Characterization of Microstructural Evolution for a Near-α Titanium Alloy with Different Initial Lamellar Microstructures


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
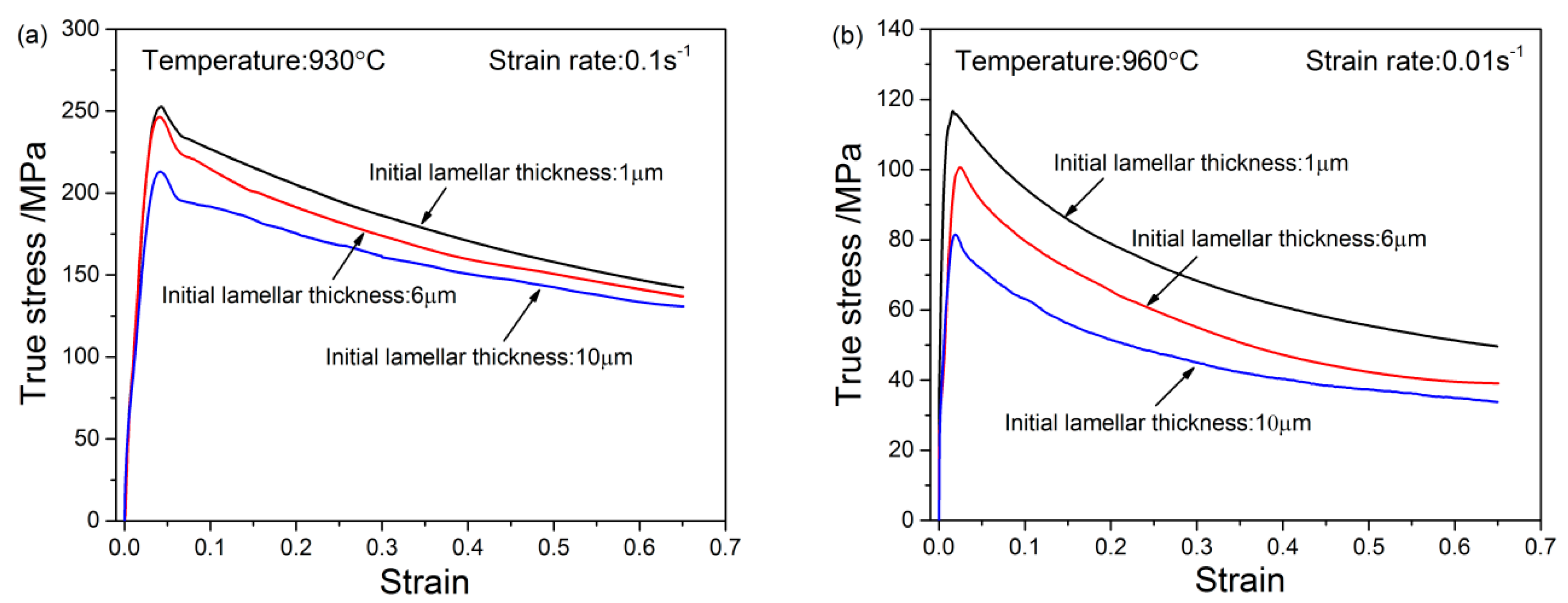
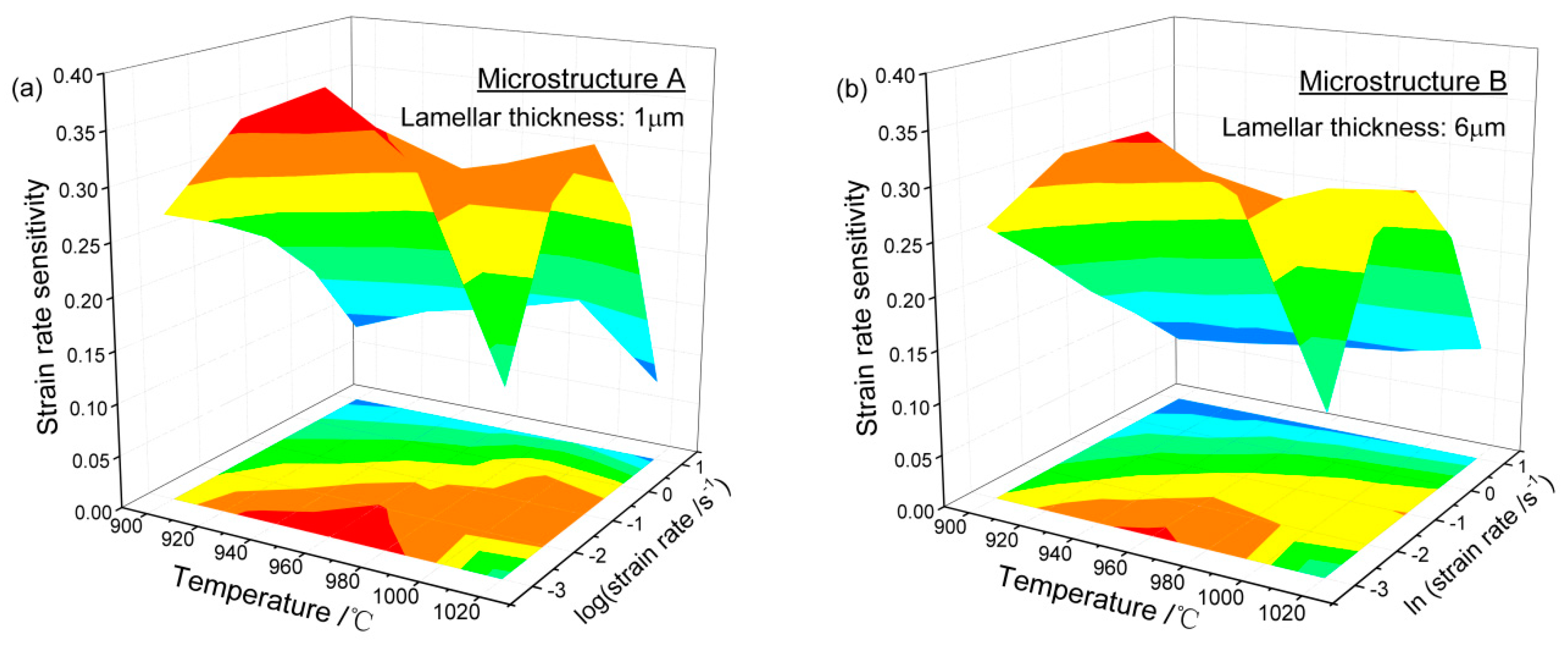
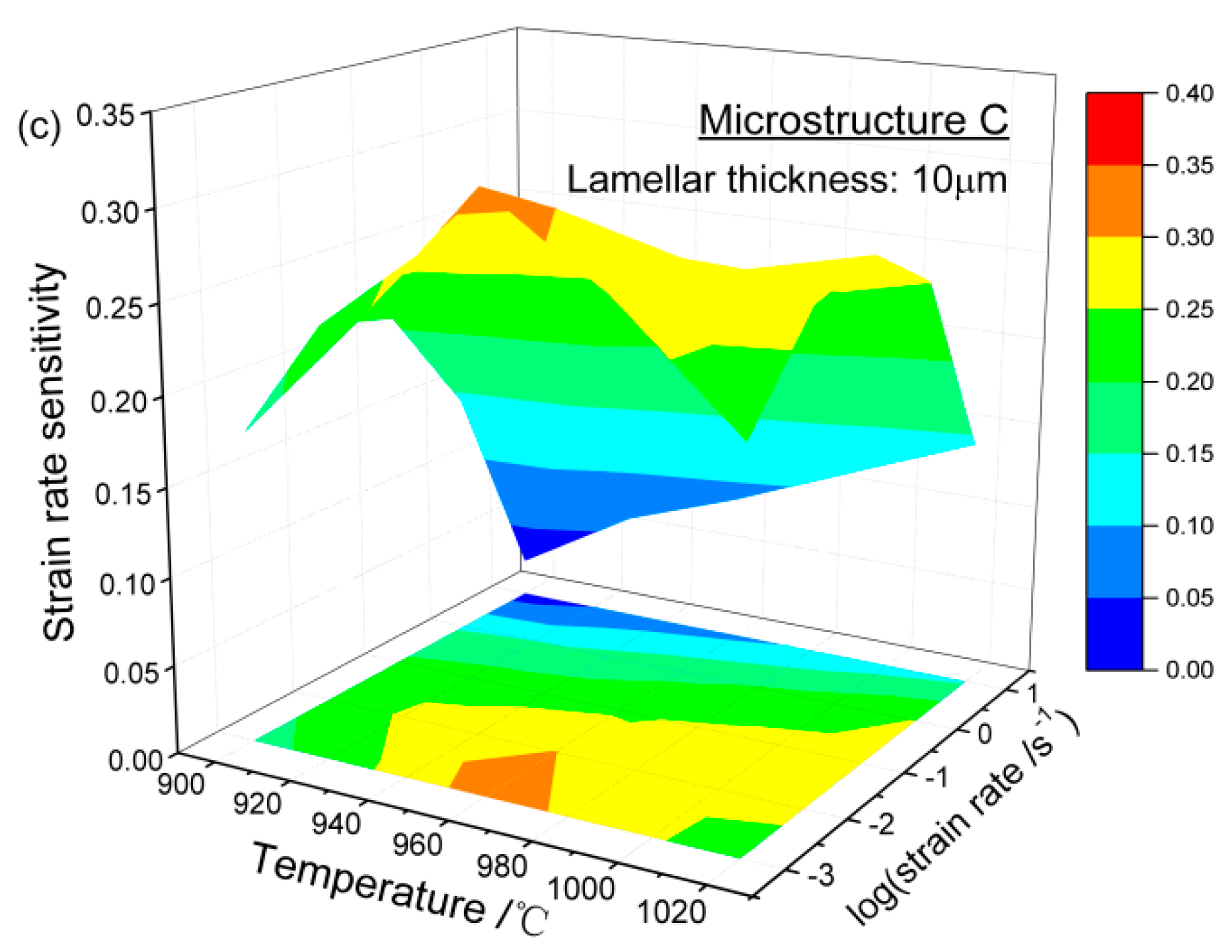
3.1. Flow Behavior
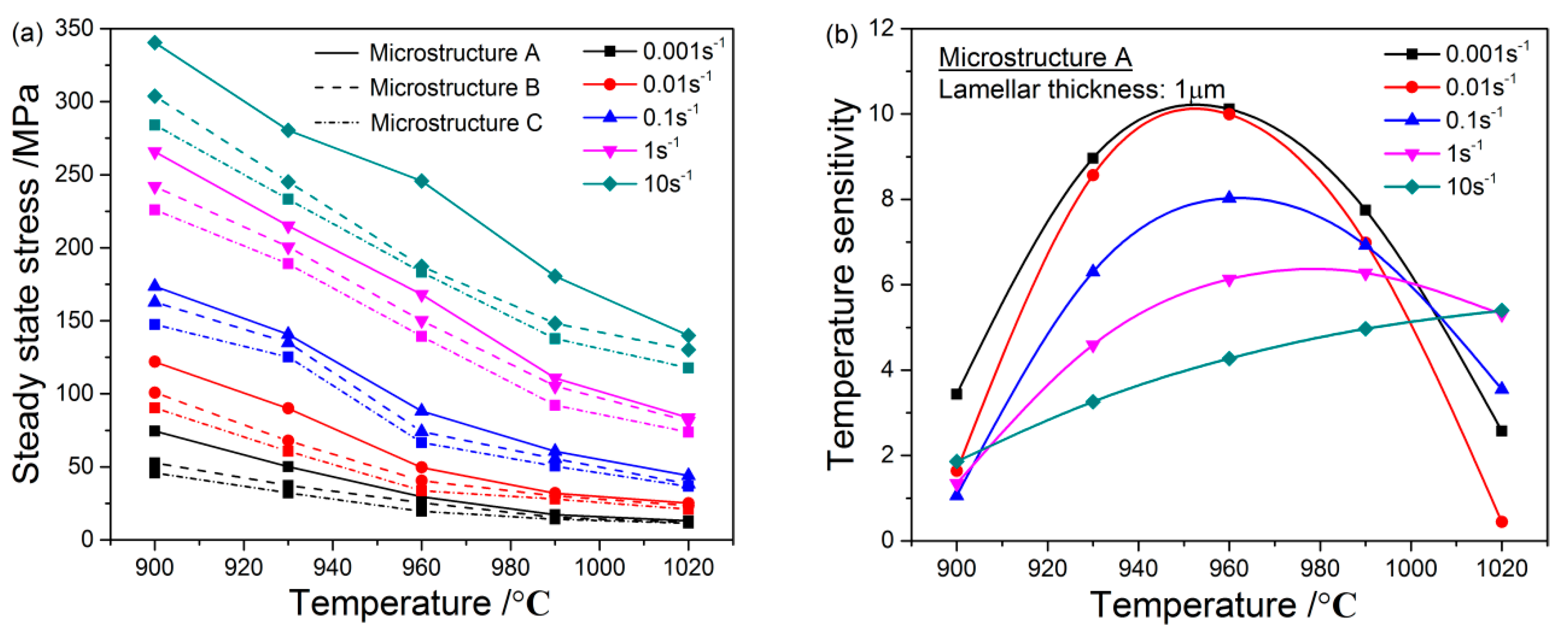
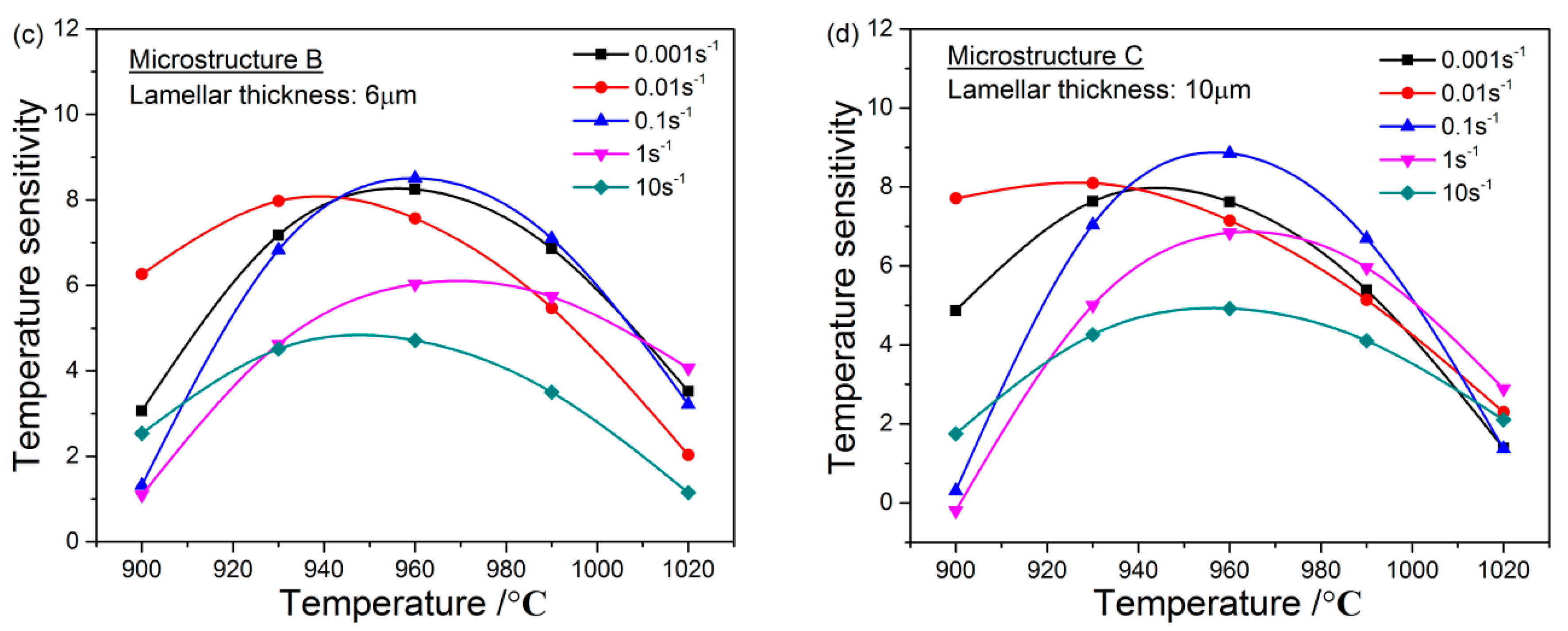
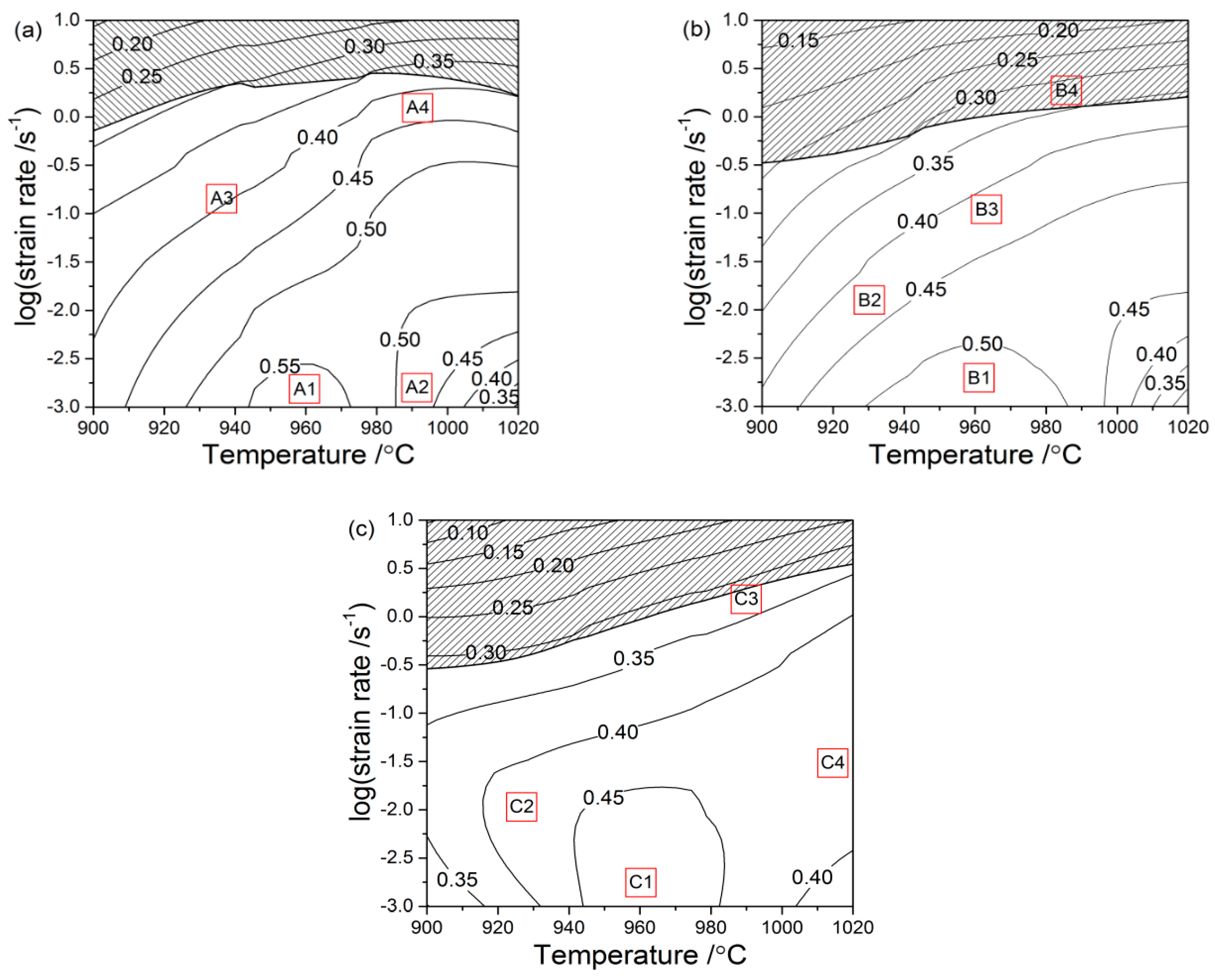
3.2. Effect of Initial Lamellar Thickness on Processing Maps
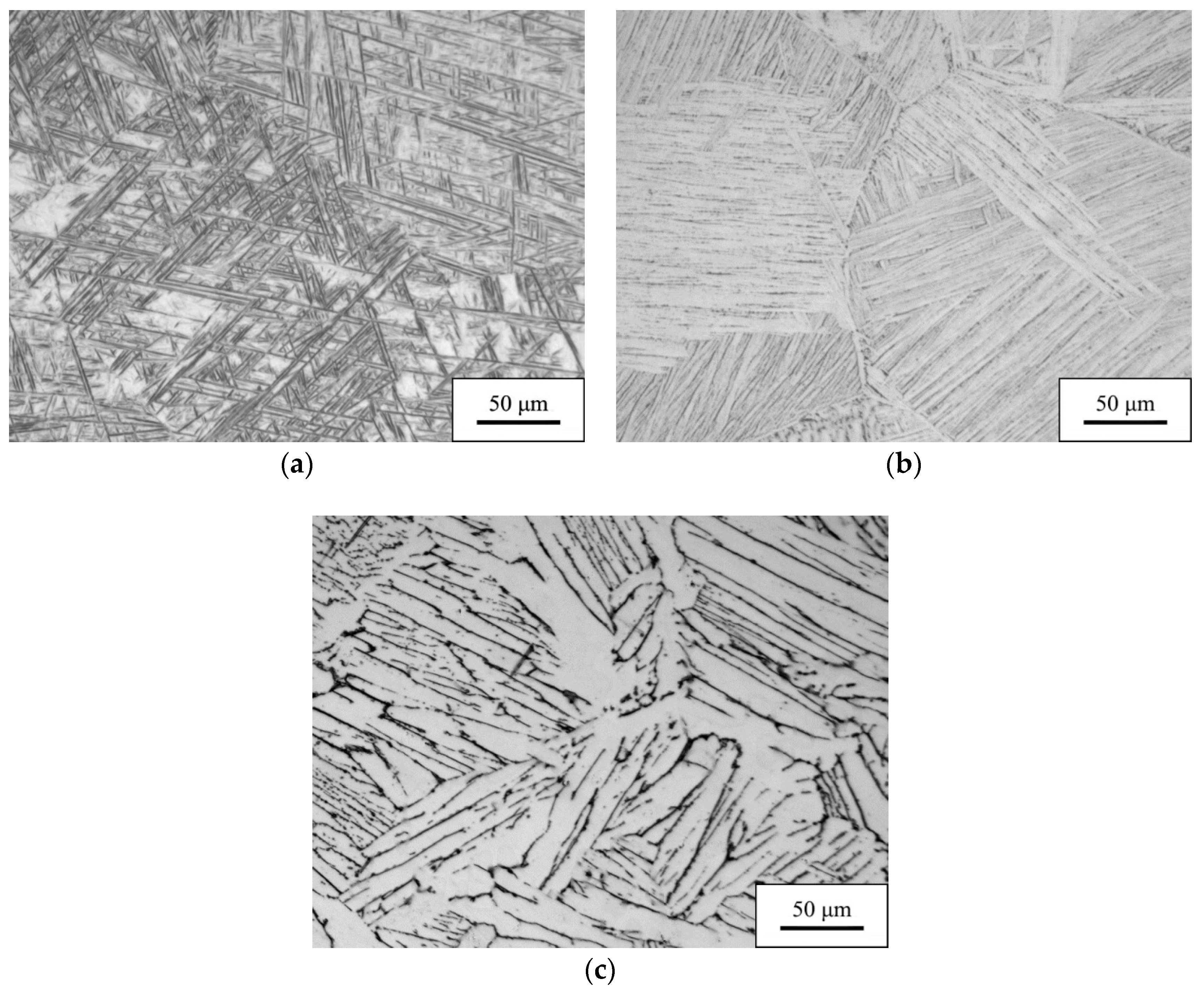
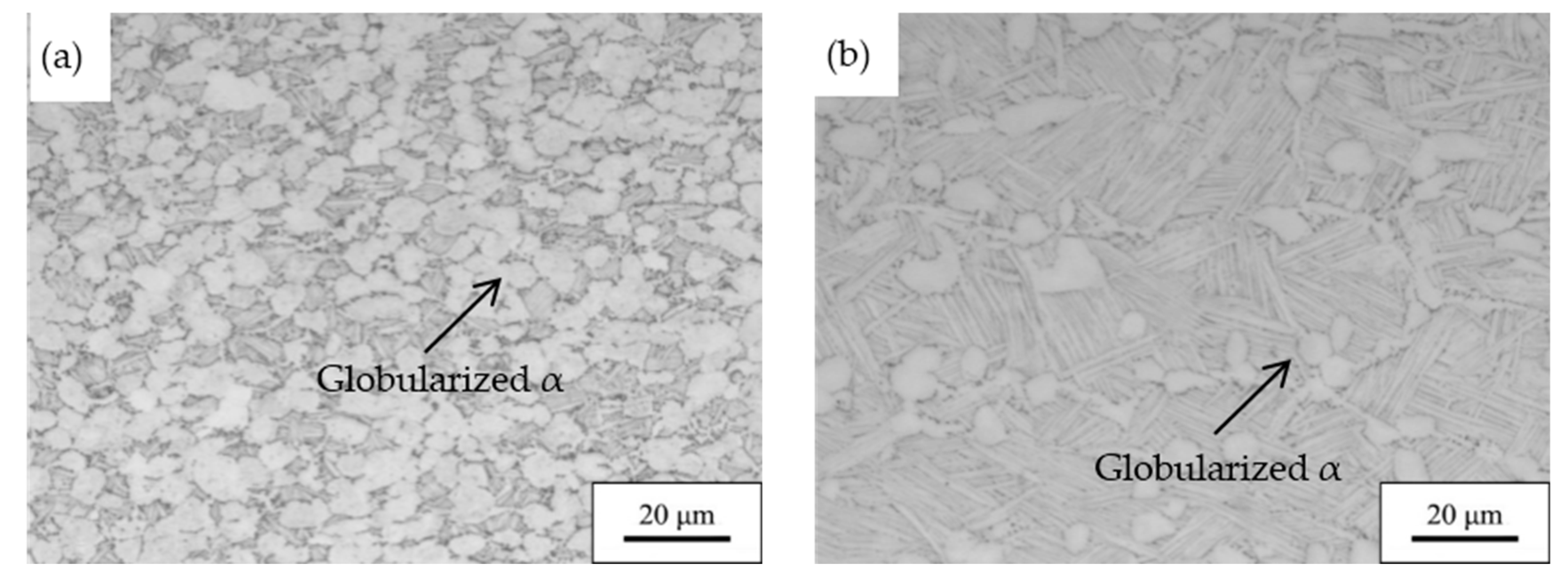
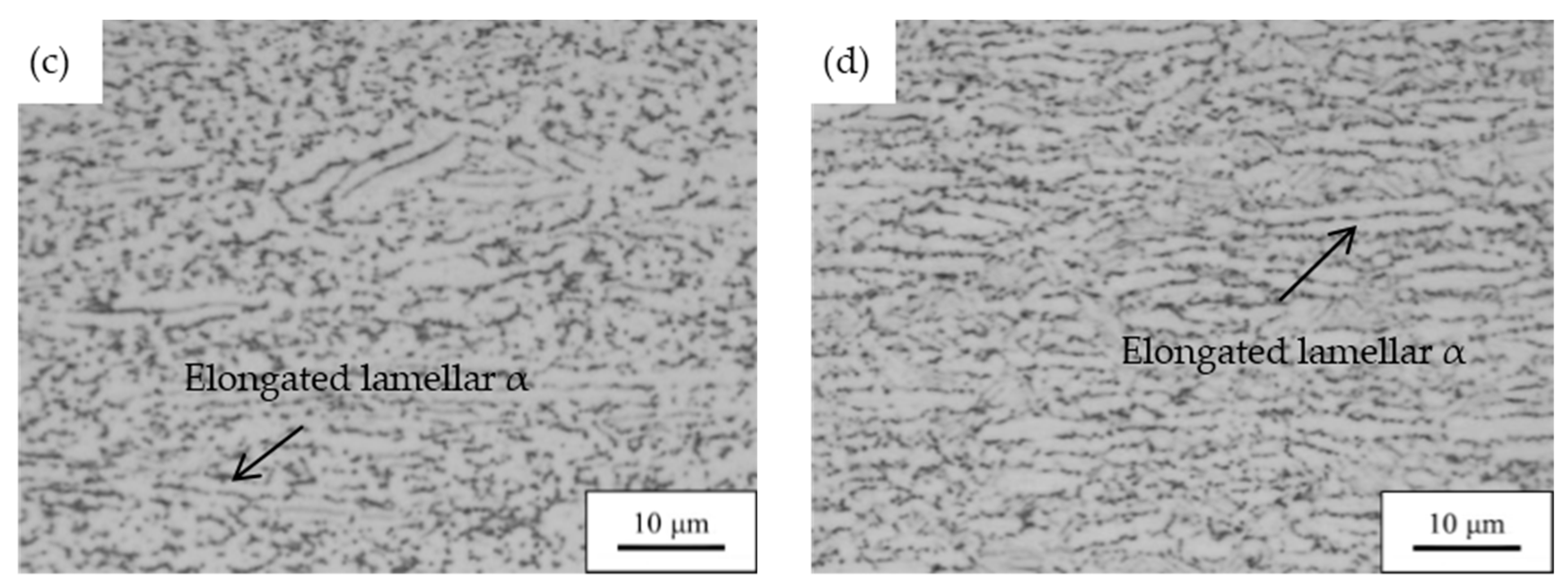
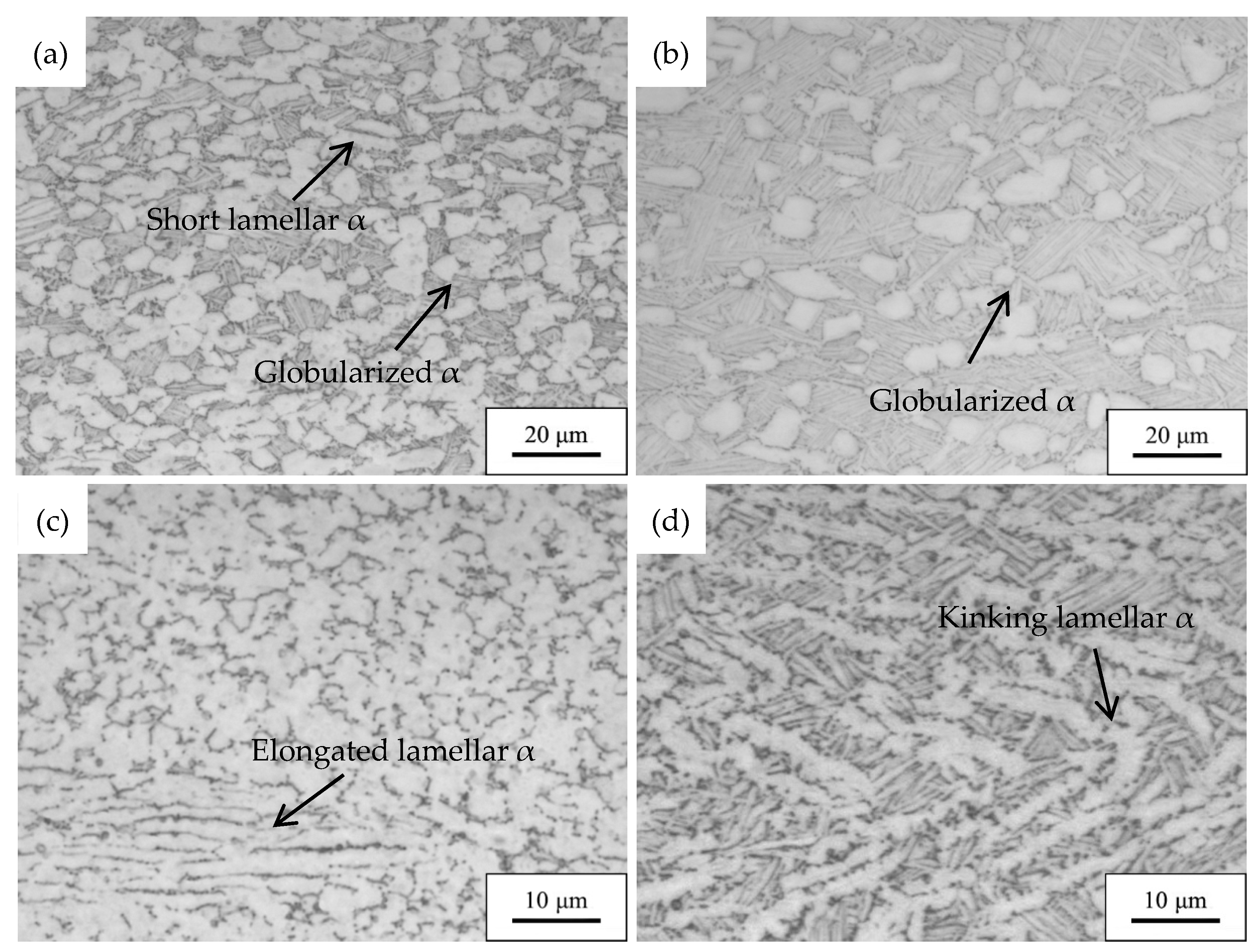
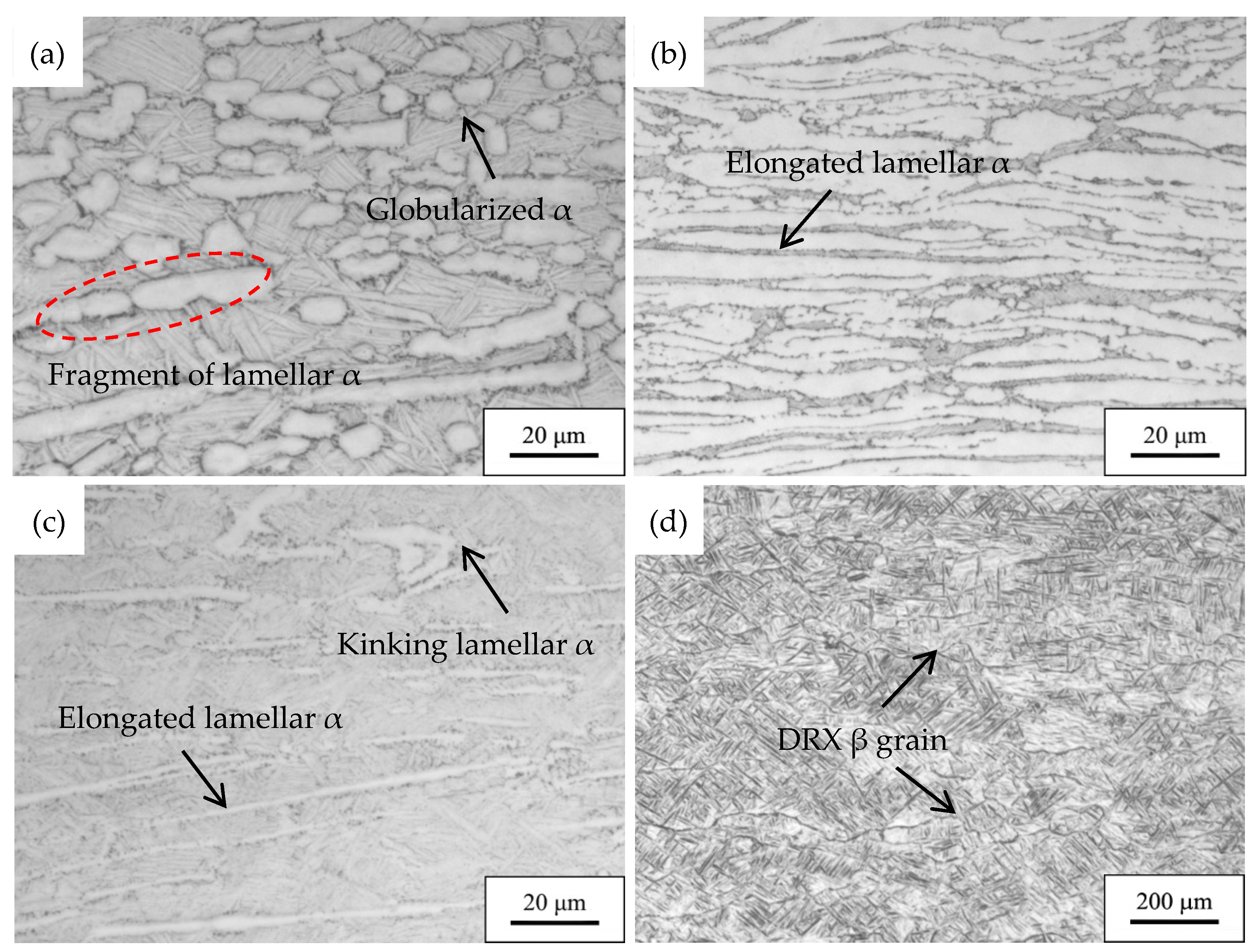
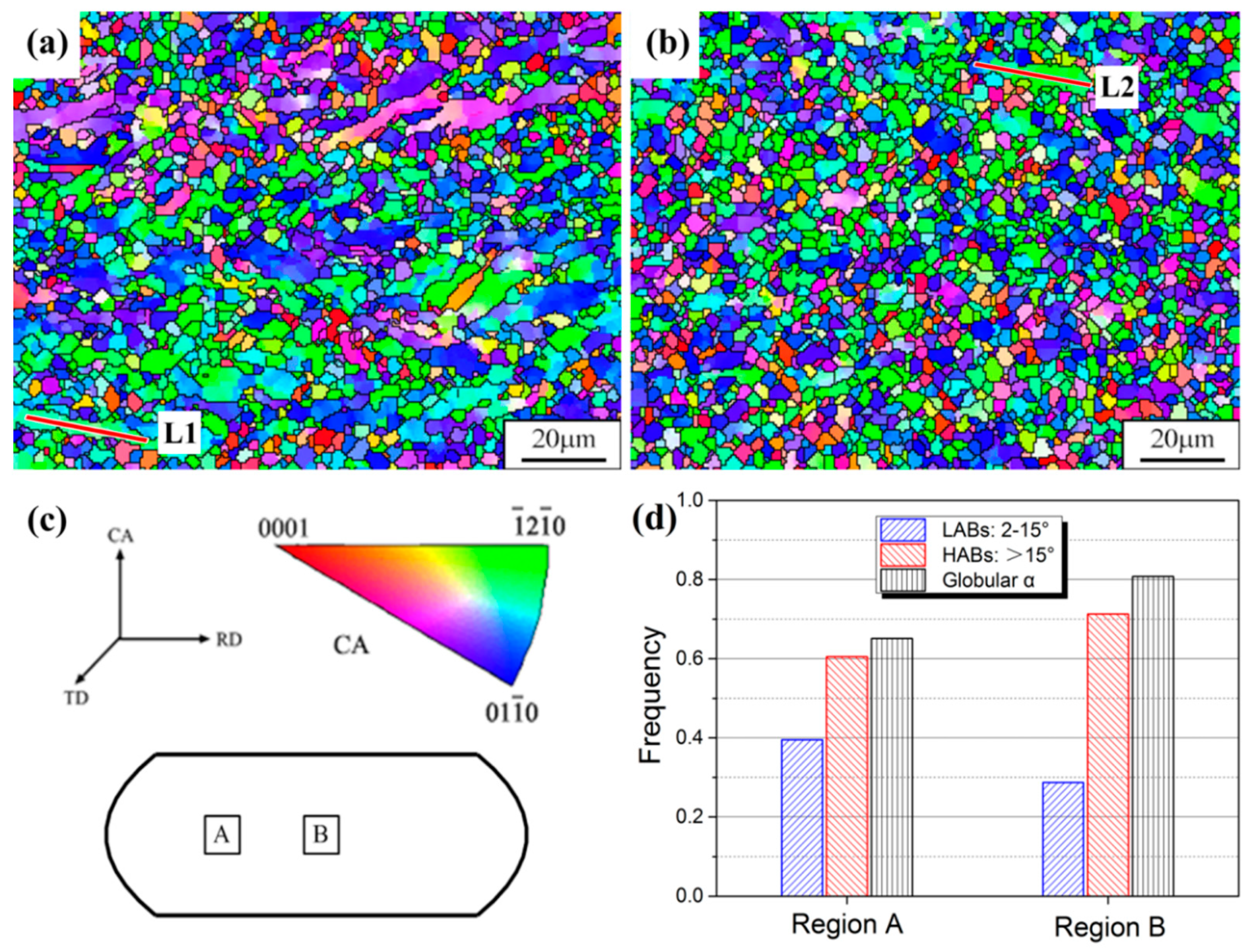
3.3. Microstructural Analysis
3.4. Deformation Mechanism of Lamellar Alpha
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Poorganji, B.; Yamaguchi, M.; Itsumi, Y.; Matsumoto, K.; Tanaka, T.; Asa, Y.; Miyamoto, G.; Furuhara, T. Microstructure evolution during deformation of a near-α titanium alloy with different initial structures in the two-phase region. Scripta Mater. 2009, 61, 419–422. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T.; Kashyap, B.P. Hot working and geometric dynamic recrystallisation behaviour of a near-α titanium alloy with acicular microstructure. Mater. Sci. Eng. A 2014, 600, 135–144. [Google Scholar] [CrossRef]
