
Effects of Experimental Parameters on the Extraction of Silica and Carbonation of Blast Furnace Slag at Atmospheric Pressure in Low-Concentration Acetic Acid

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Characterization
2.2. Leaching Experiments
2.3. Separation of Silica
2.4. Carbonation Experiments
3. Results and Discussion
3.1. Characterization of BFS
3.2. Optimization of Leaching Parameters
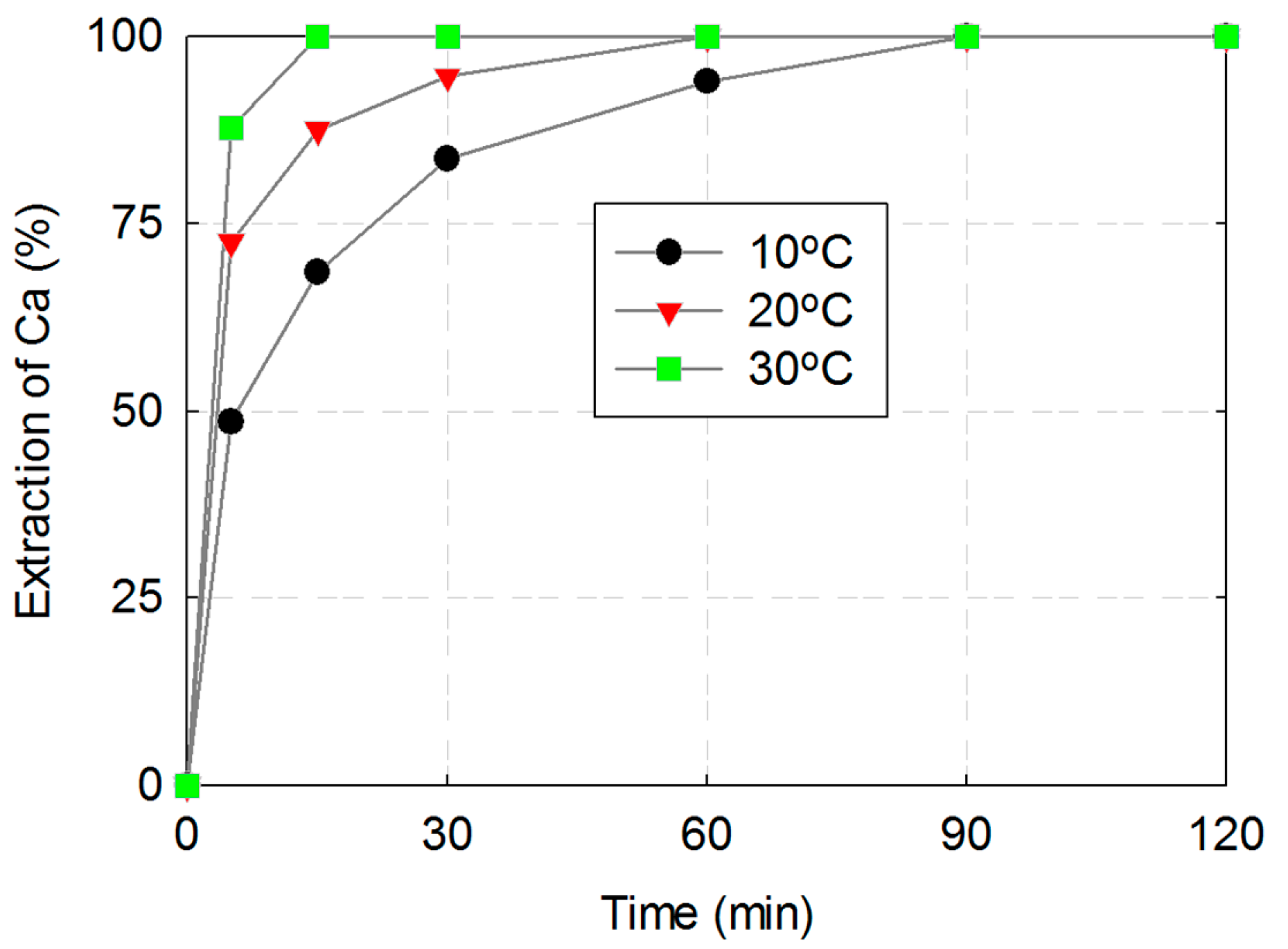
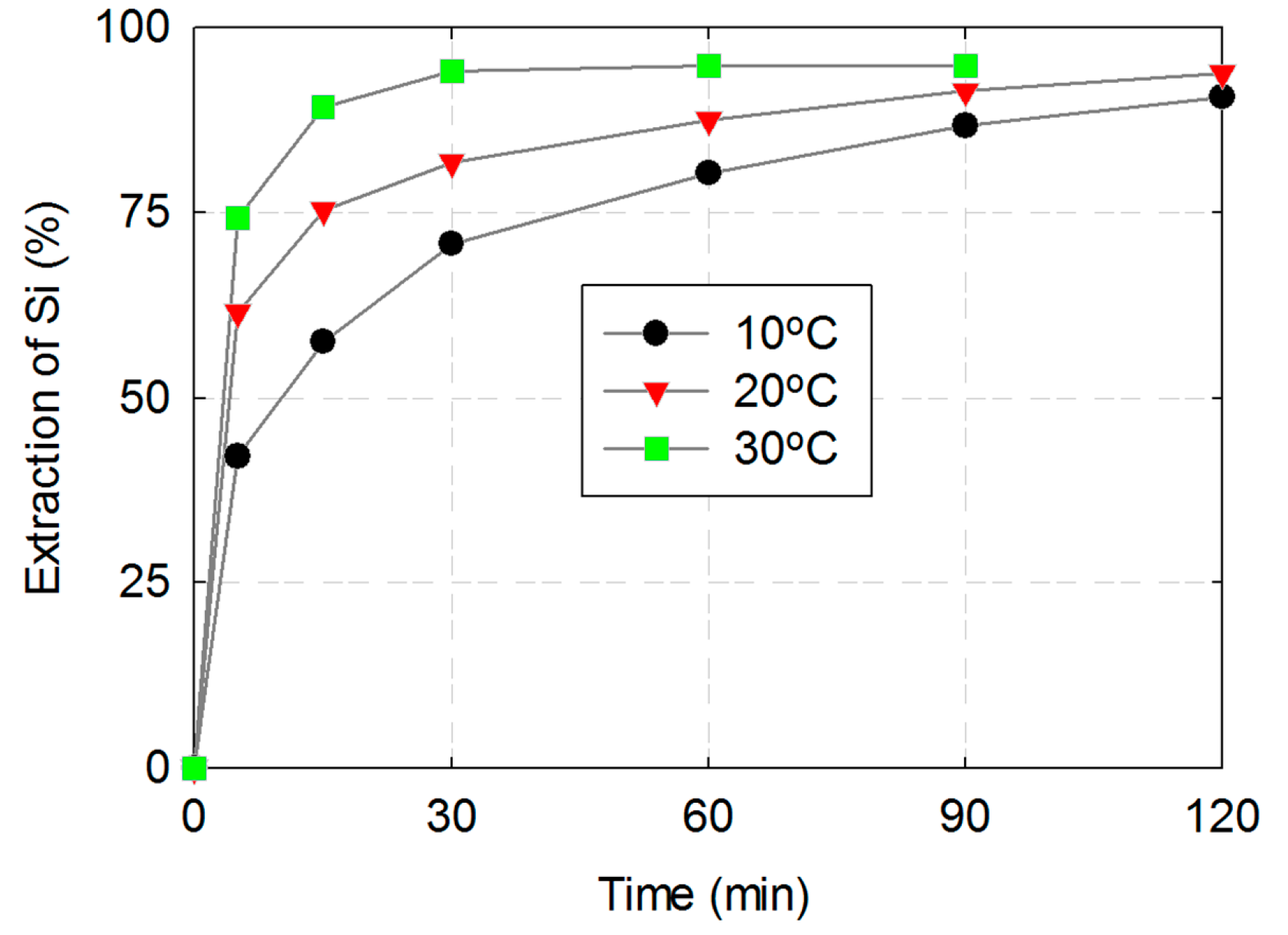
- The dissolution process is so fast that it completes in a few minutes with an exothermic nature.
