Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Astmsteel, Hot Work Steel Comparison: H13 vs 1.2344 vs SKD61. Available online: http://www.astmsteel.com/steel-knowledge/hot-work-steel-h13-1-2344-skd61/ (accessed on 27 November 2018).
- Sander, J.; Hufenbach, J.; Giebeler, L.; Wendrock, H.; Kuhn, U.; Eckert, J. Microstructure and properties of FeCrMoVC tool steel produced by selective laser melting. Mater. Des. 2016, 89, 335–341. [Google Scholar] [CrossRef]
- Nguyen, V.L.; Kim, E.A.; Lee, S.R.; Yun, J.C.; Choe, J.H.; Yang, D.Y.; Lee, H.S.; Lee, C.W.; Yu, J.H. Evaluation of strain-rate sensitivity of selective laser melted H13 tool steel using nanoindentation tests. Metals 2018, 8, 589. [Google Scholar] [CrossRef]
- Yu, J.H.; Yang, D.Y.; Lee, H.S.; Kim, S.W.; Yang, S.S.; Lim, T.S.; Lee, C.W. Characteristics of SLM printed SKD61 alloy by using of gas atomized spherical powders. KSME Spring Conf. 2016, 1143–1144. [Google Scholar]
- Dirk, H.; Vanessa, S.; Eric, W.; Claus, E. Additive manufacturing of metals. Acta Mater. 2016, 117, 1–22. [Google Scholar]
- Gu, D.D.; Meiners, W.; Wissenbach, W.; Proprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Geldart, D.; Abdullah, E.C.; Hassnapour, A.; Nwoke, L.C.; Wouters, I. Characterization of powder flowability using measurement of angle of repose. China Particuol. 2006, 4, 104–107. [Google Scholar] [CrossRef]
- Duan, Z.; Pei, W.; Gong, X.; Chen, H. Superplasticity of annealed H13 steel. Materials 2017, 10, 870. [Google Scholar] [CrossRef] [PubMed]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composited: A review. Int. J. Mach. Tool Manu. 2018, 85–102. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Okulov, I.V.; Wendrock, H.; Bönisch, M.; Volegov, A.S.; Calin, M.; Eckert, J.; Dargusch, M.S. Nanoindentation and wear properties of Ti and Ti-TiB composite materials produced by selective laser melting. Mater. Sci. Eng. A 2017, 20–26. [Google Scholar] [CrossRef]
- Yun, J.; Choe, J.; Lee, H.; Kim, K.-B.; Yang, S.; Yang, D.-Y.; Kim, Y.-J.; Lee, C.-W.; Yu, J.-H. Mechanical Property Improvement of the H13 Tool Steel Sculptures built by Metal 3D Printing Process via Optimum Conditions. J. Korean Powder Metall. Inst. 2017, 24, 195–201. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Gu, S.T.; Chai, G.Z.; Wu, H.P.; Bao, Y.M. Characterization of local mechanical properties of laser-cladding H13-TiC composite coatings using nanoindentation and finite element analysis. Mater. Des. 2012, 39, 72–80. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Du, Y.; Liu, X.H.; Fu, B.; Shaw, T.M.; Lu, M.; Wassick, T.A.; Bonilla, G.; Lu, H. Creep characterization of solder bumps using nanoindentation. Mech. Time-Depend Mater. 2017, 21, 287–305. [Google Scholar] [CrossRef]
