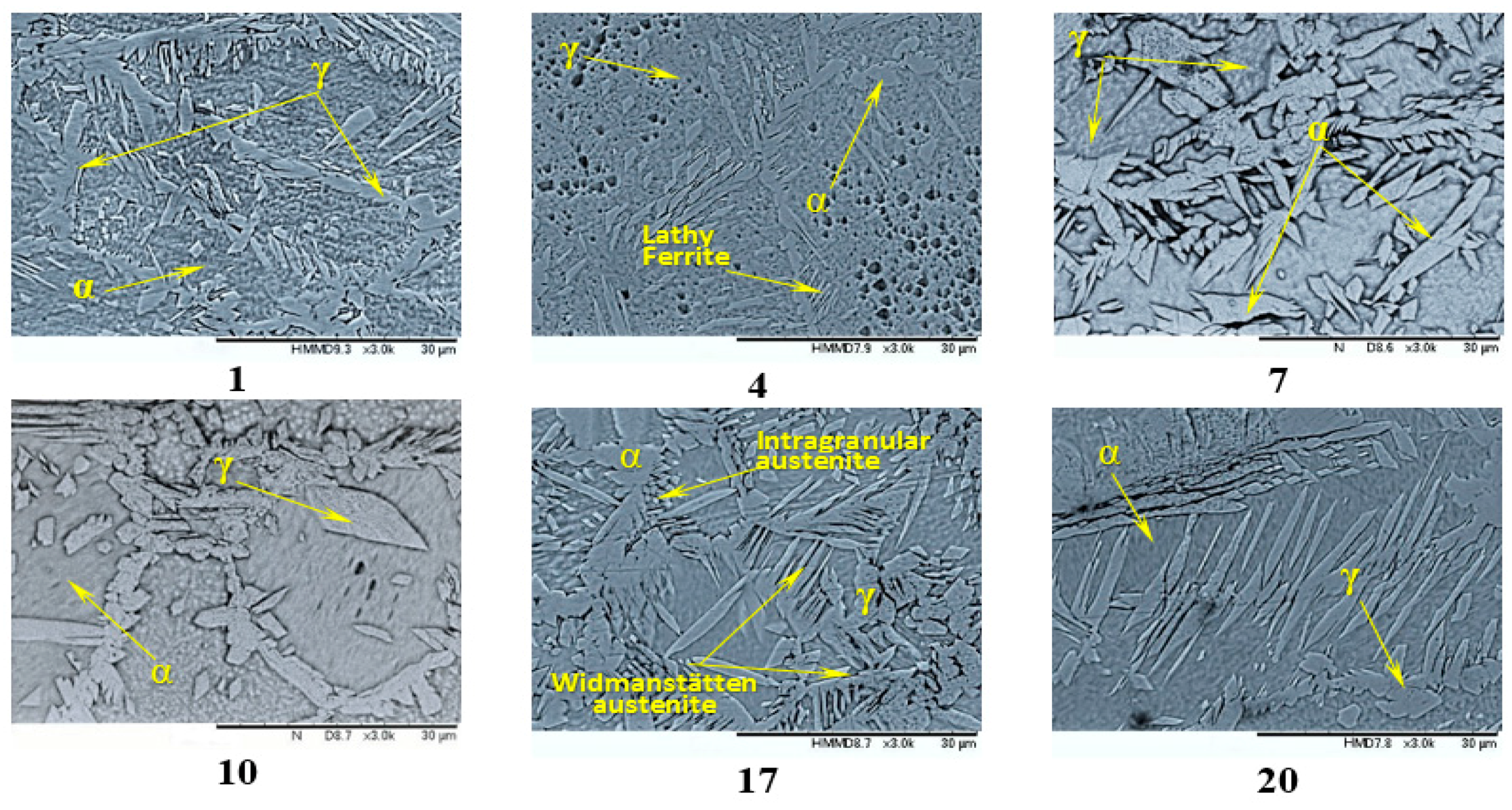
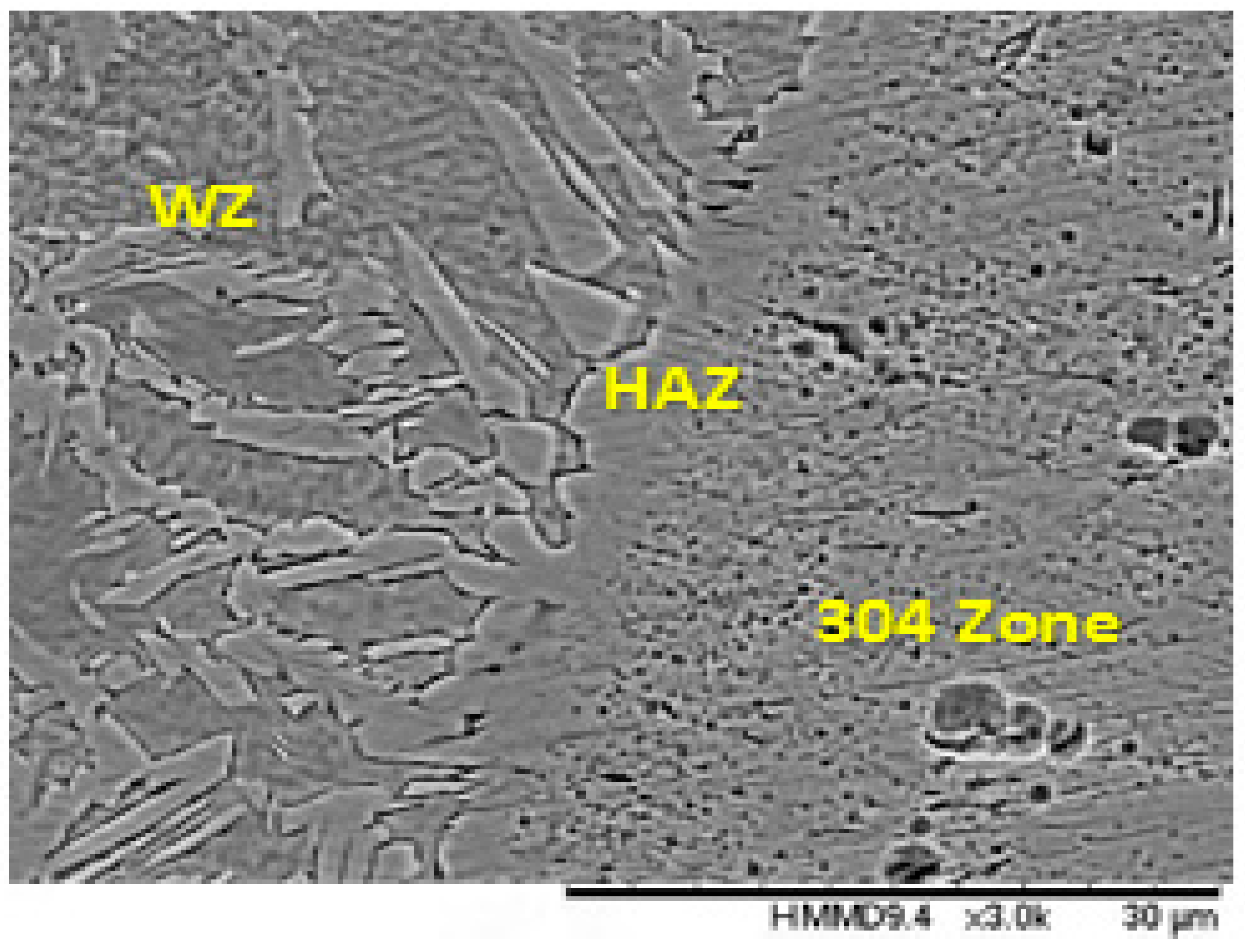
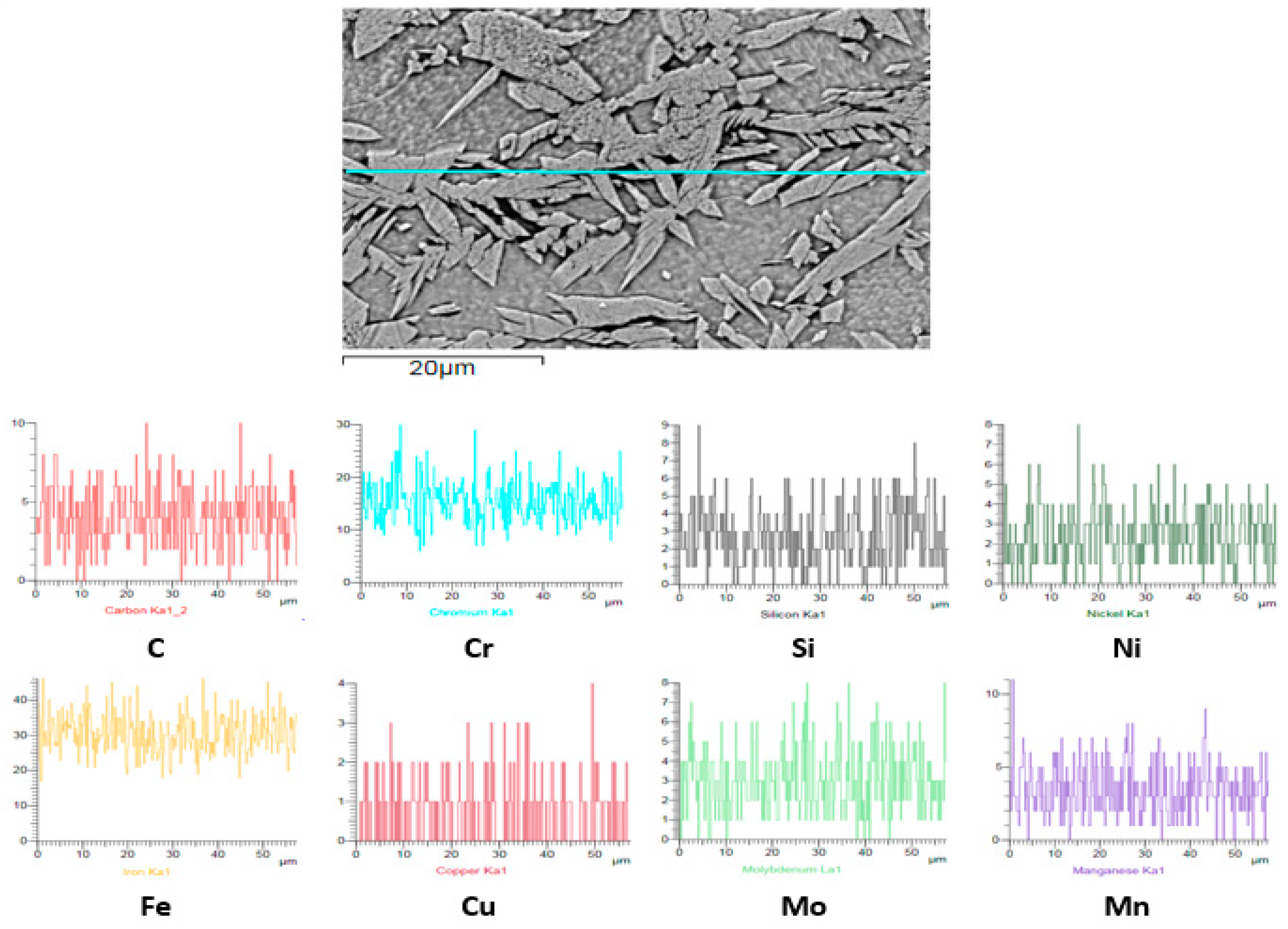
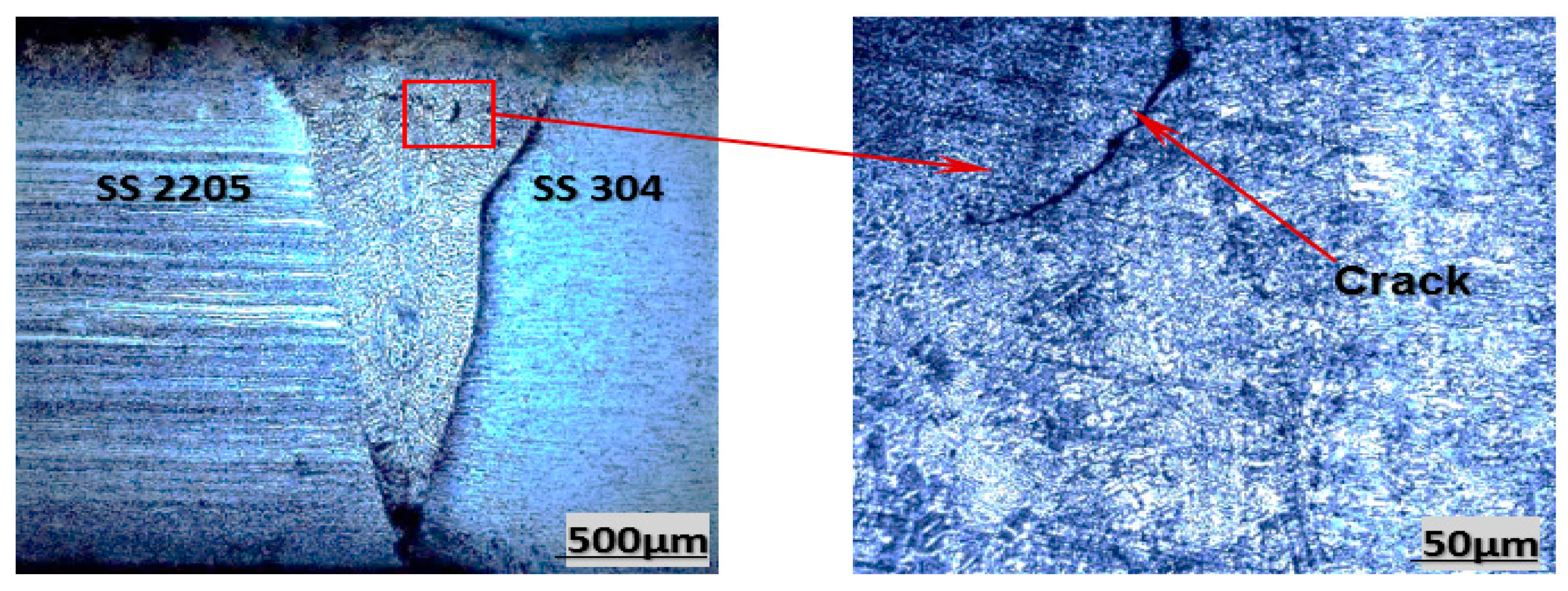
3.2. Metallography and Visual Examination
Macro and Microstructure of the Welded Joint
3.3. Mechanical Tests
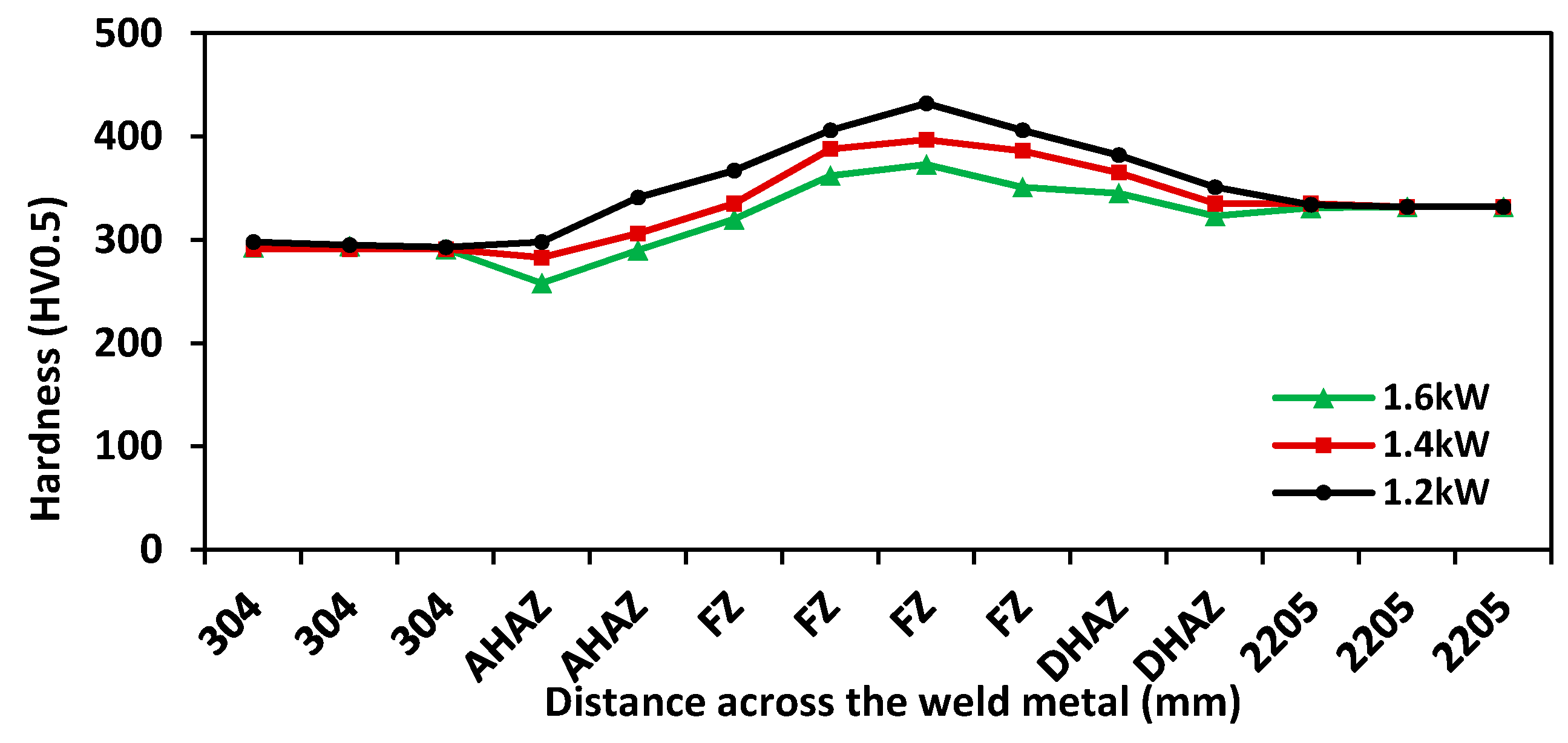
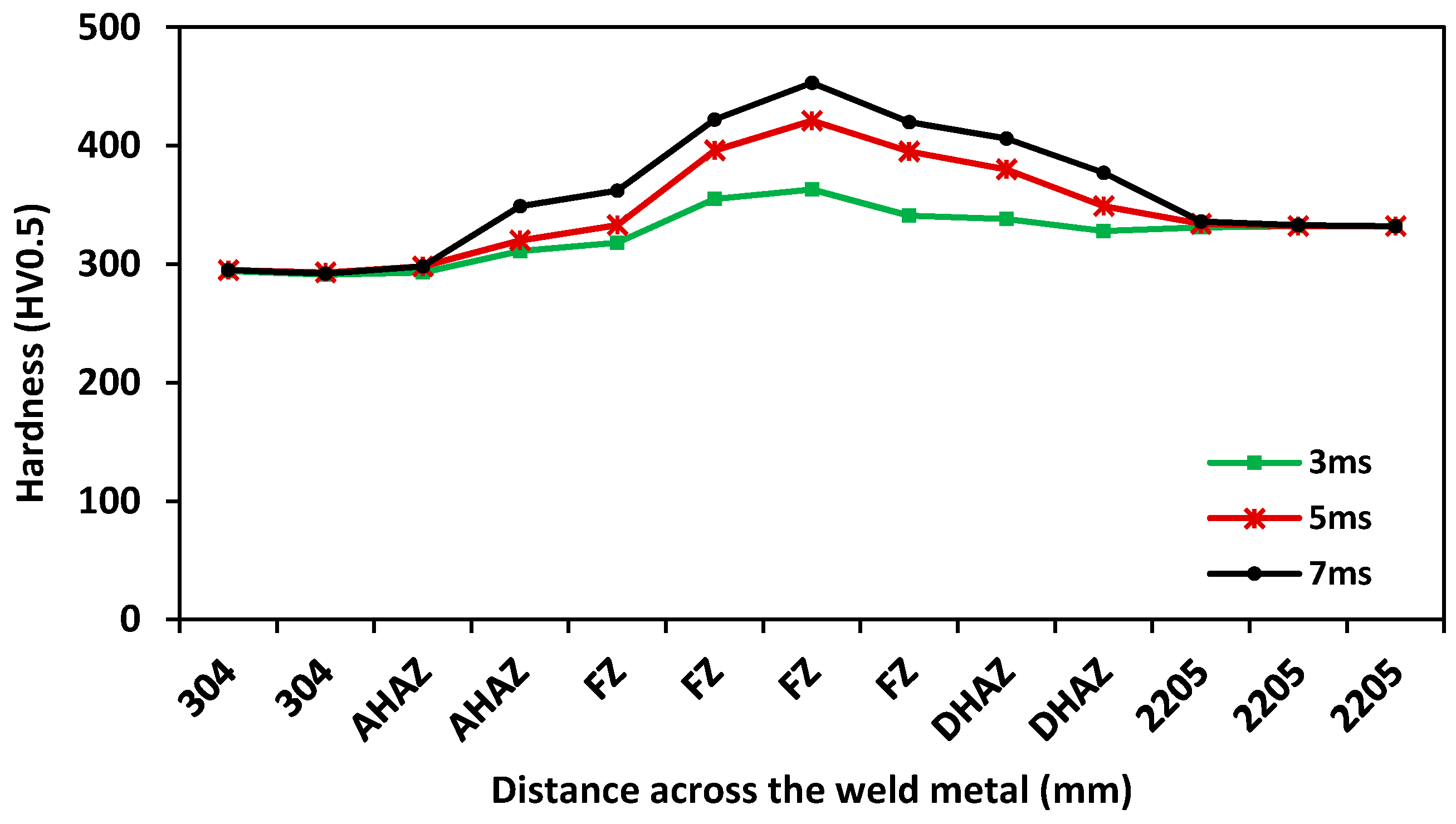