- The solubility of slag, and especially the extraction of Ca, decreased with increasing temperature.
- The removal of silicon was much easier at higher temperatures of 70 °C and 80 °C.
- A high concentration of acetic acid (i.e., 33 wt %) and a temperature of 70 °C were found to be the optimal conditions for the removal of the silicon-rich gel and the extraction of Ca.
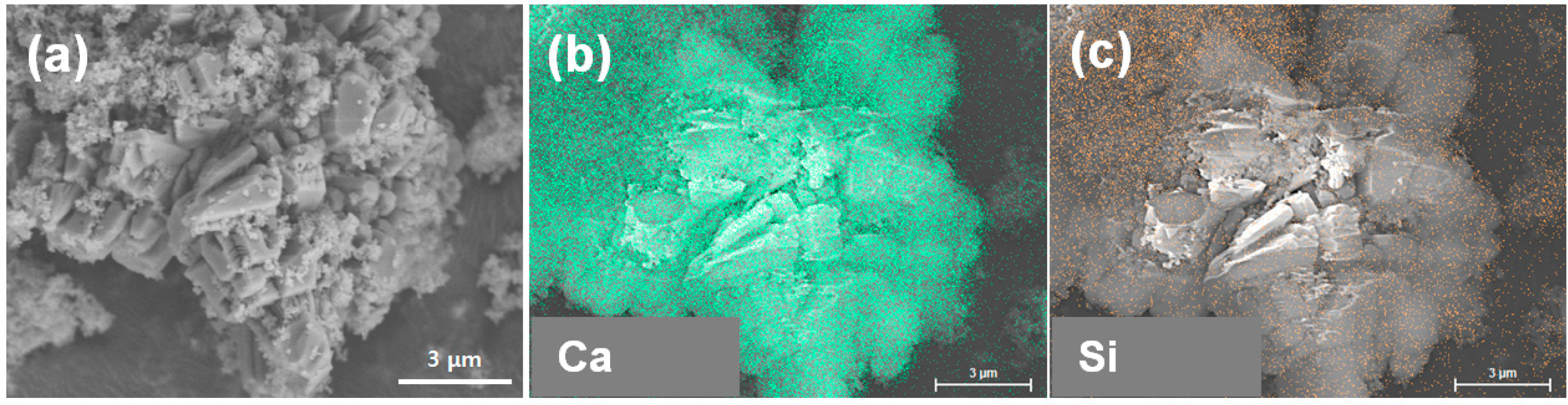
3.3. Post-Leaching Separation of Silica
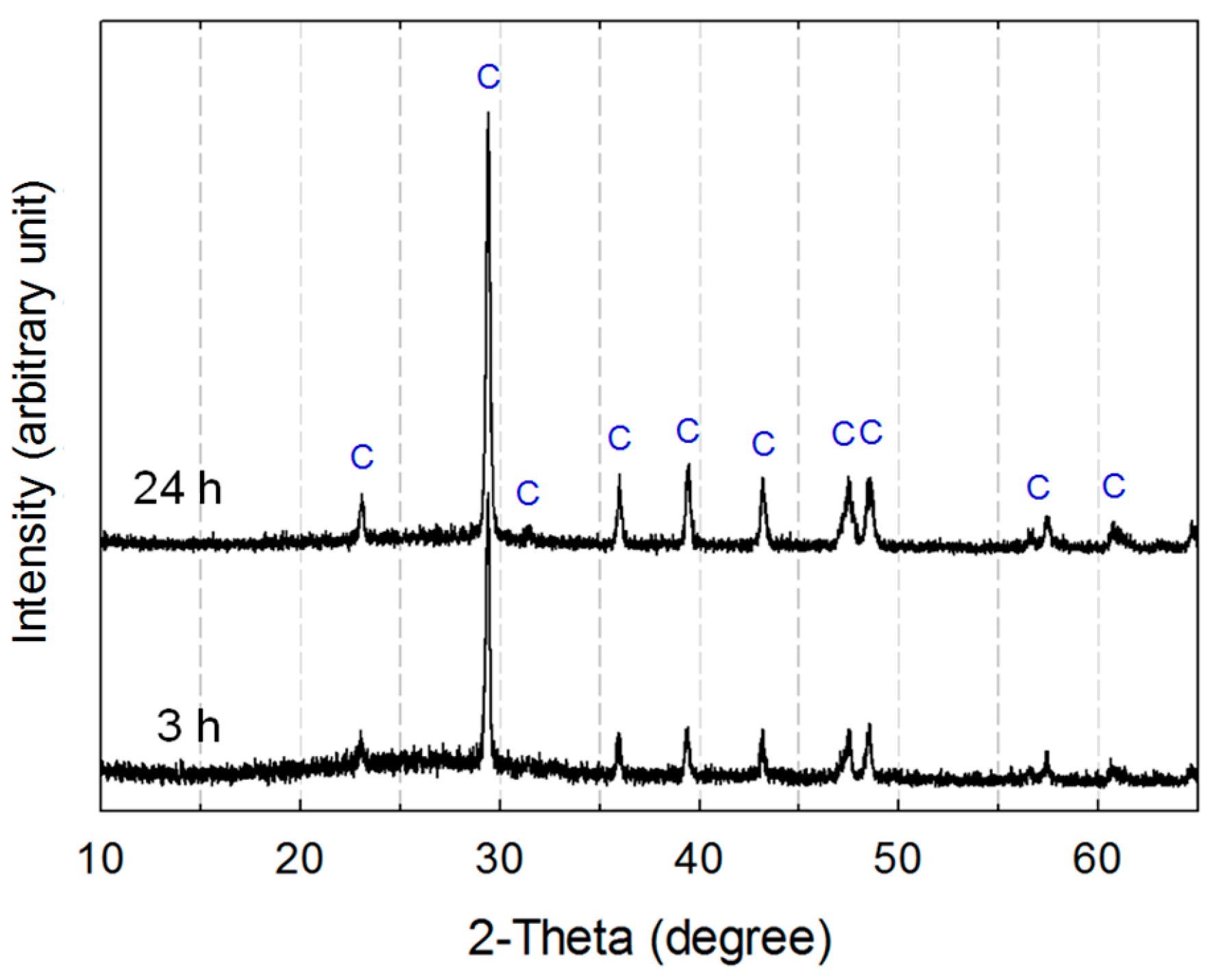
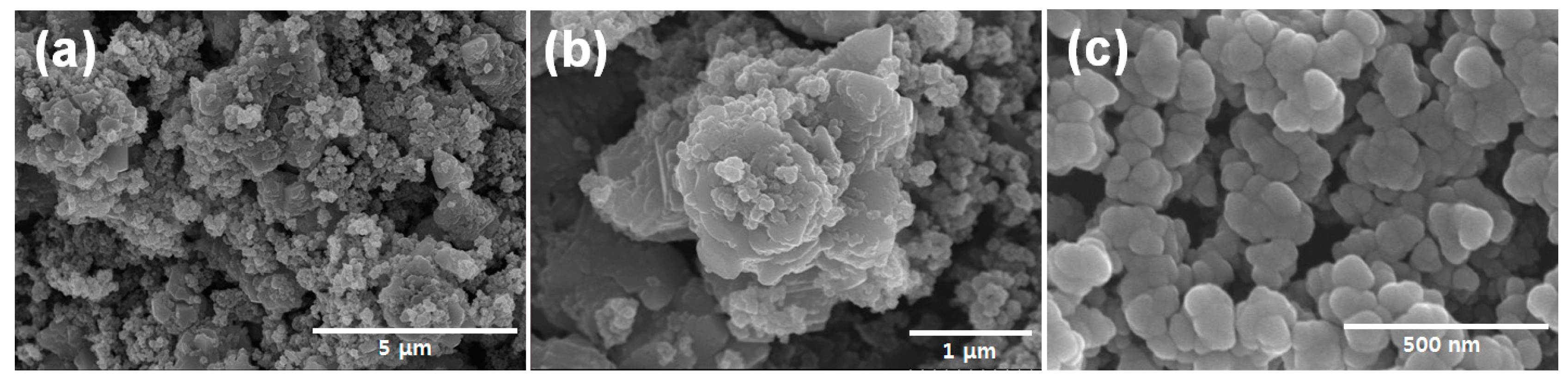
3.4. Carbonation of BFS
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Seggiani, M.; Vitolo, S. Recovery of silica gel from blast furnace slag. Resour. Conserv. Recycl. 2003, 40, 71–80. [Google Scholar] [CrossRef]
- Osborne, G.J. Durability of portland blast-furnace slag cement concrete. Cem. Concr. Compos. 1999, 21, 11–21. [Google Scholar] [CrossRef]
- Eloneva, S.; Said, A.; Fogelholm, C.-J.; Zevenhoven, R. Preliminary assessment of a method utilizing carbon dioxide and steelmaking slags to produce precipitated calcium carbonate. Appl. Energy 2012, 90, 329–334. [Google Scholar] [CrossRef]
- Seifritz, W. CO2 disposal by means of silicates. Nature 1990, 345, 486. [Google Scholar] [CrossRef]
- Huijgen, W.J.J.; Comans, R.N.J. Mineral CO2 sequestration by steel slag carbonation. Environ. Sci. Technol. 2005, 39, 9676–9682. [Google Scholar] [CrossRef] [PubMed]
- De Crom, K.; Chiang, Y.W.; Van Gerven, T.; Santos, R.M. Purification of slag-derived leachate and selective carbonation for high-quality precipitated calcium carbonate synthesis. Chem. Eng. Res. Des. 2015, 104, 180–190. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Salminen, J.; Fogelholm, C.-J.; Zevenhoven, R. Steel converter slag as a raw material for precipitation of pure calcium carbonate. Ind. Eng. Chem. Res. 2008, 47, 7104–7111. [Google Scholar] [CrossRef]