- Peng, W.W.; Zeng, W.D.; Wang, Q.J.; Zhao, Q.Y.; Yu, H.Q. Effect of processing parameters on hot deformation behavior and microstructural evolution during hot compression of as-cast Ti60 titanium alloy. Mater. Sci. Eng. A 2014, 593, 16–23. [Google Scholar] [CrossRef]
- Zhao, Z.L.; Li, H.; Fu, M.W.; Guo, H.Z.; Yao, Z.K. Effect of the initial microstructure on the deformation behavior of Ti60 titanium alloy at high temperature processing. J. Alloy. Compd. 2014, 617, 525–533. [Google Scholar] [CrossRef]
- Shams, S.A.A.; Mirdamadi, S.; Abbasi, S.M.; Kim, D.; Lee, C.S. Mechanism of martensitic to equiaxed microstructure evolution during hot deformation of a near-alpha Ti alloy. Metall. Mater. Trans. A 2017, 48, 2979–2992. [Google Scholar] [CrossRef]
- Jackson, M.; Jones, N.G.; Dye, D.; Dashwood, R.J. Effect of initial microstructure on plastic flow behaviour during isothermal forging of Ti-10V-2Fe-3Al. Mater. Sci. Eng. A 2009, 501, 248–254. [Google Scholar] [CrossRef]
- Lin, Y.C.; Jiang, X.Y.; Shuai, C.J.; Zhao, C.Y.; He, D.G.; Chen, M.S.; Chen, C. Effects of initial microstructures on hot tensile deformation behaviors and fracture characteristics of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2018, 711, 293–302. [Google Scholar] [CrossRef]