3.3.1. Microhardness
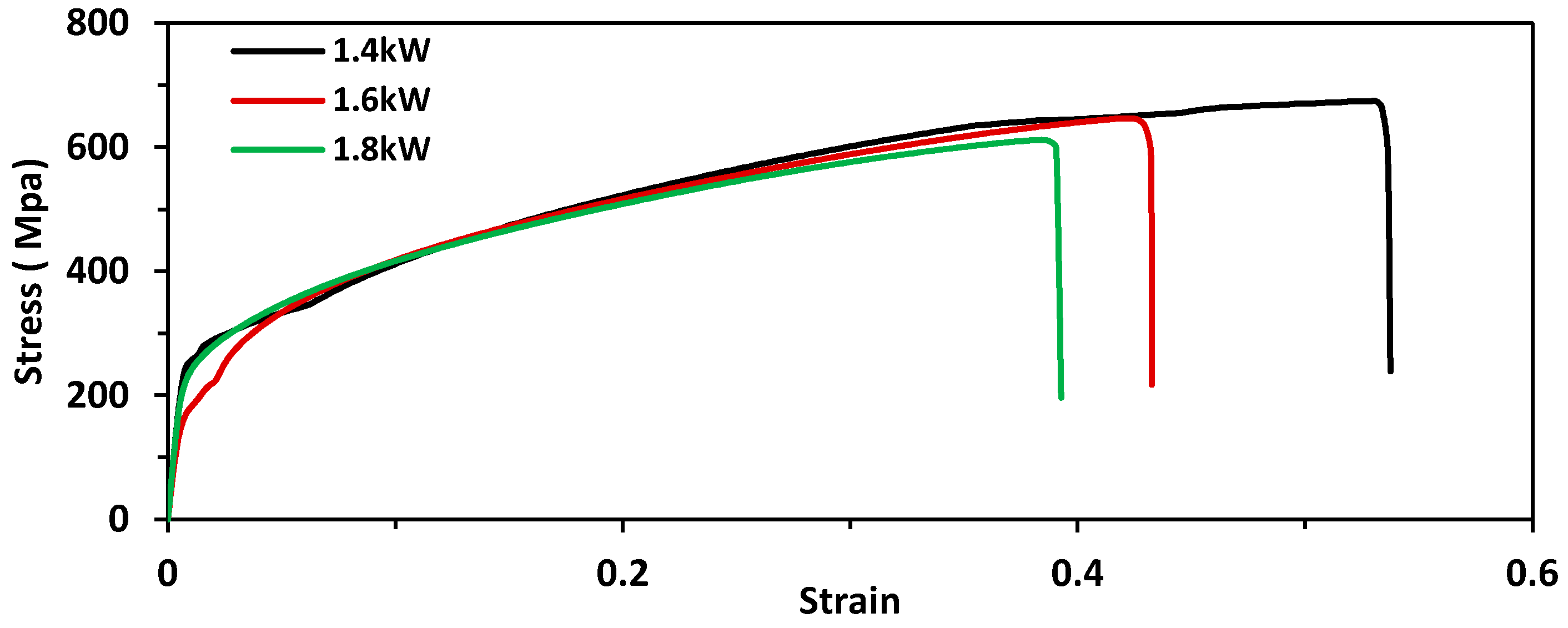
3.3.2. Tensile Strength
4. Conclusions
- Fiber-laser welding was effectively employed to produce austenitic–duplex stainless steels weldments.
- Weld bead profiles and hardness can be articulated in terms of the method parameters.
- The mechanical properties of the produced DSS-ASS joints were better when compared to that of the base metals due to the small HAZ that resulted from the laser welding and the advantageous effect of rapid solidification in the fusion zone.
- Using fiber-laser welding in the austenitic-duplex steel joint significantly increased the microhardness, largely because of the presence of ferrite structures. High heat inputs resulted in coarse grain size formation and a decrease in the microhardness values.
- In the 2205-304 joints, regions with a fully austenitic solidification mode were prone to solidification cracking.
- The welded joints had an average tensile strength of 611, 643, and 674 MPa, respectively, all satisfying the tensile strength requirements for engineering structures.
