Sliding Contact Wear Damage of EBM built Ti6Al4V: Influence of Process Induced Anisotropic Microstructure

Abstract
:1. Introduction
2. Approach
2.1. Materials Description
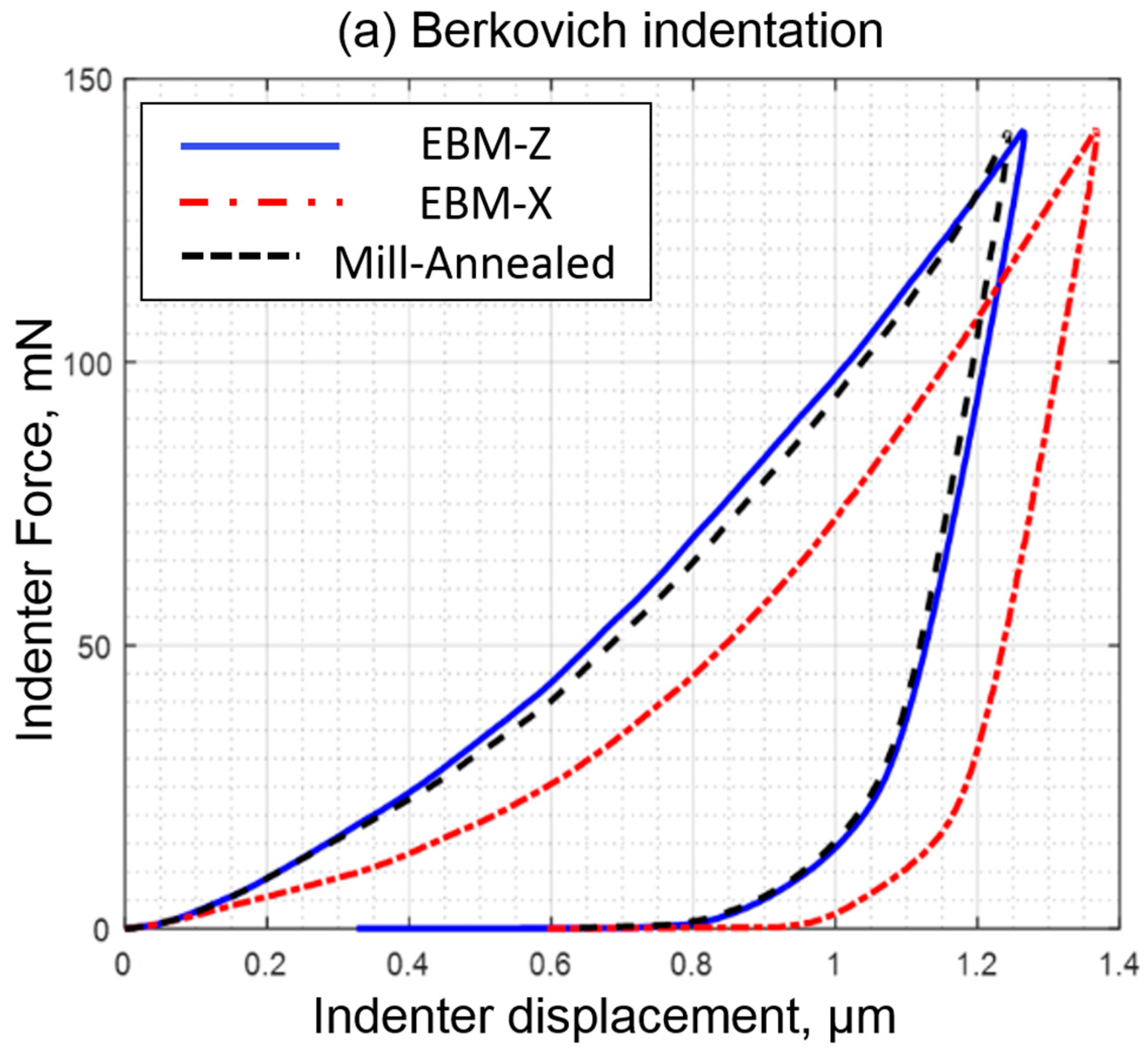
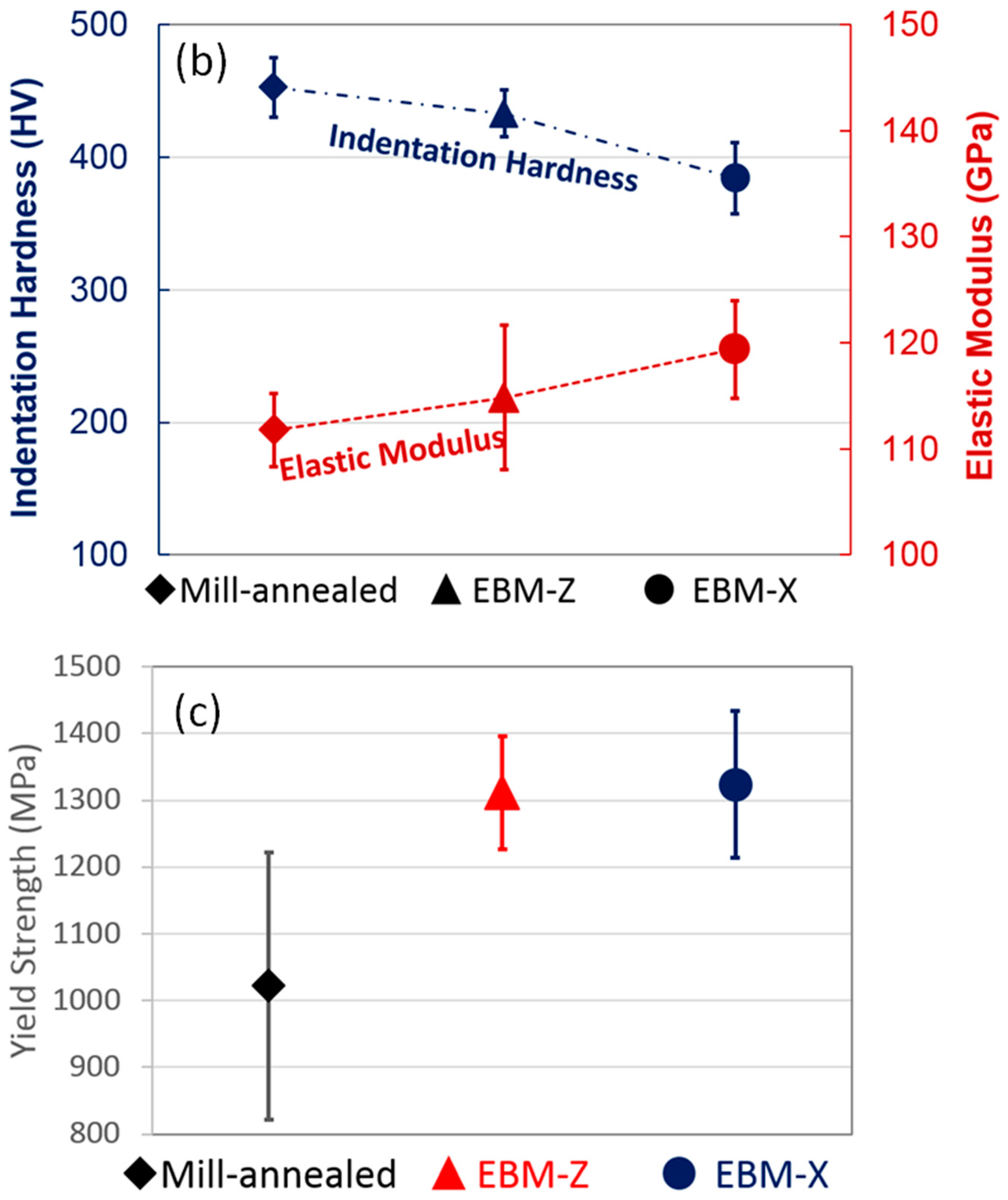
2.2. Mechanical Characterization
2.3. Microstructure
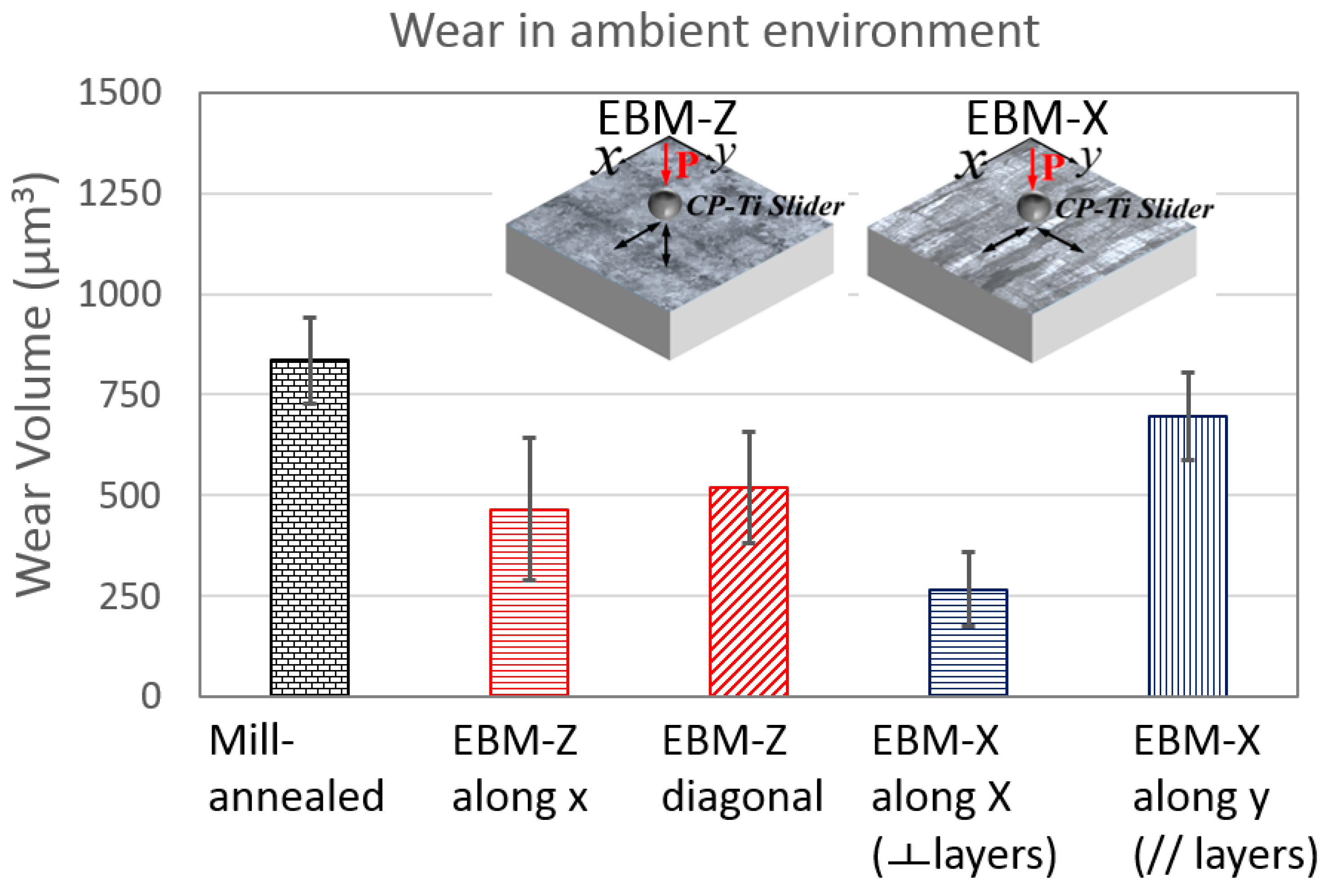
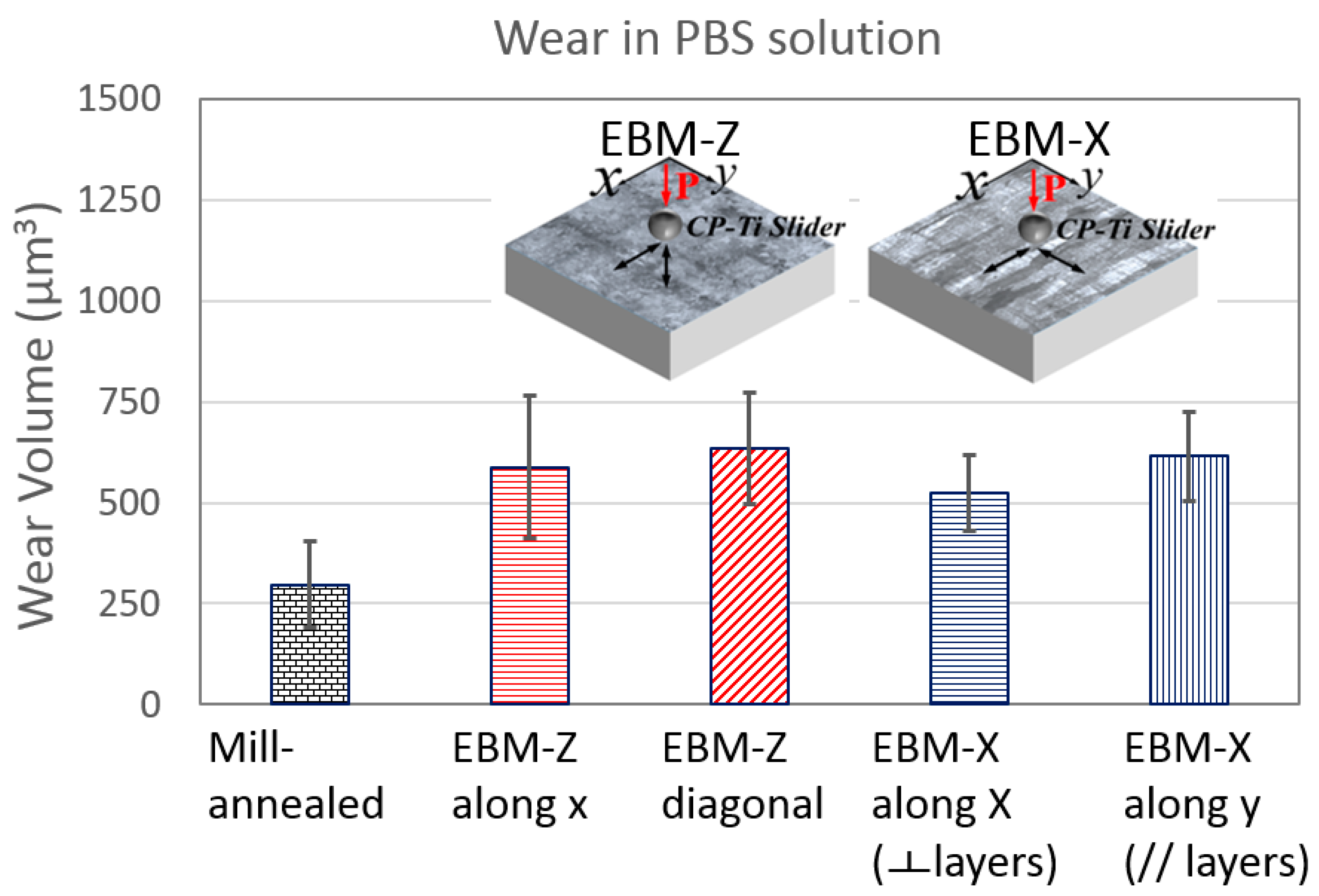
2.4. Wear Experiment
3. Results
3.1. Microstructure
3.2. Mechanical Properties
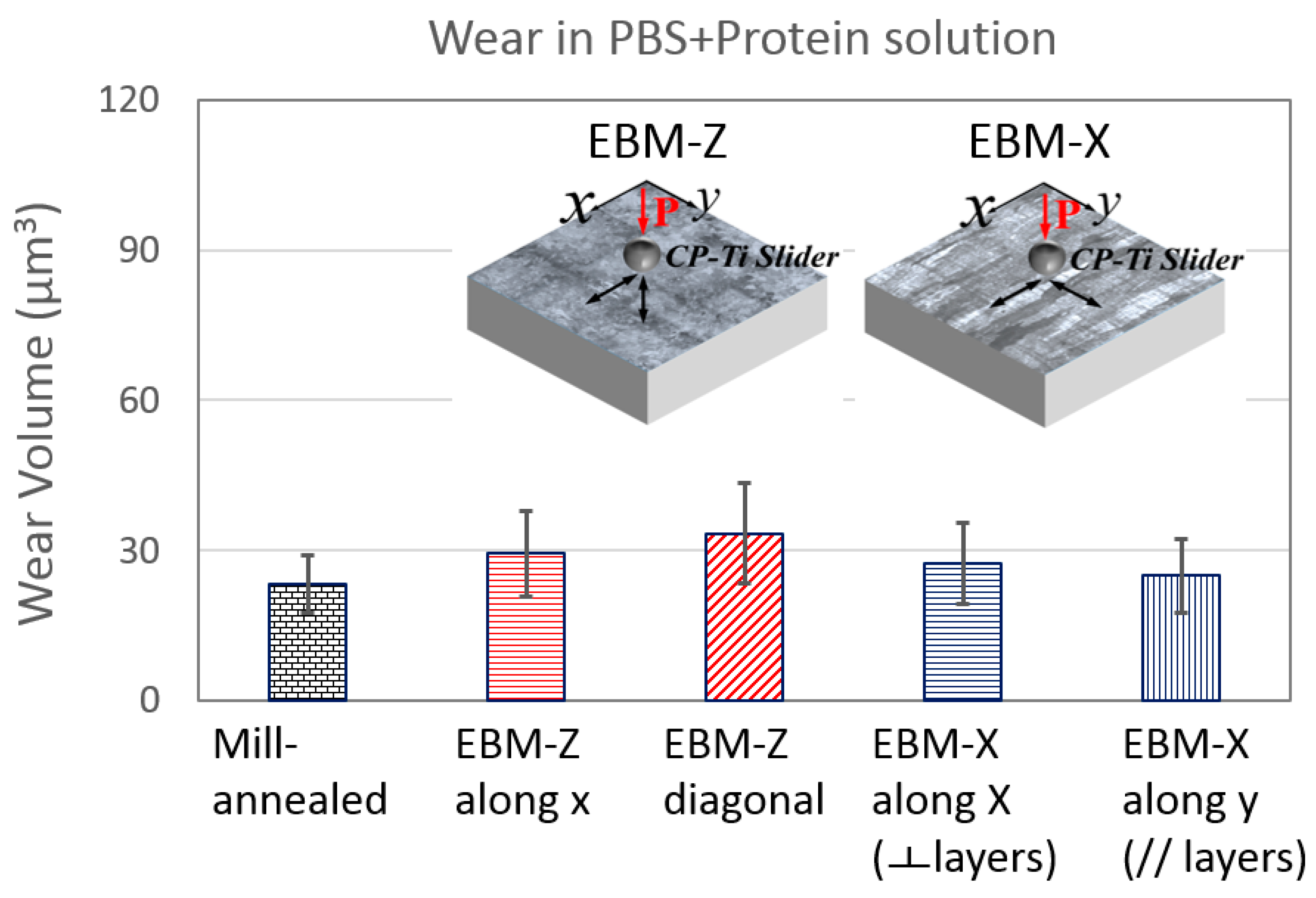
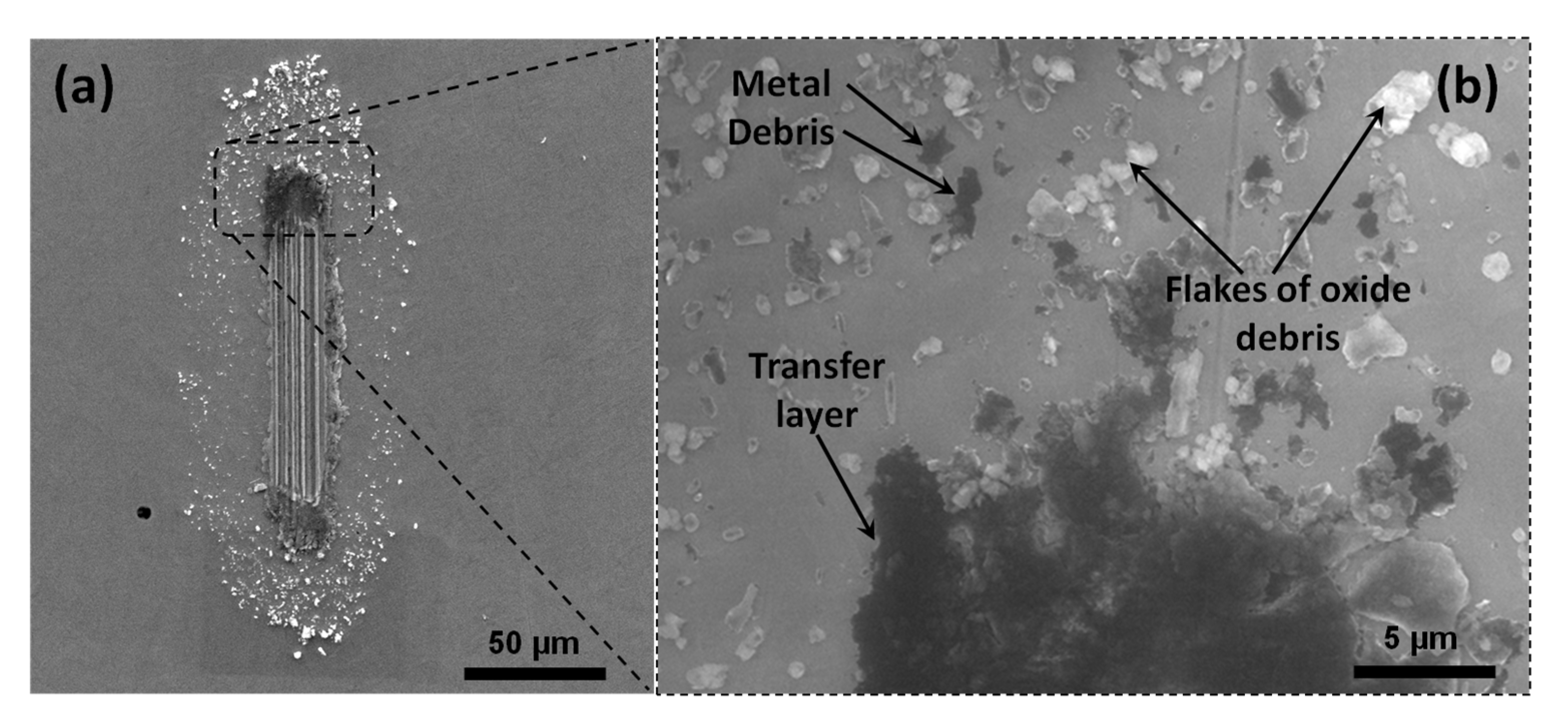
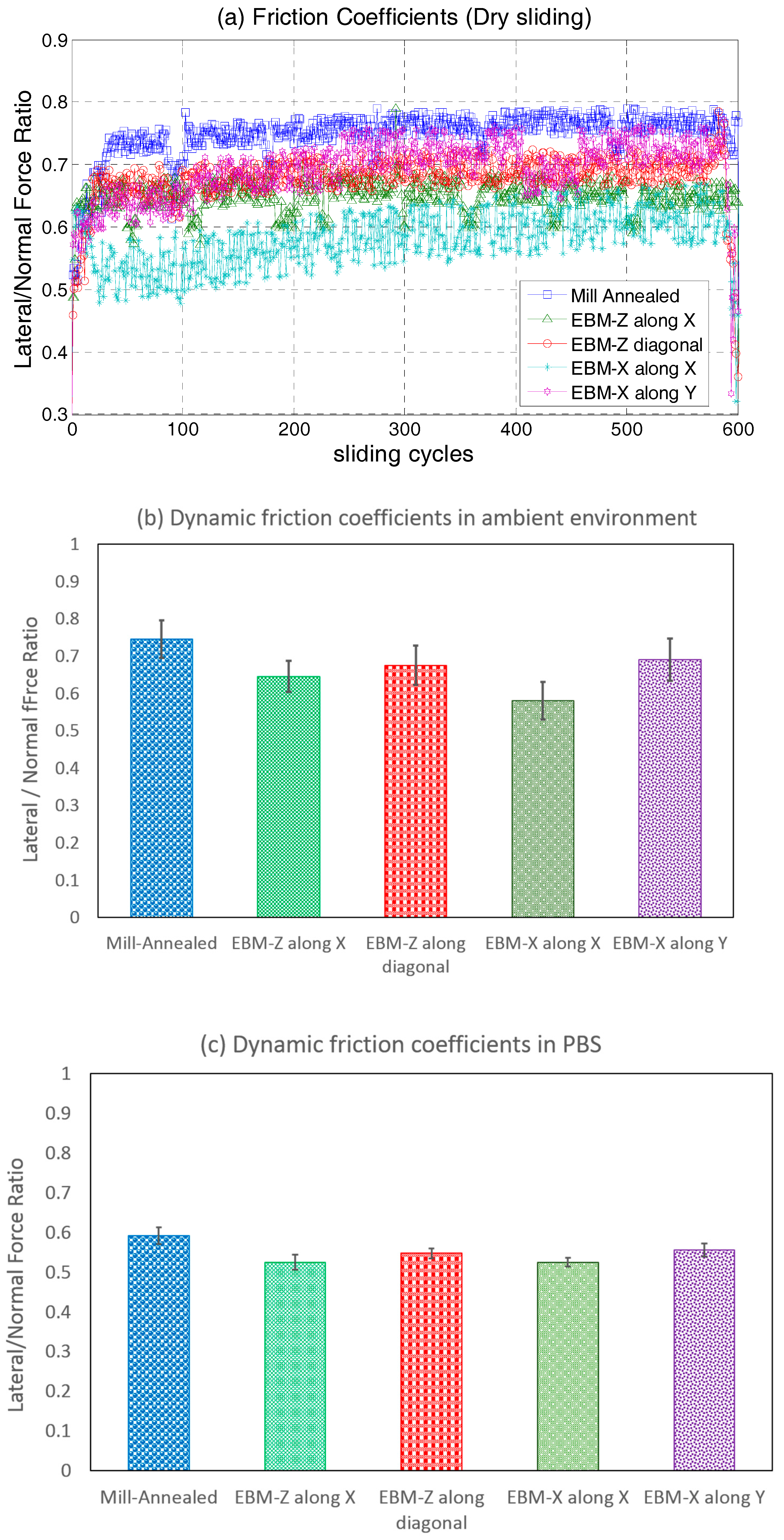
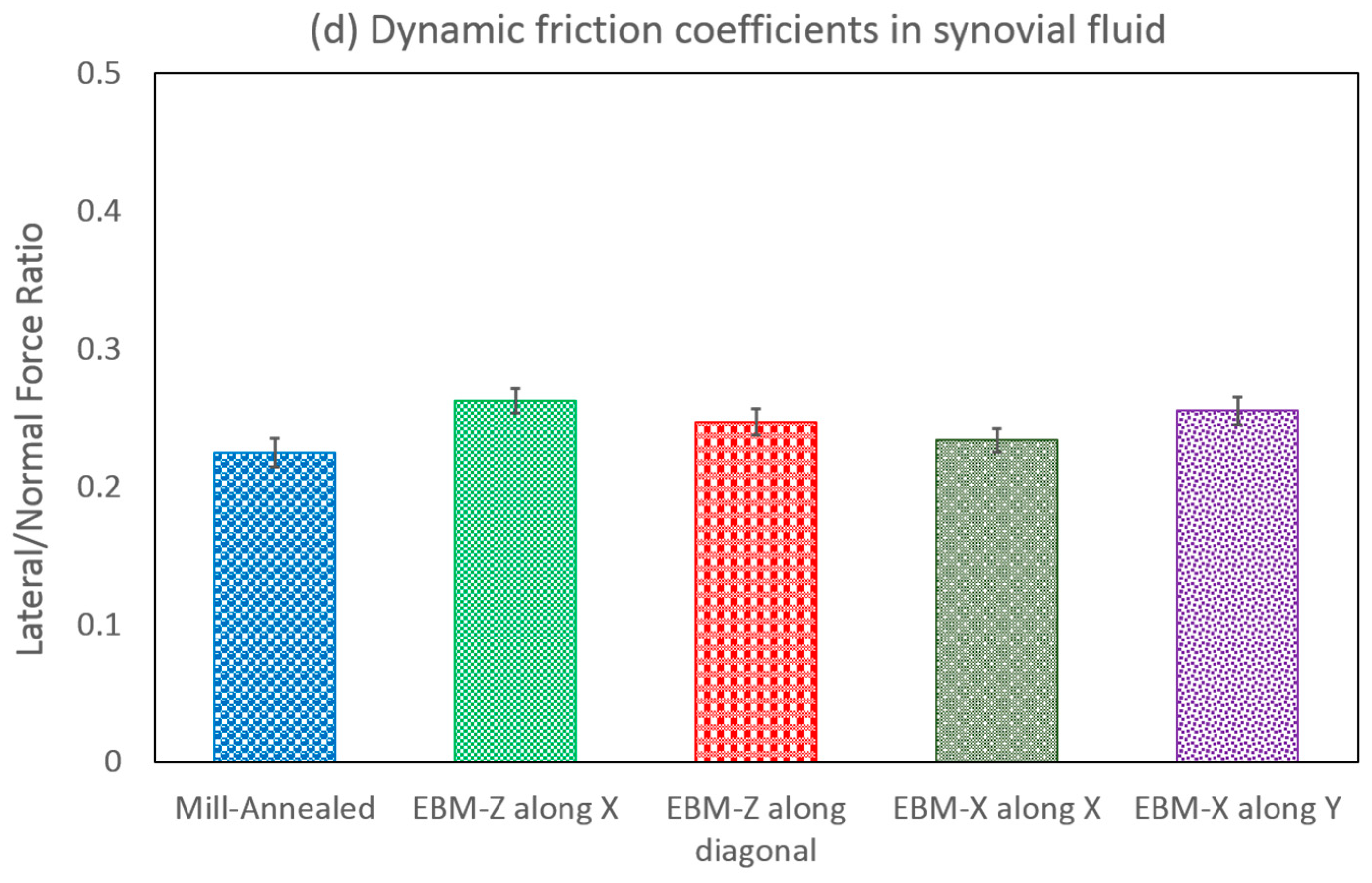
3.3. Wear of Ti6Al4V Surfaces
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Emelogu, A.; Marufuzzaman, M.; Thompson, S.M.; Shamsaei, N.; Bian, L. Additive manufacturing of biomedical implants: A feasibility assessment via supply-chain cost analysis. Addit. Manuf. 2016, 11, 97–113. [Google Scholar] [CrossRef]
- Mahmoud, D.; Elbestawi, M.A. Lattice Structures and Functionally Graded Materials Applications in Additive Manufacturing of Orthopedic Implants: A Review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Peron, M.; Torgersen, J.; Berto, F. Mg and Its Alloys for Biomedical Applications: Exploring Corrosion and Its Interplay with Mechanical Failure. Metals 2017, 7, 252. [Google Scholar] [CrossRef]
