Evaluation of Primary Water Stress Corrosion Cracking Resistance of Three Heats of Alloy 600 in 400 °C Hydrogenated Steam Condition


Abstract
:1. Introduction
2. Materials and Methods
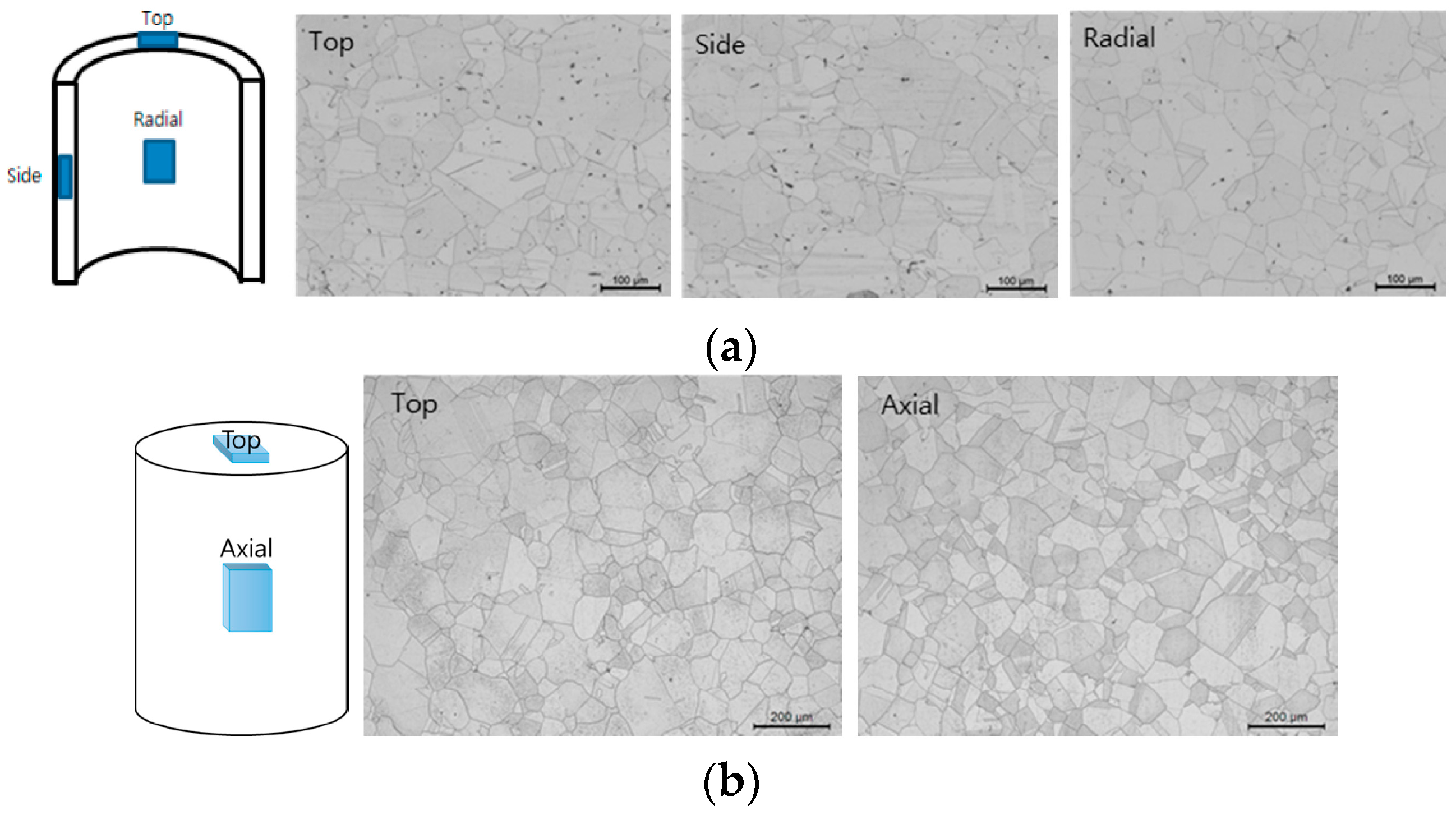
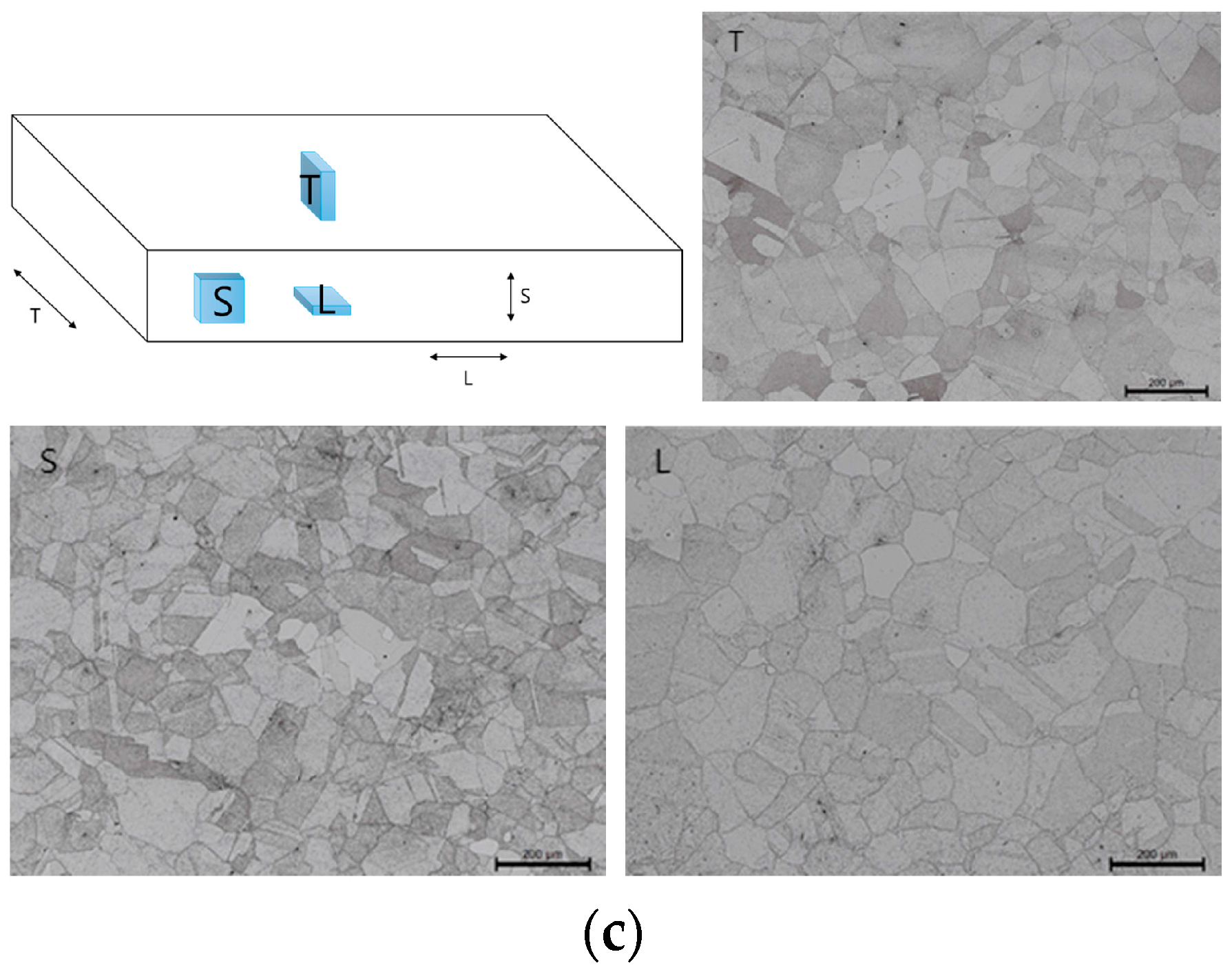
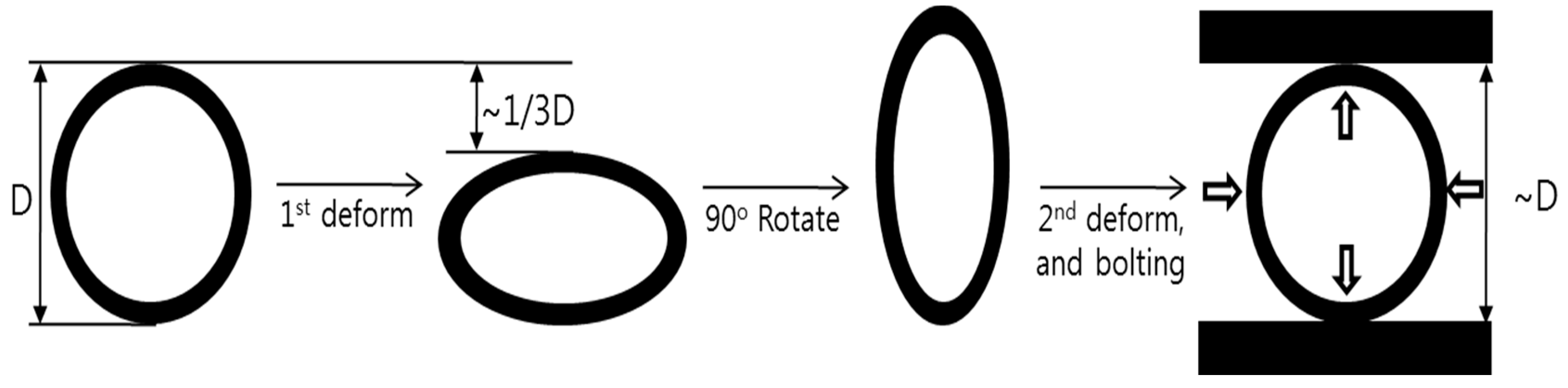
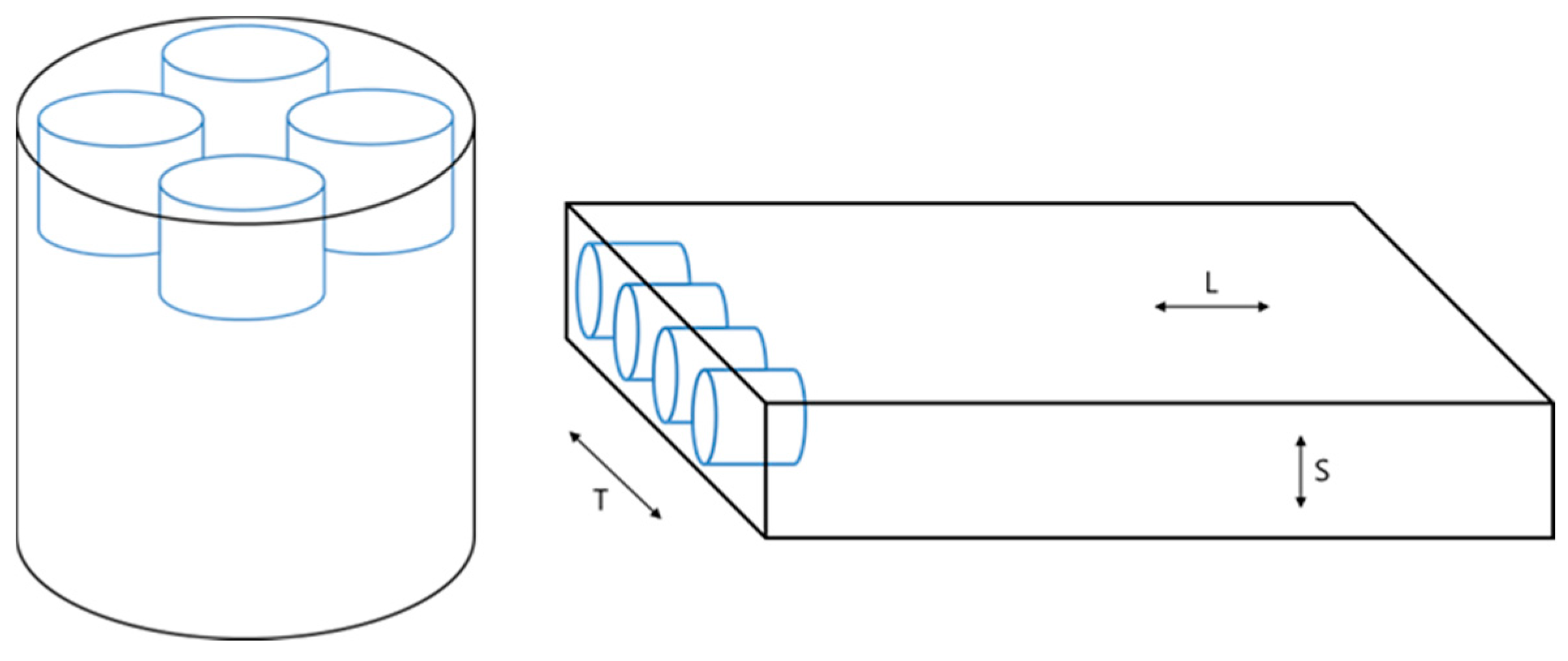
2.1. Materials and Test Specimen
2.2. PWSCC Test
3. Results and Discussion
3.1. PWSCC Initiation Test Results
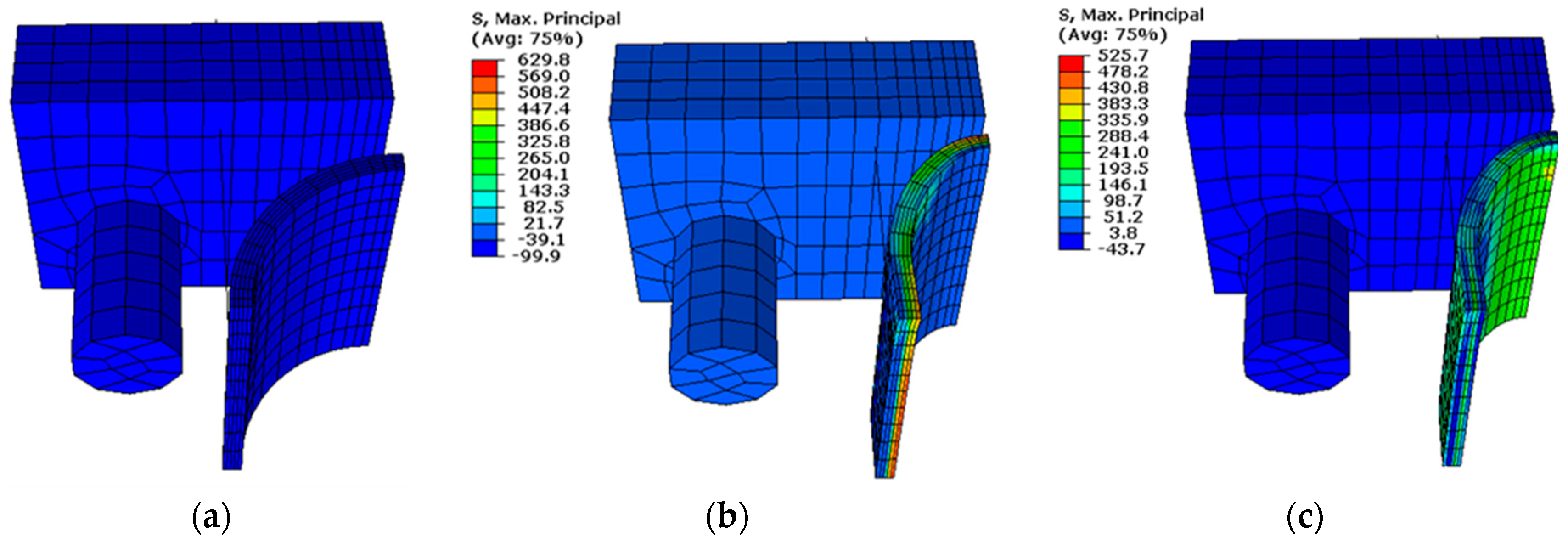
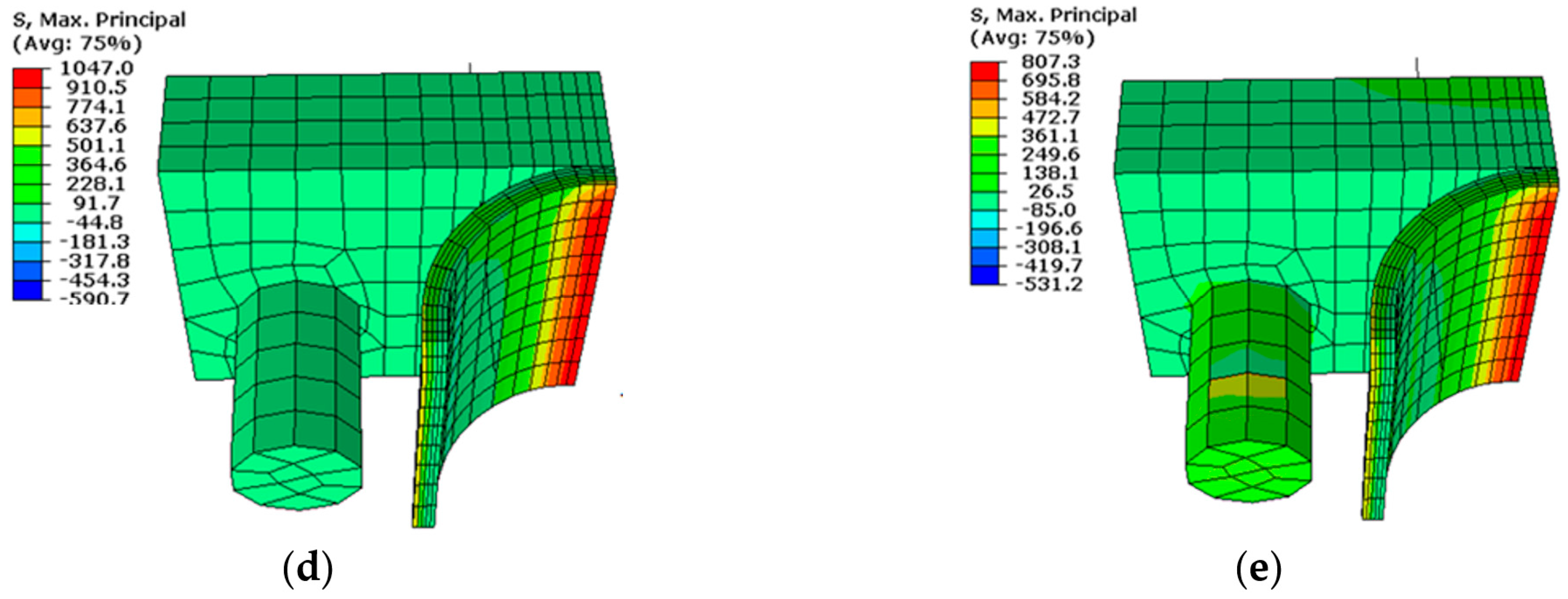
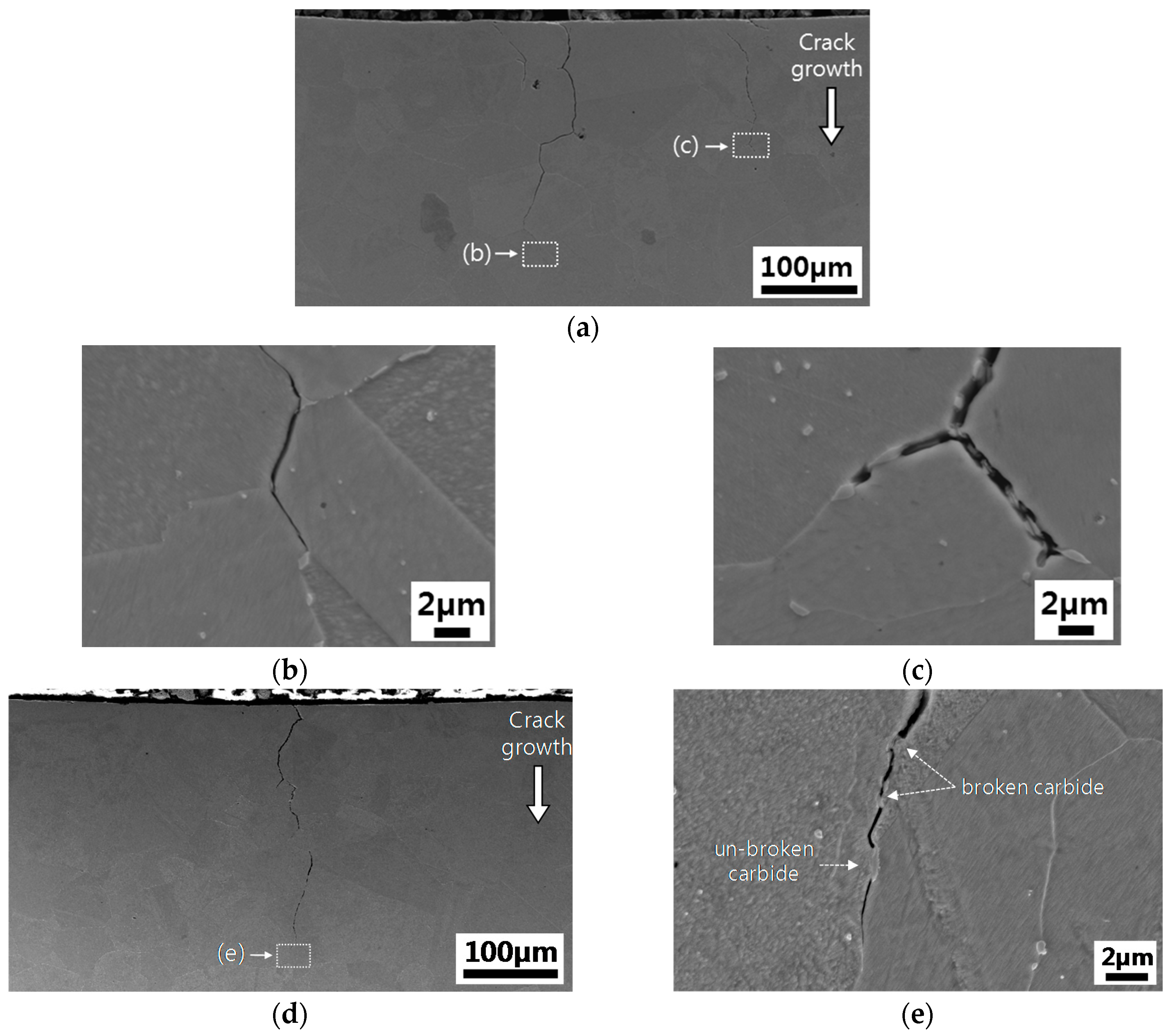
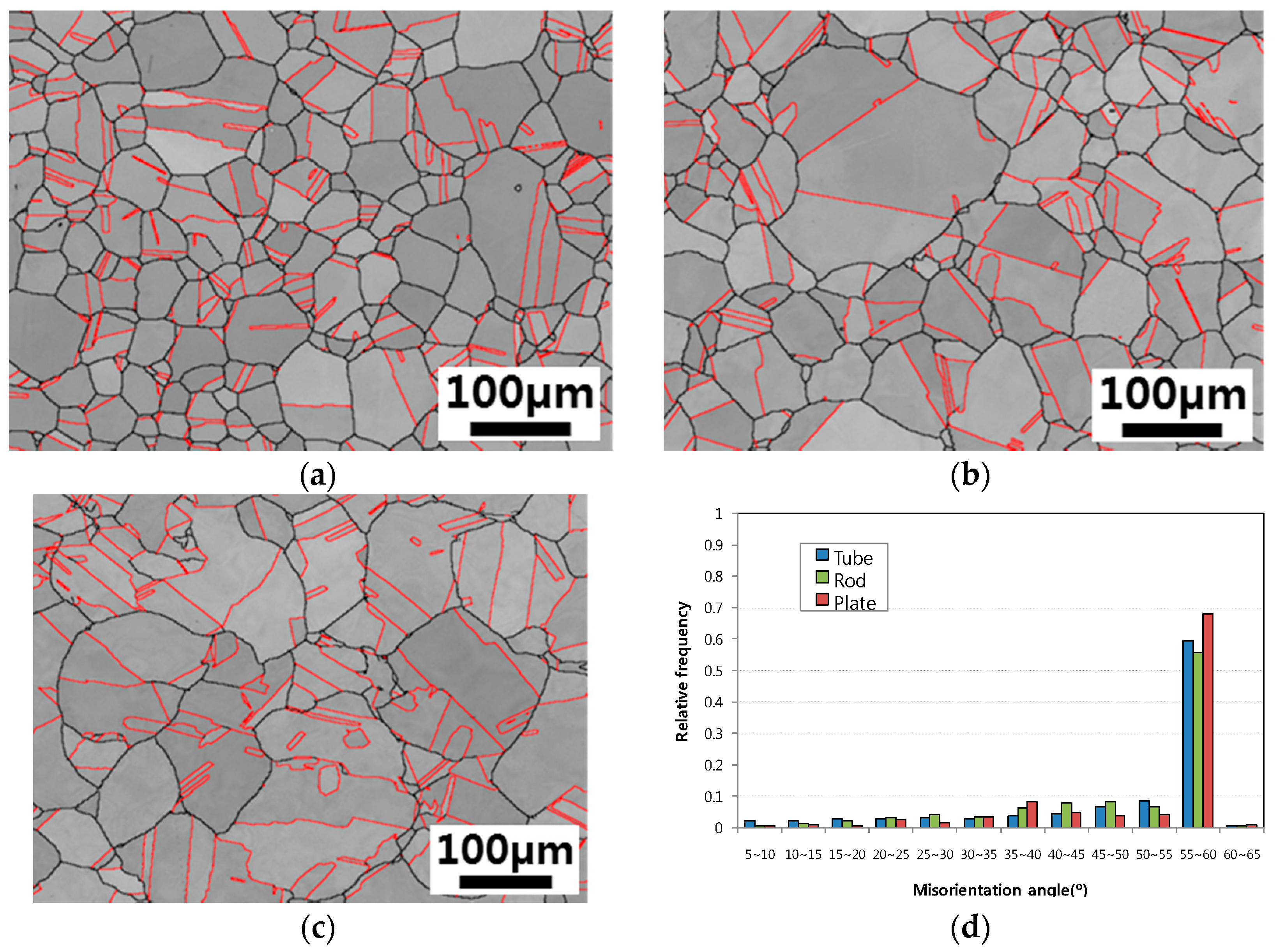
3.2. Factors Affecting the PWSCC Initiation
