4.1. Fatigue Crack Growth (FCG) Behavior
The FCGs of the admixed and pre-alloyed PM steels should be compared quantitatively in order to understand the effect of microstructure homogeneity/heterogeneity on fatigue crack propagation. The FCGs for both types of microstructure were calculated using the Paris law and the derived Paris components,
m and
C. It is to be noted that
m and
C were derived from the fatigue crack growth rate (d
a/d
N) versus ∆
K plots. The ratios of the calculated FCGs of the admixed PM steel to the FCG of the pre-alloyed PM steels were then obtained (for the purpose of comparison) and plotted against the stress intensity range (∆
K) at different
R-ratios.
Figure 5 shows the variation of the calculated ratios (d
a/d
N of the admixed to d
a/d
N of the pre-alloyed PM steels) against ∆
K at four tested
R-ratios.
At R = 0.1, the FCG of the admixed PM steel is larger than the FCG of the pre-alloyed PM steel at low ∆Ks (small crack lengths) but they became the same by increasing the ∆K. The calculated FCGs’ ratio at R = 0.3 and 0.5 changes roughly between 0.8–1.2, throughout the applicable range of ∆K, which shows that the fatigue crack growth rates are almost the same for heterogeneous and homogeneous microstructures at these R-ratios. At R = 0.7, the fatigue crack growth rate in both types of alloys are similar at low ∆Ks (small crack lengths) but it seems that by increasing the stress intensity factor range, the fatigue crack grew faster in the homogeneous microstructure since the calculated FCGs’ ratio approaches the value of 0.6. The discussed trend of variation of fatigue crack growth rates with increasing R-ratio in both types of microstructures shows the higher sensitivity of the homogeneous microstructure to the localization of strain and plasticity at the crack tip.
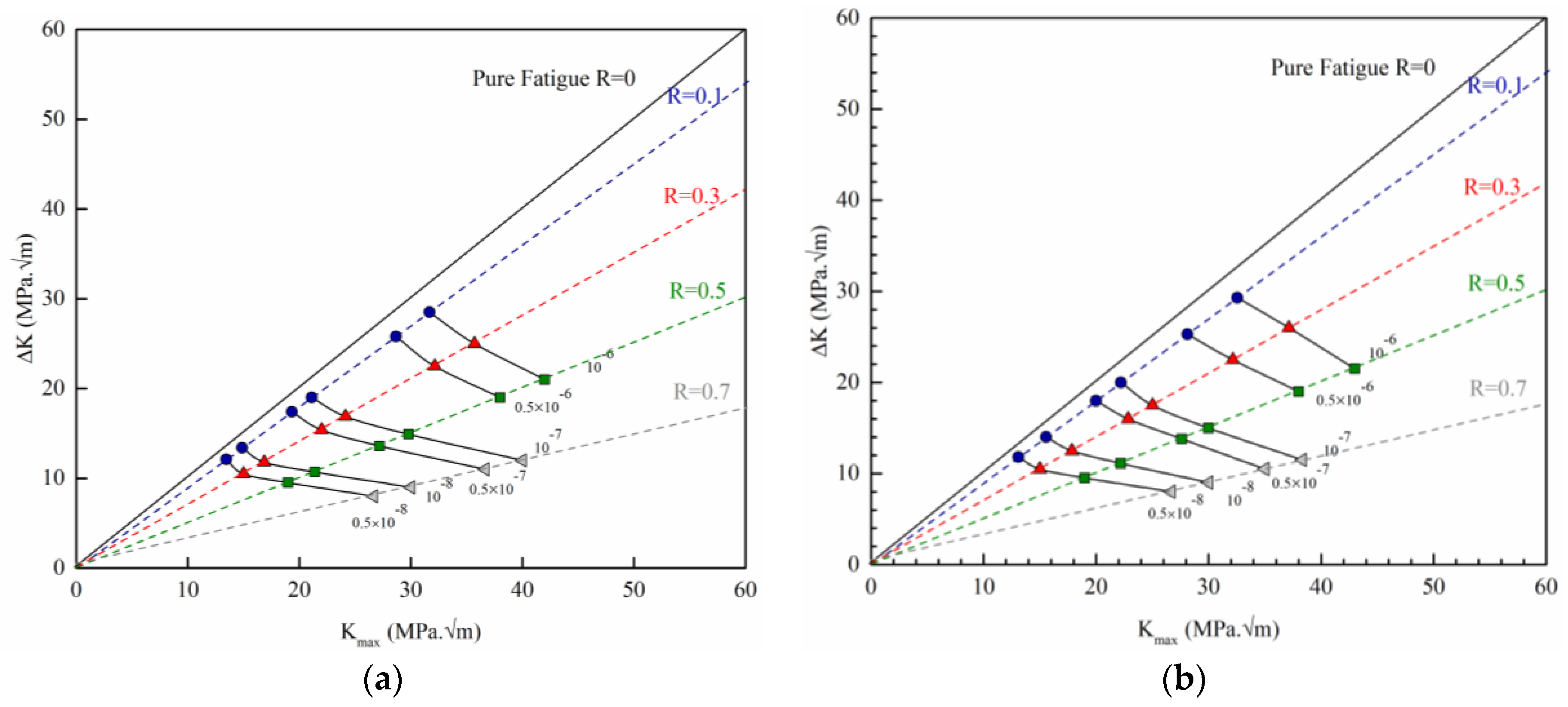
In order to better understand the fatigue mechanisms involved in the tested PM steels, the two-parameter approach was also used. In this approach two parameters of
Kmax and ∆
K are considered as the contributing parameters in fatigue crack growth. Therefore, there exists two crack tip driving forces and consequently two thresholds to be satisfied for crack growth to occur. ∆
K vs.
