1. Introduction
Additive Manufacturing is a type of manufacturing technology, which builds three-dimensional objects by adding materials element by element or layer by layer [
1,
2]. This offers unique and novel approaches to product development and manufacturing. Additive Manufacturing enables the manufacturing of parts with complex geometries that are impractical or even impossible to manufacture by conventional manufacturing processes. Additively manufactured (AM-) parts can therefore make use of highly optimized lightweight lattice structures with specific weight saving porosities and internal stiffening structures, which can be tailored for individual applications [
3,
4,
5]. A further benefit of Additive Manufacturing is the feasibility of manufacturing without part-specific tooling, which enables a cost efficient production of low volume parts or even customized products [
6]. Additive Manufacturing also has the potential to reduce the complexity of process chains through function integration, to reduce the environmental footprint of the production [
7], and it can be used as a repair technology for worn and damaged metal parts [
8]. Additive Manufacturing also enables the possibility of a partial grading of the properties of materials, optimized with regard to the application [
9].
Significant advancements have brought Additive Manufacturing technologies to an extent that they can be used not only for prototyping, but also for direct manufacturing of functional end-use parts. A wide range of materials is available including plastics, ceramics, composites, and metallic materials including, for example, tool steels, stainless steels, aluminum alloys, titanium alloys, nickel-based alloys, and so forth [
10,
11].
Two main categories of Additive Manufacturing processes for metal parts are powder bed fusion and direct energy deposition [
12]. Two common Additive Manufacturing processes of these main categories are Selective Laser Melting (SLM) (process category: powder bed fusion) and Laser Deposition Welding (LDW) (process category: direct energy deposition). Both technologies use a laser beam as an energy source to fully melt metallic powder sequentially on a local scale to produce solid parts. SLM is a powder bed based technology, where the powder is spread evenly on the build platform. A computer controlled laser beam deflection mechanism diffracts the laser beam, which selectively scans the powder bed and thereby melts the powder. After the layer is complete, the build platform lowers the height of the layer thickness and a new layer of powder is spread evenly onto the platform. The LDW technology is characterized by creating a melt pool on the workpiece by a high energy laser beam. The powder, which is supplied in an inert gas stream by a nozzle, is fed into the melt pool and fused with the liquefied material [
6].
To enable the whole potential of these manufacturing technologies, it is essential to get sound knowledge about the material’s properties of the AM-structures. Investigations of the microstructure and monotonic properties of the AM-materials are available in a large quantity. Microstructural investigations of Mower et al. [
13], Yasa et al. [
14], and Casati et al. [
15] on selective laser melted austenitic stainless steel AISI 316L showed an elongation of grains along the building direction and visibility of the layer boundaries in light optical micrographs (LOMs), which is in accordance to the investigations of Brandl et al. [
16] on laser deposition welded Ti6Al4V, Caiazzo et al. on laser powder bed fused Inconel 718 [
17], and Bauer et al. [
18] on the selective laser melted nickel based superalloy Haynes230
®. Mower et al. [
13] also observed this typical microstructure in AlSi10Mg. For the mentioned materials, Lewandowski et al. [
10] described a similar tensile and 0.2% yield stress of AM-materials compared to conventionally manufactured materials and an anisotropic behavior of the AM-materials with regard to their building direction, which is in accordance to the observations of References [
11,
13,
15,
17,
18,
19]. In these investigations, the Horizontal building direction, in which layer planes are perpendicular to the load axis, showed higher values compared to the vertically built specimens.
To extend the application of Additive Manufacturing into the field of safety-relevant structural parts, it is indispensable to get comprehensive and reliable information about the fatigue properties of AM-materials. Investigations about this important aspect are available to a limited extent regarding fatigue life oriented and are even more limited regarding fatigue processes and cyclic deformation behavior. The available investigations of Günther et al. [
20] show a decreased fatigue strength of the selective laser melted Ti6Al4V compared to conventionally manufactured material, which is mainly caused by the pores in AM-material resulting from binding defects. Investigations of Yadollahi et al. [
19] on the stainless steel 17-4-PH and Mower et al. [
13] on the austenitic stainless steel 316L and AlSi10Mg are in accordance to the observations of Reference [
20] and show, additionally, an increased fatigue strength of AM-specimens in the horizontal building direction compared to the vertically built specimens. In accordance to these investigations, Leuders et al. [
21] and Greitemeier et al. [
22] on Ti6Al4V, and Stoffregen et al. [
23] on 17-4-PH showed a high dependency of the fatigue strength of AM-specimens on microstructural defects, that is, pores.
For the reasons indicated above, in the present work, the microstructure and mechanical properties of Selective Laser Melted (SLM-) and Laser Deposition Welded (LDW-) materials were investigated. Additionally, Continuous Casted and then hot and cold drawn (CC-) material was investigated to get a comparison of the AM- to the conventionally manufactured materials. The focus of the investigations was the fatigue behavior of AM-materials, especially the influence of the following aspects:
the orientation of the load axis with respect to the building direction
the post Additive Manufacturing heat treatment (1070 °C, H2O), especially on anisotropy
the austenite stability, which is strongly affected by chemical composition
defects like pores or oxide inclusions resulting out of the Additive Manufacturing process
Therefore, microstructural investigations using light optical microscopy and scanning electron microscopy were conducted. The fatigue behavior was investigated via cyclic microindentation, load increase tests (LITs), and constant amplitude tests (CATs). LITs and CATs were performed with stress-strain measurement and in-situ high precision measurement of change in temperature and electrical resistance.
2. Materials
The present study extends the comparison of the microstructure, monotonic properties, and results of indentation tests of differently manufactured materials out of 316L in the as-built condition published in Reference [
24] by investigations of the fatigue behavior and the influence of a post Additive Manufacturing heat treatment (HT). The specimens used in the present study are made of austenitic stainless steel AISI 316L (1.4404). The material is available as a conventional Continuous Casted and subsequently hot and cold drawn (CC-) material, but also widely used as ingot powder for Selective Laser Melting (SLM) and Laser Deposition Welding (LDW) processes. AISI 316L belongs to the widely used AISI 300 series austenitic stainless steels, that is, Fe-C-Cr-Ni alloys containing about 18 wt. % of Cr and 8 wt. % of Ni [
25]. In this group, several austenitic steels are metastable, for example, AISI 304 and 348 [
26,
27], as well as 316L, which is considered in the present study. Therefore, thorough investigations of the monotonic and cyclic deformation induced phase transformations from paramagnetic austenite into a thermodynamically more stable microstructure—that is, paramagnetic ε-martensite and/or ferromagnetic α′-martensite—as well as their influences on the monotonic and cyclic properties were performed [
26,
27,
28,
29,
30].