- Peykov, D.; Martin, E.; Chromik, R.R.; Gauvin, R.; Trudeau, M. Evaluation of strain rate sensitivity by constant load nanoindentation. J. Mater. Sci. 2012, 47, 7189–7200. [Google Scholar] [CrossRef]
- Hu, J.J.; Zhang, Y.S.; Sun, W.M.; Zhang, T.H. Nanoindentation-induced pile-up in the residual impression of crystalline Cu with different grain size. Crystals 2018, 8, 9. [Google Scholar] [CrossRef]
- Liu, C.Z.; Chen, J. Nanoindentation of lead-free solders in microelectronic packaging. Mater. Sci. Eng. A 2007, 448, 340–344. [Google Scholar] [CrossRef]
- Simchi, A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features. Mater. Sci. Eng. A 2006, 428, 148–158. [Google Scholar] [CrossRef]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M.M. Process Optimisation of Selective Laser Melting using Energy Density Model for Nickel-based Superalloys. Matter. Sci. Technol. 2016, 32, 657–662. [Google Scholar] [CrossRef]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
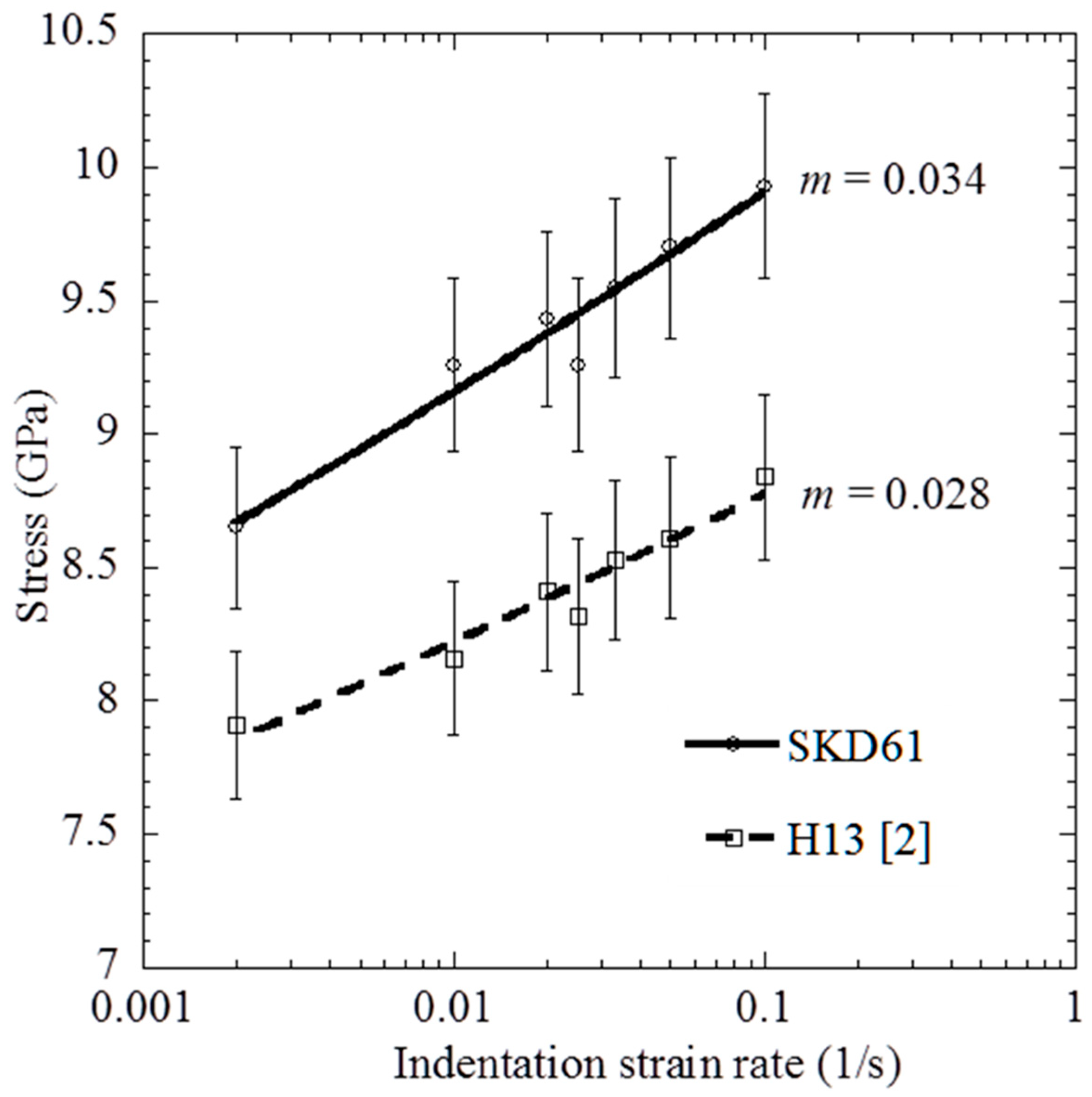
| Strain Rate (s−1) | Hardness (GPa) | |
|---|---|---|
| SKD61 | H13 [2] | |
| 0.002 | 8.65 | 7.91 |
| 0.01 | 9.26 | 8.16 |
| 0.02 | 9.43 | 8.41 |
| 0.025 | 9.26 | 8.32 |
| 0.033 | 9.55 | 8.53 |
| 0.05 | 9.70 | 8.61 |
| 0.1 | 9.93 | 8.84 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yun, J.; Nguyen, V.L.; Choe, J.; Yang, D.-Y.; Lee, H.-S.; Yang, S.; Yu, J.-H. Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels. Metals 2018, 8, 1032. https://doi.org/10.3390/met8121032
Yun J, Nguyen VL, Choe J, Yang D-Y, Lee H-S, Yang S, Yu J-H. Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels. Metals. 2018; 8(12):1032. https://doi.org/10.3390/met8121032
Chicago/Turabian StyleYun, Jaecheol, Van Luong Nguyen, Jungho Choe, Dong-Yeol Yang, Hak-Sung Lee, Sangsun Yang, and Ji-Hun Yu. 2018. "Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels" Metals 8, no. 12: 1032. https://doi.org/10.3390/met8121032
APA StyleYun, J., Nguyen, V. L., Choe, J., Yang, D. -Y., Lee, H. -S., Yang, S., & Yu, J. -H. (2018). Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels. Metals, 8(12), 1032. https://doi.org/10.3390/met8121032