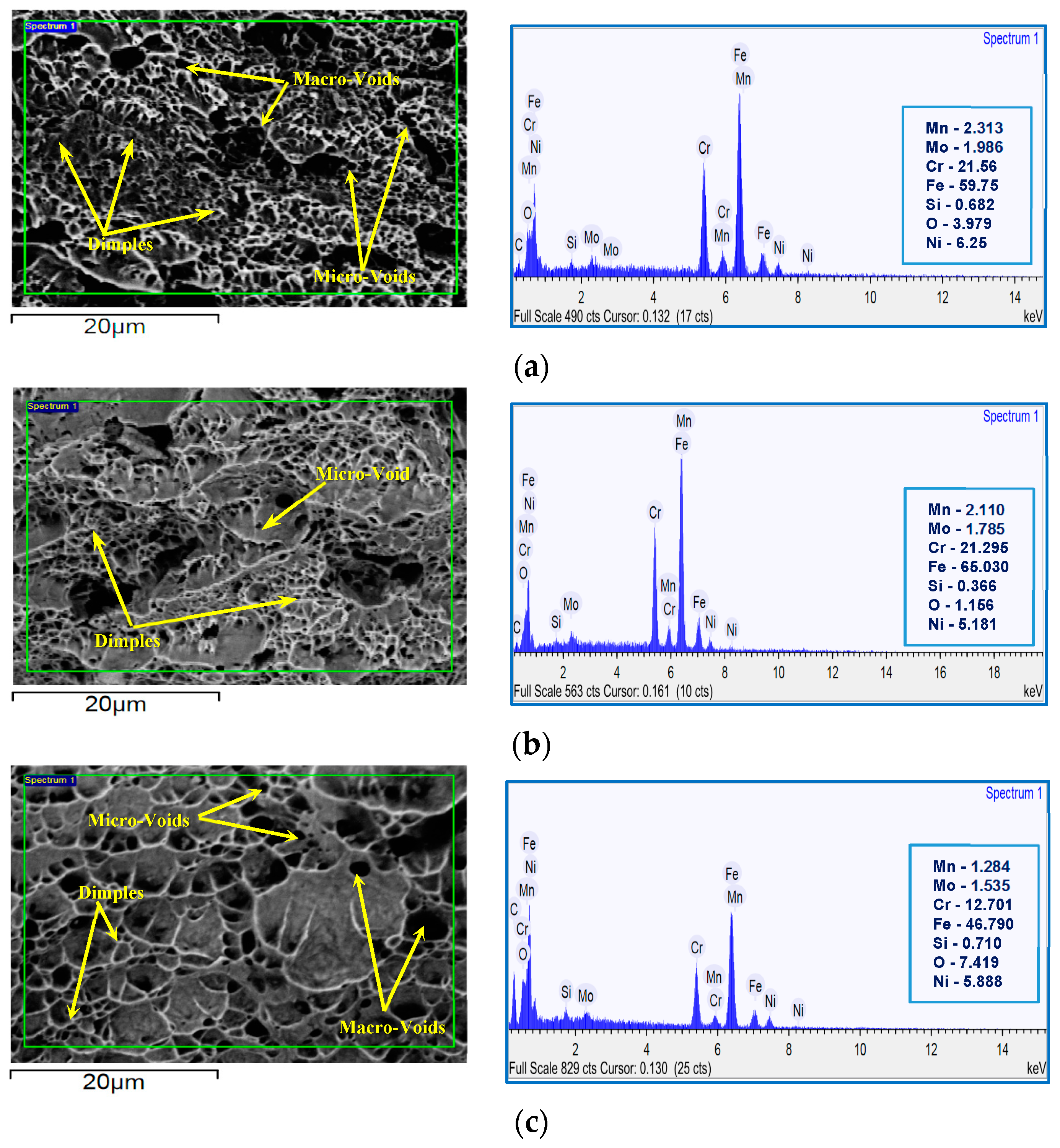
- From the SEM results, the presence of micro-voids and dimples confirmed the ductile mode of fracture.
- The small HAZ and the beneficial effects of rapid solidification in the fusion zone were demonstrated in the improved mechanical properties of the laser welds. The fusion zone microstructure demands further investigations using TEM. Also, there is a need to conduct a detailed study on the fractures behaviour and welding defects of dissimilar jointed materials.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Devendranath Ramkumar, K.; Singh, A.; Raghuvanshi, S.; Bajpai, A.; Solanki, T.; Arivarasu, M.; Arivazhagan, N.; Narayanan, S. Metallurgical and mechanical characterization of dissimilar welds of austenitic stainless steel and super-duplex stainless steel—A comparative study. J. Manuf. Process. 2015, 19, 212–232. [Google Scholar] [CrossRef]
- Kumar, R.; Bhattacharya, A.; Bera, T.K. Mechanical and metallurgical studies in double shielded gmaw of dissimilar stainless steels. Mater. Manuf. Process. 2015, 30, 1146–1153. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. Manuf. Technol. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Wu, W.; Hu, S.; Shen, J. Microstructure, mechanical properties and corrosion behavior of laser welded dissimilar joints between ferritic stainless steel and carbon steel. Mater. Des. 2015, 65, 855–861. [Google Scholar] [CrossRef]
- Li, C.L.; Fan, D.; Wang, B. Characteristics of TIG arc-assisted laser welding-brazing joint of aluminum to galvanized steel with preset filler powder. Rare Met. 2015, 34, 650–656. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, J.; Chi, H.; Cheng, N.; Cheng, Z.; Chen, S. Study on welding–brazing of copper and stainless steel using tungsten/metal gas suspended arc welding. Mater. Lett. 2015, 156, 7–9. [Google Scholar] [CrossRef]
- Filliard, G.; El Mansori, M.; Tirado, L.; Mezghani, S.; Bremont, C.; De Metz-Noblat, M. Industrial fluxless laser weld-brazing process of steel to aluminium at high brazing speed. J. Manuf. Process. 2017, 25, 104–115. [Google Scholar] [CrossRef]
- Scotti, A. Mapping transfer modes for stainless steel gas metal arc welding. Sci. Technol. Weld. Join. 2000, 5, 227–234. [Google Scholar] [CrossRef]
- Shao, L.; Shi, Y.; Huang, J.K.; Wu, S.J. Effect of joining parameters on microstructure of dissimilar metal joints between aluminum and galvanized steel. Mater. Des. 2015, 66, 453–458. [Google Scholar] [CrossRef]
- Başyiğit, A.; Kurt, A. Investigation of the weld properties of dissimilar s32205 duplex stainless steel with aisi 304 steel joints produced by arc stud welding. Metals 2017, 7, 77. [Google Scholar] [CrossRef]
- Handa, A.; Chawla, V. Investigation of mechanical properties of friction-welded AISI 304 with AISI 1021 dissimilar steels. Int. J. Adv. Manuf. Technol. 2014, 75, 1493–1500. [Google Scholar] [CrossRef]
- Atapour, M.; Sarlak, H.; Esmailzadeh, M. Pitting corrosion susceptibility of friction stir welded lean duplex stainless steel joints. Int. J. Adv. Manuf. Technol. 2015, 83, 721–728. [Google Scholar] [CrossRef]
- Lee, H.; Kim, C.; Song, J. An evaluation of global and local tensile properties of friction-stir welded DP980 dual-phase steel joints using a digital image correlation method. Materials 2015, 8, 5467. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; Balle, F.; Maffezzoli, A. Hybrid ultrasonic spot welding of aluminum to carbon fiber reinforced epoxy composites. J. Mater. Process. Technol. 2017, 247, 289–295. [Google Scholar] [CrossRef]
- Macwan, A.; Chen, D.L. Microstructure and mechanical properties of ultrasonic spot welded copper-to-magnesium alloy joints. Mater. Des. 2015, 84, 261–269. [Google Scholar] [CrossRef]
- Kaçar, R.; Acarer, M. Microstructure–property relationship in explosively welded duplex stainless steel–steel. Mater. Sci. Eng. A 2003, 363, 290–296. [Google Scholar] [CrossRef]
- Romoli, L.; Rashed, C.A.A. The influence of laser welding configuration on the properties of dissimilar stainless steel welds. Int. J. Adv. Manuf. Technol. 2015, 81, 563–576. [Google Scholar] [CrossRef]
- Baghjari, S.H.; AkbariMousavi, S.A.A. Experimental investigation on dissimilar pulsed Nd:YAG laser welding of AISI 420 stainless steel to kovar alloy. Mater. Des. 2014, 57, 128–134. [Google Scholar] [CrossRef]
- Khan, M.M.A.; Romoli, L.; Dini, G. Laser beam welding of dissimilar ferritic/martensitic stainless steels in a butt joint configuration. Opt. Laser Technol. 2013, 49, 125–136. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Gu, Y.; Zeng, X. Microstructure and tensile behavior of laser Arc hybrid welded dissimilar Al and Ti alloys. Materials 2014, 7, 1590. [Google Scholar] [CrossRef] [PubMed]
- Thomy, C.; Möller, F.; Sepold, G.; Vollertsen, F. Interaction between laser beam and arc in hybrid welding processes for dissimilar materials. Weld. World 2009, 53, 58–66. [Google Scholar] [CrossRef]
