Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line


Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
3.1. Wire Fretting Running Characteristics
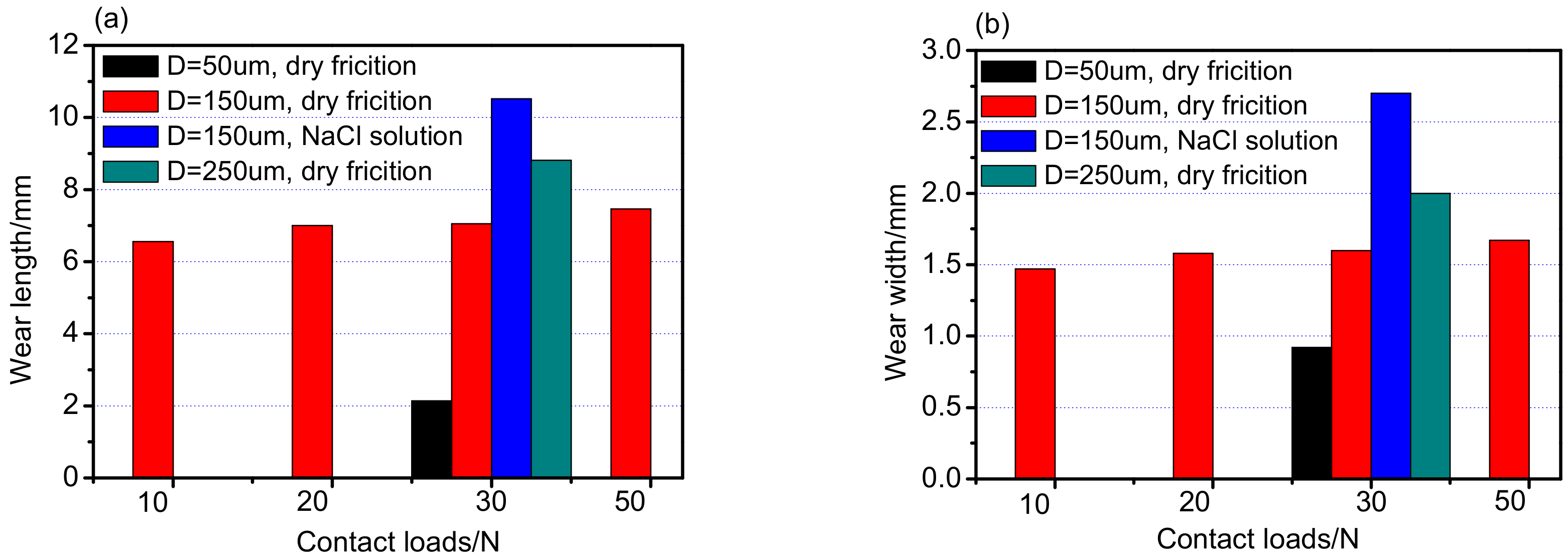
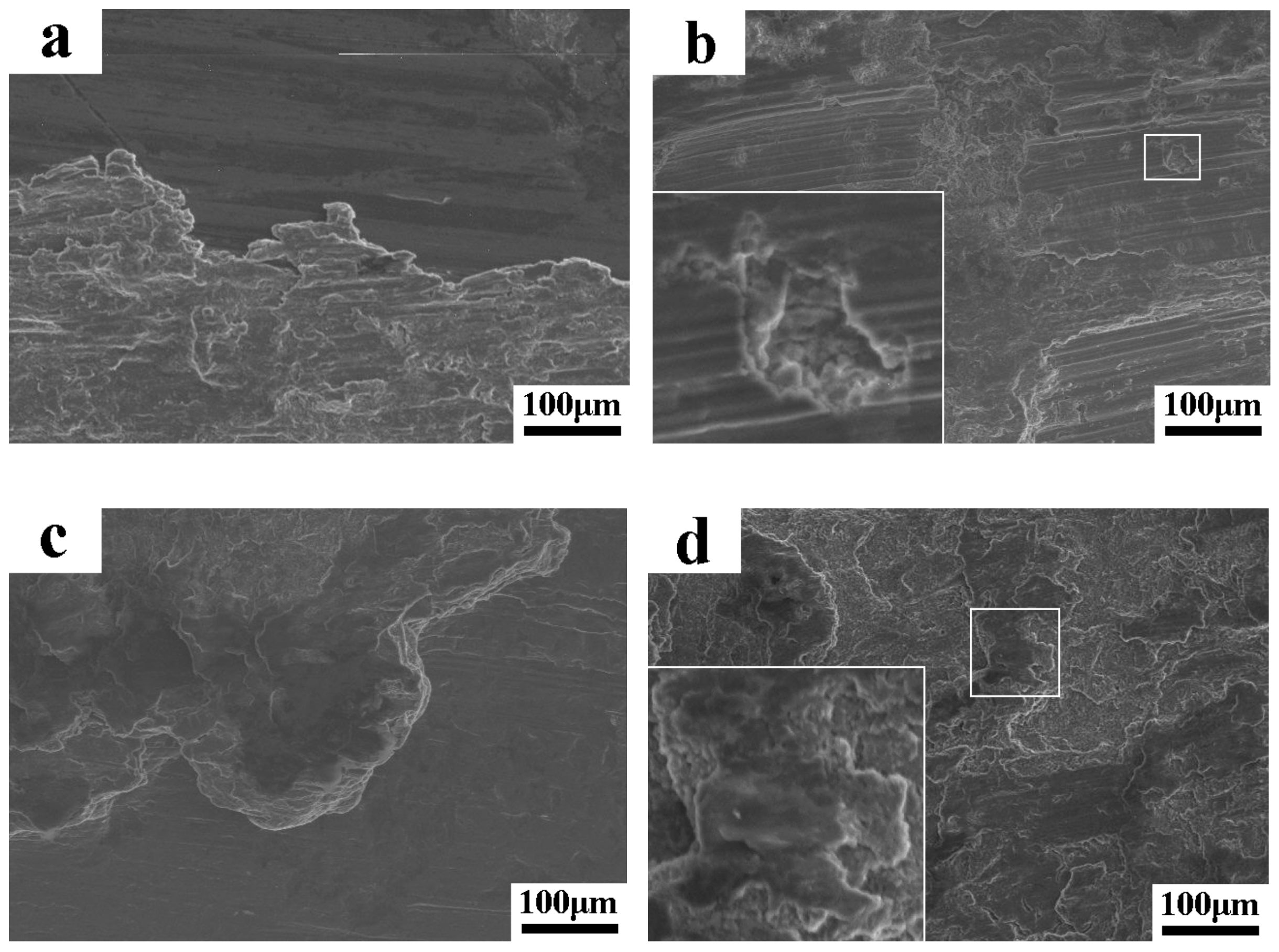
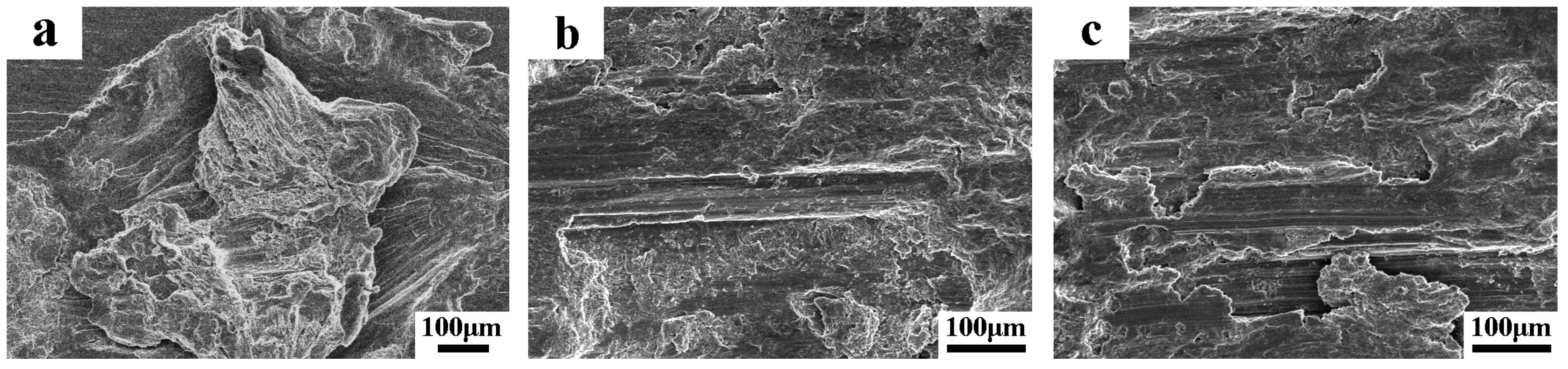
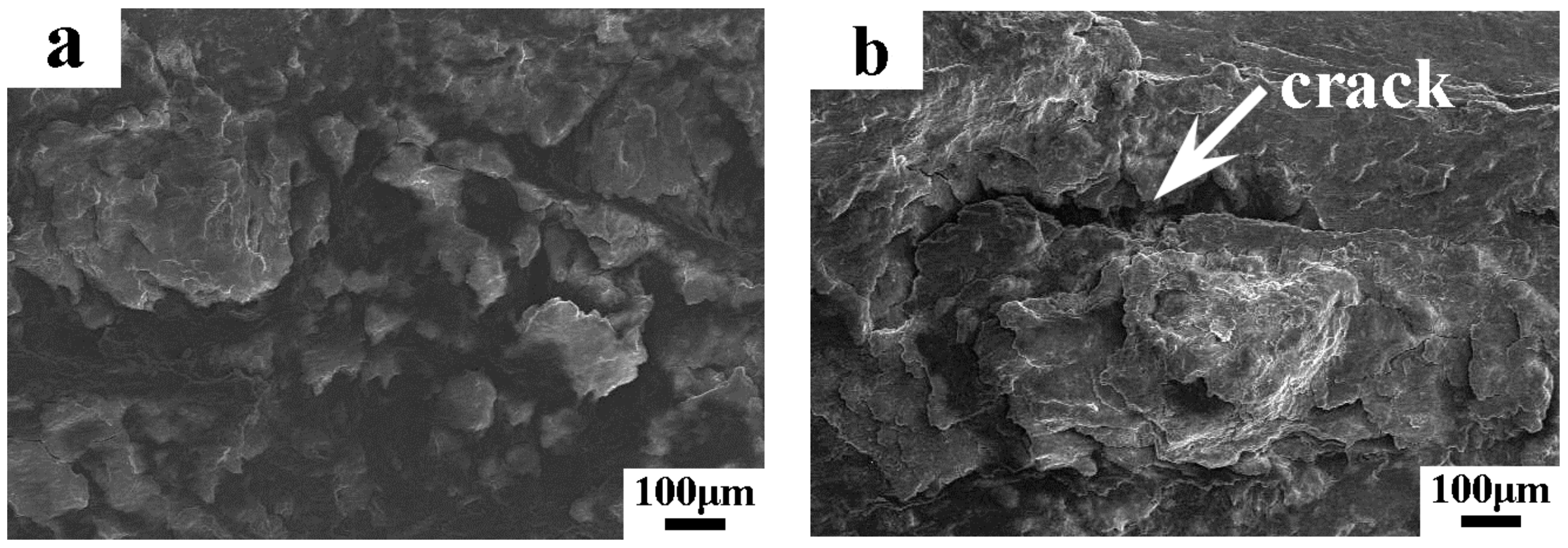
3.2. Wear Damage
3.3. Fretting Wear Mechanism
4. Conclusions
- (1)
- With increasing contact load, the running regime of Al wires changes from a gross slip regime to a mixed regime more quickly. With increasing amplitudes, gross slip regimes are more dominant under 30 N contact loads.
- (2)
- The corrosive medium has a certain influence on the fretting transition phase. The maximum friction force is relatively smaller in the NaCl solution than in the dry friction environment. At a contact load of 30 N, maximum friction force in the NaCl solution decreases from 58.4 N (102 cycles) to 31.7 N, but the wear damage is more serious.