- Harrysson, O.L.A.; Marcellin-Little, D.J.; Horn, T.J. Applications of Metal Additive Manufacturing in Veterinary Orthopedic Surgery. J. Miner. Met. Mater. Soc. 2015, 67, 647–654. [Google Scholar] [CrossRef]
- Murr, L.E. Metallurgy of additive manufacturing: Examples from electron beam melting. Addit. Manuf. 2015, 5, 40–53. [Google Scholar] [CrossRef]
- Sun, S.-H.; Koizumi, Y.; Kurosu, S.; Li, Y.-P.; Matsumoto, H.; Chiba, A. Build direction dependence of microstructure and high-temperature tensile property of Co-Cr-Mo alloy fabricated by electron beam melting. Acta Mater. 2014, 64, 154–168. [Google Scholar] [CrossRef]
- Royhman, D.; Hallab, N.; Jacobs, J.; Mathew, M. Wear mapping-based prediction methods for improved fretting corrosion performance of hip implant modular interfaces. Bone Jt. J. 2017, 99, 128. [Google Scholar]
- Molloy, D.O.; Munir, S.; Jack, C.M.; Cross, M.B.; Walter, W.L.; Walter, W.K. Fretting and Corrosion in Modular-Neck Total Hip Arthroplasty Femoral Stems. J. Bone Jt. Surg. 2014, 96, 488–493. [Google Scholar] [CrossRef] [PubMed]
- Gepreel, M.A.-H.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef] [PubMed]
- Cooper, H.J.; Urban, R.M.; Wixson, R.L.; Meneghini, R.M.; Jacobs, J.J. Adverse Local Tissue Reaction Arising from Corrosion at the Femoral Neck-Body Junction in a Dual-Taper Stem with a Cobalt-Chromium Modular Neck. J. Bone Jt. Surg. 2013, 95, 865–872. [Google Scholar] [CrossRef] [PubMed]
