Influence of Cryogenic Treatment on Wear Resistance and Microstructure of AISI A8 Tool Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
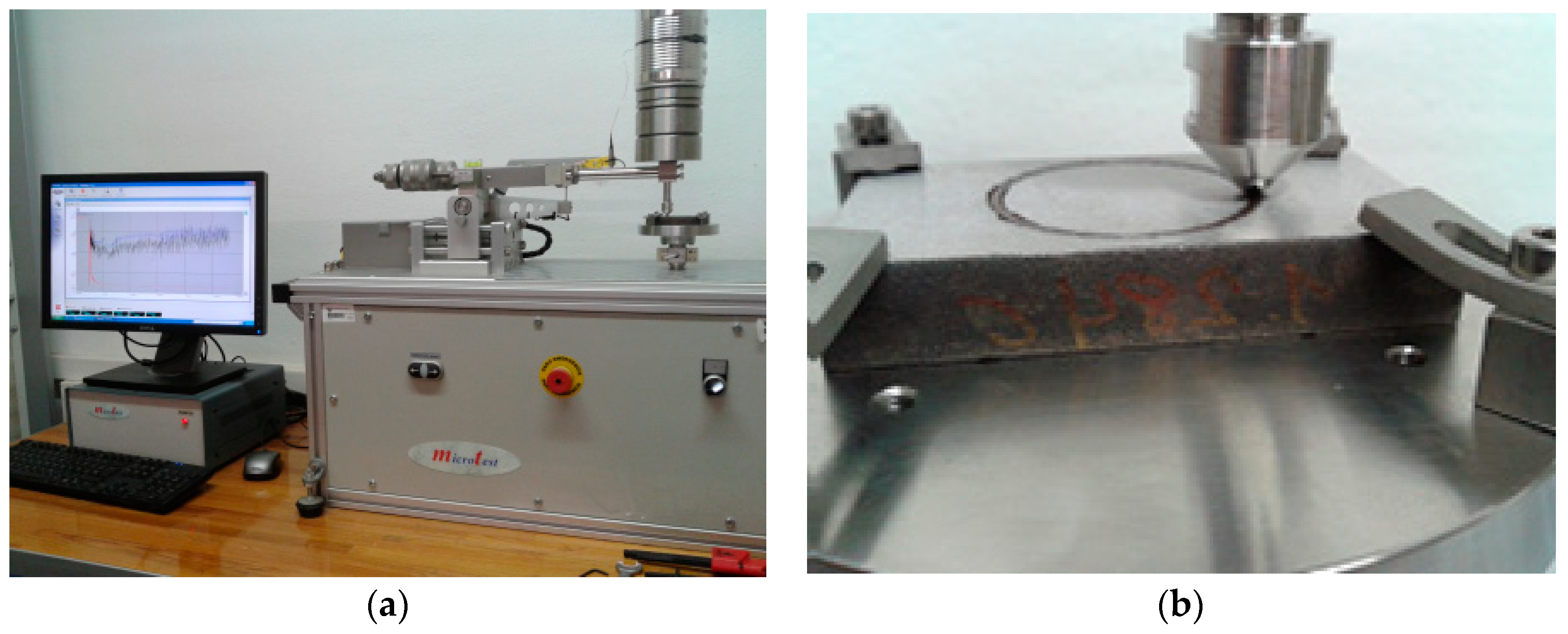
2.2. Wear Test
2.3. Microstructure
2.4. Internal Residual Stress
3. Results and Discussion
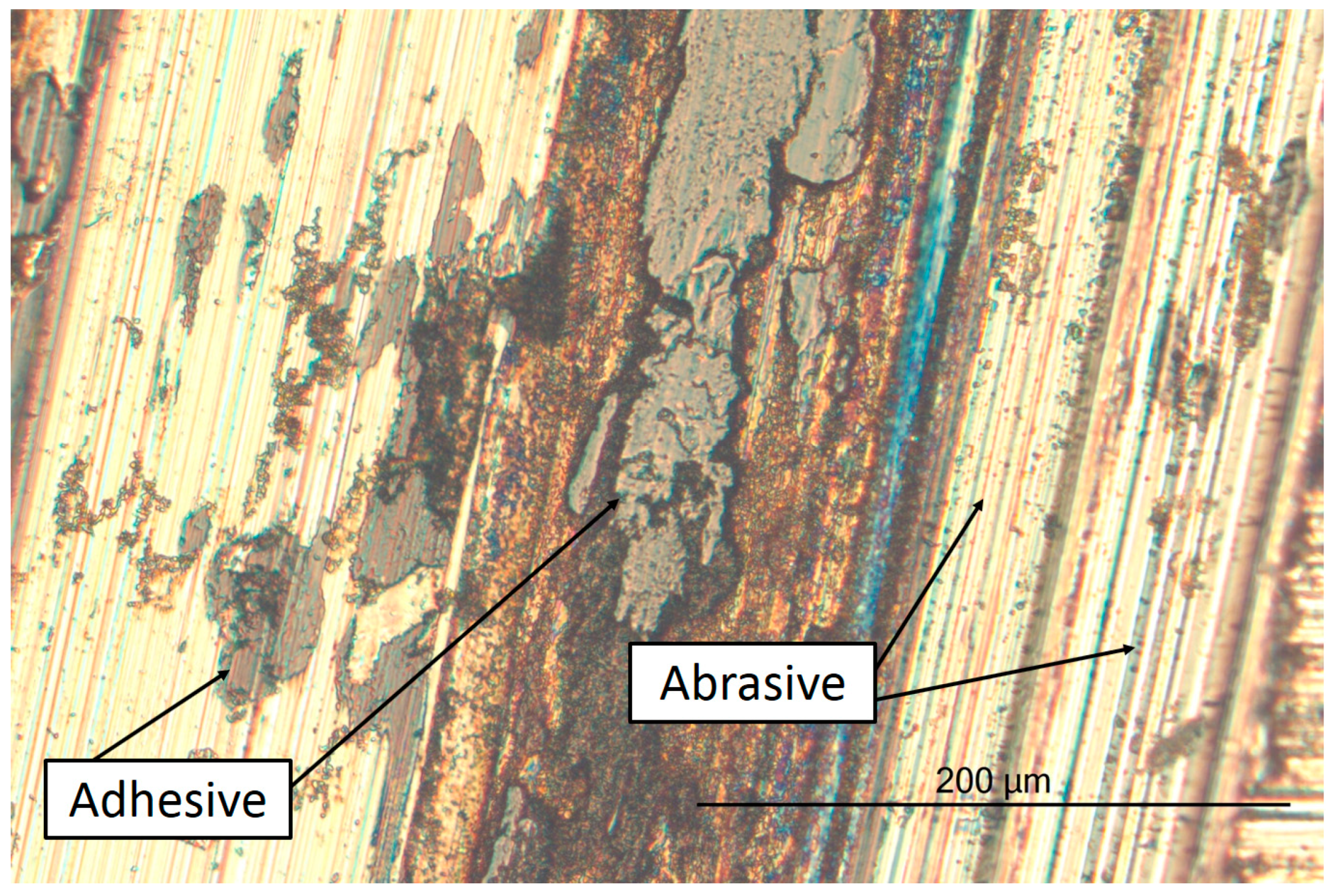
3.1. Wear
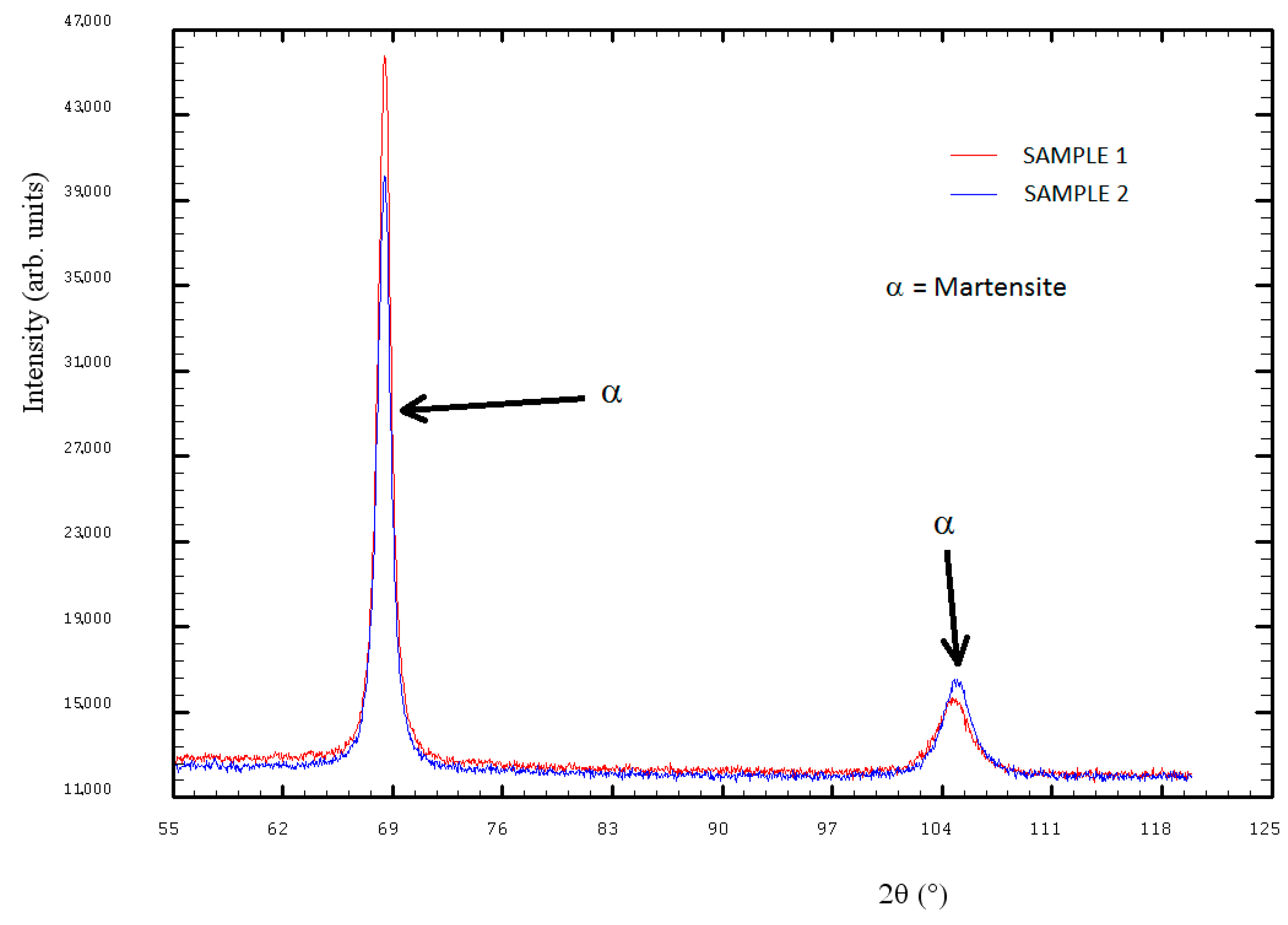
3.2. Microstructure
3.3. Carbide Distribution
3.4. Internal Stress
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Akincioğlu, S.; Gökkaya, H.; Uygur, I. A review of cryogenic treatment on cutting tools. Int. J. Adv. Manuf. Technol. 2015, 78, 1609–1627. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Deep Cryogenic Treatment: A Bibliographic Review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Collins, D.N.; Dormer, J. Deep cryogenic treatment of a D2 cold-worked tool steel. Heat Treat. Met. 1997, 3, 71–74. [Google Scholar]
- Barron, R.F. Cryogenic treatment of metals to improve wear resistance. Cryogenics 1982, 22, 409–413. [Google Scholar] [CrossRef]
- da Silva, F.J.; Franco, S.D.; Ezugwu, E.O.; Souza, A.M., Jr. Performance of cryogenically treated HSS tools. Wear 2006, 261, 674–685. [Google Scholar] [CrossRef]
- Mohan Lal, D.; Renganarayanan, S.; Kalanidhi, A. Cryogenic treatment to augment wear resistance of tool and die steels. Cryogenics 2001, 41, 149–155. [Google Scholar] [CrossRef]
- Huang, J.Y.; Zhu, Y.T.; Liao, X.Z.; Beyerlein, I.J.; Bourke, M.A.; Mitchell, T.E. Microstructure of cryogenic treated M2 tool steel. Mater. Sci. Eng. A 2003, 339, 241–244. [Google Scholar] [CrossRef]