- Gao, P.F.; Zhan, M.; Fan, X.G.; Lei, Z.N.; Cai, Y. Hot deformation behavior and microstructure evolution of TA15 titanium alloy with nonuniform microstructure. Mater. Sci. Eng. A 2017, 689, 243–251. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Bieler, T.R. The effect of alpha platelet thickness on plastic flow during hot working of Ti-6Al-4V with a transformed microstructure. Acta Mater. 2001, 49, 3565–3573. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Flow behavior and globularization kinetics during hot working of Ti-6Al-4V with a colony alpha microstructure. Mater. Sci. Eng. A 1999, 263, 257–271. [Google Scholar] [CrossRef]
- Shell, E.B.; Semiatin, S.L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V. Metall. Mater. Trans. A 1999, 30, 3219–3229. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Bieler, T.R. Effect of texture and slip mode on the anisotropy of plastic flow and flow softening during hot working of Ti-6Al-4V. Metall. Mater. Trans. A 2001, 32, 1787–1799. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M.; Monajati, H.; Yue, S. Influence of thermomechanical processing on microstructural evolution in near-α alloy IMI834. Mater. Sci. Eng. A 2006, 416, 300–311. [Google Scholar] [CrossRef]
- Peng, W.W.; Zeng, W.D.; Wang, Q.J.; Yu, H.Q. Characterization of high-temperature deformation behavior of as-cast Ti60 titanium alloy using processing map. Mater. Sci. Eng. A 2013, 571, 116–122. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, X.N.; Zhu, Z.S. Characterization of high-temperature deformation behavior and processing map of TB17 titanium alloy. J. Alloy. Compd. 2017, 692, 149–154. [Google Scholar] [CrossRef]
- Sun, Y.; Feng, X.Y.; Hu, L.X.; Zhang, H.; Zhang, H.Z. Characterization on hot deformation behavior of Ti-22Al-25Nb alloy using a combination of 3D processing maps and finite element simulation method. J. Alloy. Compd. 2018, 753, 256–271. [Google Scholar] [CrossRef]
- Li, H.; Zhao, Z.L.; Guo, H.Z.; Yao, Z.K.; Ning, Y.Q.; Miao, X.P.; Ge, M.M. Effect of initial alpha lamellar thickness on deformation behavior of a near-α high-temperature alloy during thermomechanical processing. Mater. Sci. Eng. A 2017, 682, 345–353. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: forging of Ti-6242. Metal. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.; Xia, Y.; Jiang, Y. Hot deformation and processing map of a typical Al-Zn-Mg-Cu alloy. J. Alloy. Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Saxena, K.K.; Pancholi, V.; Jha, S.K.; Chaudhari, G.P.; Srivastava, D.; Dey, G.K. A novel approach to understand the deformation behavior in two phase region using processing map. J. Alloy. Compd. 2017, 706, 511–519. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G. Influence of oxygen content on the forging response of equiaxed (α + β) preform of Ti-6Al-4V: commercial vs. ELI grade. J. Mater. Process. Tech. 2001, 108, 320–327. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Hot workability of titanium and titanium aluminide alloys—An overview. Mater. Sci. Eng. A 1998, 243, 1–24. [Google Scholar] [CrossRef]
- Li, A.B.; Huang, L.J.; Meng, Q.Y.; Geng, L.; Cui, X.P. Hot working of Ti-6Al-3Mo-2Zr-0.3Si alloy with lamellar α + β starting structure using processing map. Mater. Des. 2009, 30, 1625–1631. [Google Scholar] [CrossRef]
- Li, X.; Lu, S.Q.; Fu, M.W.; Wang, K.L.; Dong, X.J. The optimal determination of forging process parameters for Ti-6.5Al-3.5Mo-1.5Zr-0.3Si alloy with thick lamellar microstructure in two phase field based on P-map. J. Mater. Process. Tech. 2010, 210, 370–377. [Google Scholar] [CrossRef]
- Kumar, B.K.; Saxena, K.K.; Dey, S.R.; Pancholi, V.; Bhattacharjee, A. Processing map-microstructure evolution correlation of hot compressed near alpha titanium alloy (TiHy 600). J. Alloy. Compd. 2017, 691, 906–913. [Google Scholar]