- Almanza, E.; Perez, M.J.; Rodriguez, N.A.; Murr, L.E. Corrosion resistance of Ti-6Al-4V and ASTM F75 alloys processed by electron beam melting. J. Mater. Res. Technol. 2017, 6, 251–257. [Google Scholar] [CrossRef]
- Ndaliman, M.B.; Bala, K.C.; Khan, A.A.; Ali, M.Y.; Abdullahi, U.; Abdulmumin, A.A. The effects of Sliding Parameters on Dry Wear Characteristics of Ti-6Al-4V Alloy. Adv. Mater. Res. 2015, 1115, 213–216. [Google Scholar] [CrossRef]
- Benea, L.; Mardare-Danaila, E.; Mardare, M.; Celis, J.-P. Preparation of titanium oxide and hydroxyapatite on Ti-6Al-4V alloy surface and electrochemical behaviour in bio-simulated fluid solution. Corros. Sci. 2014, 80, 331–338. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Pharr, G.M.; Strade, J.H.; Oliver, W.C. Critical issues in making small-depth mechanical property measurements by nanoindentation with continuous stiffness measurement. J. Mater. Res. 2009, 24, 653–666. [Google Scholar] [CrossRef]
- Hu, Z.; Lynne, K.; Delfanian, F. Characterization of materials’ elasticity and yield strength through micro-/nano-indentation testing with a cylindrical flat-tip indenter. J. Mater. Res. 2015, 30, 578–591. [Google Scholar] [CrossRef]