- Akhbarizadeh, A.; Shafyei, A.; Golozar, M.A. Effects of cryogenic treatment on wear behavior of D6 tool steel. Mater. Des. 2009, 30, 3259–3264. [Google Scholar] [CrossRef]
- Meng, F.; Tagashira, K.; Sohma, H. Wear resistance and microstructure of cryogenic treated. Fe-1.4Cr-1C bearing steel. Scr. Metall. Mater. 1994, 31, 865–868. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Sub-zero treatments of AISI D2 steel: Part I. Microstructure and hardness. Mater. Sci. Eng. A 2010, 527, 2182–2193. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Influence of temperature of sub-zero treatments on the wear behaviour of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Bensely, A.; Venkatesh, S.; Mohan Lal, D.; Nagarajan, G.; Rajadurai, A.; Junik, K. Effect of cryogenic treatment on distribution of residual stress in case carburized En 353 steel. Mater. Sci. Eng. A 2008, 479, 229–235. [Google Scholar] [CrossRef]
- Oppenkowski, A.; Weber, S.; Theisen, W. Evaluation of factors influencing deep cryogenic treatment that affect the properties of tool steels. J. Mater. Process. Technol. 2010, 210, 1949–1955. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Inconsistent wear behaviour of cryotreated tool steels: Role of mode and mechanism. Mater. Sci. Technol. 2009, 25, 1249–1257. [Google Scholar] [CrossRef]
- Darwin, J.D.; Mohan Lal, D.; Nagarajan, G. Optimization of cryogenic treatment to maximize the wear resistance of 18% Cr martensitic stainless steel by Taguchi method. J. Mater. Process. Technol. 2008, 195, 241–247. [Google Scholar] [CrossRef]
- Molinari, A.; Pellizzari, M.; Gialanella, S.; Straffelini, G.; Stiasny, K.H. Effect of deep cryogenic treatment on the mechanical properties of tool steels. J. Mater. Process. Technol. 2001, 118, 350–355. [Google Scholar] [CrossRef]