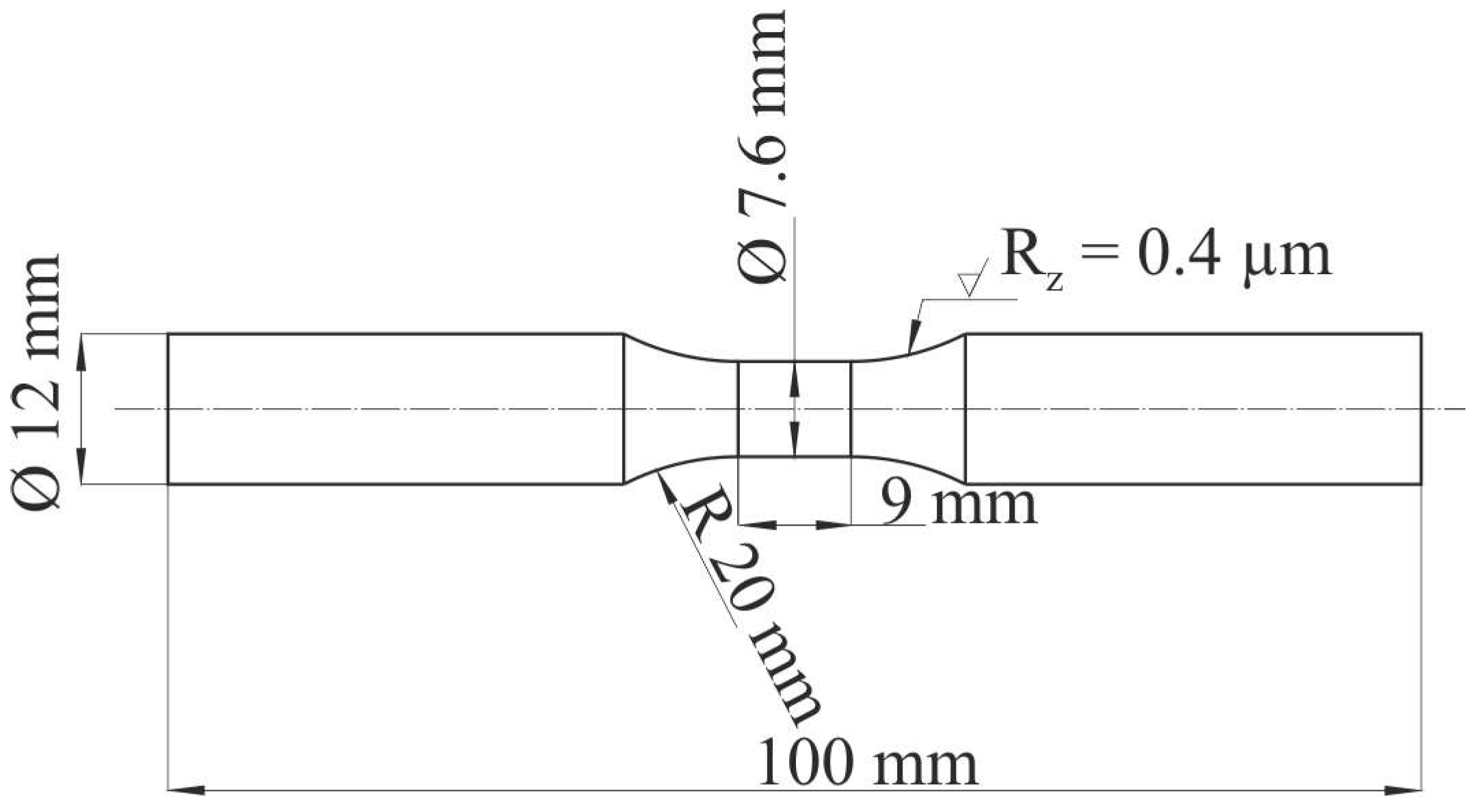
Tensile specimens were manufactured with a geometry according to DIN EN ISO 6892-1 [
31] and a diameter in the gauge length of 8 mm. The geometry of the fatigue specimens is given in
Figure 1. Note that all fatigue specimens were finally mechanically polished in the gauge length to a surface roughness of
Rz = 0.4 µm.
To keep the Additive Manufacturing process simple and to exclude influences of surface topography on the test results for focusing the investigations on the volume microstructure, LDW-specimens were pre-manufactured as cuboids and afterward turned to their final geometrical shapes. Similarly, the SLM-specimens were pre-manufactured with cylindrical geometry and afterward turned to their final shape (see
Table 1). Compared to SLM, the layer thickness was ten times larger in the LDW process. The average particle size of the ingot powder is bigger for the LDW than for the SLM process (see
Table 1), and the particle size distribution shows a larger scatter of the LDW ingot material. To investigate the influence of the building direction in Additive Manufacturing processes on the material’s properties, blanks were manufactured in the vertical (LDW-V and SLM-V) as well as horizontal (LDW-H and SLM-H) building directions. Note that in the vertical building direction the layer planes are oriented perpendicular and in the horizontal building direction the layer planes are oriented parallel to the loading direction of the specimens. These two building directions were chosen for comparison of most different orientations possible. The CC-reference-specimens were manufactured by turning from continuous casted and then hot and cold drawn bars with a diameter of 15 mm.
To investigate the influence of a heat treatment on the microstructure and mechanical properties of AM-specimens, some blanks from each manufacturing process were heat treated in a resistance furnace (Nabertherm GmbH, Lilienthal, Germany) at ambient air. According to the typical parameters for austenitic steels given in Reference [
26] and based on a parameter study within the present research, the material was solution annealed at 1070 °C for 2 h and afterwards quenched in water. After the heat treatment, the blanks were turned to the final specimen geometry (see
Figure 1). Hence, four specimen variants were tested for each Additive Manufacturing process: the vertical and horizontal building direction and each in an as-built and heat treated condition.
The chemical compositions of the investigated AISI 316L austenitic stainless steel (1.4404) batches, determined by spectrophotometric analysis, are given in
Table 2. All batches meet the specifications given in ASTM A 182/A 182M-14a [
32]. However, it should be noted that chromium, nitrogen, nickel contents and, hence, austenite stability, evaluated by the
Md30,Angel-temperatures (Equation (1) [
28]), differ significantly.
Note that
Md30,Angel represents the temperature where 50% of the initial austenite transforms to α′-martensite, when subjected to a plastic strain of 30%. Lower
Md30,Angel-temperatures indicate higher austenite stability. From
Table 2, it becomes obvious that both AM-materials show distinctly higher austenite stability compared to the CC-material.