- Hu, Z.; Lynne, K.J.; Markondapatnaikuni, S.P.; Delfanian, F. Material elastic-plastic property characterization by nanoindentation testing coupled with computer modeling. Mater. Sci. Eng. A 2013, 587, 268–282. [Google Scholar] [CrossRef]
- Gammon, L.M.; Briggs, R.D.; Packard, J.M.; Batson, K.W.; Boyer, R.; Domby, C.W. Metallography and microstructures of titanium and its alloys. In ASM Handbook: Metallography and Microstructures; Voort, G.F.V., Ed.; ASM International: Materials Park, OH, USA, 2004; Volume 9, pp. 899–917. [Google Scholar]
- Bortel, E.L.; Charbonnier, B.; Heuberger, R. Development of a Synthetic Synovial Fluid for Tribological Testing. Lubricants 2015, 3, 664–686. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti-6Al-4V via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The Origin of Microstructural Diversity, Texture, and Mechanical Properties in Electron Beam Melted Ti-6Al-4V. Metall. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Lu, S.L.; Tang, H.P.; Ning, Y.P.; Liu, N.; Stjohn, D.H.; Qian, M. Microstructure and Mechanical Properties of Long Ti-6Al-4V Rods Additively Manufactured by Selective Electron Beam Melting Out of a Deep Powder Bed and the Effect of Subsequent Hot Isostatic Pressing. Metall. Mater. Trans. A 2015, 46, 3824–3834. [Google Scholar] [CrossRef]