- Meng, F.; Tagashira, T.; Azuma, R.; Sohma, H. Role of eta-carbide precipitations in the wear-resistance improvements of Fe-12Cr-Mo-V-1.4C tool steel by cryogenic treatment. ISIJ Int. 1994, 34, 205–210. [Google Scholar] [CrossRef]
- Pérez, M.; Belzunce, F.J. The effect of deep cryogenic treatments on the mechanical properties of an AISI H13 steel. Mater. Sci. Eng. 2015, 624, 32–40. [Google Scholar] [CrossRef]
- Preciado, M.; Bravo, P.M.; Cárdenas, D. Deep cryogenic treatment of HPDC AZ91 magnesium alloys prior to aging and its influence on alloy microstructure and mechanical properties. J. Mater. Process. Technol. 2017, 239, 297–302. [Google Scholar] [CrossRef]
- Dieringa, H. Influence of Cryogenic Temperatures on the Microstructure and Mechanical Properties of Magnesium Alloys: A Review. Metals 2017, 7, 38. [Google Scholar] [CrossRef]
- Li, H.; Tong, W.; Cui, J.; Zhang, H.; Chen, L.; Zuo, L. The influence of deep cryogenic treatment on the properties of high-vanadium alloy steel. Mater. Sci. Eng. A 2016, 662, 356–362. [Google Scholar] [CrossRef]
- Xu, L.Y.; Zhu, J.; Jing, H.Y.; Zhao, L.; Lv, X.Q.; Han, Y.D. Effects of deep cryogenic treatment on the residual stress and mechanical properties of electron-beam-welded Ti–6Al–4V joints. Mater. Sci. Eng. A 2016, 673, 503–510. [Google Scholar] [CrossRef]
- Wang, J.; Fu, R.; Li, Y.; Zhang, J. Effects of deep cryogenic treatment and low-temperature aging on the mechanical properties of friction-stir-welded joints of 2024-T351 aluminum alloy. Mater. Sci. Eng. A 2014, 609, 147–153. [Google Scholar] [CrossRef]