- Teir, S.; Eloneva, S.; Fogelholm, C.-J.; Zevenhoven, R. Dissolution of steelmaking slags in acetic acid for precipitated calcium carbonate production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Salminen, J.; Fogelholm, C.-J.; Zevenhoven, R. Fixation of CO2 by carbonating calcium derived from blast furnace slag. Energy 2008, 33, 1461–1467. [Google Scholar] [CrossRef]
- Macdowell, J.F.; Beall, G.H. Immiscibility and crystallization in A12O3-SiO2 glasses. J. Am. Ceram. Soc. 1969, 52, 17–25. [Google Scholar] [CrossRef]
- Razak, J.A.; Akil, H.M.; Ong, H. Effect of inorganic fillers on the flammability behavior of polypropylene composites. J. Thermoplast. Compos. Mater. 2007, 20, 195–205. [Google Scholar] [CrossRef]
- Cui, C.; Ding, H.; Cao, L.; Chen, D. Preparation of CaCO3-SiO2 composite with core-shell structure and its application in silicone rubber. Pol. J. Chem. Technol. 2015, 17, 128. [Google Scholar] [CrossRef]
- Kellermeier, M.; Cölfen, H.; García-Ruiz, J.M. Silica biomorphs: Complex biomimetic hybrid materials from “sand and chalk”. Eur. J. Inorg. Chem. 2012, 2012, 5123–5144. [Google Scholar] [CrossRef]
- Noorduin, W.L.; Grinthal, A.; Mahadevan, L.; Aizenberg, J. Rationally designed complex, hierarchical microarchitectures. Science 2013, 340, 832–837. [Google Scholar] [CrossRef] [PubMed]
- Terry, B. The acid decomposition of silicate minerals part II. Hydrometallurgical applications. Hydrometallurgy 1983, 10, 151–171. [Google Scholar] [CrossRef]
- Kazadi, D.M.; Groot, D.R.; Steenkamp, J.D.; Pöllmann, H. Control of silica polymerisation during ferromanganese slag sulphuric acid digestion and water leaching. Hydrometallurgy 2016, 166, 214–221. [Google Scholar] [CrossRef]