Kmax plots that considered as fatigue maps are L-shaped plots that demonstrate the interplay of these two crack tip driving forces at any given crack growth rates [
21]. These types of plots for both tested PM steels are shown in
Figure 6. Since there were no experiments at negative
R-ratios, the vertical parts of the plots are missing and the discussion will be made only using the horizontal part.
By increasing the crack growth rate, the deviation (tilt) of the horizontal asymptote of the L-shape plots towards the
Kmax axis is slightly larger in the pre-alloyed PM steel compared to the one for the admixed PM steel. This shows that the pre-alloyed PM steel with a homogeneous microstructure is more affected by the
Kmax. In other words, this kind of microstructure is slightly more sensitive to monotonic contribution in fatigue damage. It can also be said that the crack tip is more sensitive to plasticity and strain localization in these kinds of microstructures [
20,
21,
22].
Since there is a deviation (tilt) in horizontal asymptote of the L-shaped plots of both PM steels compared to a perfect L-shaped plot, it can be concluded that monotonic and/or environmental contribution were present for both types of microstructures [
22]. In order to quantify this contribution, the crack growth trajectory maps can be used. By following the limiting values of the two driving forces (∆
K* and
Kmax*) at different crack growth rates in ∆
K–
Kmax plots, the crack growth trajectory maps can be generated. A 45° line in these plots (∆
K* =
Kmax*) is a pure fatigue line where only the cyclic damage is contributing in fatigue and any deviation from this line would determine the intrinsic mechanisms contributing in fatigue [
21,
22].
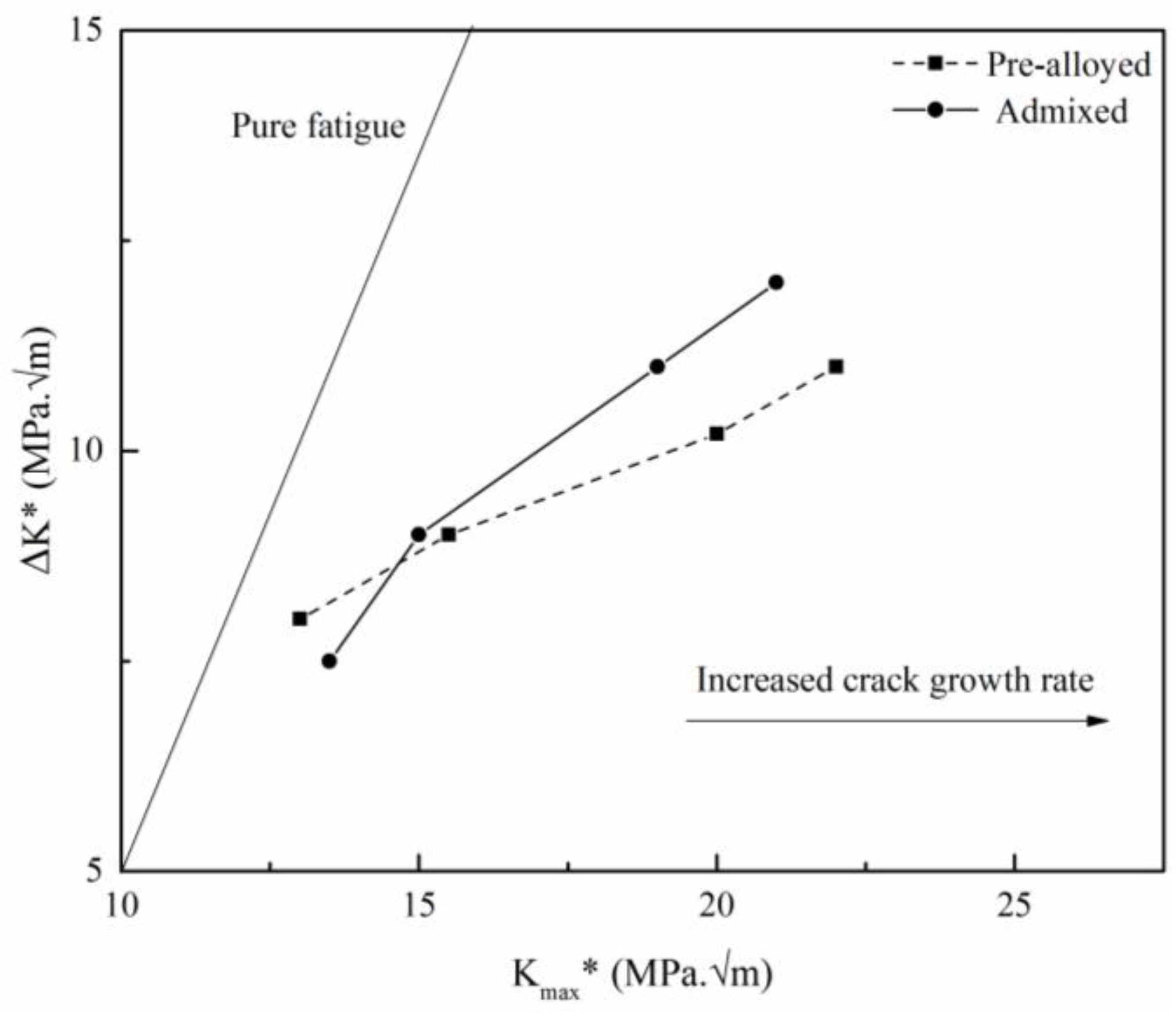
Figure 7 presents the trajectory maps of both types of alloys that have been derived from their ∆
K–
Kmax plots.
