Fracture Energy and Fracture Morphology after Three-Point Bending Test of Welded Joints Made of Cast Steel Designed for Use in Power Sector, with and without the Addition of Rare Earth Metals


Abstract
:1. Introduction
2. Materials and Methods
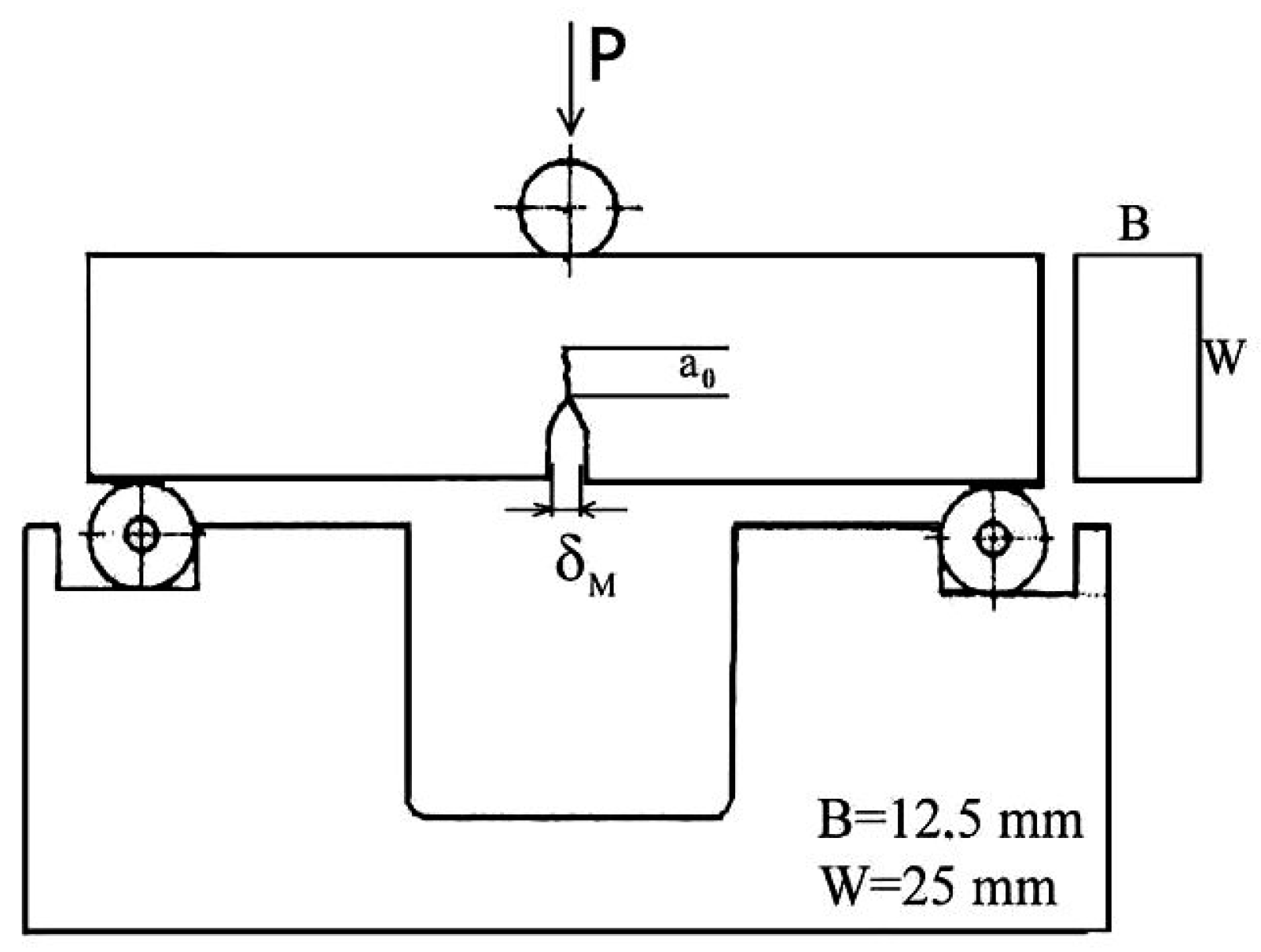
- η—for a three-point bend specimen η = 2,