3. Experimental Methods
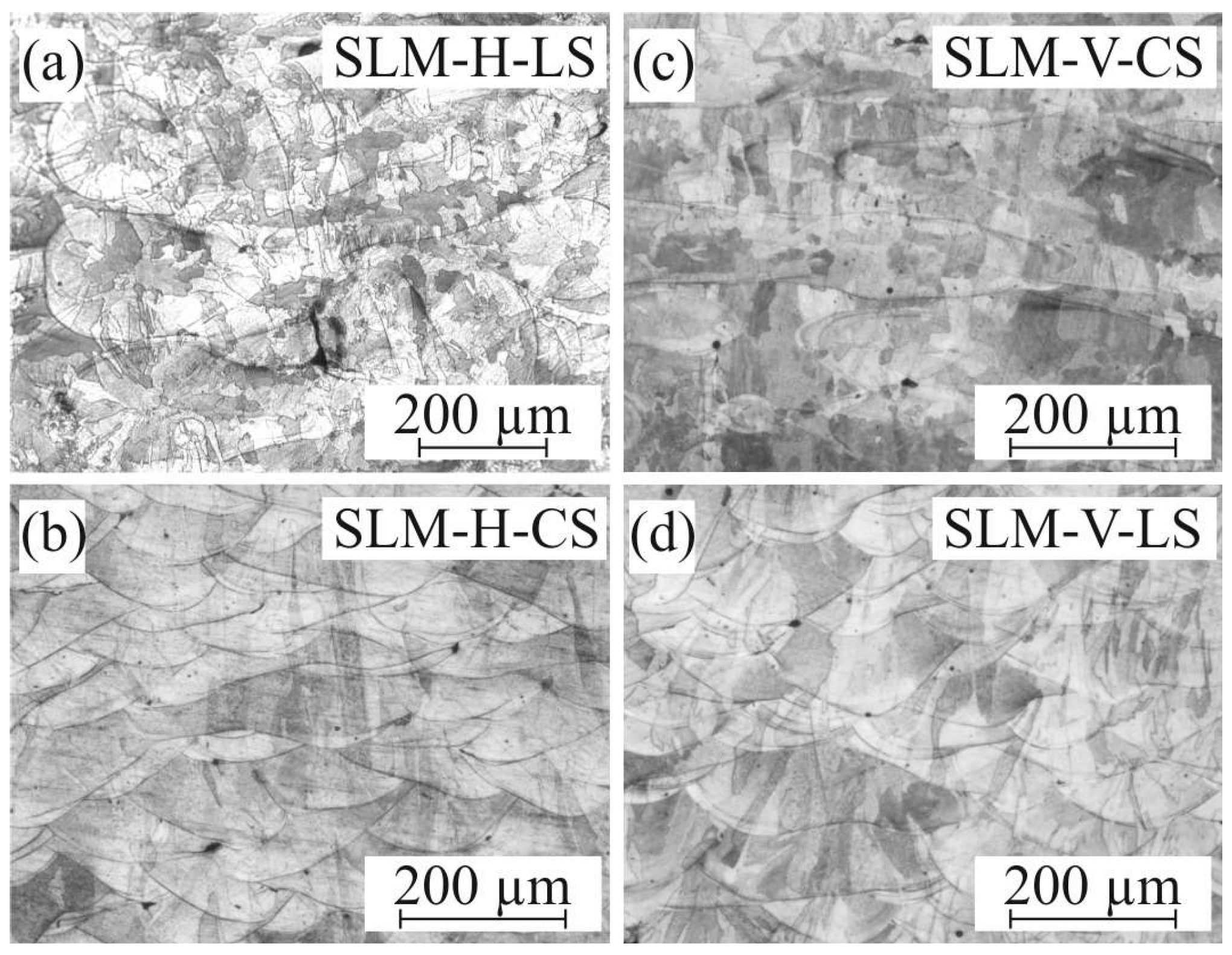
Light optical micrographs (LOMs) were taken with a Leica DM 6000 M device (Leica, Mannheim, Germany). SLM- and CC-samples were etched using V2A etchant while for the LDW-samples, Adler etchant was used, which leads to a better visualization of the microstructure of LDW-material with lower chromium and higher nitrogen content. Scanning electron microscopy (SEM) was performed using an FEI Quanta 600 device (FEI, Hillsboro, OR, USA). Microhardness measurements and cyclic microindentation tests were conducted with a Fischerscope H100 C device (Helmut Fischer GmbH, Sindelfingen, Germany). Macrohardness measurements were performed on a Zwick/Roell ZHU250 top device (Zwick Roell, Ulm, Germany) in the center of the cross-sections of the fatigue specimen shafts.
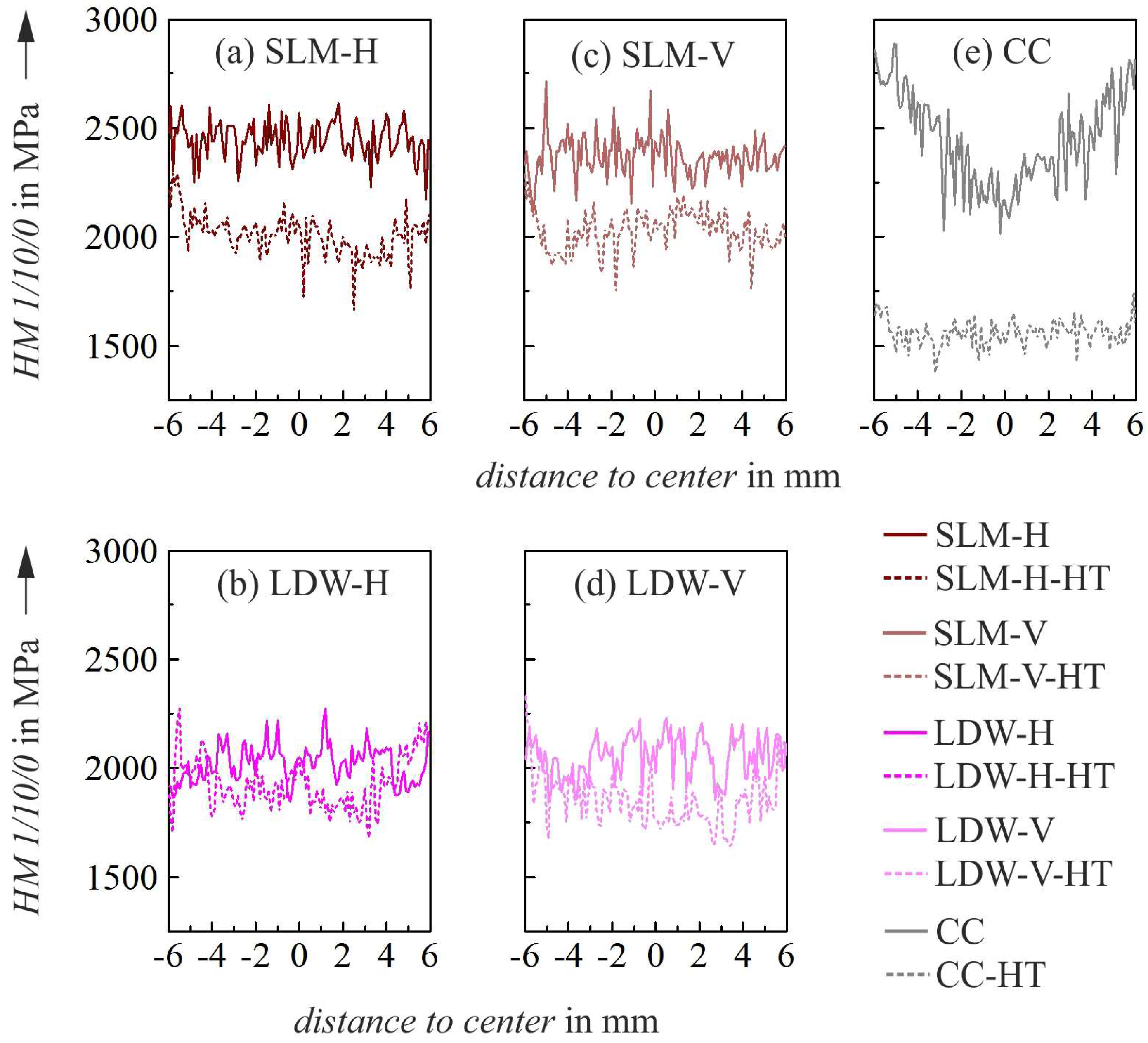
Microhardness line scans were determined with 120 indentations with a point to point distance of 100 µm and a minimum distance to the sample edge of 50 µm (see
Figure 2), in the cross-sections of the shafts of two different fatigue specimens, which show, within tight tolerances, the same results.