It can be seen that the trajectory path of the admixed PM steel is almost parallel to the pure fatigue line at low crack growth rates but deviates from it by increasing the crack growth rate. Being parallel to pure fatigue line at low crack growth rates indicates that fatigue is controlled only by cyclic plasticity whereas the divergence from this reference line at higher crack growth rates shows the effect of environment and monotonic contribution. The trajectory path of the pre-alloyed PM steel continuously diverges from the pure fatigue line with almost a constant angle.
Therefore, it can be concluded that the mechanisms are different in both types of microstructures, especially at low crack growth rates. The divergence from the pure fatigue line indicates that the environmental contribution increases with increasing crack growth rate. Besides, the deviation of the trajectory path towards the
Kmax axis, which is higher for the pre-alloyed PM steel, corresponds to superimposed
Kmax governing processes [
20,
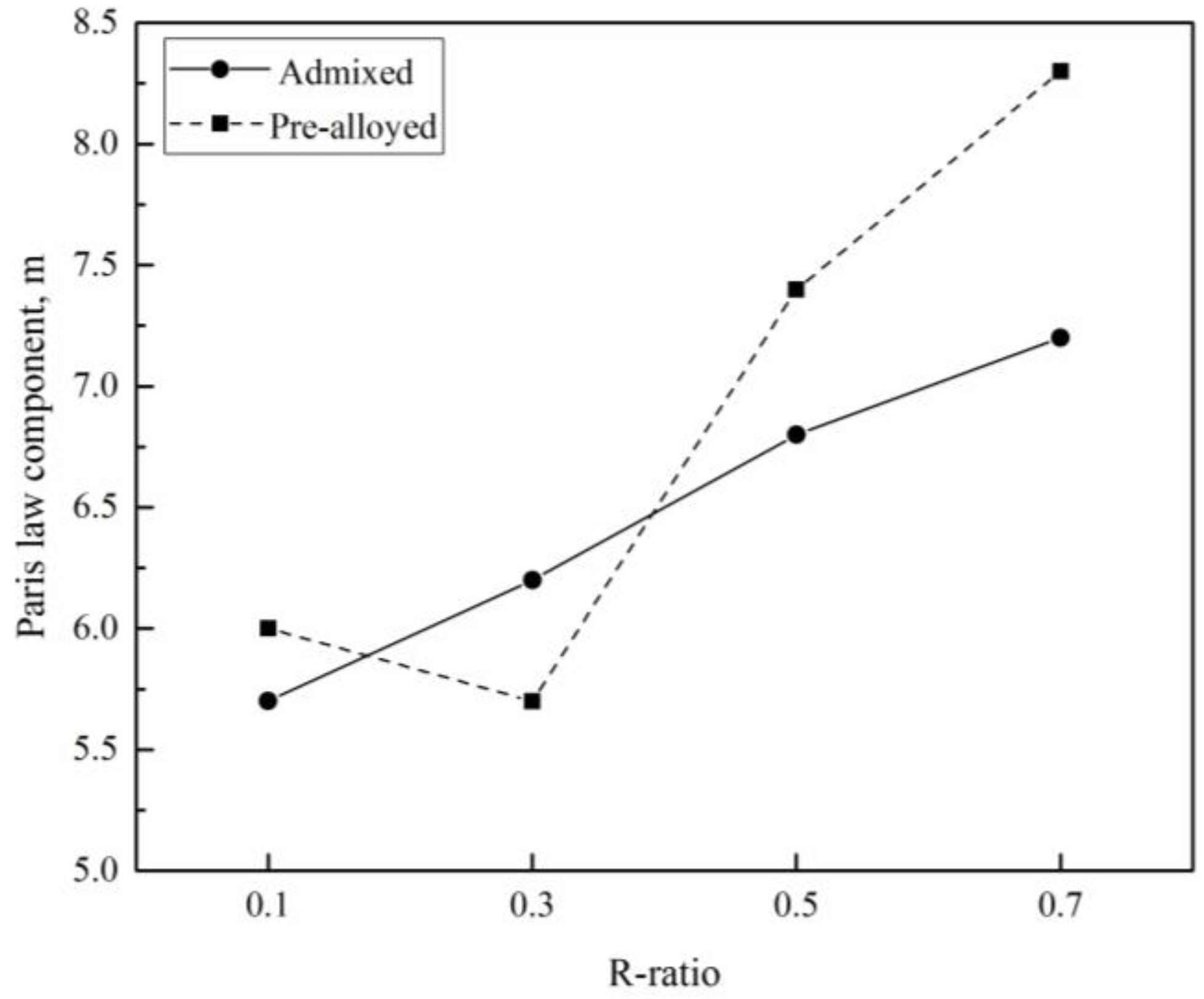
22]. In other words, the amount of monotonic contribution is higher for the pre-alloyed steel with a homogeneous microstructure, which is in agreement with results of the variation of the slope of Paris regime,
m, against the
R-ratio.
4.3. Crack Path Analysis and Fractography
The effect of microstructure on fatigue crack growth behavior can be investigated using quantitative analysis of the fracture surface. This analysis can be done on a fracture surface as well as a fracture profile, which is the intersection of the fracture surface with a metallographic sectioning plane. A typical fracture profile is usually an irregular and complex line to which a profile roughness parameter (
RL) can be attributed.
RL is defined as follows:
where
is the actual measured length of fracture profile and
L is equivalent straight path (projected length).