- b0—the initial length of un-cracked segment at the crack opening front (b0 = W − a0),
- BN—specimen thickness,
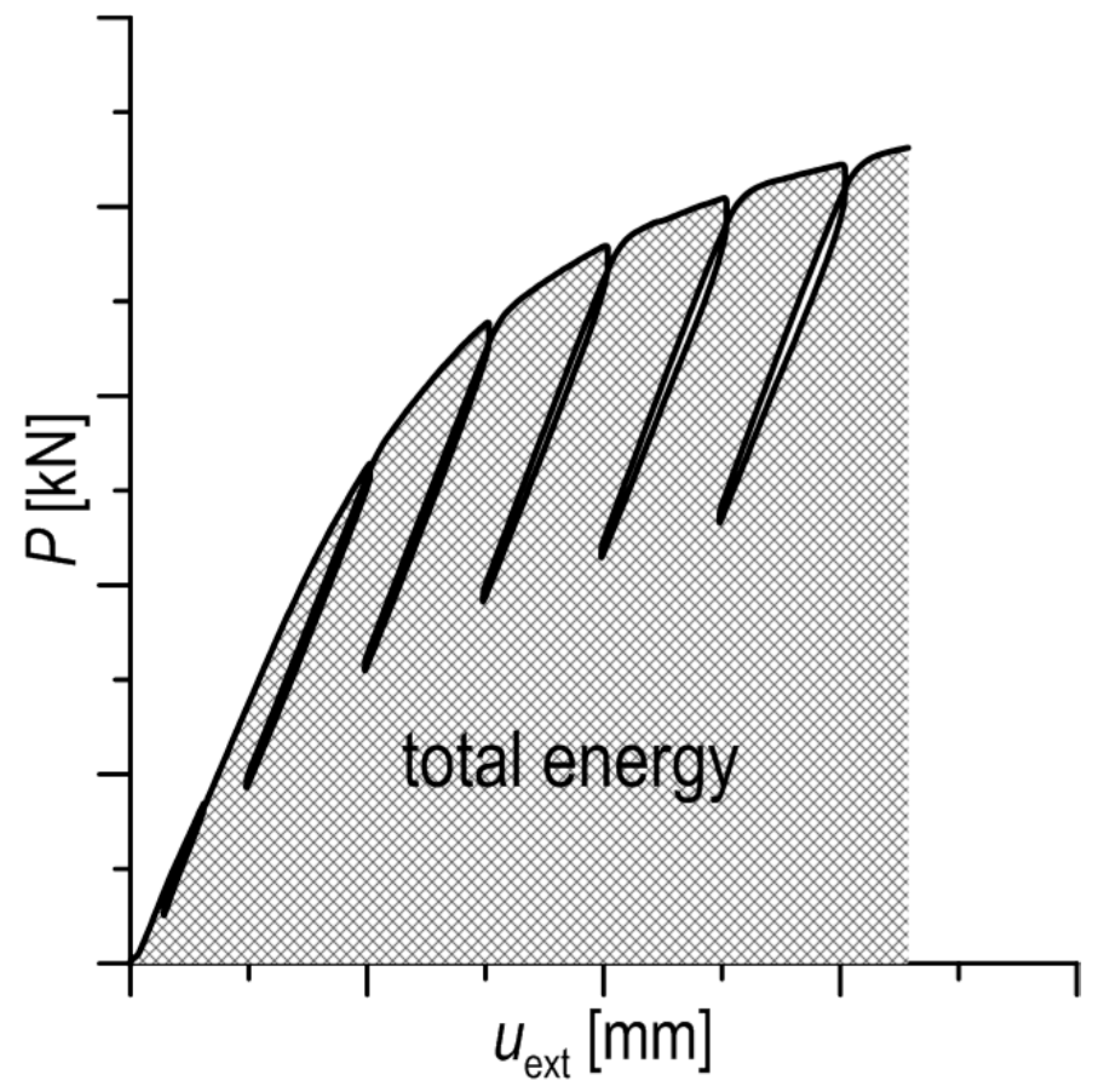
- A—area under the load-plastic displacement curve.
Test Joints Welding
3. Results
Three-Point Bending Test
4. Discussion
5. Conclusions
- Modification of G17CrMo5-5 cast steel with mischmetal seems to have an advantageous effect on the fracture energy of the weld joints.