- Ramesh, S.; Bhuvaneswari, B.; Palani, G.S.; Lal, D.M.; Iyer, N.R. Effects on corrosion resistance of rebar subjected to deep cryogenic treatment. J. Mech. Sci. Technol. 2017, 31, 123–132. [Google Scholar] [CrossRef]
- Gong, X.; Wu, Z.; Zhao, F. Effect of Deep Cryogenic Treatment on the Microstructure and the Corrosion Resistance of AZ61 Magnesium Alloy Welded Joint. Metals 2017, 7, 179. [Google Scholar] [CrossRef]
- Koneshlou, M.; Meshinchi Asl, K.; Khomamizadeh, F. Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics 2011, 51, 55–61. [Google Scholar] [CrossRef]
- Katoch, S.; Sehgal, R.; Singh, V. Optimization of friction and wear characteristics of varied cryogenically treated hot die steel grade AISI-H13 under dry condition. Friction 2017, 5, 66–86. [Google Scholar] [CrossRef] [Green Version]
- Bhawar, V.; Khot, S.; Kattire, P.; Mehta, M.; Singh, R. Influence of Deep Cryogenic Treatment (DCT) on Thermo Mechanical Performance of AISI H13 Tool Steel. J. Mater. Sci. Chem. Eng. 2017, 5, 91–101. [Google Scholar] [CrossRef]
- Pillai, N.; Karthikeyan, R. Effect of Deep Cryogenic treatment on AISI A8 Tool steel & Development of Wear Mechanism maps using Fuzzy Clustering. IOP Conf. Ser. Mater. Sci. Eng. 2018, 346, 012006. [Google Scholar] [Green Version]
- Martínez, E.; Climent, V.; Toneu, X. Actas del VI Congreso Ibérico de Tribología-Ibertrib 2011; Universidad Rey Juan Carlos: Madrid, Spain, 2011; ISBN 978-84-694-5705-4. [Google Scholar]
- ASTM G99-05, Standard Test Method for Wear Testing with a Pin-On-Disk Apparatus; ASTM Book of Standards: West Conshohocken, PA, USA, 2010.