RL can vary between 1 and ∞ depending on the irregularity of the fracture profile [
28,
29]. This parameter can be used to quantify the crack deflection and could be an accurate criterion for comparing the fatigue crack paths in different microstructures. As mentioned above, metallographic sections along the crack paths (vertical sections) were made on each fracture surface.
was measured on micrographs obtained from the vertical sections and
RL was then calculated.
Figure 9 shows the variation of profile roughness parameters for both alloys at different
R-ratios.
It can be seen that fatigue crack has a tortuous path in both pre-alloyed and admixed PM steels with homogeneous and heterogeneous microstructures since
RL is larger than 1. Generally, a crack will change its path when confronting microstructural barriers or by passing through the grain and/or inter-particle boundaries. As previously observed by these authors [
27] as well as being reported elsewhere in literature [
20], a crack can be deflected by the Fe
3C lamellae of pearlite colonies. Since pearlite is the main constituent of the microstructure in both alloys (
Table 1), it can be concluded that the reason for crack deviation in both types of microstructures is related to the presence of cementite lamellae. Moreover,
RL will be larger than one in the case of intergranular fracture in which the crack passes through boundaries, either grain boundaries or prior inter-particle boundaries for PM steels.
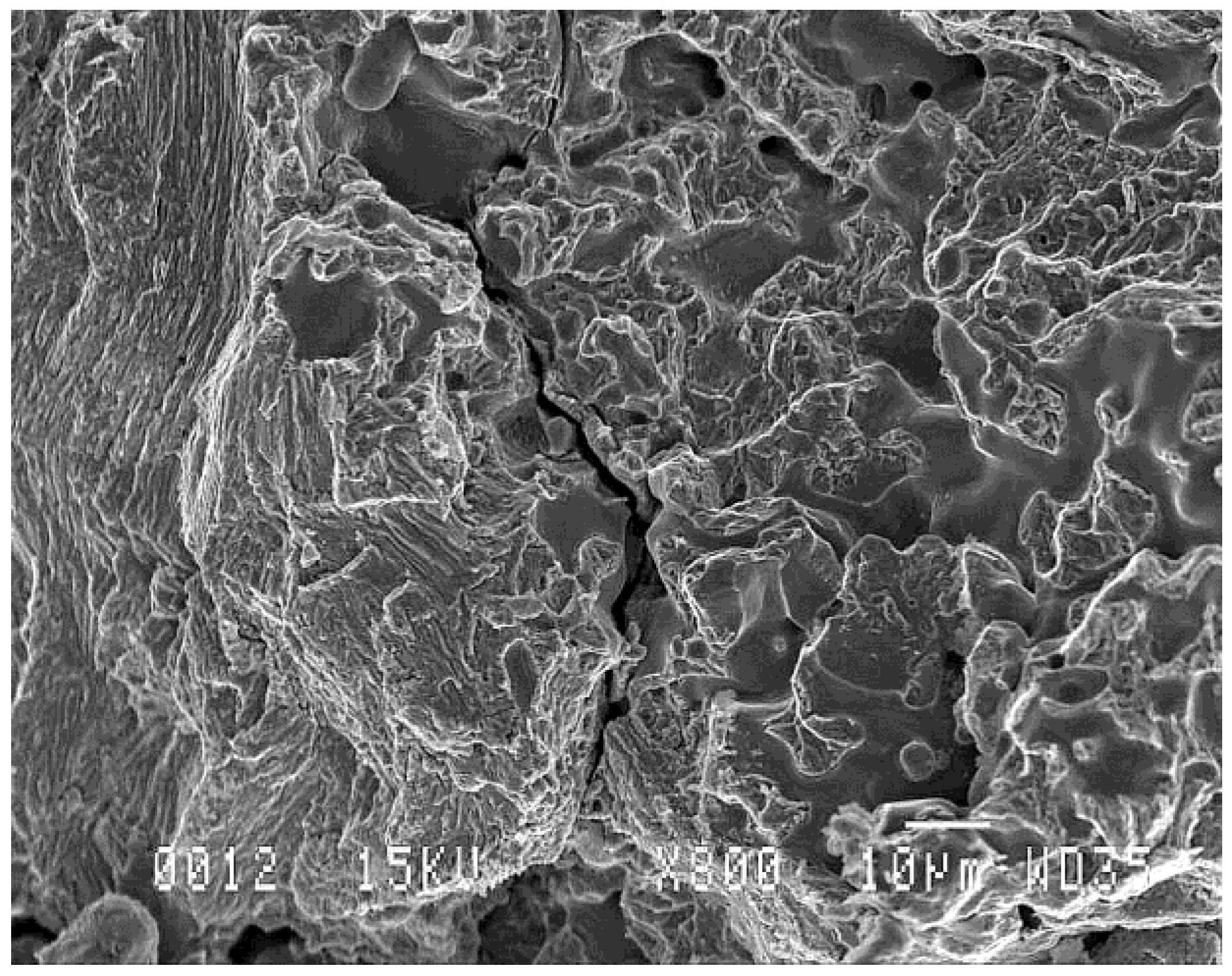
Figure 10 shows the intergranular type of fracture at
R = 0.1 and 0.7 for the admixed PM steel.
Profile roughness parameters at four tested
R-ratios for the pre-alloyed and admixed PM steels show that the amount of
RL has a small increase at
R = 0.3, which could be related to the interaction of the crack with the pulled-out cementite lamellae from their pearlitic matrix during fatigue. This was previously observed by these authors for the same alloys but in the sinter-hardened condition as well as being reported in the literature [
20,
27]. After an increase in roughness parameter at the mentioned
R-ratio, there is a decrease for both types of microstructures that could be attributed to the increase in the percentage of transgranular fracture brought about by increasing the minimum load, i.e., increasing the
R-ratio. Fracture type (intergranular/transgranular) can be better studied using scanning electron microscopy.