- Park, S.; Lee, M.-G.; Park, J. CO2 (carbon dioxide) fixation by applying new chemical absorption-precipitation methods. Energy 2013, 59, 737–742. [Google Scholar] [CrossRef]
- Puertas, F.; Fernández-Jiménez, A. Mineralogical and microstructural characterisation of alkali-activated fly ash/slag pastes. Cem. Concr. Compos. 2003, 25, 287–292. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Ohmichi, T.; Kamegawa, T.; Mori, K.; Yamashita, H. A novel conversion process for waste slag: Synthesis of a hydrotalcite-like compound and zeolite from blast furnace slag and evaluation of adsorption capacities. J. Mater. Chem. 2010, 20, 5052–5062. [Google Scholar] [CrossRef]
- Li, H.; Sun, H.; Tie, X.; Xiao, X. A new method to evaluate the hydraulic activity of Al-Si materials. Sci. China Technol. Sci. 2008, 51, 113–120. [Google Scholar] [CrossRef]
- Lehner, A.; Steinhoff, G.; Brandt, M.S.; Eickhoff, M.; Stutzmann, M. Hydrosilylation of crystalline silicon (111) and hydrogenated amorphous silicon surfaces: A comparative X-ray photoelectron spectroscopy study. J. Appl. Phys. 2003, 94, 2289–2294. [Google Scholar] [CrossRef]
- Fang, Y.; Li, L.; Xiao, Q.; Chen, X.M. Preparation and microwave dielectric properties of cristobalite ceramics. Ceram. Int. 2012, 38, 4511–4515. [Google Scholar] [CrossRef]
- McCann, N.; Phan, D.; Wang, X.; Conway, W.; Burns, R.; Attalla, M.; Puxty, G.; Maeder, M. Kinetics and mechanism of carbamate formation from CO2 (aq), carbonate species, and monoethanolamine in aqueous solution. J. Phys. Chem. 2009, 113, 5022–5029. [Google Scholar] [CrossRef] [PubMed]
- Wen, X.; Liu, Y.; Xu, Z.; Yang, J.; Pi, P.; Cai, Z.; Cheng, J.; Yang, Z. Mechano-chemical preparation and application of mulberry-like CaCO3/SiO2 composite particles in superhydrophobic films. Soft Mater. 2012, 10, 435–448. [Google Scholar] [CrossRef]