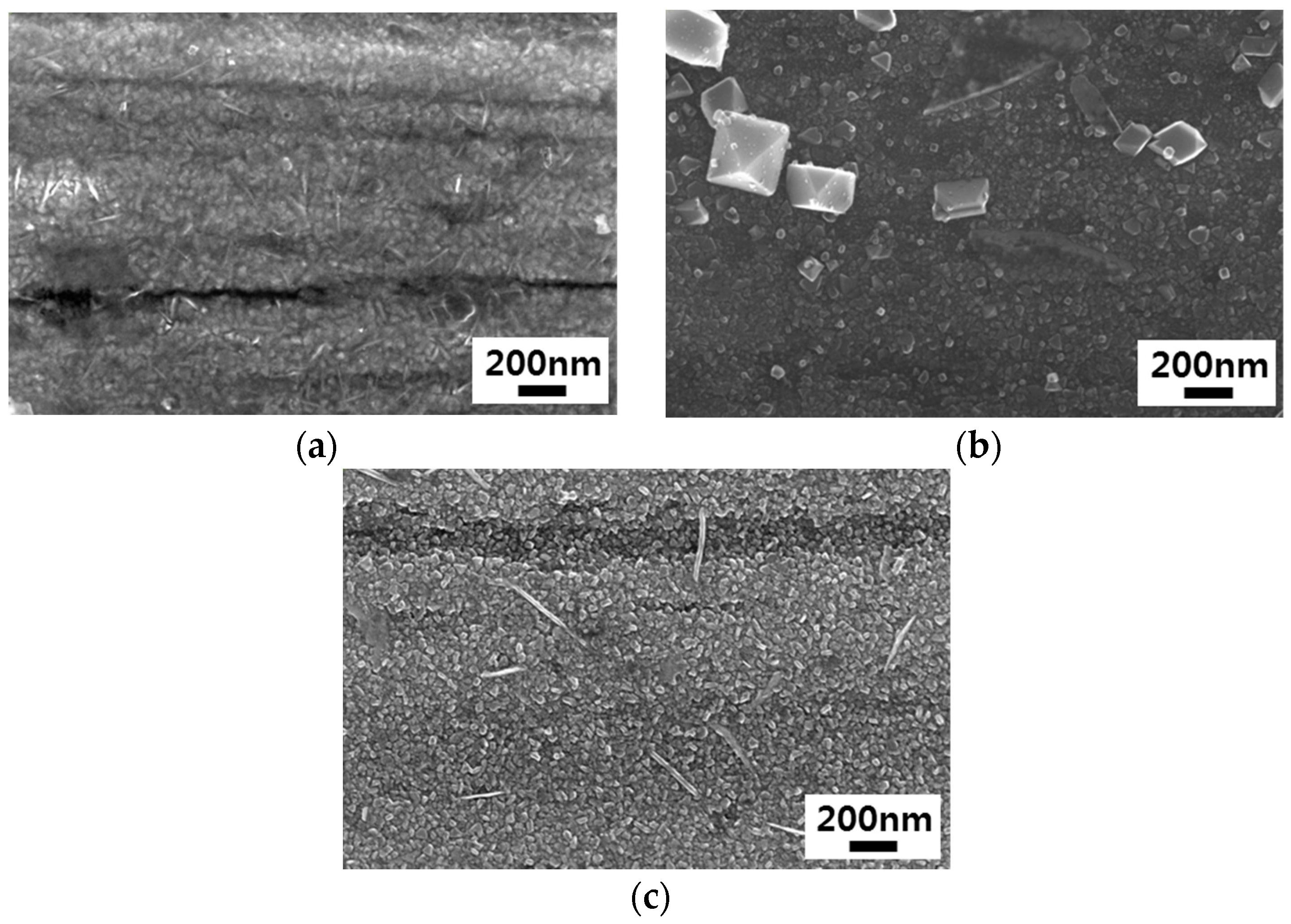
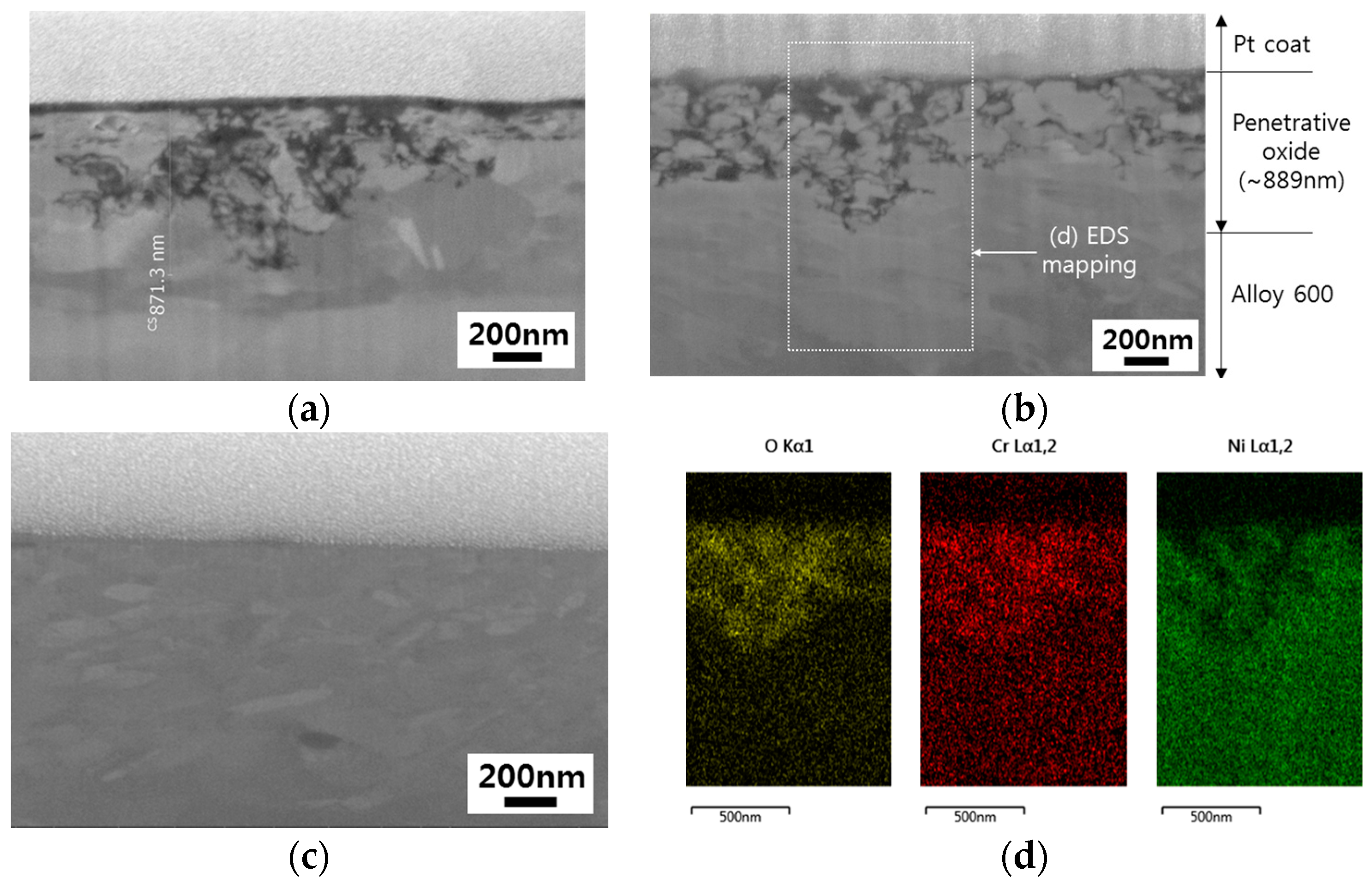
3.3. Suraface Oxides and Oxygen Penetration
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- King, C.P. PWSCC of Alloy 600 Type Materials in Non-Steam Generator Tubing Applications; Product ID 1007832; EPRI: Palo Alto, CA, USA, 2002; pp. 1–2. [Google Scholar]
- Staehle, R.W. Historical Views on Stress Corrosion Cracking of Nickel-Based Alloys: The Corious Effect. In Stress Corrosion Cracking of Nickel-Based Alloys in Water-Cooled Nuclear Reactors; Féron, D., Staehle, R.W., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; p. 15. ISBN 978-0-08-100062-5. [Google Scholar]