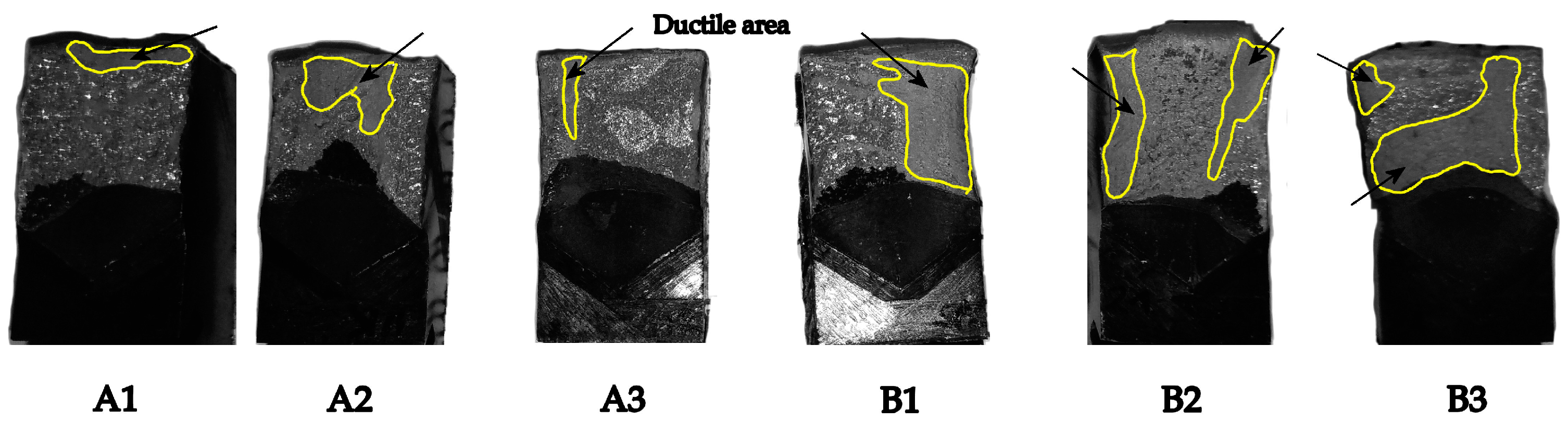
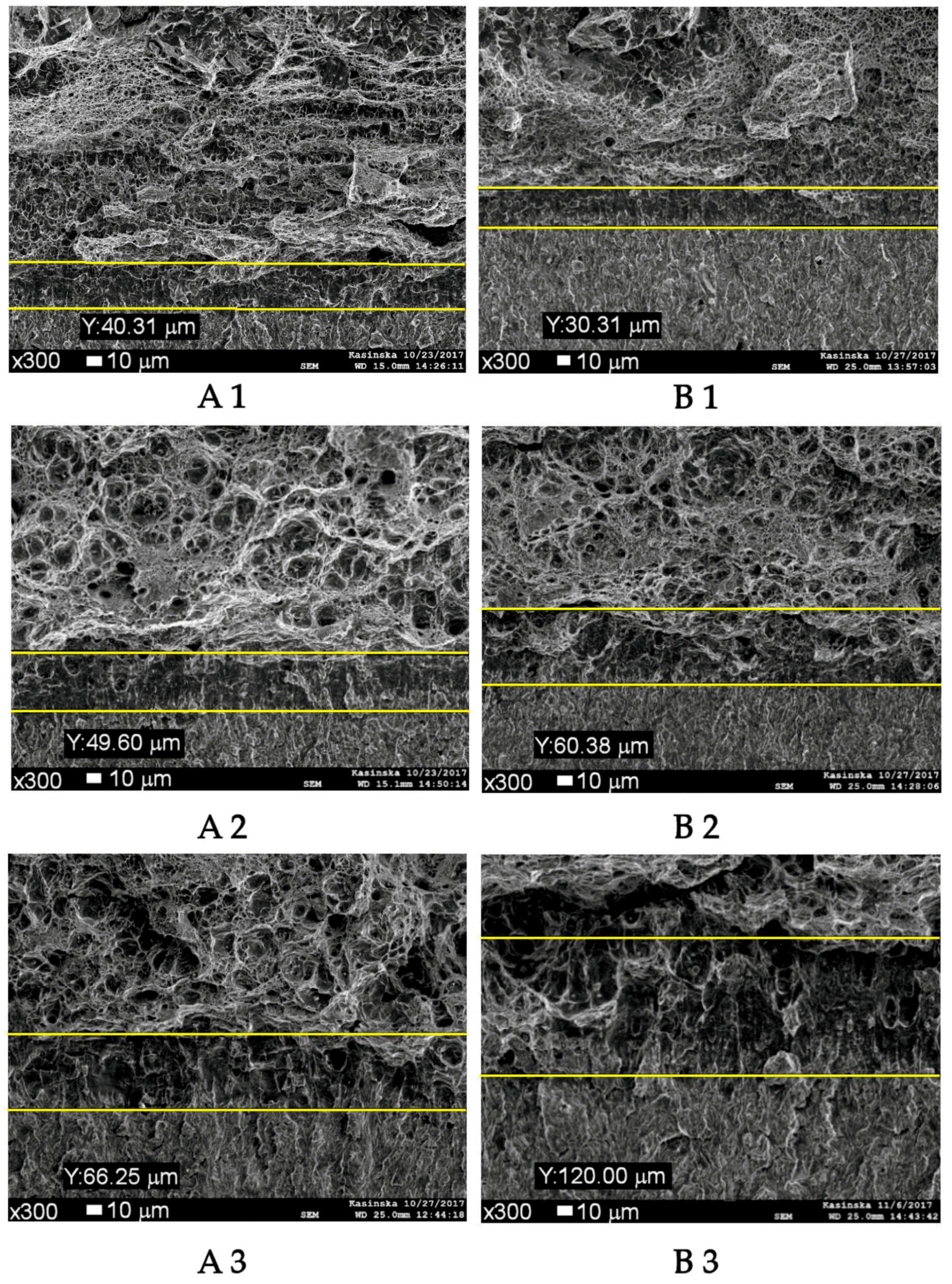
- The stretch zone measurement indicates a qualitative relationship between its width and the values of fracture energy. The widths in the B-series samples were noticeably larger than those in the A-series samples.