- Ghorbani, S.; Ghasemi, R.; Ebrahimi-Kahrizsangi, R.; Hojjati-Najafabadi, A. Effect of post weld heat treatment (PWHT) on the microstructure, mechanical properties, and corrosion resistance of dissimilar stainless steels. Mater. Sci. Eng. A 2017, 688, 470–479. [Google Scholar] [CrossRef]
- Phanikumar, G.; Chattopadhyay, K.; Dutta, P. Joining of dissimilar metals: Issues and modelling techniques. Sci. Technol. Weld. Join. 2011, 16, 313–317. [Google Scholar] [CrossRef]
- Okano, S.; Tsuji, H.; Mochizuki, M. Temperature distribution effect on relation between welding heat input and angular distortion. Sci. Technol. Weld. Join. 2017, 22, 59–65. [Google Scholar] [CrossRef]
- Ma, J.; Harooni, M.; Carlson, B.; Kovacevic, R. Dissimilar joining of galvanized high-strength steel to aluminum alloy in a zero-gap lap joint configuration by two-pass laser welding. Mater. Des. 2014, 58, 390–401. [Google Scholar] [CrossRef]
- Kuryntsev, S.V.; Morushkin, A.E.; Gilmutdinov, A.K. Fiber laser welding of austenitic steel and commercially pure copper butt joint. Opt. Lasers Eng. 2017, 90, 101–109. [Google Scholar] [CrossRef]
- Baldenebro-Lopez, F.; Gomez-Esparza, C.; Corral-Higuera, R.; Arredondo-Rea, S.; Pellegrini-Cervantes, M.; Ledezma-Sillas, J.; Martinez-Sanchez, R.; Herrera-Ramirez, J. Influence of size on the microstructure and mechanical properties of an aisi 304l stainless steel—A comparison between bulk and fibers. Materials 2015, 8, 451. [Google Scholar] [CrossRef] [PubMed]
- Örnek, C.; Engelberg, D.L. Towards understanding the effect of deformation mode on stress corrosion cracking susceptibility of grade 2205 duplex stainless steel. Mater. Sci. Eng. A 2016, 666, 269–279. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Schulz, Z.J.; Reno, T. Duplex and super duplex stainless steels, and their applications in steam assisted gravity drainage (SAGD). In Proceedings of the Society of Petroleum Engineers Heavy Oil Conference, Calgary, AB, Canada, 12–14 June 2012. [Google Scholar]
- Chai, G.; Kangas, P. Recent developments of advanced austenitic and duplex stainless steels for oil and gas industry. In Energy Materials 2014; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Rosales, J.; Cabrera, M.; Agrela, F. Effect of stainless steel slag waste as a replacement for cement in mortars. Mechanical and statistical study. Constr. Build. Mater. 2017, 142, 444–458. [Google Scholar] [CrossRef]
- Bonollo, F.; Tiziani, A.; Ferro, P. Welding processes, microstructural evolution and final properties of duplex and superduplex stainless steels. In Duplex Stainless Steels; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 141–159. [Google Scholar]
- Kocijan, A.; Merl, D.K.; Jenko, M. The corrosion behaviour of austenitic and duplex stainless steels in artificial saliva with the addition of fluoride. Corros. Sci. 2011, 53, 776–783. [Google Scholar] [CrossRef]
- Hermawan, H.; Ramdan, D.; Djuansjah, J.R.P. Metals for biomedical applications. In Biomedical Engineering—From Theory to Applications; Fazel-Rezai, R., Ed.; InTech: Rijeka, Croatia, 2011; Chapter 17. [Google Scholar]
- Talha, M.; Behera, C.K.; Sinha, O.P. Effect of nitrogen and cold working on structural and mechanical behavior of Ni-free nitrogen containing austenitic stainless steels for biomedical applications. Mater. Sci. Eng. C 2015, 47, 196–203. [Google Scholar] [CrossRef] [PubMed]
- Mourad, A.H.I.; Khourshid, A.; Sharef, T. Gas tungsten arc and laser beam welding processes effects on duplex stainless steel 2205 properties. Mater. Sci. Eng. A 2012, 549, 105–113. [Google Scholar] [CrossRef]
- Abuzeid, O.; Aljoboury, A.; Mourad, A.-H.; Alawar, A.; Zour, M.A. Characterization of Two Types of Stainless Steels Recommended for Manufacturing Brine Recirculation Pumps. In Proceedings of the ASME 2010 10th Biennial Conference on Engineering Systems Design and Analysis, Istanbul, Turkey, 12–14 July 2010; American Society of Mechanical Engineers: New York, NY, USA, 2010; pp. 603–607. [Google Scholar]
- Mohammed, G.; Ishak, M.; Aqida, S.; Abdulhadi, H. Effects of heat input on microstructure, corrosion and mechanical characteristics of welded austenitic and duplex stainless steels: A review. Metals 2017, 7, 39. [Google Scholar] [CrossRef]
- Karlsson, L.; Arcini, H. Low energy input welding of duplex stainless steels. Weld. World 2012, 56, 41–47. [Google Scholar] [CrossRef]
- Kannengießer, T. Corrosion books: Welding metallurgy and weldability of stainless steel. By: JC Lippold, Dj Kotecki. Mater. Corros. 2006, 57, 94. [Google Scholar] [CrossRef]
- Berretta, J.R.; de Rossi, W.; David Martins das Neves, M.; Alves de Almeida, I.; Dias Vieira Junior, N. Pulsed Nd:YAG laser welding of AISI 304 to AISI 420 stainless steels. Opt. Lasers Eng. 2007, 45, 960–966. [Google Scholar] [CrossRef]
- Anawa, E.; Olabi, A.G. Optimization of tensile strength of ferritic/austenitic laser-welded components. Opt. Lasers Eng. 2008, 46, 571–577. [Google Scholar] [CrossRef] [Green Version]