- Wan, Z.P.; Hu, L.X.; Sun, Y.; Wang, T.; Li, Z. Hot deformation behavior and processing workability of a Ni-based alloy. J. Alloy. Compd. 2018, 769, 367–375. [Google Scholar] [CrossRef]
- Zhao, Z.B.; Wang, Q.J.; Liu, J.R.; Yang, R. Characterizations of microstructure and crystallographic orientation in a near-α titanium alloy billet. J. Alloy. Compd. 2017, 712, 179–184. [Google Scholar] [CrossRef]
- Delannay, L.; Mishin, O.V.; Jensen, D.J.; Van Houtte, P. Quantitative analysis of grain subdivision in cold rolled aluminium. Acta Mater. 2001, 49, 2441–2451. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T.; Kashyap, B.P. Processing map for a cast and homogenized near alpha titanium alloy. Int J. Mater. Form. 2015, 8, 85–97. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y. Microstructural mechanisms during hot working of commercial grade Ti-6Al-4V with lamellar starting structure. Mater. Sci. Eng. A 2002, 325, 112–125. [Google Scholar] [CrossRef]
- Jia, J.B.; Zhang, K.F.; Lu, Z. Dynamic globularization kinetics of a powder metallurgy Ti-22Al-25Nb alloy with initial lamellar microstructure during hot compression. J. Alloy. Compd. 2014, 617, 429–436. [Google Scholar] [CrossRef]