- De Formanoir, C.; Michotte, S.; Rigo, O.; Germain, L.; Godet, S. Electron beam melted Ti-6Al-4V: Microstructure, texture, and mechanical behavior of as-built and heat-treated material. Mater. Sci. Eng. A 2016, 652, 105–119. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Tor, S.B.; Chua, C.K. Fabrication and microstructural characterization of additive manufactured Ti-6Al-4V parts by electron beam melting. Virtual Phys. Prototyp. 2015, 10, 13–21. [Google Scholar] [CrossRef]
- Doerner, M.F.; Nix, W.D. A method for interpreting the data from depth-sensing indentation instruments. J. Mater. Res. 1986, 1, 601–609. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Ji, W.-J.; Kwon, D. Stress measurement of SS400 steel beam using the continuous indentation technique. Exp. Mech. 2004, 44, 55–61. [Google Scholar] [CrossRef]
- Giannakopoulos, A.E.; Suresh, S. Determination of elastoplastic properties by instrumented sharp indentation. Scr. Mater. 1999, 40, 1191–1198. [Google Scholar] [CrossRef]
- Li, X.X.; Zhou, Y.; Ji, X.L.; Li, Y.X.; Wang, S.Q. Effects of sliding velocity on tribo-oxides and wear behavior of Ti–6Al–4V alloy. Tribol. Int. 2015, 91, 228–234. [Google Scholar] [CrossRef]
- Suh, N.P. An overview of the delamination theory of wear. Wear 1977, 44, 1–16. [Google Scholar] [CrossRef]