- Yonezawa, T. Methodology to Understand the Mechanisms of PWSCC. In Proceedings of the 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems—Water Reactors, Newport Beach, CA, USA, 1–5 August 1999; pp. 15–19. [Google Scholar]
- Daret, J. Initiation of SCC in Alloy 600 Wrought Materials: A Laboratory and Statistical Evaluation. In Proceedings of the 12th International Conference on Environmental Degradation of Materials in Nuclear Power System—Water Reactors, Salt Lake City, UT, USA, 14–18 August 2005; pp. 937–944. [Google Scholar]
- Fyfitch, S. Corrosion and Stress Corrosion Cracking of Ni-Base Alloys. In Comprehensive Nuclear Materials; Konings, R.J.M., Allen, T.R., Stoller, R., Yamanaka, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 75–88. ISBN 978-0-08-056027-4. [Google Scholar]
- Dozaki, K.; Akutagawa, D.; Nagata, N.; Takiguchi, H.; Norring, K. Effects of Dissolved Hydrogen Content in PWR Primary Water on PWSCC Initiation Property. E-J. Adv. Maint. 2010, 2, 65–76. [Google Scholar]
- Andresen, P.L.; Hickling, J.; Ahluwalia, A.; Wilson, J. Effect of Hydrogen on Stress Corrosion Crack Growth Rate of Nickel Alloys in High-Temperature Water. Corrosion 2008, 64, 707–720. [Google Scholar] [CrossRef]
- Scott, P.M.; le Calvar, M. Some possible mechanisms of intergranular stress corrosion cracking of Alloy 600 in PWR primary water. In Proceedings of the 