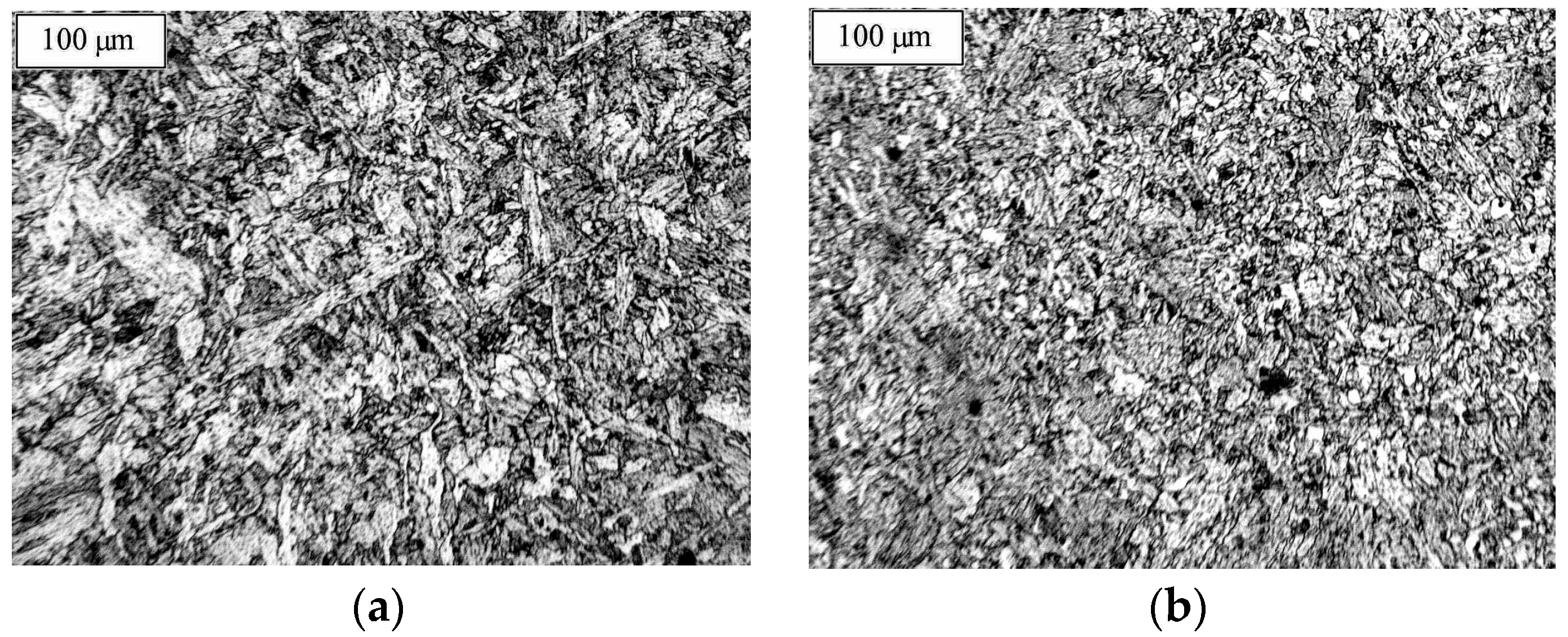
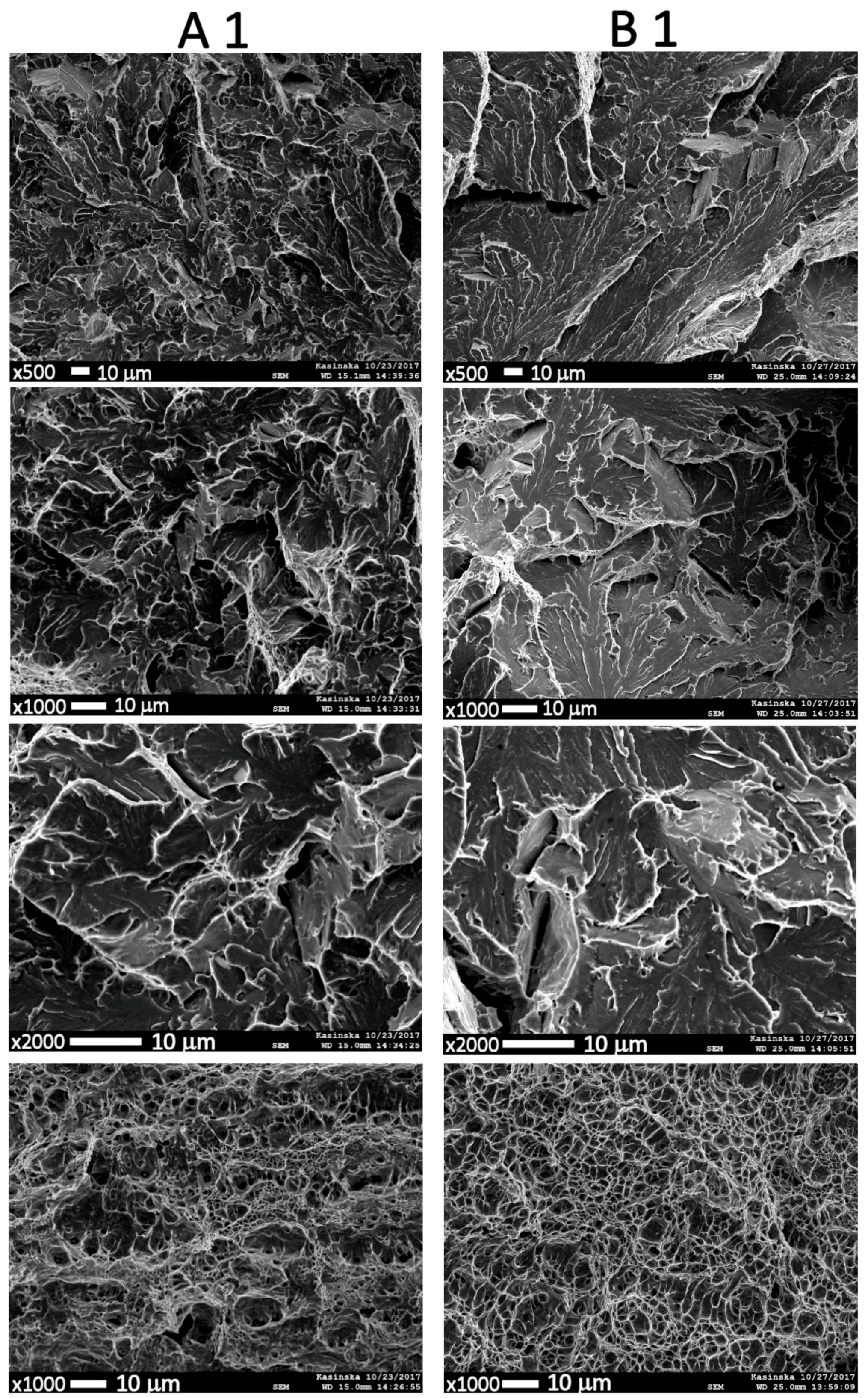
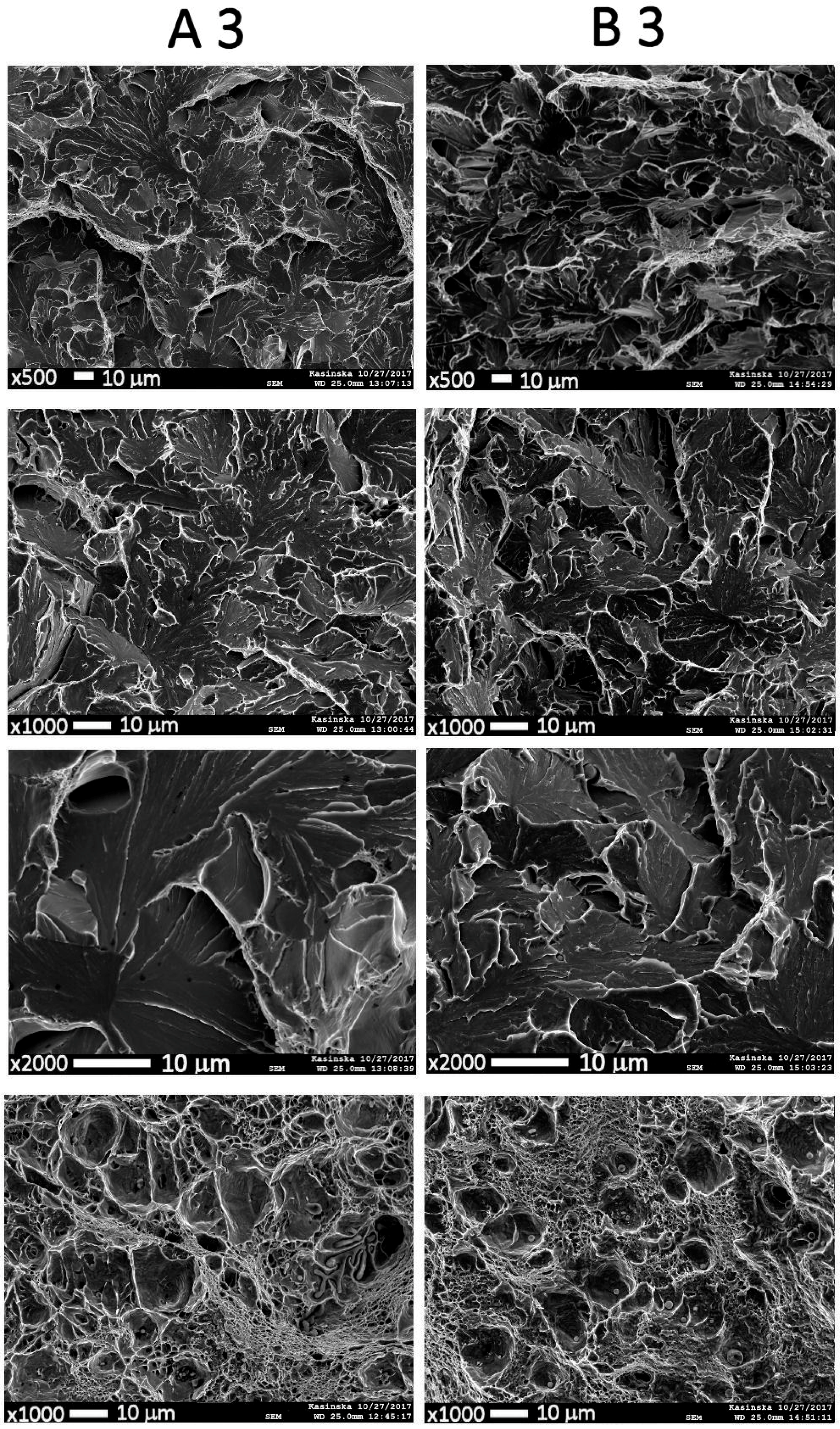
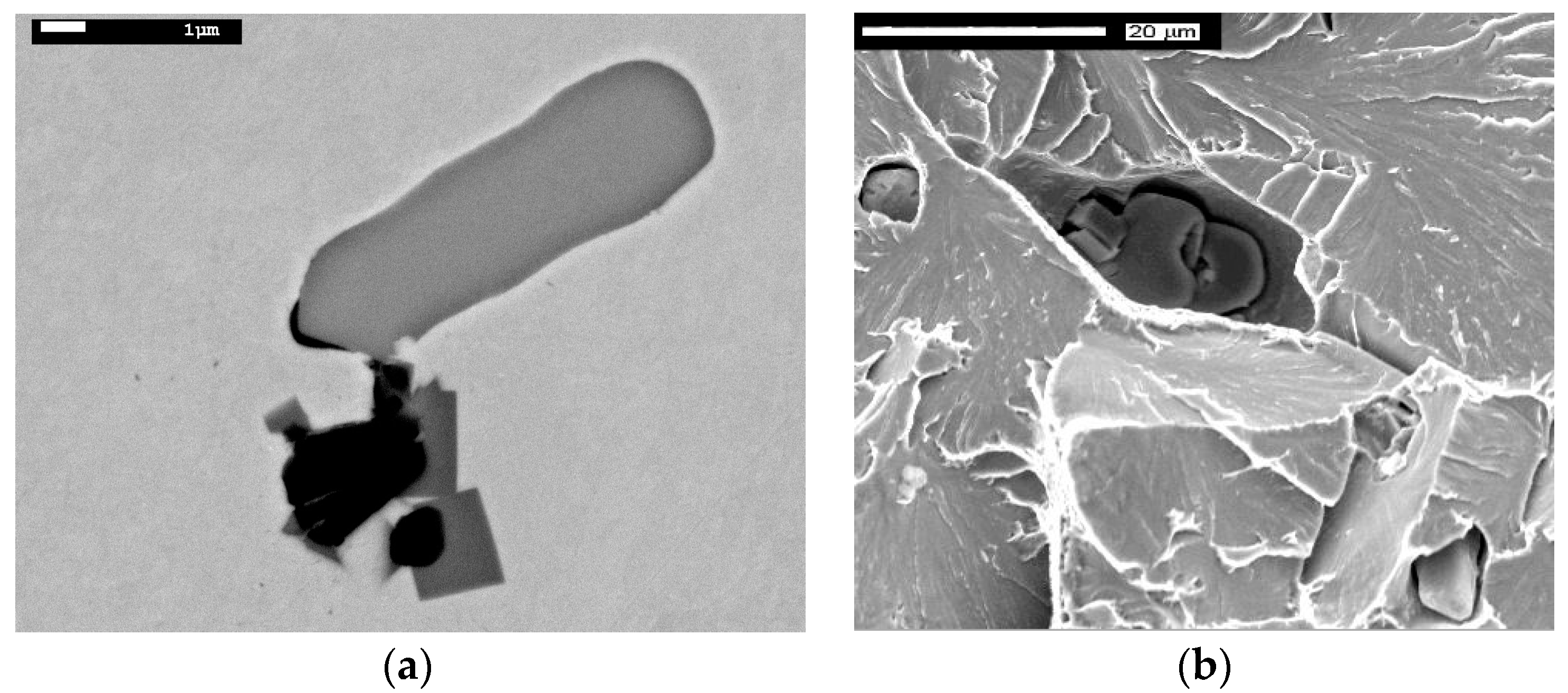
- The fractographic analysis of the fractures from the weld and HAZ confirmed the influence of modification on their character, in particular in the case of HAZ where a significant development of the fracture surface was observed. For specimens A1, A2, and A3, the stretch zone lengths are 40, 49, and 66 μm, respectively whereas for specimens B1, B2, and B3, they are 30, 64, and 120 μm. The introduction of Ce mixture into the cast steel refined the grain, changed the morphology of non-metallic inclusions, and increased the dispersion of the inclusions.