Tensile tests were performed on a Zwick/Roell Z250 electromechanical testing device (Zwick Roell, Ulm, Germany) with a testing procedure according to DIN EN ISO 6892-1 [
31].
The cyclic hardening potential of the differently manufactured microstructures has been determined by the PhyBaL
CHT method similar to the work of Kramer et al. [
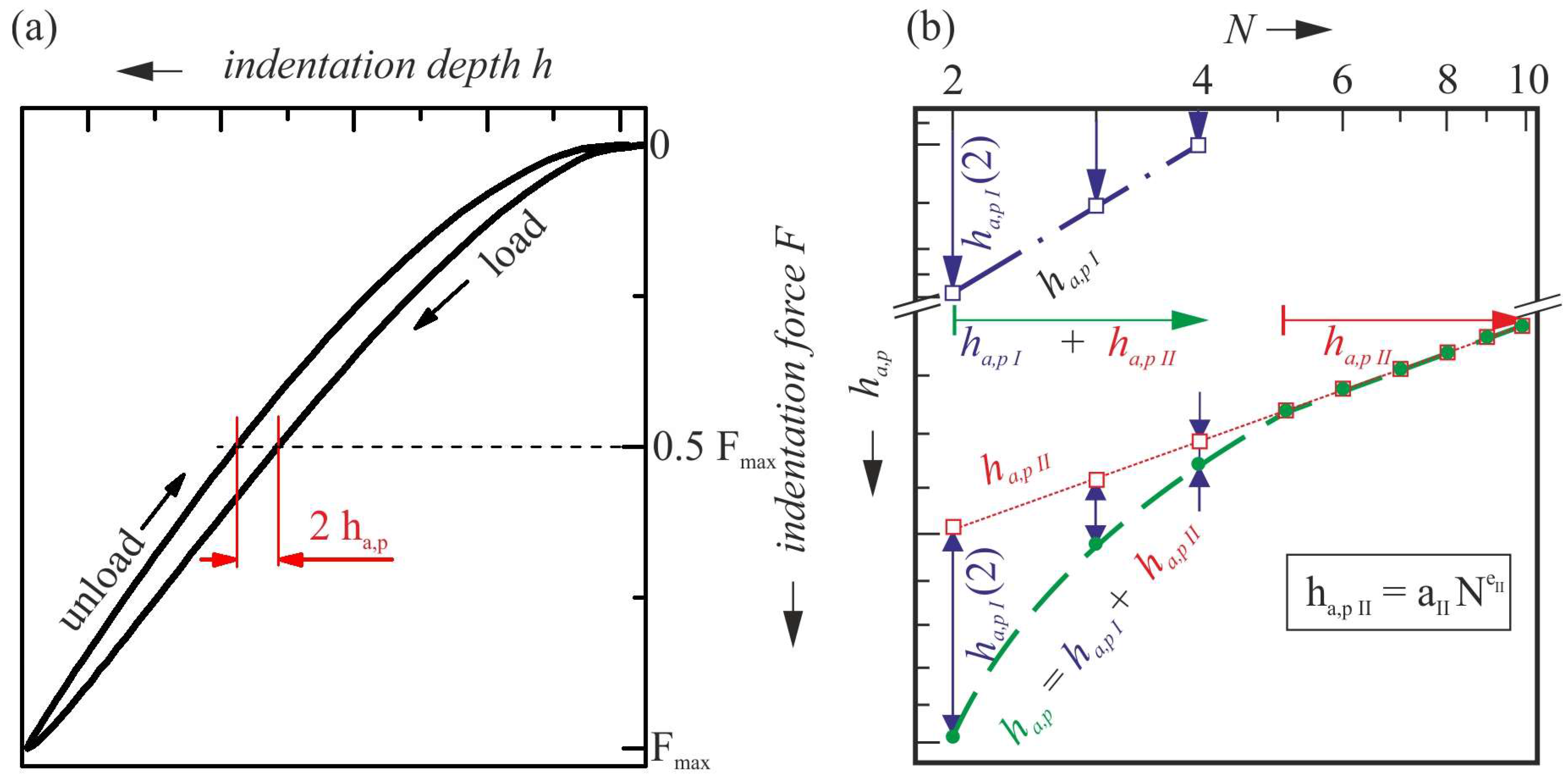
33]. Cyclic microindentation tests were conducted using a Vickers indenter on a planar material surface at 20 different positions in the middle of the cross-sections of the fatigue specimen shafts and were performed at two different samples, resulting in values, which differed less than 5%. At each position, 10 indentation cycles with a cosine waveform, a maximum load of 1000 mN, and a frequency of 1/12 Hz were performed. Up from the second cycle, the load-indentation depth-relation forms a hysteresis loop. The half width of the hysteresis at the mean load was determined as the plastic indentation depth amplitude
ha,p (see
Figure 3a). The
ha,p-
N-relation can be described from the 5th to the 10th cycle by a power law function (see
Figure 3b). The differences of the
ha,p-values to the power law
ha,p II between the 2nd and 4th cycle can be described by a further power law representing
ha,p I. The sum of both power laws describes the whole
ha,p-
N-relation. Due to the fact that
ha,p II is part of both power laws and that after the 4th cycle, significant macroplastic deformation processes are mainly completed, indicated by the slope change of the
ha,p-
N-curve, the exponent of the second power law can be considered representative for the cyclic behavior of the material [
33]. The exponent of the power law describes the hardening potential of the material and is called cyclic hardening exponent
CHT eII [
33].