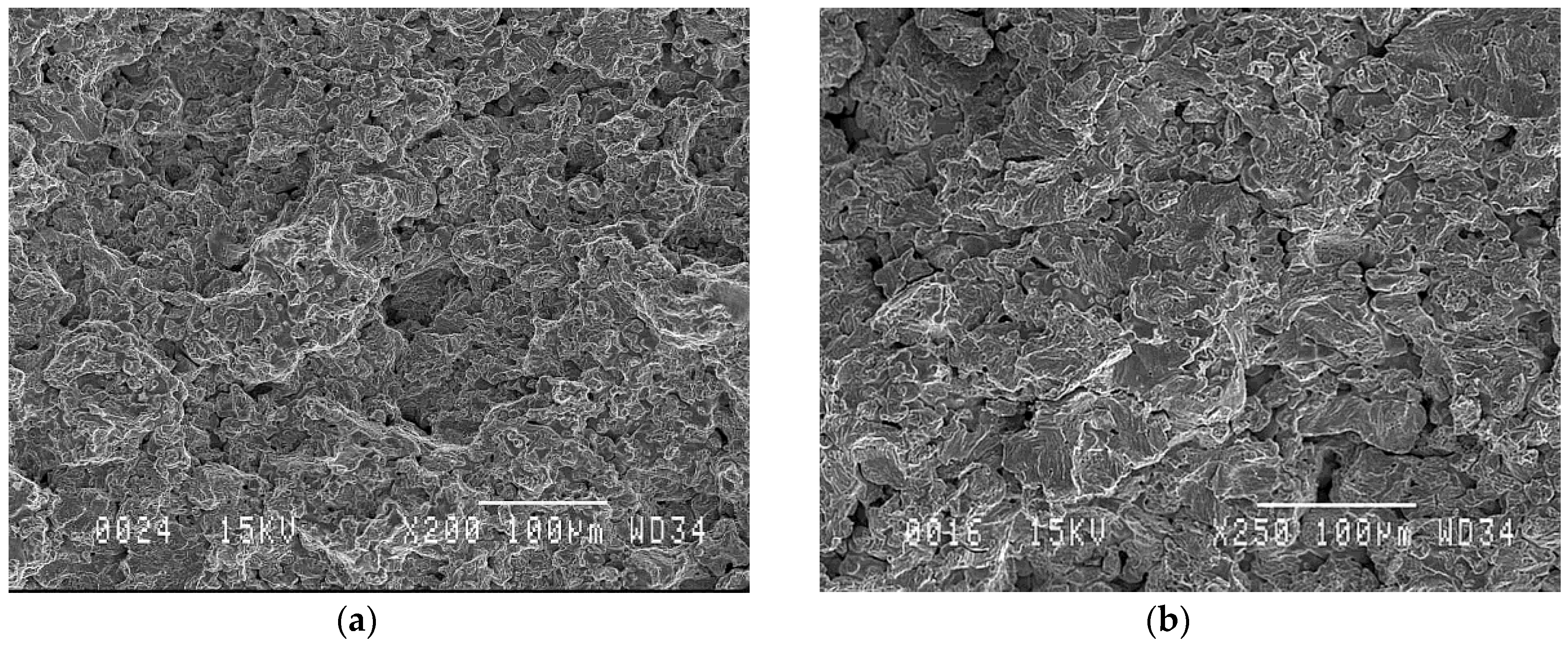
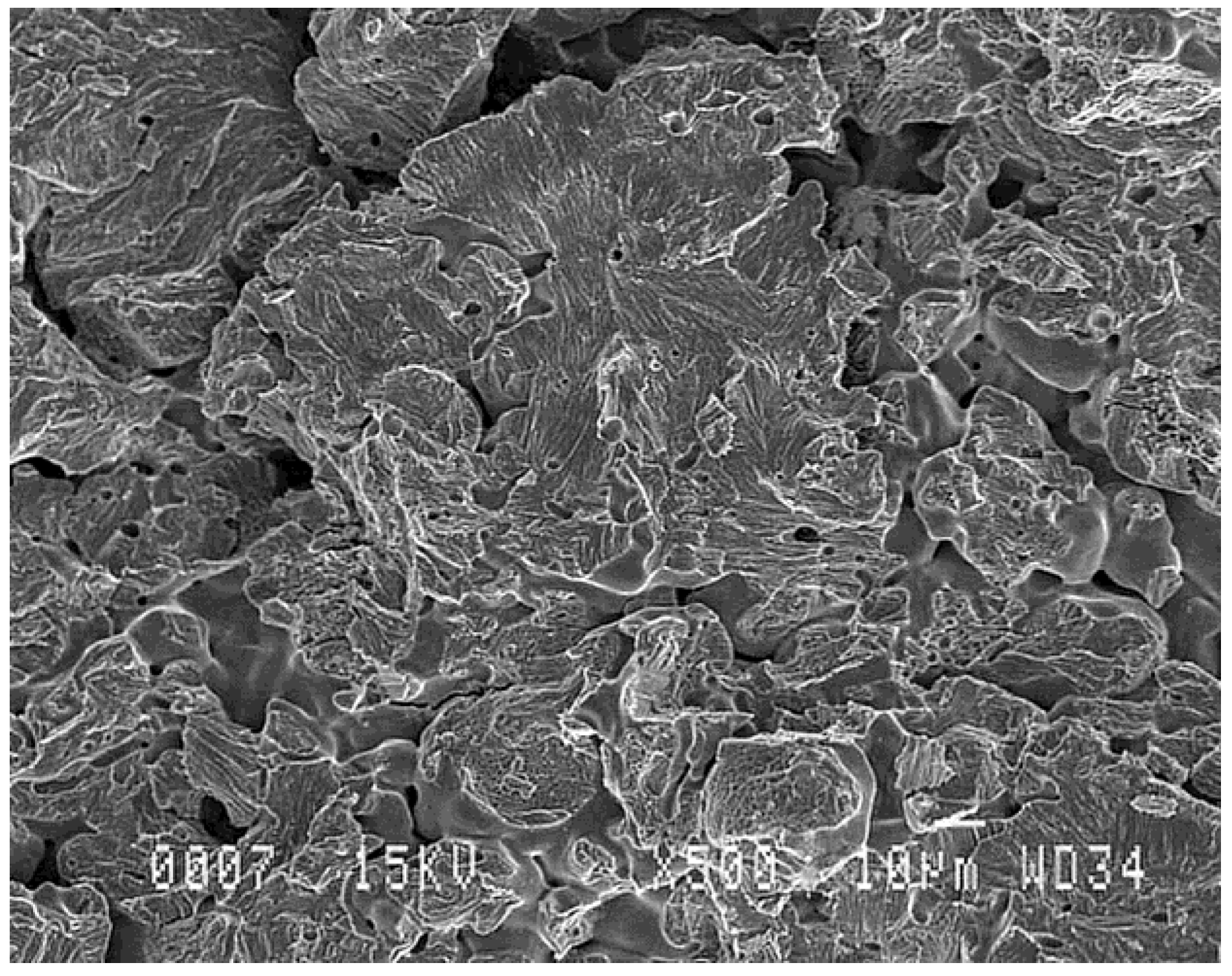
Figure 11 shows the SEM micrograph of the admixed PM steel at
R = 0.7 at higher magnification. It can be seen that by increasing the minimum load, the fracture surface shows more transgranular fracture proving that the crack has the tendency of propagating through the grains rather than at grain/inter-particle boundaries at high
R-ratios. It should be mentioned that the principal mode of fracture is still the intergranular one and only the percentage of the transgranular fracture has been increased by increasing the
R-ratio.
The effect of microstructure heterogeneity/homogeneity can also be studied using the profile roughness parameter. As seen in
Figure 9, there is a difference between the
RL of admixed and pre-alloyed PM steels at all
R-ratios. The crack seems to be more deviated and tortuous in admixed PM steels with heterogeneous microstructure at all tested
R-ratios although the difference is small. In order to investigate the reason for this difference, crack paths from the two types of microstructures were studied more precisely. Thus, the crack paths were followed in the area of interest (Paris regime) and volume fractions of the different phases found along the crack path were measured and compared to their amount in the bulk material. A ratio of the volume fraction of each phase in the crack path divided by its amount in bulk of the material was then calculated for all microstructural phases present to make the comparison easier.
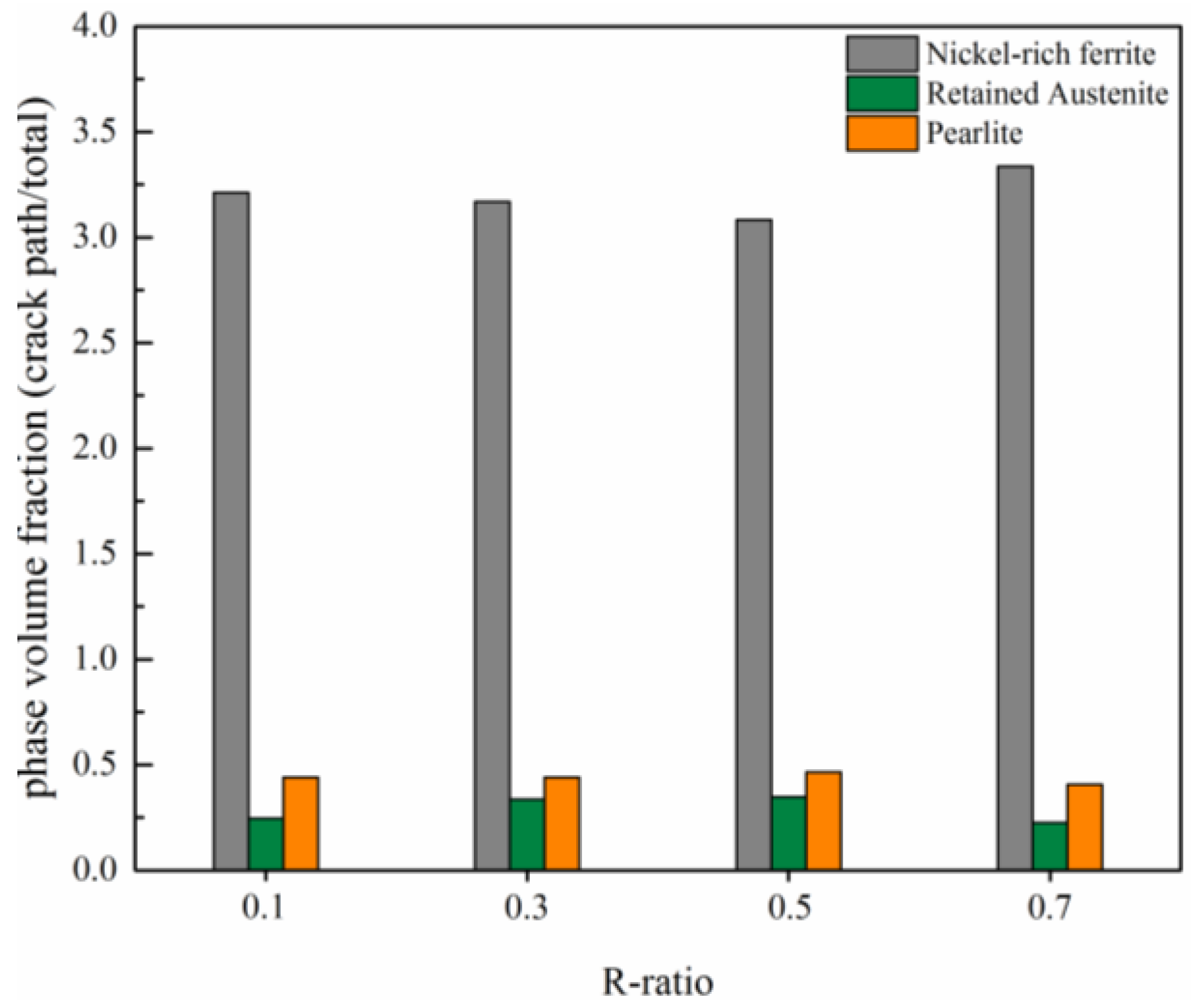
Figure 12 shows the calculated ratios for the admixed PM steels at four tested
R-ratios. It should be noted that the mentioned ratio would be one in the case of the homogeneous microstructures since there was no difference between the volume fraction of microstructural phases along the crack path and in the bulk of the materials.