- Esfahani, M.N.; Coupland, J.; Marimuthu, S. Microstructure and mechanical properties of a laser welded low carbon-stainless steel joint. J. Mater. Process. Technol. 2014, 214, 2941–2948. [Google Scholar] [CrossRef]
- Anawa, E.M.; Olabi, A.G. Using taguchi method to optimize welding pool of dissimilar laser-welded components. Opt. Laser Technol. 2008, 40, 379–388. [Google Scholar] [CrossRef] [Green Version]
- Torkamany, M.J.; Sabbaghzadeh, J.; Hamedi, M.J. Effect of laser welding mode on the microstructure and mechanical performance of dissimilar laser spot welds between low carbon and austenitic stainless steels. Mater. Des. 2012, 34, 666–672. [Google Scholar] [CrossRef]
- Hu, Y.; He, X.; Yu, G.; Ge, Z.; Zheng, C.; Ning, W. Heat and mass transfer in laser dissimilar welding of stainless steel and nickel. Appl. Surf. Sci. 2012, 258, 5914–5922. [Google Scholar] [CrossRef]
- Yao, C.; Xu, B.; Zhang, X.; Huang, J.; Fu, J.; Wu, Y. Interface microstructure and mechanical properties of laser welding copper–steel dissimilar joint. Opt. Lasers Eng. 2009, 47, 807–814. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Ludovico, A.D. Laser-arc hybrid welding of wrought to selective laser molten stainless steel. Int. J. Adv. Manuf. Technol. 2013, 68, 209–216. [Google Scholar] [CrossRef]
- Casalino, G.; Leo, P.; Mortello, M.; Perulli, P.; Varone, A. Effects of laser offset and hybrid welding on microstructure and imc in Fe-Al dissimilar welding. Metals 2017, 7, 282. [Google Scholar] [CrossRef]
- Casalino, G.; Guglielmi, P.; Lorusso, V.D.; Mortello, M.; Peyre, P.; Sorgente, D. Laser offset welding of AZ31B magnesium alloy to 316 stainless steel. J. Mater. Process. Technol. 2017, 242, 49–59. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M. Modeling and experimental analysis of fiber laser offset welding of Al-Ti butt joints. Int. J. Adv. Manuf. Technol. 2016, 83, 89–98. [Google Scholar] [CrossRef]
- Ghusoon, R.M.; Ishak, M.; Aqida, S.N.; Hassan, A.A. Weld bead profile of laser welding dissimilar joints stainless steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 257, 012072. [Google Scholar]
- Jialie, P.Y.S.J.R. Study of humping tendency and affecting factors in high speed laser welding of stainless steel sheet. Acta Metall. Sin. 2012, 48, 1431–1436. [Google Scholar]
- Rai, R.; Kelly, S.M.; Martukanitz, R.P.; DebRoy, T. A convective heat-transfer model for partial and full penetration keyhole mode laser welding of a structural steel. Metall. Mater. Trans. A 2008, 39, 98–112. [Google Scholar] [CrossRef]
- Wei, P.S.; Yeh, J.S.; Ting, C.N.; DebRoy, T.; Chung, F.K.; Lin, C.L. The effects of prandtl number on wavy weld boundary. Int. J. Heat Mass Transf. 2009, 52, 3790–3798. [Google Scholar] [CrossRef]
- Bradstreet, B. Effect of surface tension and metal flow on weld bead formation. Weld. J. 1968, 47, 314s–322s. [Google Scholar]
- Eriksson, I.; Powell, J.; Kaplan, A.F.H. Melt behavior on the keyhole front during high speed laser welding. Opt. Lasers Eng. 2013, 51, 735–740. [Google Scholar] [CrossRef]
- Krasnoperov, M.Y.; Pieters, R.R.G.M.; Richardson, I.M. Weld pool geometry during keyhole laser welding of thin steel sheets. Sci. Technol. Weld. Join. 2004, 9, 501–506. [Google Scholar] [CrossRef]
- Seiler, M.; Patschger, A.; Tianis, L.; Rochholz, C.; Bliedtner, J. Experimental determination of influencing factors on the humping phenomenon during laser micro welding of thin metal sheets. J. Laser Appl. 2017, 29, 022413. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Aqida, S.N.; Abdulhadi, H.A. The effect of fiber laser parameters on microhardness and microstructure of duplex stainless steel. In Proceedings of the 2nd International Conference of Automotive Innovation & Green Energy Vehicle, Pahang, Malaysia, 2–3 August 2016. [Google Scholar]
- El-Batahgy, A.M.; Khourshid, A.F.; Sharef, T. Effect of laser beam welding parameters on microstructure and properties of duplex stainless steel. Mater. Sci. Appl. 2011, 2, 1443–1451. [Google Scholar] [CrossRef]
- Elmer, J.W.; Allen, S.M.; Eagar, T.W. Microstructural development during solidification of stainless steel alloys. Metall. Trans. A 1989, 20, 2117–2131. [Google Scholar] [CrossRef]
- Fukumoto, S.; Tsubakino, H.; Aritoshi, M.; Tomita, T.; Okita, K. Dynamic recrystallisation phenomena of commercial purity aluminium during friction welding. Mater. Sci. Technol. 2002, 18, 219–225. [Google Scholar] [CrossRef]
- Koseki, T. Solidification and solidification structure control of weld metals. Weld. Int. 2002, 16, 347–365. [Google Scholar] [CrossRef]
- Suutala, N.; Takalo, T.; Moisio, T. The relationship between solidification and microstructure in austenitic and austenitic-ferritic stainless steel welds. Metall. Trans. A 1979, 10, 512–514. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Kumar, R. Dissimilar joining between austenitic and duplex stainless steel in double-shielded gmaw: A comparative study. Mater. Manuf. Process. 2016, 31, 300–310. [Google Scholar] [CrossRef]