- In order to determine the fracture energy for particular areas of the welded joint, it is suggested to prepare half Y-shaped welding edges. Such preparation for research purposes can ensure that the crack propagates only through the homogeneous joint area, i.e., HAZ or weld, and this will allow determining the KJC.
- The results should be considered as a qualitative relationship between particular areas of the A and B series joints.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mańkowski, P.; Kalandyk, B.; Zapała, R. Effect of melting technology on the properties of G17CrMo5-5 steel for cast turbines. Arch. Foundry Eng. 2010, 10, 133–136. [Google Scholar]
- Błacha, S.; Węglowski, M.S.; Dymek, S.; Kopuściański, M. Microstructural characterization and mechanical properties of electron beam welded joint of high strength steel grade S690QL. Arch. Metall. Mater. 2016, 61, 1193–1200. [Google Scholar] [CrossRef]
- Viswanathan, R.; Henry, J.F.; Tanzosh, T.; Stanko, G.; Shingledecker, J.; Vitalis, B.; Purgert, R.U.S. Program on materials technology for ultra-supercritical coal power plants. J. Mater. Eng. Perform. 2005, 14, 281–292. [Google Scholar] [CrossRef]
- Viswanathan, R.; Bakker, W. Materials for ultrasupercritical coal power plants—Boiler materials: Part 1. J. Mater. Eng. Perform. 2001, 10, 81–95. [Google Scholar] [CrossRef]
- Yamashita, Y.; Kawano, T.; Mann, K. Underwater laser welding by 4 kW CW YAG Laser. J. Nucl. Sci. Technol. 2001, 38, 891–895. [Google Scholar] [CrossRef]
- Vaillant, J.C.; Vandenberghe, B.; Hahn, B.; Heuser, H.; Jochum, C. T/P23, 24, 911 and 92: New grades for advanced coal-fired power plants—Properties and experience. Int. J. Press. Vessel. Pip. 2008, 85, 38–46. [Google Scholar] [CrossRef]
- Nishida, H.; Ogura, T.; Hatano, R.; Kurashima, H.; Fujimoto, M.; Hirose, A. Fracture toughness and fatigue crack behaviour of A3003/SUS304 lap friction stir welded joints. Weld. Int. 2016, 31, 268–277. [Google Scholar] [CrossRef]
- Carlone, P.; Citarella, R.; Sonne, M.R.; Hattel, J.H. Multiple crack growth prediction in AA2024-T3 friction stir welded joints, including manufacturing effects. Int. J. Fatigue 2016, 90, 69–77. [Google Scholar] [CrossRef]
- Carlone, P.; Citarella, R.; Lepore, M.; Palazzo, G.S. A FEM-DBEM investigation of the influence of process parameters on crack growth in aluminum friction stir welded butt joints. Int. J. Mater. Form. 2014, 8, 591–599. [Google Scholar] [CrossRef]
- Yang, B.; Yan, J.; Sutton, M.A.; Reynolds, A.P. Banded microstructure in AA2024-T351 and AA2524-T351 aluminum friction stir welds Part I. Metallurgical studies. Mater. Sci. Eng. A 2004, 364, 55–65. [Google Scholar] [CrossRef]
- Zou, J.; Zhao, Q.; Chen, Z. Surface modified long-life electrode for resistance spot welding of Zn-coated steel. J. Mater. Process. Technol. 2009, 209, 4141–4146. [Google Scholar] [CrossRef]
- Sorrentino, S. Welding technologies for ultra-supercritical power plant materials. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Di Gianfresco, A., Ed.; Elsevier: Duxford, UK, 2017; pp. 247–319. [Google Scholar]
- Waubdy, P.E. Rare earth addition to steel. Int. Met. Rev. 1978, 2, 74–99. [Google Scholar]
- Adabavazeh, Z.; Hwang, W.S.; Su, Y.H. Effect of adding cerium on microstructure and morphology of Ce-based inclusions formed in low-carbonsteel. Sci. Rep. 2017, 7, 46503. [Google Scholar] [CrossRef] [PubMed]
- Ha, H.; Park, C.; Kwon, H. Effects of misch metal on the formation of non-metallic inclusions and the associated resistance to pitting corrosion in 25% Cr duplex stainless steels. Scr. Mater. 2006, 55, 991–994. [Google Scholar] [CrossRef]
- Cai, Y.C.; Liu, R.P.; Wei, Y.H.; Cheng, Z.G. Influence of Y on microstructures and mechanical properties of high strength steel weld metal. Mater. Des. 2014, 62, 83–90. [Google Scholar] [CrossRef]
- Ahn, J.H.; Jung, H.D.; Im, J.H.; Jung, K.H.; Moon, B.-M. Influence of the addition of gadolinium on the microstructure and mechanical properties of duplex stainless steel. Mater. Sci. Eng. A 2016, 658, 255–262. [Google Scholar] [CrossRef]
- Liu, H.; Fu, P.; Liu, H.; Sun, C.; Gao, J.; Li, D. Carbides evolution and tensile property of 4Cr5MoSiV1 die steel with rare earth addition. Metals 2017, 7, 436. [Google Scholar] [CrossRef]
- Drapala, J.; Brozova, S.; Szurman, I.; Konecna, K.; Kosyiukova, G.; Vontorova, J.; Jonsta, P.; Sobotkova, K. Influence of selected rare earth metals on structural characteristics of 42CrMo4 steel. Metalurgija 2016, 55, 757–760. [Google Scholar]
- Fu, H.; Xiao, Q.; Li, Y. A study of the microstructures and properties of Fe-V-W-Mo alloy modified by rare earth. Mater. Sci. Eng. A 2005, 395, 281–287. [Google Scholar] [CrossRef]