If there exists a difference between the volume fraction of a phase along the crack path compared to its amount in the material, the calculated ratio is then larger than one indicating that there is a preferred path for crack propagation in that specific phase [
28]. As it can be seen in
Figure 12, this ratio is three for Ni-rich ferrite in the admixed PM steels at all
R-ratios. In other words, the amount of Ni-rich ferrite in the crack path is three times larger than its amount in the material indicating that this phase is a preferred path for a fatigue crack to propagate. These Ni-rich ferritic regions are formed around pearlitic grains due to the non-homogeneous distribution of nickel and carbon throughout the iron matrix. Due to the rapid diffusion of carbon into the iron matrix and the repulsion between carbon and nickel during sintering at 1120 °C, particle peripheries and sinter necks will be Ni-rich/C-lean austenite, whereas the particle interiors (cores) will be C-rich/Ni-lean austenite. The C-rich/Ni-lean austenitic regions will transform into pearlite during cooling and will be surrounded by the transformed Ni-rich ferritic rings from Ni-rich/C-lean austenitic regions [
16]. The presence of these weak ferritic rings around pearlite caused the difference between the degree of crack deviation in heterogeneous and homogeneous microstructures.
According to
Figure 12, the crack has mostly passed through Ni-rich ferritic rings in the heterogeneous microstructure of admixed PM steels specimens. As stated above, Ni rich ferrite forms at the periphery of particles and/or sinter necks. Therefore, the results clearly indicate that the crack has propagated through prior particle boundaries in accordance with the intergranular nature of fracture characterized in SEM.