- Das, D.; Dutta, A.K.; Ray, K.K. Influence of varied cryotreatment on the wear behavior of AISI D2 steel. Wear 2009, 266, 297–3009. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B. Fiji: An open-source platform for biological-image analysis. Nat. Methods. 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed]
- Müller, P.; Macherauch, E. Das Sin2ψ Verfahren der röntgenographischen Spannungsmessung. Z. Angew. Phys. 1961, 13, 305–312. [Google Scholar]
- Fitzpatrick, M.E.; Fry, A.T.; Holdway, P.; Kandil, F.A.; Shackleton, J.; Suominen, L. Measurement Good Practice Guide No. 52, Determination of Residual Stresses by X-ray Diffraction—Issue 2; National Physical Laboratory Teddington: Middlesex, UK, 2005; pp. 1–68. ISSN 1744–3911. [Google Scholar]
- Vermeulen, A.C.; JCPDS-International Centre for Diffraction Data. An Elastic Constants Database and XEC Calculator for Use in XRD Residual Stress Analisys. Adv. X-ray Anal. 2001, 44, 128–133. [Google Scholar]
- MATLAB Release; The MathWorks, Inc.: Natick, MA, USA, 2014.
- Jimbert, P.; Iturrondobeitia, M.; Ibarretxe, J.; Fernandez-Martinez, R. Carbide distribution based on automatic image analysis for cryogenically treated tool steels. Mater. Tehnol. 2017, 51, 609–611. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | Cr | Ni | Mo | W | Hardness |
|---|---|---|---|---|---|---|---|---|
| AISI A8 | 0.5–0.6 | 0.5 | 0.75–1.1 | 4.75–5.5 | 0.3 | 1.15–1.65 | 1–1.5 | 48–57 (HRC) |
| Sample | Processing Sequences | |||
|---|---|---|---|---|
| 1 | Heat-treated at 1050 °C for 30 min followed by forced air quenching | Tempered at 500 °C for 90 min | Tempered at 500 °C for 90 min | |