- (3)
- Abrasive wear and adhesive wear are the main fretting wear mechanisms in the dry friction environments whereas abrasive wear and fatigue damage can be found in the NaCl solution.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kalombo, R.B.; Pestana, M.S.; Ferreira, J.L.A.; da Silva, C.R.M.; Araújo, J.A. Influence of the catenary parameter (H/w) on the fatigue life of overhead conductors. Tribol. Int. 2017, 108, 141–149. [Google Scholar] [CrossRef]
- Kalombo, R.B.; Araújo, J.A.; Ferreira, J.L.A.; da Silva, C.R.M.; Alencar, R.; Capra, A.R. Assessment of the fatigue failure of an All Aluminium Alloy Cable (AAAC) for a 230 kV transmission line in the Center-West of Brazil. Eng. Fail. Anal. 2016, 61, 77–87. [Google Scholar] [CrossRef]
- Fadel, A.A.; Rosa, D.; Murça, L.B.; Araújo, J.A. Effect of high mean tensile stress on the fretting fatigue life of an Ibis steel reinforced aluminium conductor. Int. J. Fatigue 2012, 42, 24–34. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Henriques, A.M.D.; Pulino Filho, A.R.; Ferreira, J.L.A.; Araújo, J.A. Fretting fatigue in overhead conductors: Rig design and failure analysis of a Grosbeak aluminium cable steel reinforced conductor. Eng. Fail. Anal. 2009, 16, 136–151. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Cescon, T. Failure analysis of aluminum cable steel reinforced (ACSR) conductor of the transmission line crossing the Paraná River. Eng. Fail. Anal. 2002, 9, 645–664. [Google Scholar] [CrossRef]
- Aggarwal, R.K.; Johns, A.T.; Jayasinghe, J.A.S.B.; Su, W. An overview of the condition monitoring of overhead lines. Electr. Power Syst. Res. 2000, 53, 15–22. [Google Scholar] [CrossRef]
- Hur, J.; Kim, K. Investigation on friction and wear of cold rolled high strength steel against an AISI52100 counterpart. Metals 2017, 7, 90. [Google Scholar] [CrossRef]
- Noraphaiphipaksa, N.; Manonukul, A.; Kanchanomai, C. Fretting fatigue with cylindrical-on-flat contact: Crack nucleation, crack path and fatigue life. Materials 2017, 10, 155. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Z.R.; Goudreau, S.; Fiset, M.; Cardou, A. Single wire fretting fatigue tests for electrical conductor bending fatigue evaluation. Wear 1995, 181, 537–543. [Google Scholar] [CrossRef]
- Zhou, Z.R.; Fiset, M.; Cardou, A.; Cloutier, L.; Goudreau, S. Effect of lubricant in electrical conductor fretting fatigue. Wear 1995, 189, 51–57. [Google Scholar] [CrossRef]
- Chen, G.H.; Wang, X.; Wang, J.Q.; Liu, J.J.; Zhang, T.; Tang, W.M. Damage investigation of the aged aluminium cable steel reinforced (ACSR) conductors in a high-voltage transmission line. Eng. Fail. Anal. 2012, 19, 13–21. [Google Scholar] [CrossRef]
- Zhang, D.K.; Feng, C.A.; Chen, K.; Wang, D.G.; Ni, X. Effect of broken wire on bending fatigue characteristics of wire ropes. Int. J. Fatigue 2017, 103, 456–465. [Google Scholar] [CrossRef]
- Zhang, D.K.; Chen, K.; Zhang, X. Comparison of the thermophysical properties, microstructures, and frictional behavior of lining materials used in mine hoists. Wear 2016, 354, 1–9. [Google Scholar] [CrossRef]
- Zhang, D.K.; Geng, H.; Zhang, Z.F.; Wang, D.G.; Wang, S.Q.; Ge, S.R. Investigation on the fretting fatigue behaviors of steel wires under different strain ratios. Wear 2013, 303, 334–342. [Google Scholar] [CrossRef]