Figure 13 shows a secondary crack in Ni-rich ferritic sinter necks in admixed PM steel. Retained austenite regions are formed mainly where the prior nickel particles were located. Therefore, these regions are also present at prior particle boundaries. Hence, it is expected that these regions were also being passed by the crack according to the intergranular nature of the fracture. On the other hand, the volume fraction of retained austenite along the crack path is less than half of its amount in the bulk material. This indicates that although these austenitic regions have relatively low strength, they are not preferred areas for fatigue crack propagation at least in comparison with Ni-rich ferritic regions. This can be related to the inherent ductility and toughness of retained austenite [
8]. It should be mentioned that these conclusion were made based on the microstructure of one of the common admixed PM steels (FN0208) that usually have 10 vol. % of retained austenite and the results might be different when larger volume fractions of retained austenite are present.
These measures were only made on one half of the fractured surfaces, so it is important to understand and characterize the other half as well. In other words, to verify the above conclusions on fatigue cracks propagating preferably through specific microstructural phases, the other side of the crack path also needs to be investigated. On the other hand, aligning matching fracture surfaces is a daunting task especially when the latter where Ni-coated for metallography preparation. Thus, a strategy was devised using statistical techniques. Random micrographs were taken from each admixed PM steels’ samples and the volume fractions of different prior particle boundaries were measured.