- Niu, H.Z.; Kong, F.T.; Chen, Y.Y.; Yang, F. Microstructure characterization and tensile properties of β phase containing TiAl pancake. J. Alloy. Compd. 2011, 509, 10179–10184. [Google Scholar] [CrossRef]
- Wang, K.; Wu, M.Y.; Yan, Z.B.; Li, D.R.; Xin, R.L.; Liu, Q. Dynamic restoration and deformation heterogeneity during hot deformation of a duplex-structure TC21 titanium alloy. Mater. Sci. Eng. A 2018, 712, 440–452. [Google Scholar] [CrossRef]
- Fan, X.G.; Zheng, H.J.; Zhang, Y.; Zhang, Z.Q.; Gao, P.F.; Zhan, M.; Liu, J. Acceleration of globularization during interrupted compression of a two-phase titanium alloy. Mater. Sci. Eng. A 2018, 720, 214–224. [Google Scholar] [CrossRef]
- Sun, J.Z.; Li, M.Q.; Li, H. Deformation behavior of TC17 titanium alloy with basketweave microstructure during isothermal compression. J. Alloy. Compd. 2018, 730, 533–543. [Google Scholar] [CrossRef]
- Li, L.; Luo, J.; Yan, J.J.; Li, M.Q. Dynamic globularization and restoration mechanism of Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy during isothermal compression. J. Alloy. Compd. 2015, 622, 174–183. [Google Scholar] [CrossRef]
- Matsumoto, H.; Bin, L.; Lee, S.; Li, Y.; Ono, Y.; Chiba, A. Frequent Occurrence of Discontinuous Dynamic Recrystallization in Ti-6Al-4V Alloy with α′ Martensite Starting Microstructure. Metall. Mater. Trans. A 2013, 44, 3245–3260. [Google Scholar] [CrossRef]