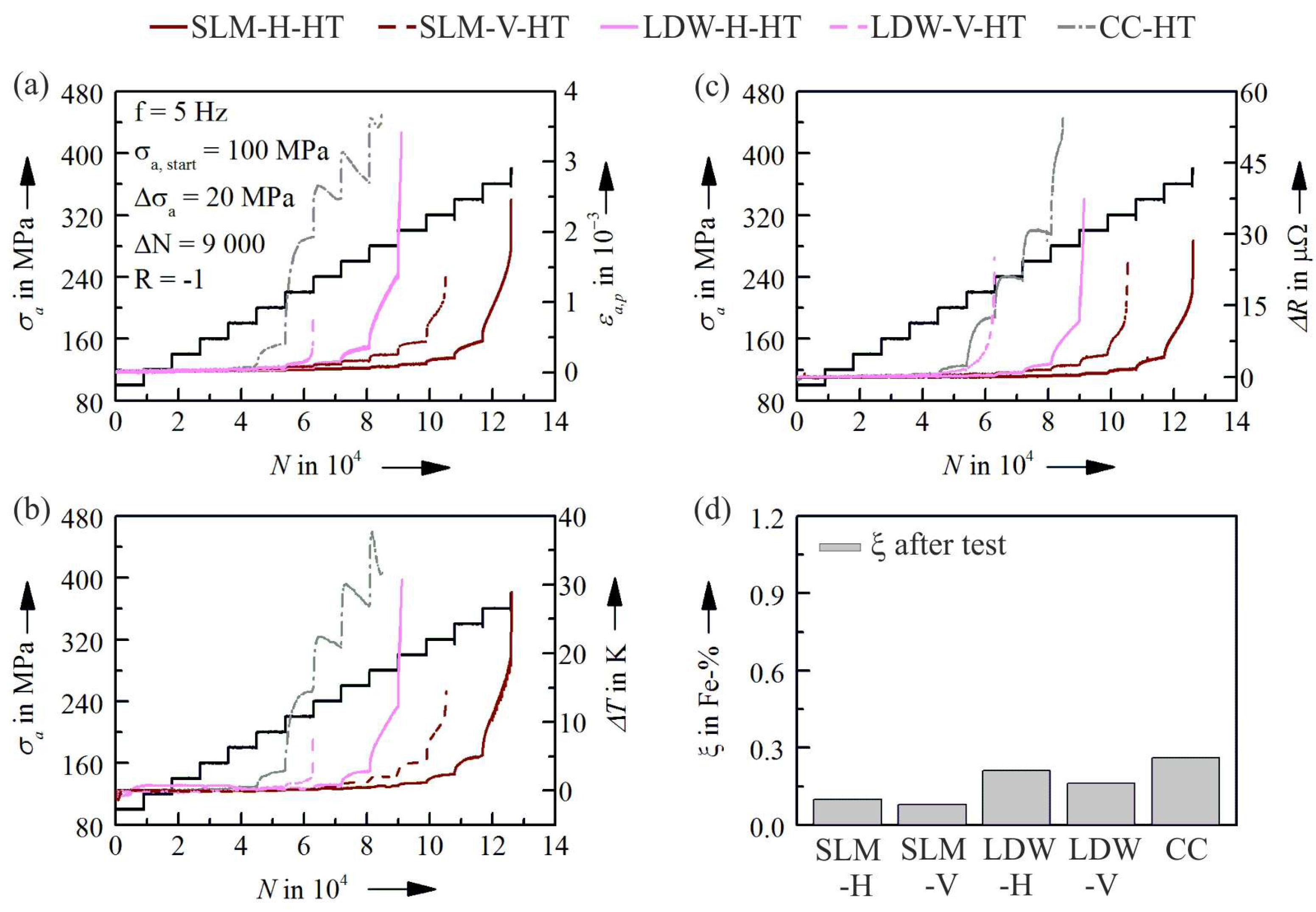
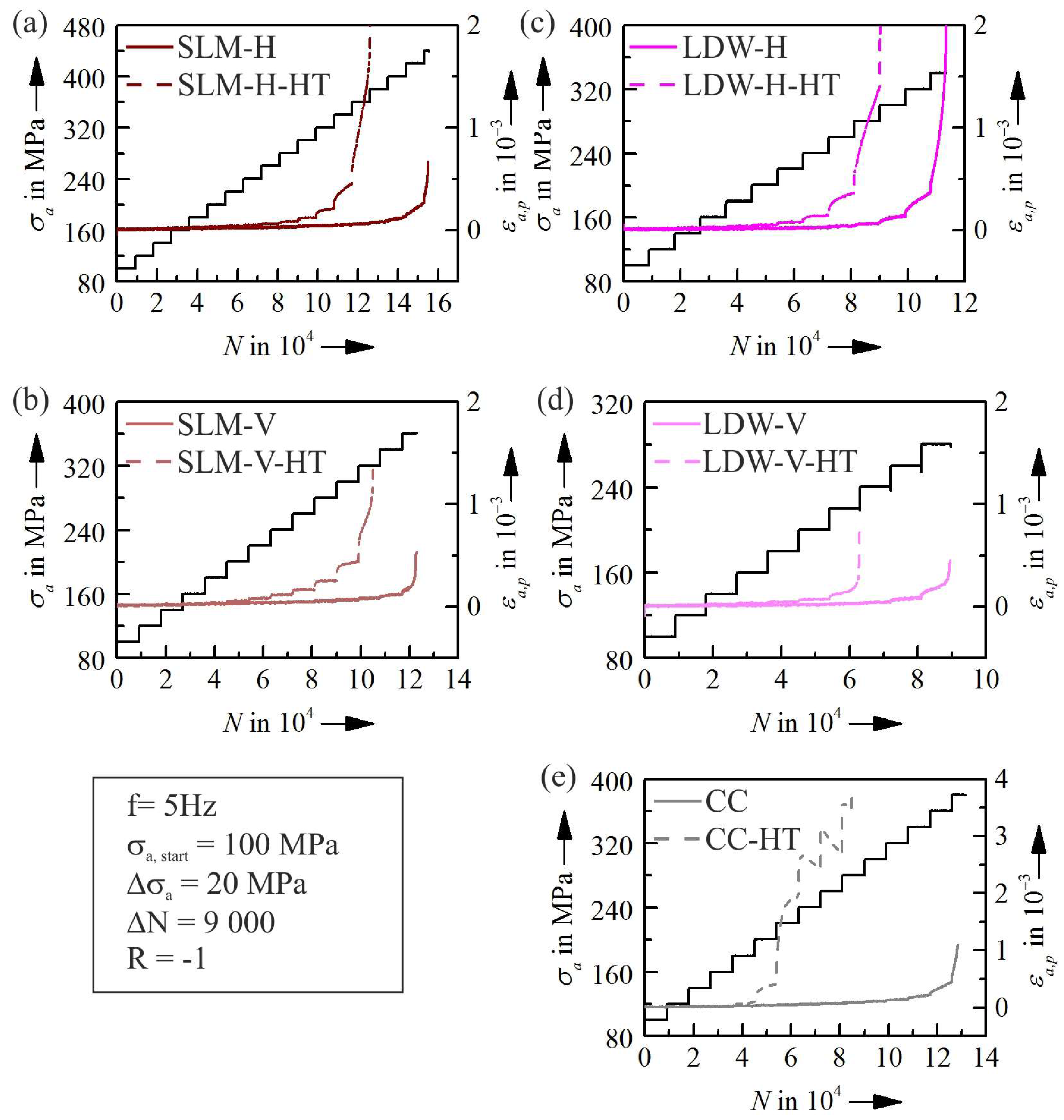
The LITs were performed on a servo-hydraulic fatigue testing system with a load ratio of
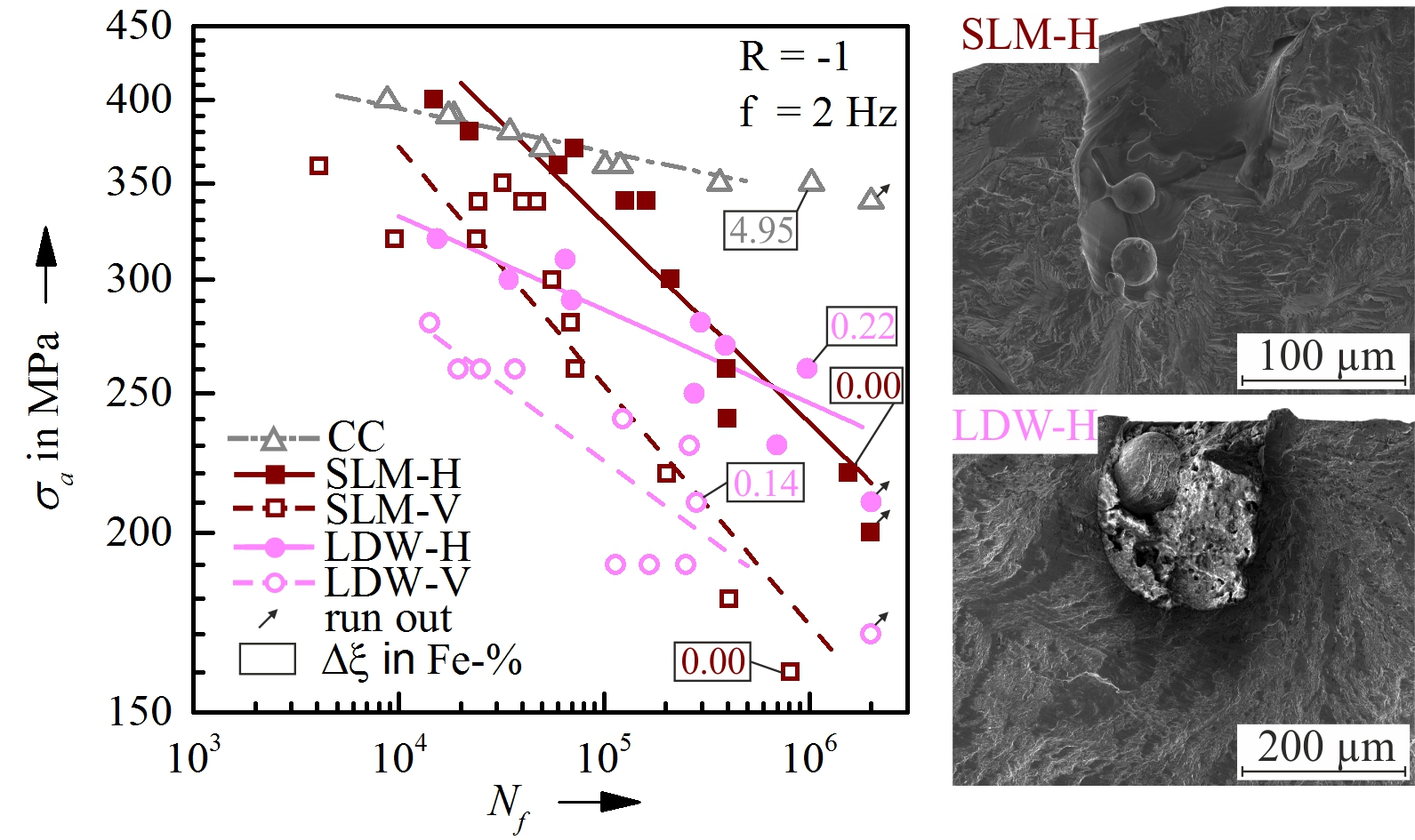
R = −1 and a frequency of 5 Hz in laboratory air at ambient temperature. For each type of specimen, two LITs were performed. The load amplitude of the first step was 100 MPa, the step length was 9000 cycles, and the load increase between each step was 20 MPa. To further investigate the fatigue behavior of the