6th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems—Water Reactors, San Diego, CA, USA, 1–5 August 1993; pp. 657–665. [Google Scholar]
- Scott, P.M. An Overview of Internal Oxidation as a Possible Explanation of Intergranular Stress Corrosion Cracking of Alloy 600 in PWRs. In Proceedings of the 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems—Water Reactors, Newport Beach, CA, USA, 1–5 August 1999; pp. 3–12. [Google Scholar]
- Chêne, C. Stress Corrosion Cracking and Hydrogen Embrittlement. In Stress Corrosion Cracking of Nickel-Based Alloys in Water-Cooled Nuclear Reactors; Féron, D., Staehle, R.W., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; p. 295. ISBN 978-0-08-100062-5. [Google Scholar]
- Simonetti, S.; Lanz, C.; Brizuela, G. Hydrogen Embrittlement of a Fe-Cr-Ni Alloy: Analysis of the Physical and Chemical Processes in the Early Stage of Stress Corrosion Cracking. Solid State Sci. 2013, 15, 137–141. [Google Scholar] [CrossRef]
- Attanasio, S.A.; Fish, J.S.; Wilkening, W.W.; Rosecrans, P.M.; Morton, D.S.; Was, G.S.; Yi, Y. Measurement of the Fundamental Parameters for the Film-Rupture/Oxidation Mechanism—The Effect of Chromium. In Proceedings of the 9th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems—Water Reactors, Newport Beach, CA, USA, 1–5 August 1999; pp. 49–56. [Google Scholar]
- Scott, P.M.; Benhamou, C. An Overview of Recent Observations and Interpretations of IGSCC in Nickel Base Alloys in PWR Primary Water. In Proceedings of the 10th International Conference on Environmental Degradation of Materials in Nuclear Power System—Water Reactors, Lake Tahoe, NV, USA, 5–9 August 2001. [Google Scholar]
- Fyfitch, S. xLPR Initiation Model Calibration Work. In Proceedings of the Alloy 690/52/152 PWSCC Research Collaboration Meeting, Tampa, FL, USA, 1–3 December 2015. [Google Scholar]
- Alternative Examination Requirements for PWR Reactor Vessel Upper Heads with Nozzles Having Pressure-Retaining Partial-Penetration Welds Section XI, Division 1; ASME BPVC Cass N-729-1; ASME: New York, NY, USA, 2006.