- Yin, H.; Xu, Y.; Li, X.; Chang, W.; Zhou, Y. Design of friction and wear resistant titanium- and cobalt-modified nickel-base repair alloys by spray forming. Mater. Des. 2017, 116, 403–410. [Google Scholar] [CrossRef]
- Prabhakar, P.; Sames, W.J.; Smith, R.; Dehoff, R.; Babu, S.S. Computational Modeling of Residual Stress Formation during the Electron Beam Melting Process for Inconel 718. Addit. Manuf. 2015, 7, 83–91. [Google Scholar] [CrossRef]
- Kim, K.-S.; Hurtado, J.A.; Tan, H. Evolution of a Surface-Roughness Spectrum Caused by Stress in Nanometer-Scale Chemical Etching. Phys. Rev. Lett. 1999, 83, 3872–3875. [Google Scholar] [CrossRef]
- Fang, X.; Li, Y.; Wang, D.; Lu, S.; Feng, X. Surface evolution at nanoscale during oxidation: A competing mechanism between local curvature effect and stress effect. J. Appl. Phys. 2016, 119, 155302. [Google Scholar] [CrossRef]
- Long, M.; Rack, H.J. Review: Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- Oladokun, A.; Bryant, M.; Hall, R.; Neville, A. The effect of cyclic load on the evolution of fretting current at the interface on metal-on-metal and ceramic-on-metal taper junction of hip prostheses. Bone Jt. J. 2017, 99, 68. [Google Scholar]