- Zhang, D.K.; Chen, K.; Jia, X.F.; Wang, D.G.; Wang, S.Q.; Luo, Y.; Ge, S.R. Bending fatigue behaviour of bearing ropes working around pulleys of different materials. Eng. Fail. Anal. 2013, 33, 37–47. [Google Scholar] [CrossRef]
- Zhang, D.K.; Shen, Y.; Xu, L.M.; Ge, S.R. Fretting wear behaviors of steel wires in coal mine under different corrosive mediums. Wear 2011, 271, 866–874. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, J.X.; Dai, N.W.; Qin, P.; Attar, H.; Zhang, L.-C. Corrosion Behaviour of Selective Laser Melted Ti-TiB Biocomposite in Simulated Body Fluid. Electrochim. Acta 2017, 232, 89–97. [Google Scholar] [CrossRef]
- Dai, N.W.; Chen, Q.M.; Zhang, J.X.; Zhang, X.; Ni, Q.Z.; Jiang, Y.M.; Li, J. The corrosion behavior of steel exposed to a DC electric field in the simulated wet-dry cyclic environment. Mater. Chem. Phys. 2017, 192, 190–197. [Google Scholar] [CrossRef]
- Hoseinieh, S.M.; Homborg, A.M.; Shahrabi, T.; Mol, J.M.C.; Ramezanzadeh, B. A Novel Approach for the Evaluation of Under Deposit Corrosion in Marine Environments Using Combined Analysis by Electrochemical Impedance Spectroscopy and Electrochemical Noise. Electrochim. Acta 2016, 217, 226–241. [Google Scholar] [CrossRef]
- Otieno, M.; Beushausen, H.; Alexander, M. Chloride-induced corrosion of steel in cracked concrete—Part I: Experimental studies under accelerated and natural marine environments. Cem. Concr. Res. 2016, 79, 373–385. [Google Scholar] [CrossRef]
- Dai, N.W.; Zhang, L.-C.; Zhang, J.X.; Chen, Q.M.; Wu, M.L. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros. Sci. 2016, 102, 484–489. [Google Scholar] [CrossRef]
- Sambyal, P.; Ruhi, G.; Dhawan, R.; Dhawan, S.K. Designing of smart coatings of conducting polymer poly (aniline-co-phenetidine)/SiO2 composites for corrosion protection in marine environment. Surf. Coat. Technol. 2016, 303, 362–371. [Google Scholar] [CrossRef]
- Dai, N.W.; Zhang, L.-C.; Zhang, J.X.; Zhang, X.; Ni, Q.Z.; Chen, Y.; Wu, M.L.; Yang, C. Distinction in corrosion resistance of selective laser melted Ti-6Al-4V alloy on different planes. Corros. Sci. 2016, 111, 703–710. [Google Scholar] [CrossRef]
- Caines, S.; Khan, F.; Shirokoff, J.; Qiu, W. Experimental design to study corrosion under insulation in harsh marine environments. J. Loss Prev. Process Ind. 2015, 33, 39–51. [Google Scholar] [CrossRef]
- Guo, A.X.; Li, H.T.; Ba, X.; Guan, X.C.; Li, H. Experimental investigation on the cyclic performance of reinforced concrete piers with chloride-induced corrosion in marine environment. Eng. Struct. 2015, 105, 1–11. [Google Scholar] [CrossRef]
- Wasim, M.; Hussain, R.R. Passive film formation and corrosion initiation in lightweight concrete structures as compared to self compacting and ordinary concrete structures at elevated temperature in chloride rich marine environment. Constr. Build. Mater. 2015, 78, 144–152. [Google Scholar] [CrossRef]
- Lu, Z.; Wang, P.; Zhang, D. Super-hydrophobic film fabricated on aluminium surface as a barrier to atmospheric corrosion in a marine environment. Corros. Sci. 2015, 91, 287–296. [Google Scholar] [CrossRef]
- Dai, N.W.; Zhang, J.; Chen, Y.; Zhang, L.C. Heat treatment degrading the corrosion resistance of selective laser melted Ti-6Al-4V alloy. J. Electrochem. Soc. 2017, 164, C428–C434. [Google Scholar] [CrossRef]