- Vučak, M.; Perić, J.; Pons, M.N.; Chanel, S. Morphological development in calcium carbonate precipitation by the ethanolamine process. Powder Technol. 1999, 101, 1–6. [Google Scholar] [CrossRef]
- Lakshtanov, L.Z.; Stipp, S.L.S. Interaction between dissolved silica and calcium carbonate: 1. Spontaneous precipitation of calcium carbonate in the presence of dissolved silica. Geochim. Cosmochim. Acta 2010, 74, 2655–2664. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | Al2O3 | MgO | Fe2O3 | Ti2O | K2O | MnO | Na2O | P2O5 |
| 43.4 | 37.7 | 13.4 | 3.82 | 1.33 | 0.33 | 0.24 | 0.23 | 0.18 | 0.02 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, K.; Park, S.; Kim, W.; Jeon, C.W.; Ahn, J.-W. Effects of Experimental Parameters on the Extraction of Silica and Carbonation of Blast Furnace Slag at Atmospheric Pressure in Low-Concentration Acetic Acid. Metals 2017, 7, 199. https://doi.org/10.3390/met7060199
Song K, Park S, Kim W, Jeon CW, Ahn J-W. Effects of Experimental Parameters on the Extraction of Silica and Carbonation of Blast Furnace Slag at Atmospheric Pressure in Low-Concentration Acetic Acid. Metals. 2017; 7(6):199. https://doi.org/10.3390/met7060199
Chicago/Turabian StyleSong, Kyungsun, Sangwon Park, Wonbaek Kim, Chi Wan Jeon, and Ji-Whan Ahn. 2017. "Effects of Experimental Parameters on the Extraction of Silica and Carbonation of Blast Furnace Slag at Atmospheric Pressure in Low-Concentration Acetic Acid" Metals 7, no. 6: 199. https://doi.org/10.3390/met7060199
APA StyleSong, K., Park, S., Kim, W., Jeon, C. W., & Ahn, J. -W. (2017). Effects of Experimental Parameters on the Extraction of Silica and Carbonation of Blast Furnace Slag at Atmospheric Pressure in Low-Concentration Acetic Acid. Metals, 7(6), 199. https://doi.org/10.3390/met7060199