- He, D.; Zhu, J.C.; Lai, Z.H.; Liu, Y.; Yang, X.W. An experimental study of deformation mechanism and microstructure evolution during hot deformation of Ti-6Al-2Zr-1Mo-1V alloy. Mater. Des. 2013, 46, 38–48. [Google Scholar] [CrossRef]
















© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhao, Z.; Ning, Y.; Guo, H.; Yao, Z. Characterization of Microstructural Evolution for a Near-α Titanium Alloy with Different Initial Lamellar Microstructures. Metals 2018, 8, 1045. https://doi.org/10.3390/met8121045
Li H, Zhao Z, Ning Y, Guo H, Yao Z. Characterization of Microstructural Evolution for a Near-α Titanium Alloy with Different Initial Lamellar Microstructures. Metals. 2018; 8(12):1045. https://doi.org/10.3390/met8121045
Chicago/Turabian StyleLi, Hui, Zhanglong Zhao, Yongquan Ning, Hongzhen Guo, and Zekun Yao. 2018. "Characterization of Microstructural Evolution for a Near-α Titanium Alloy with Different Initial Lamellar Microstructures" Metals 8, no. 12: 1045. https://doi.org/10.3390/met8121045
APA StyleLi, H., Zhao, Z., Ning, Y., Guo, H., & Yao, Z. (2018). Characterization of Microstructural Evolution for a Near-α Titanium Alloy with Different Initial Lamellar Microstructures. Metals, 8(12), 1045. https://doi.org/10.3390/met8121045