AM-microstructures, additional CATs were conducted at a frequency of 2 Hz and a stress ratio of
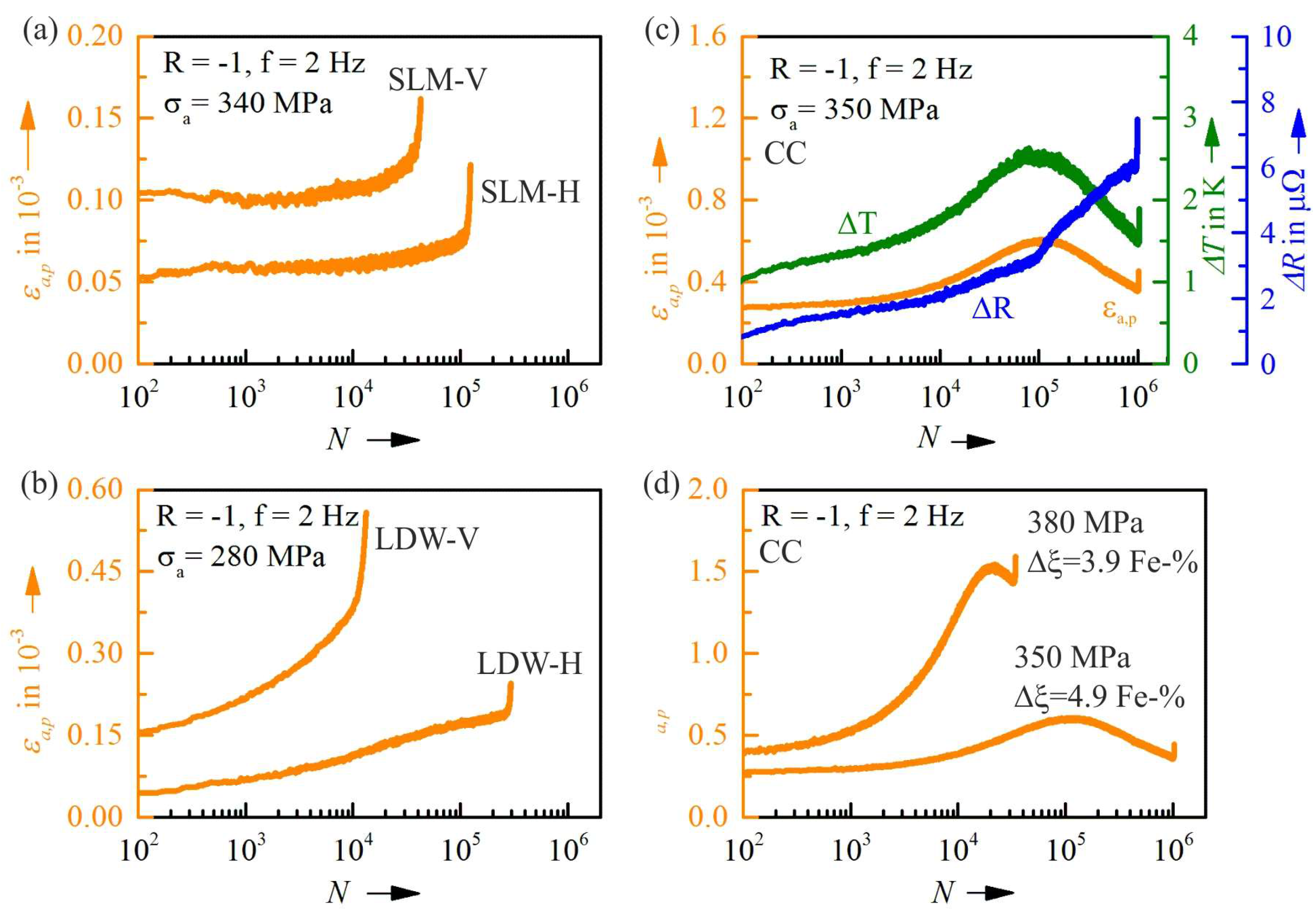
R = −1. The stress levels of the CATs were determined by means of the cyclic deformation behavior in the LITs. Based on the results in LITs, the frequency in CATs was reduced to avoid temperature increase under high constant amplitude loading. The plastic strain amplitude ε
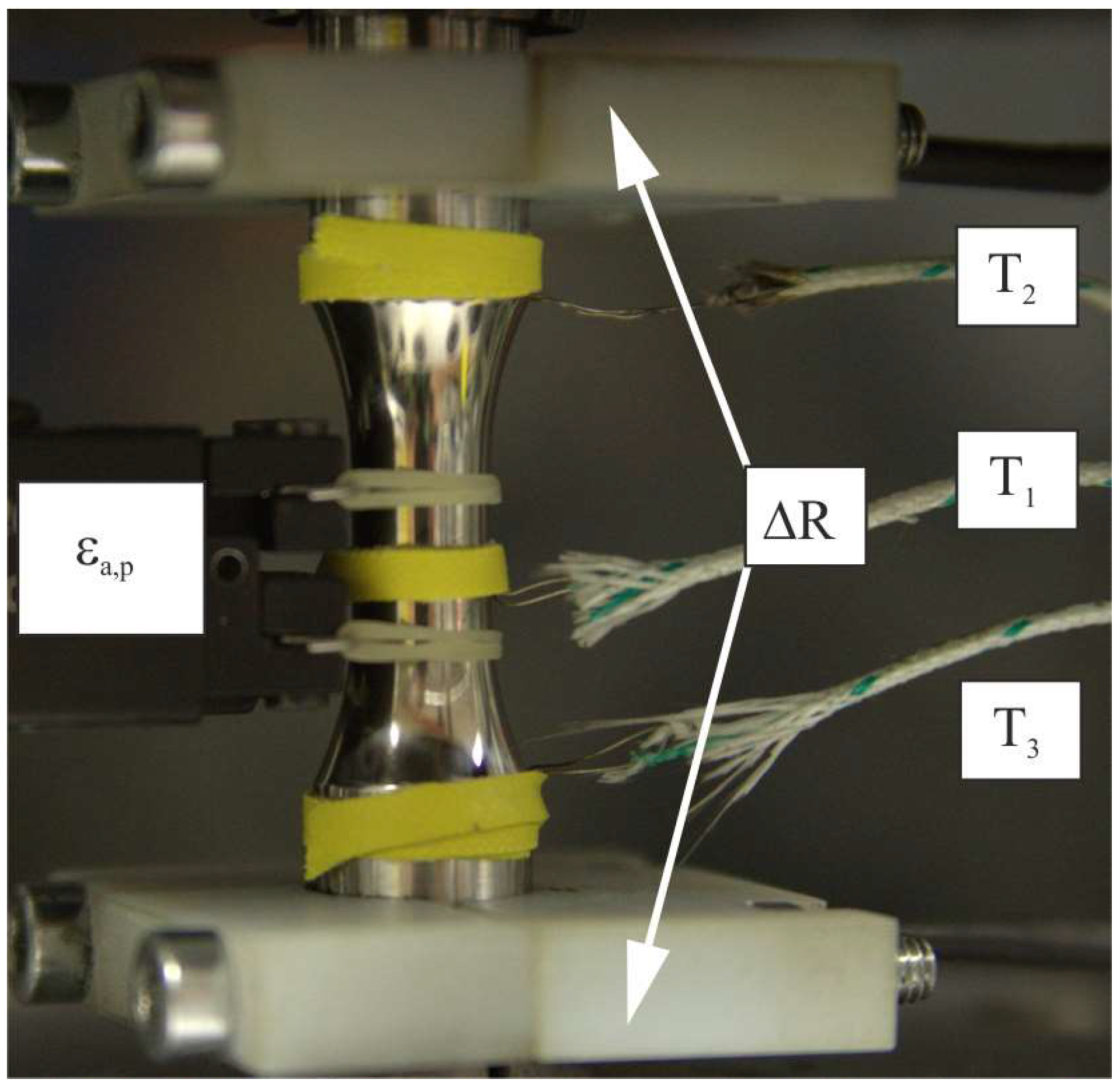
a,p was determined from the stress-strain-hysteresis loops measured by an extensometer. The area of each hysteresis loop describes the cyclic plastic strain energy dissipated per unit volume during a given loading cycle, which is mainly dissipated into heat and, hence, results in a change in the specimen temperature [
34]. The temperature was measured with one thermocouple in the middle of the gauge length (
T1) and two reference thermocouples at the elastically loaded specimen shafts (
T2 and
T3; see
Figure 4). The temperature change induced by cyclic plastic deformation was calculated according to Equation (2) [
34].