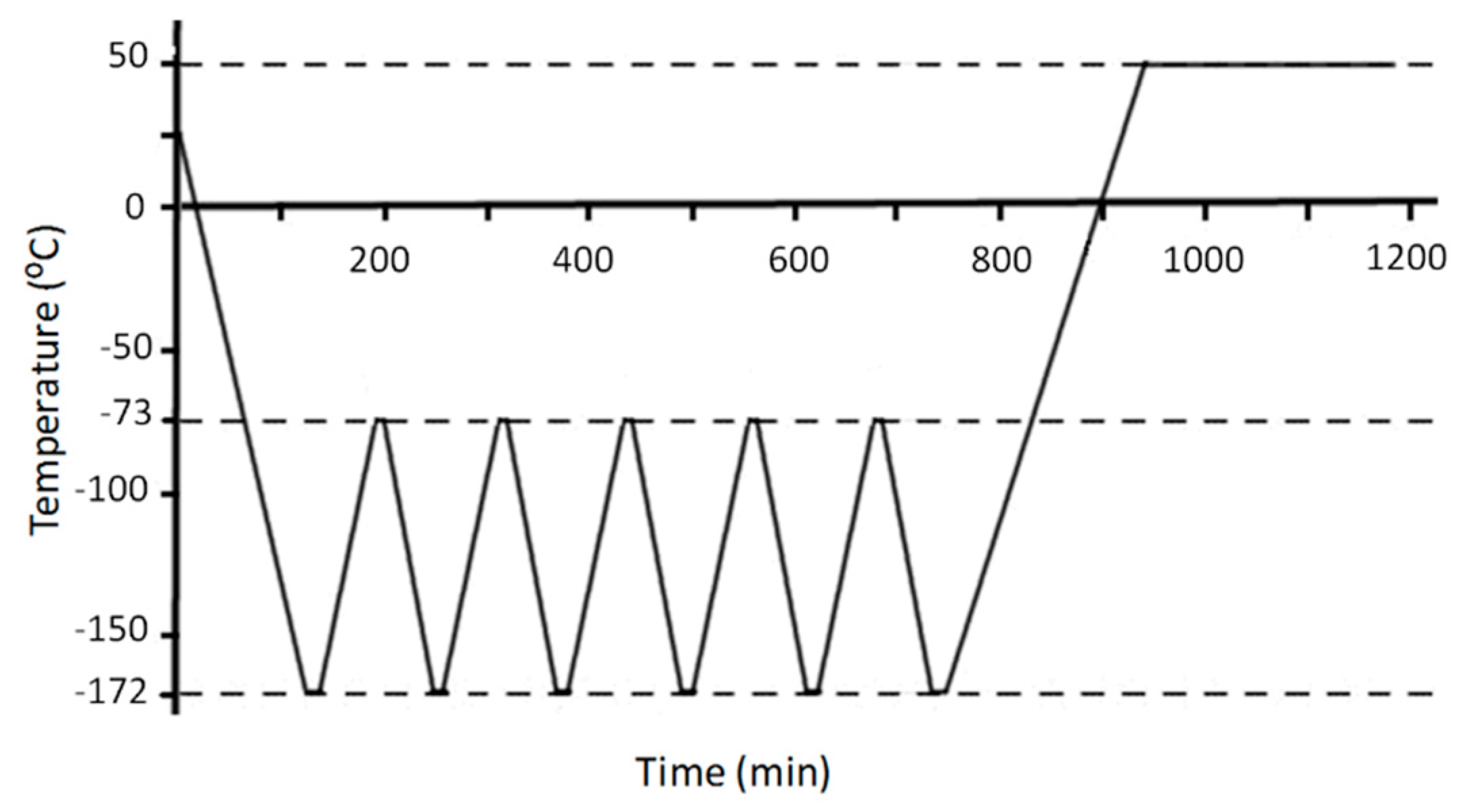
| 2 | Heat-treated at 1050 °C for 30 min followed by forced air quenching | Multistage deep cryogenic treatment (DCT) (see Figure 1) | Tempered at 500 °C for 90 min | Tempered at 500 °C for 90 min |
| Shape of the Sample | Counter Body | Normal Load (N) | Sliding Velocity (m/s) | Total Sliding Distance (m) |
|---|---|---|---|---|
| Disc | WC ball | 100 | 0.3 | 500 |
| Sample | Density (Particles/µm2) | Mean Length (µm) | Area Occupied (%) |
|---|---|---|---|
| 1 | 0.168 ± 0.09 | 1.53 ± 0.4 | 0.68 ± 0.3 |
| 2 | 0.189 ± 0.06 | 1.43 ± 0.4 | 0.73 ± 0.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jimbert, P.; Iturrondobeitia, M.; Ibarretxe, J.; Fernandez-Martinez, R. Influence of Cryogenic Treatment on Wear Resistance and Microstructure of AISI A8 Tool Steel. Metals 2018, 8, 1038. https://doi.org/10.3390/met8121038
Jimbert P, Iturrondobeitia M, Ibarretxe J, Fernandez-Martinez R. Influence of Cryogenic Treatment on Wear Resistance and Microstructure of AISI A8 Tool Steel. Metals. 2018; 8(12):1038. https://doi.org/10.3390/met8121038
Chicago/Turabian StyleJimbert, Pello, Maider Iturrondobeitia, Julen Ibarretxe, and Roberto Fernandez-Martinez. 2018. "Influence of Cryogenic Treatment on Wear Resistance and Microstructure of AISI A8 Tool Steel" Metals 8, no. 12: 1038. https://doi.org/10.3390/met8121038
APA StyleJimbert, P., Iturrondobeitia, M., Ibarretxe, J., & Fernandez-Martinez, R. (2018). Influence of Cryogenic Treatment on Wear Resistance and Microstructure of AISI A8 Tool Steel. Metals, 8(12), 1038. https://doi.org/10.3390/met8121038