- Economy, G.; Jacko, R.J.; Pement, F.W. IGSCC Behavior of Alloy 600 Steam Generator Tubing in Water or Steam Tests Above 360 °C. Corrosion 1987, 43, 727–734. [Google Scholar] [CrossRef]
- DJang, Y.; Watkins, T.R.; Kozaczek, K.J.; Hubbard, C.R.; Cavin, O.B. Surface Residual Stresses in Machined Austenitic Stainless Steel. Wear 1996, 194, 168–173. [Google Scholar]
- Hänninen, H.; Toivonen, A.; Saukkonen, T.; Brederholm, A.; Aaltonen, P.; Ehrnstén, U. EAC Crack Initiation in Nickel-Based Dissimilar Metal Welds Using Doped Steam Test. In Proceedings of the 14th International Conference on Environmental Degradation of Materials in Nuclear Power Systems—Water Reactors, Virginia Beach, VA, USA, 23–27 August 2009; pp. 333–342. [Google Scholar]
- Crawford, D.C.; Was, G.S. The Role of Grain Boundary Misorientation in Intergranular Cracking of Ni-16Cr-9Fe in 360 °C Argon and high-Purity Water. Metall. Trans. A 1992, 23, 1195–1206. [Google Scholar] [CrossRef]
- Was, G.S.; Thaveeprungsriporn, V.; Crawford, D.C. Grain Boundary Misorientation Effects on Creep and Cracking in Ni-Based Alloys. JOM 1998, 50, 44–49. [Google Scholar] [CrossRef]
- Gertsman, V.Y.; Bruemmer, S.M. Stud of Grain Boundary Character along Intergranular Stress Corrosion Crack Paths in Austenitic Alloys. Acta Mater. 2001, 49, 1589–1598. [Google Scholar] [CrossRef]
- Panter, J.; Viguier, B.; Cloue, J.M.; Foucault, M.; Combrade, P.; Andrieu, E. Influence of Oxide Films on Primary Water Stress Corrosion Cracking Initiation of Alloy 600. J. Nucl. Mater. 2006, 348, 213–221. [Google Scholar] [CrossRef] [Green Version]
- Combrade, P.; Scott, P.M.; Foucault, M.; Andrieu, E.; Marcus, P. Oxidation of Ni Base Alloys in PWR Water: Oxide Layers and Associated Damage to the Base Metal. In Proceedings of the 12th International Conference on Environmental Degradation of Materials in Nuclear Power System—Water Reactors, Salt Lake City, UT, USA, 14–18 August 2005; pp. 883–890. [Google Scholar]
- Lindsay, J.; Scenini, F.; Zhou, X.; Bertali, G.; Cottis, R.A.; Bruke, M.G.; Carrette, F.; Vaillant, F. Characterisation of Stress Corrosion Cracking and Internal Oxidation of Alloy 600 in High Temperature Hydrogenated Steam. In Proceedings of the 16th International Conference on Environmental Degradation of Materials in Nuclear Power System—Water Reactors, Asheville, NC, USA, 11–15 August 2013. [Google Scholar]
- Persaud, S.Y.; Korinek, A.; Huang, J.; Botton, G.A.; Newman, R.C. Internal Oxidation of Alloy 600 Exposed to Hydrogenated Steam and the Beneficial Effects of Thermal Treatment. Corros. Sci. 2014, 86, 108–122. [Google Scholar] [CrossRef]
- Bertali, G.; Scenini, F.; Burke, M.G. The Effect of Residual Stress on the Preferential Intergranular Oxidation of Alloy 600. Corros. Sci. 2016, 111, 494–507. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat | C | Mn | Si | Ni | Cr | Cu | Fe | P | S |
|---|---|---|---|---|---|---|---|---|---|
| Tube | 0.023 | 0.19 | 0.22 | 75.82 | 15.25 | 0.19 | 8.04 | 0.01 | <0.001 |
| Rod | 0.04 | 0.53 | 0.48 | 72.10 | 16.04 | 0.05 | 10.00 | - | 0.001 |
| Plate | 0.05 | 0.26 | 0.22 | 74.2 | 16.08 | 0.02 | 8.99 | 0.01 | <0.001 |
| Heat | Yield Strength (0.2% Offset, MPa) | Tensile Strength (MPa) | Elongation (%) | Grain Size No. |
|---|---|---|---|---|
| Tube | 248 | 614 | - | 5 |
| Rod | 257 | 584 | 46 | 6.1 |
| Plate | 275 | 645 | 41 | 4.5 |
| Specimen | Outside Diameter (mm) | Thickness (mm) | Length (mm) | Deformed Distance (mm, 1st/2nd) | Note |
|---|---|---|---|---|---|
| 19OT | 19.05 | 1.09 | 35 | 7/~5 | ‘Tube’ |
| 35OT | 35 | 2.5 | 35 | 11/~8 | ‘Rod’ and ‘Plate’ |
| 45OT | 45 | 3.2 | 45 | 15/~11 | ‘Rod’ and ‘Plate’ |
| Test Time | 100 h | 200 h | 300 h | 500 h 1 | 700 h | 800 h |
|---|---|---|---|---|---|---|
| Tube | 2/2 (ID: 6.6%, OD: 2.0%) | 2/2 (ID: 17.0%, OD: 15.1%) | - | 2/2 (ID: 44.7%, OD: 22.2%) | - | - |
| Rod | 4/5 (ID: 10.4%, OD: 4.2%) | - | - | 6/6 (ID: 45.6%, OD: 84.7%) | - | - |
| Plate | 0/8 | 0/6 | 0/6 | 1/10 (ID 2) | 3/6 (ID: 27.4%, OD: 12.9%) | 2/2 (ID 3, OD 3) |
| Heat | Grain Boundary Carbide Coverage |
|---|---|
| Tube | 47.1 ± 0.6% |
| Rod | 39.6 ± 9.2% |
| Plate | 51.5 ± 6.0% |
| Grain Boundary Character | Tube | Rod | Plate |
|---|---|---|---|
| Low angle boundary (<15°) | 5.6 | 2.0 | 2.0 |
| CSLB (∑ ≤ 29) | 48.2 | 52.2 | 68.2 |
| ∑3 boundary | 43.3 | 46.7 | 60.7 |
| ∑3 boundary relative to all CSLB | 89.9 | 89.6 | 88.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yun, E.; Chung, H.; Jang, C. Evaluation of Primary Water Stress Corrosion Cracking Resistance of Three Heats of Alloy 600 in 400 °C Hydrogenated Steam Condition. Metals 2018, 8, 130. https://doi.org/10.3390/met8020130
Yun E, Chung H, Jang C. Evaluation of Primary Water Stress Corrosion Cracking Resistance of Three Heats of Alloy 600 in 400 °C Hydrogenated Steam Condition. Metals. 2018; 8(2):130. https://doi.org/10.3390/met8020130
Chicago/Turabian StyleYun, Eunsub, Hansub Chung, and Changheui Jang. 2018. "Evaluation of Primary Water Stress Corrosion Cracking Resistance of Three Heats of Alloy 600 in 400 °C Hydrogenated Steam Condition" Metals 8, no. 2: 130. https://doi.org/10.3390/met8020130
APA StyleYun, E., Chung, H., & Jang, C. (2018). Evaluation of Primary Water Stress Corrosion Cracking Resistance of Three Heats of Alloy 600 in 400 °C Hydrogenated Steam Condition. Metals, 8(2), 130. https://doi.org/10.3390/met8020130