- Gao, J.; Fu, P.; Liu, H.; Fu, P.; Li, D. Effects of rare earth on the microstructure and impact toughness of H13 steel. Metals 2015, 5, 383–394. [Google Scholar] [CrossRef]
- Wang, M.; Mu, S.; Sun, F.; Wang, Y. Influence of rare earth elements on microstructure and mechanical properties of cast high-speed steel rolls. J. Rare Earth 2007, 25, 490–494. [Google Scholar] [CrossRef]
- Hamidzadeh, M.A.; Meratian, M.; Saatchi, A. Effect of cerium and lanthanum on the microstructure and mechanical properties of AISI D2 tool steel. Mater. Sci. Eng. A 2013, 571, 193–198. [Google Scholar] [CrossRef]
- Fu, H.; Xiao, Q.; Kuang, J.; Jiang, Z.; Xing, J. Effect of rare earth and titanium additions on the microstructures and properties of low carbon Fe-B cast steel. Mater. Sci. Eng. A 2007, 466, 160–165. [Google Scholar] [CrossRef]
- Torkamani, H.; Raygan, S.; Mateo, C.G.; Rassizadehghani, J.; Vivas, J.; Palizdar, J.; San-Martin, D. The influence of La and Ce addition on inclusions modification in cast nobium microalloyed steels. Metals 2017, 7, 377. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, H.; Wu, J. Influence of Re and Re-Ca addition on microstructure and mechanical properties of steel 35MnSiCrMoV. In Proceedings of the 2nd International Conference on Civil, Materials and Environmental Sciences, Phuket, Thailand, 20–21 December 2015. [Google Scholar]
- Cosandey, F.; Li, D.; Sczerzenie, F.; Tien, J. The effect of cerium on high temperature tensile and creep behavior of a superalloy. Metall. Trans. A 1983, 14, 611–621. [Google Scholar] [CrossRef]
- Liu, C.; Huang, Y.; Jiang, M. Effects and mechanisms of RE on impact toughness and fracture toughness of clean heavy rail steel. J. Iron Steel Res. Int. 2011, 18, 52–58. [Google Scholar] [CrossRef]
- Jeon, S.H.; Kim, S.T.; Choi, M.S.; Kim, J.S.; Kim, K.T.; Park, Y.S. Effects of cerium on the compositional variations in and around inclusions and the initiation and propagation of pitting corrosion in hyperduplex stainless steel. Corros. Sci. 2013, 75, 367–375. [Google Scholar] [CrossRef]
- Skrzypczyk, A.; Kasińska, J.; Furmańczyk, P. Analysis of impact fractures of welded joints of G17CrMo5-5 cast steel. In Sympozjum Katedr i Zakładów Spawalnictwa “Nowoczesne Zastosowania Technologii Spawalniczych”; Jacek Górka, Komisja Odlewnictwa PAN: Istebna, Poland, 2017; pp. 291–298. (In Polish) [Google Scholar]
- Gajewski, M.; Kasińska, J. Rare earth metals influence on mechanical properties and crack resistance of GP240GH and G17CrMo5-5 cast steels. Arch. Foundry Eng. 2009, 9, 37–44. [Google Scholar]
- Kasińska, J. Influence of rare earth metals on microstructure and inclusions morphology G17CrMo5-5 cast steel. Arch. Metall. Mater. 2014, 59, 993–996. [Google Scholar] [CrossRef]
- Gajewski, M.; Kasińska, J. Rare earth metals influence on morphology of non-metallic inclusions and mechanism of GP240GH and G17CrMo5-5cast steel cracking. Arch. Foundry Eng. 2009, 9, 45–52. [Google Scholar]
- ASTM E 1820-17. Standard Test Method for J-Integral Characterization for Fracture Toughness; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2017. [Google Scholar]
- Dzioba, I.; Kasińska, J.; Pała, R. The influence of the rare earth metals modification on the fracture toughness of G17CrMo5-5 cast steel at low temperatures. Arch. Metall. Mater. 2015, 60, 773–777. [Google Scholar] [CrossRef]
- ASTM E1820-09. Standard Test Method for Measurement of Fracture Toughness; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2011; pp. 1070–1118. [Google Scholar]
- Wallin, K. Master Curve Analysis of Ductile to Brittle Transition Region Fracture Toughness Round Robin Data (The Euro Fracture Toughness Curve); VTT Technical Document 367.58P; Technical Research Centre of Finland: Espoo, Finland, 1998. [Google Scholar]
- Wallin, K. Recommendations for the application of fracture toughness data for structural integrity assessments. In Proceedings of the Joint IAEA/CSNI Specialists Meeting on Fracture Mechanics Verification by Large-Scale Testing, NUREG/CP-0131 (ORNL/TM-12413), Oak Ridge, TN, USA, 26–29 October 1993; pp. 465–494. [Google Scholar]
- Wallin, K. The scatter in KIC-results. Eng. Fract. Mech. 1984, 19, 1085–1093. [Google Scholar] [CrossRef]
- Gao, X.; Dodds, R.H. Constraint effects on the ductile-to-cleavage transition temperature of ferritic steels: A Weibull stress model. Int. J. Fract. 2000, 102, 43–69. [Google Scholar] [CrossRef]
- Ruggeri, C.; Dodds, R.H.; Wallin, K. Constraint effects on reference temperature, T0, for ferritic steels in the transition region. Eng. Fract. Mech. 1998, 60, 19–36. [Google Scholar] [CrossRef]
- ASTM E1921-10. Standard Test Method for Determination of Reference Temperature, T0, for Ferritic Steels in the Transition Range; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2011; pp. 1177–1198. [Google Scholar]