- Nambu, S.; Obert, R.; Roark, M.; Delvechhio, E.; Linton, D.; Bible, S.; Moseley, J. Accelerated Fretting Corrosion Testing of Modular Necks for Total Hip Arthroplasty. In Modularity and Tapers in Total Joint Replacement Devices; ASTM International: Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Kung, M.S.; Markantonis, J.; Nelson, S.D.; Campbell, P. The Synovial Lining and Synovial Fluid Properties after Joint Arthroplasty. Lubricants 2015, 3, 394–412. [Google Scholar] [CrossRef]
- De, P.S.; Mishra, R.S.; Smith, C.B. Effect of microstructure on fatigue life and fracture morphology in an aluminum alloy. Scr. Mater. 2009, 60, 500–503. [Google Scholar] [CrossRef]
- Balla, V.K.; Soderlind, J.; Bose, S.; Bandyopadhyay, A. Microstructure, mechanical and wear properties of laser surface melted Ti6Al4Valloy. J. Mech. Behav. Biomed. Mater. 2014, 32, 335–344. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Percentage Weight Composition (%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Elements | Aluminum (Al) | Vanadium (V) | Carbon (C) | Iron (Fe) | Oxygen (O) | Nitrogen (N) | Hydrogen (H) | Titanium (Ti) |
| EBM | 6 | 4 | 0.03 | 0.1 | 0.15 | 0.01 | 0.0003 | Balance |
| Mill-annealed | 6.37 | 4.04 | 0.032 | 0.21 | 0.17 | 0.028 | n/a | Balance |
| Modulus of Elasticity | Poisson’s Ratio | Percentage Weight Composition (%) of Elements | |||||
|---|---|---|---|---|---|---|---|
| 103 GPa | 0.35 | Carbon 0.08 | Iron 0.3 | Oxygen 0.25 | Nitrogen 0.03 | Hydrogen 0.015 | Titanium Balance |