- Lippold, J.C. Welding metallurgy principles. In Welding Metallurgy and Weldability; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 9–83. [Google Scholar]
- Suutala, N. Effect of solidification conditions on the solidification mode in austenitic stainless steels. Metall. Trans. A 1983, 14, 191–197. [Google Scholar] [CrossRef]
- Ajith, P.M.; Sathiya, P.; Aravindan, S. Characterization of microstructure, toughness, and chemical composition of friction-welded joints of UNS S32205 duplex stainless steel. Friction 2014, 2, 82–91. [Google Scholar] [CrossRef]
- Sammaiah, P.; Suresh, A.; Tagore, G.R.N. Mechanical properties of friction welded 6063 aluminum alloy and austenitic stainless steel. J. Mater. Sci. 2010, 45, 5512–5521. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Belyavina, N.; Pilloz, M. Evolution of microstructures and mechanical properties during dissimilar electron beam welding of titanium alloy to stainless steel via copper interlayer. Mater. Sci. Eng. A 2013, 585, 114–122. [Google Scholar] [CrossRef]
- Abdulhadi, H.; Ahmad, S.; Ismail, I.; Ishak, M.; Mohammed, G. Thermally-induced crack evaluation in h13 tool steel. Metals 2017, 7, 475. [Google Scholar] [CrossRef]
- David, S.A.; Babu, S.S.; Vitek, J.M. Welding: Solidification and microstructure. JOM 2003, 55, 14–20. [Google Scholar] [CrossRef]
- Kou, S. Weld metal solidification cracking. In Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; pp. 263–300. [Google Scholar]
- Yoo, J.; Kim, B.; Park, Y.; Lee, C. Microstructural evolution and solidification cracking susceptibility of Fe–18mn–0.6C–xAl steel welds. J. Mater. Sci. 2015, 50, 279–286. [Google Scholar] [CrossRef]
- Argandoña, G.; Palacio, J.; Berlanga, C.; Biezma, M.; Rivero, P.; Peña, J.; Rodriguez, R. Effect of the temperature in the mechanical properties of austenite, ferrite and sigma phases of duplex stainless steels using hardness, microhardness and nanoindentation techniques. Metals 2017, 7, 219. [Google Scholar] [CrossRef]
- Corolleur, A.; Fanica, A.; Passot, G. Ferrite content in the heat affected zone of duplex stainless steels. BHM Berg Hüttenmänn. Monatshefte 2015, 160, 413–418. [Google Scholar] [CrossRef]
- Šohaj, P.; Jan, V. Local changes of microhardness in dissimilar weld joints after high temperature exposure. Key Eng. Mater. 2014, 586, 249–252. [Google Scholar] [CrossRef]
- Kathleen, M. Metals Handbook: Welding, Brazing, and Soldering, 9th ed.; American Society for Metals: Geauga County, OH, USA, 1983; Volume 6. [Google Scholar]
- Nastac, L.; Stefanescu, D.M. An analytical model for solute redistribution during solidification of planar, columnar, or equiaxed morphology. Metall. Trans. A 1993, 24, 2107–2118. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Ni | Mn | Si | P | S | Mo | Nb |
|---|---|---|---|---|---|---|---|---|---|
| AISI 2205 | 0.03 | 22.07 | 4.8 | 1.15 | 0.53 | 0.003 | 0.005 | 3.65 | 0.002 |
| AISI 304 | 0.07 | 18.3 | 8.6 | 1.18 | 0.47 | 0.003 | 0.005 | - | 0.002 |
| No. | PP (kW) | BD (mm) | PW (ms) | PRR (Hz) |
|---|---|---|---|---|
| 1 | 1 | 0.3 | 5 | 15 |
| 2 | 1.2 | 0.3 | 5 | 15 |
| 3 | 1.4 | 0.3 | 5 | 15 |
| 4 | 1.6 | 0.3 | 5 | 15 |
| 5 | 1.8 | 0.3 | 5 | 15 |
| 6 | 1.4 | 0.24 | 5 | 15 |
| 7 | 1.4 | 0.3 | 5 | 15 |
| 8 | 1.4 | 0.35 | 5 | 15 |
| 9 | 1.4 | 0.4 | 5 | 15 |
| 10 | 1.4 | 0.45 | 5 | 15 |
| 11 | 1.4 | 0.5 | 5 | 15 |
| 12 | 1.4 | 0.35 | 3 | 15 |
| 13 | 1.4 | 0.35 | 4 | 15 |
| 14 | 1.4 | 0.35 | 5 | 15 |
| 15 | 1.4 | 0.35 | 6 | 15 |
| 16 | 1.4 | 0.35 | 7 | 15 |
| 17 | 1.4 | 0.35 | 8 | 15 |
| 18 | 1.4 | 0.3 | 5 | 8 |
| 19 | 1.4 | 0.35 | 5 | 10 |
| 20 | 1.4 | 0.3 | 5 | 12 |
| 21 | 1.4 | 0.3 | 5 | 15 |
| 22 | 1.4 | 0.3 | 5 | 18 |
| 23 | 1.4 | 0.3 | 5 | 20 |
| Position | Fe | Cr | Ni | Cu | Si | V | Mo | Mn |
|---|---|---|---|---|---|---|---|---|
| Base 304 | 54.46 | 14.8 | 5.96 | 1.48 | 0.53 | 0.09 | 0.18 | 1.49 |
| WZ near 304 | 51.04 | 15.8 | 5.23 | 0.09 | 0.57 | 0.05 | 1.44 | 1.14 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ridha Mohammed, G.; Ishak, M.; Ahmad, S.N.A.S.; Abdulhadi, H.A. Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates. Metals 2017, 7, 546. https://doi.org/10.3390/met7120546
Ridha Mohammed G, Ishak M, Ahmad SNAS, Abdulhadi HA. Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates. Metals. 2017; 7(12):546. https://doi.org/10.3390/met7120546
Chicago/Turabian StyleRidha Mohammed, Ghusoon, Mahadzir Ishak, Syarifah Nur Aqida Syed Ahmad, and Hassan Abdulrssoul Abdulhadi. 2017. "Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates" Metals 7, no. 12: 546. https://doi.org/10.3390/met7120546
APA StyleRidha Mohammed, G., Ishak, M., Ahmad, S. N. A. S., & Abdulhadi, H. A. (2017). Fiber Laser Welding of Dissimilar 2205/304 Stainless Steel Plates. Metals, 7(12), 546. https://doi.org/10.3390/met7120546