- Ilo, K.C.; Derby, E.J.; Whittaker, R.K.; Blunn, G.W.; Skinner, J.A.; Hart, A.J. Fretting and Corrosion Between a Metal Shell and Metal Liner May Explain the High Rate of Failure of R3 Modular Metal-on-Metal Hips. J. Arthroplast. 2017, 32, 1679–1683. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Yang, B.B.; Lu, Y.H.; Xin, L.; Wang, Z.H.; Shoji, T. The effect of normal force on fretting corrosion behavior of Inconel 690 in 3.5% sodium chloride. Mater. Charact. 2017, 131, 224–233. [Google Scholar] [CrossRef]
- Sawada, T.; Schille, C.; Almadani, A.; Geis-Gerstorfer, J. Fretting Corrosion Behavior of Experimental Ti-20Cr Compared to Titanium. Materials 2017, 10, 194. [Google Scholar] [CrossRef] [PubMed]
- Sato, Y.; Iwabuchi, A.; Uchidate, M.; Yashiro, H. Dynamic corrosion properties of impact–fretting wear in high-temperature pure water. Wear 2015, 330–331, 182–192. [Google Scholar] [CrossRef]
- Bryant, M.; Farrar, R.; Freeman, R.; Brummitt, K.; Newille, A. Fretting corrosion characteristics of polished collarless tapered stems in a simulated biological environment. Tribol. Int. 2013, 65, 105–112. [Google Scholar] [CrossRef]
- Swaminathan, V.; Gilbert, J.L. Fretting corrosion of CoCrMo and Ti6Al4V interfaces. Biomaterials 2012, 33, 5487–5503. [Google Scholar] [CrossRef] [PubMed]
- Vera, R.; Delgado, D.; Rosales, B.M. Effect of atmospheric pollutants on the corrosion of high power electrical conductors: Part 1. Aluminium and AA6201 alloy. Corros. Sci. 2006, 48, 2882–2900. [Google Scholar] [CrossRef]
- GB/T 1179-2008. Round Wire Concentric Lay Overhead Electrical Wired Conductors (IEC 61089: 1991, MOD); Standardization Administration of the People’s Republic of China: Beijing, China, 2008; pp. 1–36.
- GB/T 17048-2009. Hard-Drawn Aluminium Wire for Overhead Line Conductors (IEC 60889: 1987); Standardization Administration of the People’s Republic of China: Beijing, China, 2009; pp. 1–5.
- Yuan, X.J.; Zhang, J.X.; Chen, Q.M.; Tan, T.; Ma, X.C. Electrochemical process of Zn electrode covered with thin electrolyte layer under external electric field. Corros. Sci. Protect. Technol. China 2014, 26, 197–204. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | 100 | 101 | 102 | 103 | 104 | 105 |
|---|---|---|---|---|---|---|
| Fn = 10 N, D = 150 μm, dry friction | S | S | S | S | S | S |
| Fn = 20 N, D = 150 μm, dry friction | S | S | S | M | M | S |
| Fn = 30 N, D = 150 μm, dry friction | S | S | M | S | S | S |
| Fn = 50 N, D = 150 μm, dry friction | S | M | M | M | M | M |
| Fn = 30 N, D = 50 μm, dry friction | S | S | P | P | P | P |
| Fn = 30 N, D = 250 μm, dry friction | S | S | S | S | S | S |
| Fn = 30 N, D = 150 μm, NaCl solution | S | S | S | S | S | S |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, X.; Gao, L.; Zhang, J.; Zhang, L.-C. Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line. Metals 2017, 7, 373. https://doi.org/10.3390/met7090373
Ma X, Gao L, Zhang J, Zhang L-C. Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line. Metals. 2017; 7(9):373. https://doi.org/10.3390/met7090373
Chicago/Turabian StyleMa, Xingchi, Lei Gao, Junxi Zhang, and Lai-Chang Zhang. 2017. "Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line" Metals 7, no. 9: 373. https://doi.org/10.3390/met7090373
APA StyleMa, X., Gao, L., Zhang, J., & Zhang, L. -C. (2017). Fretting Wear Behaviors of Aluminum Cable Steel Reinforced (ACSR) Conductors in High-Voltage Transmission Line. Metals, 7(9), 373. https://doi.org/10.3390/met7090373