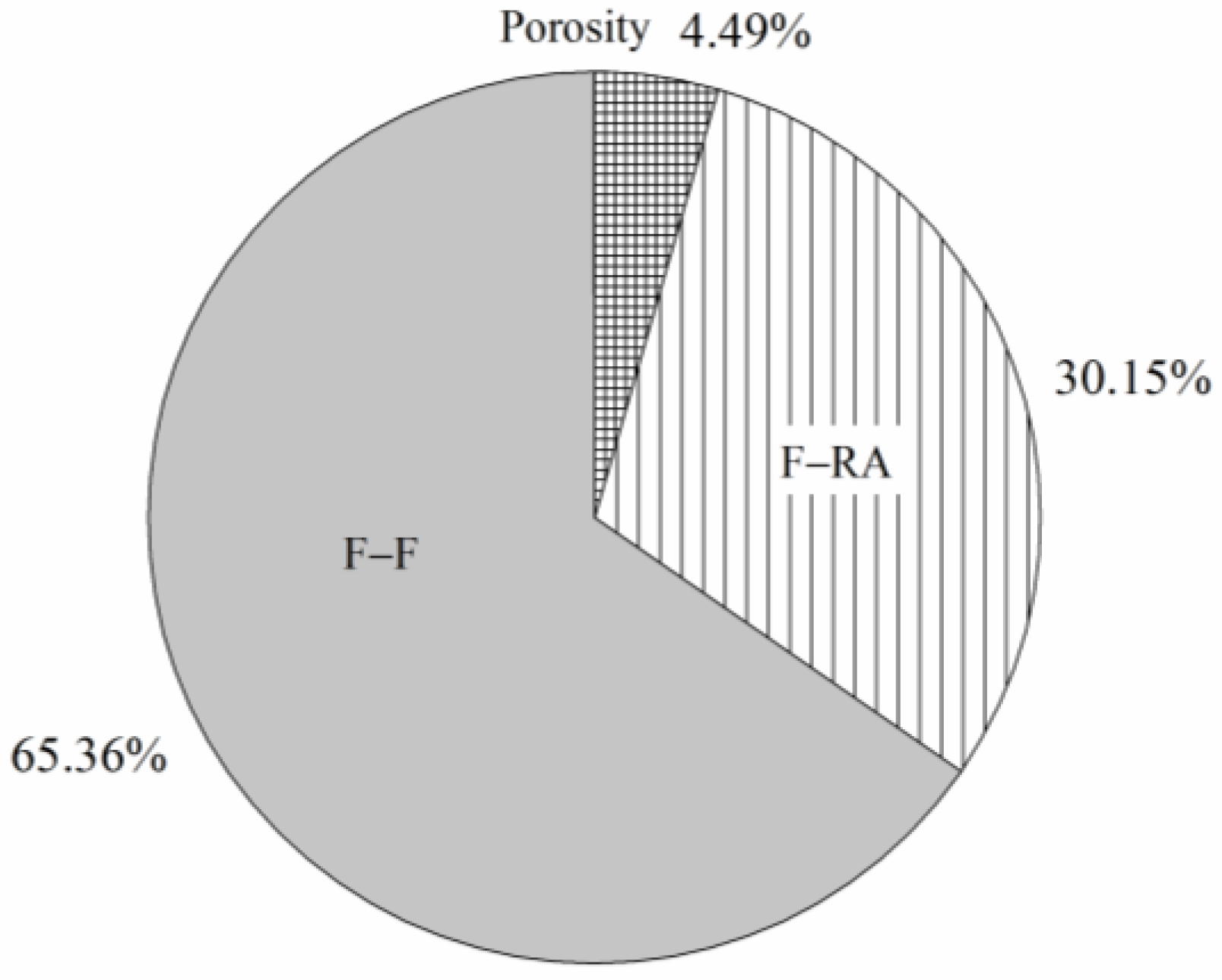
Figure 14 shows a pie chart of the present prior particle boundaries in the admixed PM steels series. This chart shows the probability of the presence of different phases on the other side of the crack. It can be seen that the highest percentage of the prior particle boundaries (65.36%) is between Ni-rich ferritic regions, and 30% of the boundaries correspond to retained austenite and ferrite. Therefore, it can be said that the previous conclusions about the preferred crack path through the Ni-rich ferritic regions is valid due to the high possibility of the presence of the same phase on the other side of the crack.
Moreover, the amount of ferrite in the crack path will still be much larger than its amount in the bulk material even when considering the possibility of the presence of retained austenite in the other half.
Figure 14 also shows that 4.5% out of 6% porosity of the admixed PM steels are located on ferritic boundaries. This amount should be subtracted from the calculated amount of ferrite along the crack path to obtain the exact volume fraction of this phase. This means that the crack has passed through pores as well as the microstructural phases but this was not distinguishable when measuring the volume fraction of each phase along the crack path.
According to
Figure 5 and
Figure 9, it can be seen that at
R = 0.3 and 0.5 fatigue crack growth rate is almost the same for both PM steels even though the crack path is more deviated in the admixed series with a heterogeneous microstructure. In the admixed PM steel with a heterogeneous microstructure made of pearlite, retained austenite and Ni-rich ferrite, the latter phase is responsible for crack deviation, whereas in the homogeneous pearlitic microstructure of the pre-alloyed PM steel, it is the cementite lamellae that are causing the tortuous crack path. Having the same FCGs while having different degrees of crack tortuosity could be related either to the small difference in their degree of crack tortuosity and/or the fact that the crack deviation is not the only parameter affecting the fatigue crack propagation rate. It was previously reported that crack deflection increases the fatigue resistance of a material but its contribution is small [
30].
The reason for having the same FCGs in two microstructures with different crack path tortuosity is most likely related to the higher fatigue crack propagation rate in low strength Ni-rich ferrite compared to high strength pearlite. In other words, a fatigue crack propagated faster in Ni-rich ferrite with a more tortuous path and consequently the combination of these two caused the same fatigue crack growth rates as the one with a less tortuous crack path in pearlite with higher strength. Hence, inherent properties such as the strength of the microstructural phases in which the crack propagates should also be considered along with the crack path deviation. Higher fatigue crack growth rates in ferritic regions were also observed in a previous paper on the fatigue behavior of sinter-hardened PM steels [
27] as well as reported by Deng et al. [
20]. Therefore, care should be taken when selecting PM steels for applications where fatigue resistance is important. Chemistry as well as alloying strategy should be selected to minimize the formation of Ni-rich ferrite.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}