- Koçak, M. FITNET fitness-for-service procedure: An overview. Weld. World 2007, 51, 94–105. [Google Scholar] [CrossRef]
- BS EN ISO 21952:2012. Welding Consumables. Wire Electrodes, Wires, Rods and Deposits for Gas Shielded Arc Welding of Creep-Resisting Steels. Classification; British Standards Institution: London, UK, 2012. [Google Scholar]
- ISO 14175:2008(en). Welding Consumables—Gases and Gas Mixtures for Fusion Welding and Allied Processes; International Organization for Standardization: Geneva, Switzerland, 2008. [Google Scholar]
- BS EN ISO 4063:2010. Welding and Allied Processes. Nomenclature of Processes and Reference Numbers; British Standards Institution: London, UK, 2010. [Google Scholar]
- JSME S 001-81. Standard Method of Test for Elastic-Plastic Fracture Toughness JIC; JSME Standard: Tokyo, Japan, 1981. [Google Scholar]
- Kobayash, H.; Nakamura, H.; Nakazawa, H. Evaluation of blunting line and elastic-plastic fracture toughness. Fract. Mech. 1983, 420–438. [Google Scholar]
- Nguyen-Duy, P. Relationship between critical stretch zone width, crack-tip opening displacement, and fracture-energy criterion: Application to SA-516-70 steel plates. Fract. Mech. 1981, 543–552. [Google Scholar] [CrossRef]
- Miyamoto, H.; Kobayashi, H.; Ohtsuka, N. Standard method of test for elastic-plastic fracture toughness JIC recommended in Japan. In Mechanical Behaviour of Materials, Proceedings of the Fourth International Conference, Stockholm, Sweden, 15–19 August 1983; Carlsson, J., Ed.; Elsevier: Duxford, UK, 1983; Volume 2, pp. 747–753. [Google Scholar]
- Lai, Z.; Ma, C. Comparison of several methods of JIC determination. Eng. Fract. Mech. 1985, 22, 1117–1119. [Google Scholar]
- Cao, W.D.; Lu, X.P. On the relationship the geometry of deformed crack tip and crack parameters. In Application of Fracture Mechanics to Materials and Structures; Martinus Nijhoff Publishers: The Hague, The Netherlands, 1984; pp. 525–545. [Google Scholar]
- Bicego, V.; Rinaldi, C. Fractographic Study of Toughness Variability in the Transition Region; Mechanical Engineering Publications: London, UK, 1991; pp. 459–475. [Google Scholar]
- Dzioba, I.; Furmańczyk, P. Determining the critical value of fracture toughness using the measurement of the stretch zone width. In Proceedings of the 11th European Conference of Young Researchers and Scientists, Zilina, Slovakia, 22–24 June 2015; Volume 5, pp. 82–85. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | Al | S | P |
|---|---|---|---|---|---|---|---|---|
| 0.18 | 0.4 | 0.9 | 1.2 | 0.53 | 0.07 | 0.041 | 0.015 | 0.022 |
| G17CrMo5-5 | Yield Strength, MPa | Tensile Strength, MPa | Elongation, % | Necking, % | Impact Strength, J/cm2 |
|---|---|---|---|---|---|
| Without REM addition | 507.4 | 661 | 20.08 | 63.6 | 30 |
| With REM addition | 551.4 | 685.2 | 19.92 | 62.4 | 99 |
| Run No. | Welding Method [46] | Filler Wire Diameter, mm | Current, A | Arc Voltage, V | Welding Speed, cm/min | Shielding Gas Flow, L/min |
|---|---|---|---|---|---|---|
| 1, 3 | 141 | φ = 2.0 | 100 | 11.3 | 25–30 | 8.0–10.0 |
| 2, 4 | 141 | φ = 2.4 | 120 | 11.9 | 20–25 | 12.0 |
| 5–10 | 141 | φ = 2.4 | 130 | 13.2 | 20–25 | 12.0 |
| Pre-heating temperature: 100 °C, inter-pass temperature: 200–230 °C, annealing: 710 °C. | ||||||
| Joint No. | Area | Fracture Energy, kJ/mm2 |
|---|---|---|
| A1 | weld | 87 |
| A2 | weld + HAZ | 135 |
| A3 | HAZ | 275 |
| B1 | weld | 67 |
| B2 | weld + HAZ + parent material | 212 |
| B3 | HAZ | 433 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kasińska, J.; Skrzypczyk, A. Fracture Energy and Fracture Morphology after Three-Point Bending Test of Welded Joints Made of Cast Steel Designed for Use in Power Sector, with and without the Addition of Rare Earth Metals. Metals 2018, 8, 115. https://doi.org/10.3390/met8020115
Kasińska J, Skrzypczyk A. Fracture Energy and Fracture Morphology after Three-Point Bending Test of Welded Joints Made of Cast Steel Designed for Use in Power Sector, with and without the Addition of Rare Earth Metals. Metals. 2018; 8(2):115. https://doi.org/10.3390/met8020115
Chicago/Turabian StyleKasińska, Justyna, and Andrzej Skrzypczyk. 2018. "Fracture Energy and Fracture Morphology after Three-Point Bending Test of Welded Joints Made of Cast Steel Designed for Use in Power Sector, with and without the Addition of Rare Earth Metals" Metals 8, no. 2: 115. https://doi.org/10.3390/met8020115
APA StyleKasińska, J., & Skrzypczyk, A. (2018). Fracture Energy and Fracture Morphology after Three-Point Bending Test of Welded Joints Made of Cast Steel Designed for Use in Power Sector, with and without the Addition of Rare Earth Metals. Metals, 8(2), 115. https://doi.org/10.3390/met8020115