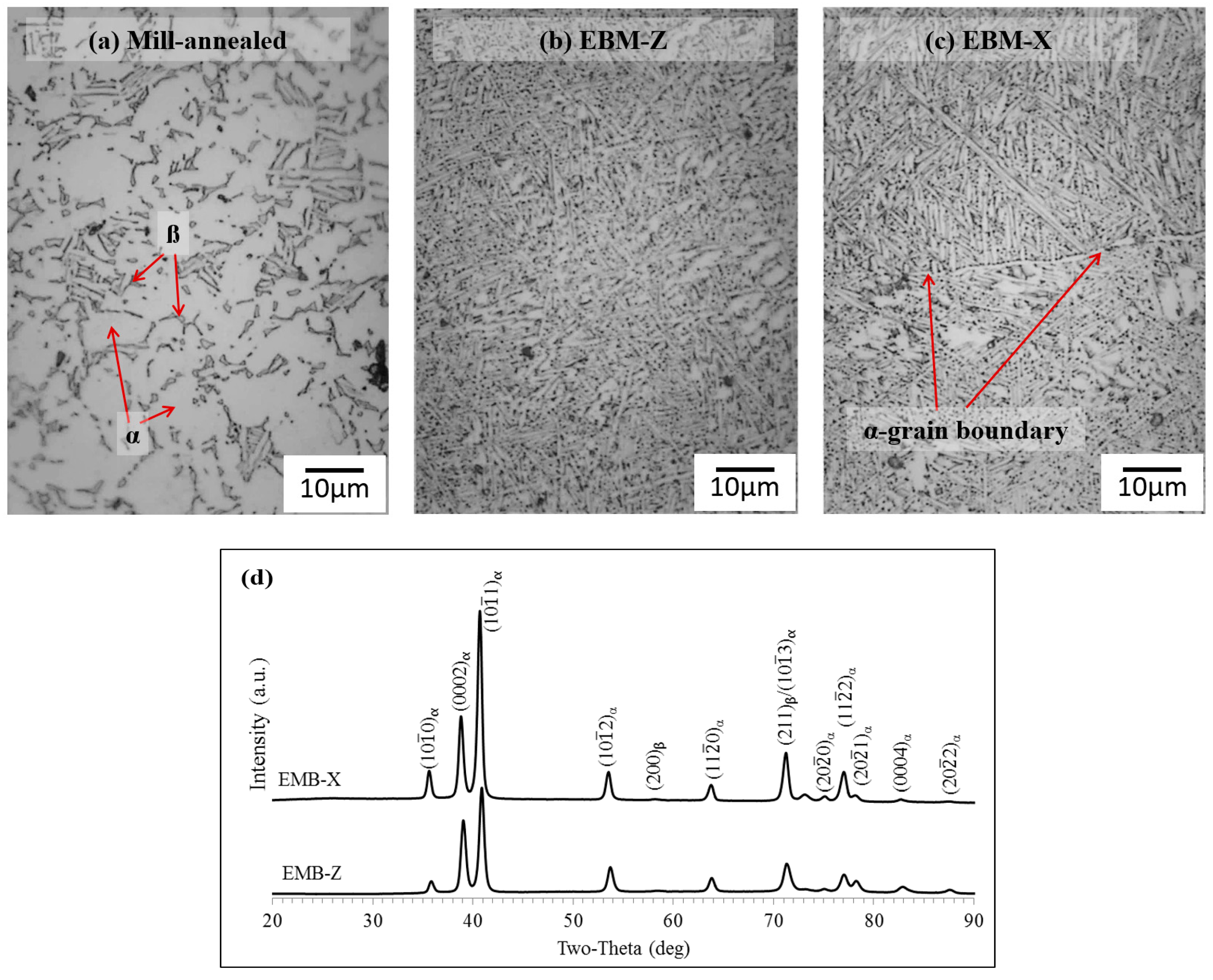
| Phases | Ti | Al | V | |
|---|---|---|---|---|
| α phase | wt % | 89.77 ± 0.74 | 6.04 ± 0.17 | 4.19 ± 0.82 |
| at % | 85.96 ± 0.64 | 10.26 ± 0.27 | 3.78 ± 0.74 | |
| β phase | wt % | 86.29 ± 1.63 | 5.27 ± 0.24 | 8.44 ± 1.86 |
| at % | 83.29 ± 1.35 | 9.04 ± 0.39 | 7.67 ± 1.71 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryu, J.J.; Shrestha, S.; Manogharan, G.; Jung, J.K. Sliding Contact Wear Damage of EBM built Ti6Al4V: Influence of Process Induced Anisotropic Microstructure. Metals 2018, 8, 131. https://doi.org/10.3390/met8020131
Ryu JJ, Shrestha S, Manogharan G, Jung JK. Sliding Contact Wear Damage of EBM built Ti6Al4V: Influence of Process Induced Anisotropic Microstructure. Metals. 2018; 8(2):131. https://doi.org/10.3390/met8020131
Chicago/Turabian StyleRyu, Jae Joong, Sanjay Shrestha, Guha Manogharan, and Jai K. Jung. 2018. "Sliding Contact Wear Damage of EBM built Ti6Al4V: Influence of Process Induced Anisotropic Microstructure" Metals 8, no. 2: 131. https://doi.org/10.3390/met8020131
APA StyleRyu, J. J., Shrestha, S., Manogharan, G., & Jung, J. K. (2018). Sliding Contact Wear Damage of EBM built Ti6Al4V: Influence of Process Induced Anisotropic Microstructure. Metals, 8(2), 131. https://doi.org/10.3390/met8020131