Additionally, the change in the electrical resistance Δ
R of the material during the fatigue tests was measured. The specific electrical resistance is influenced by microstructural defects—for example, pores, microcracks, vacancies, and dislocation structures, which makes this measurement sensitive to fatigue processes [
34]. For Δ
R measurements, a constant direct current of 8 A was applied to the specimen and the voltage drop was measured between the ends of the gauge length (see
Figure 4).
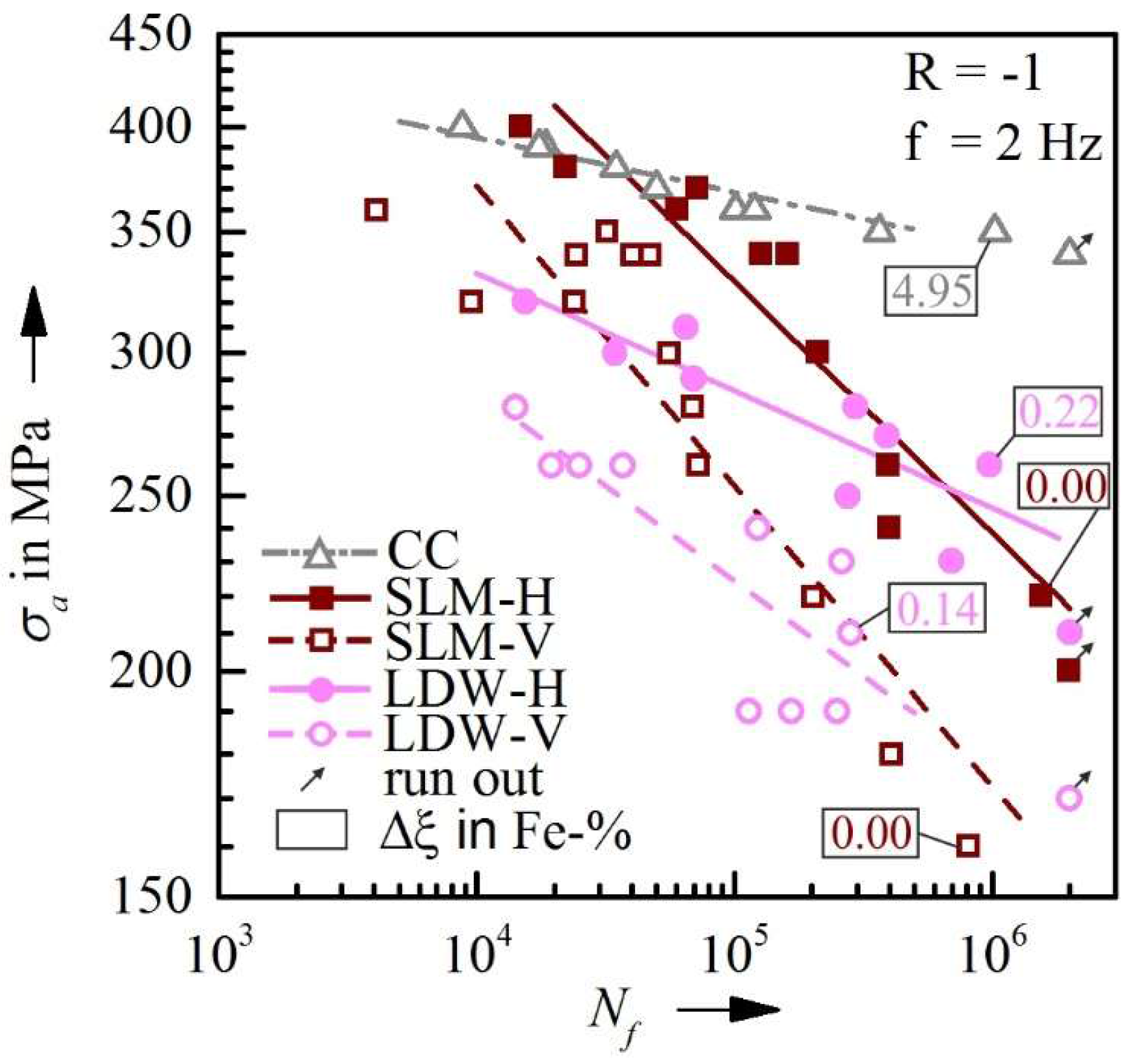
The content of the ferromagnetic phase of the specimens was measured before and after tensile tests as well as fatigue tests using a FERITSCOPE™ MP 30E device (Helmut Fischer GmbH, Sindelfingen, Germany) to determine and quantify the transformation from paramagnetic austenite to ferromagnetic α′-martensite (Δξ) given in Fe-%. Measurements before the tests were conducted on the surface of the gauge length, while measurements after the tests were performed on both the surface of the gauge length and on the fracture surface.
5. Summary and Conclusions
Additively manufactured (AM-) austenitic stainless steel AISI 316L blanks, produced by Selective Laser Melting (SLM) (process category: powder bed fusion [
12]) and Laser Deposition Welding (LDW) (process category: direct energy deposition [
12]), were investigated with regard to their microstructure and mechanical properties. The results were compared to Continuous Casted, hot and cold drawn (CC) 316L blanks. The blanks were turned into final specimen geometry. For fatigue investigations, the fatigue specimens were additionally mechanically polished in the gauge length in order to exclude the influence of surface topography resulting from the different manufacturing processes and to focus the investigations on the volume microstructure. The AM-blanks were manufactured in the horizontal building direction in which the layer planes are parallel to the load axis of the specimens (SLM-H, LDW-H) and in the vertical building direction (SLM-V, LDW-V) in which the layer planes are perpendicular to the load axis of the specimens. Additionally, the differently manufactured specimens were heat treated (HT) and their results were compared to those of the as-built condition.
The differently manufactured specimens exhibited differences in chemical composition and, hence, in austenite stability, leading to the highest austenite stability in the CC-materials and the lowest in the SLM-material.
The heat treatment (2 h, 1070 °C, H2O) did not influence the grain structure of the AM-specimens significantly, while the heat-treated CC-specimens showed increased grain size than in the as-built condition.
Microhardness measurements of the specimens in the as-built condition showed a rather flat microhardness distribution of the SLM- and LDW-specimens, while the CC-specimens showed an increased hardness in the near surface regions. The heat-treated specimens generally showed a decreased hardness compared to the as-built condition.
The results of the cyclic microindentation tests showed differences in the hardening potential of the differently manufactured specimens, while the building direction had no influence. The heat treatment led to an increased hardening potential for all specimens, with a major influence on the CC-specimens.
Fatigue investigations were conducted with load increase tests (LITs). The AM-specimens showed in the as-built condition an anisotropic fatigue behavior with regard to the building direction in correlation to tensile tests. The SLM-H specimens showed highest values for the load step of failure σf and the last load step before the first significant material reaction σl. Similar to tensile tests, the LDW-H-specimens and SLM-V-specimens showed, in the as-built condition, a competitive fatigue performance in LIT compared to CC-specimen, while the LDW-V-specimens showed significantly lower values of σf and σl.
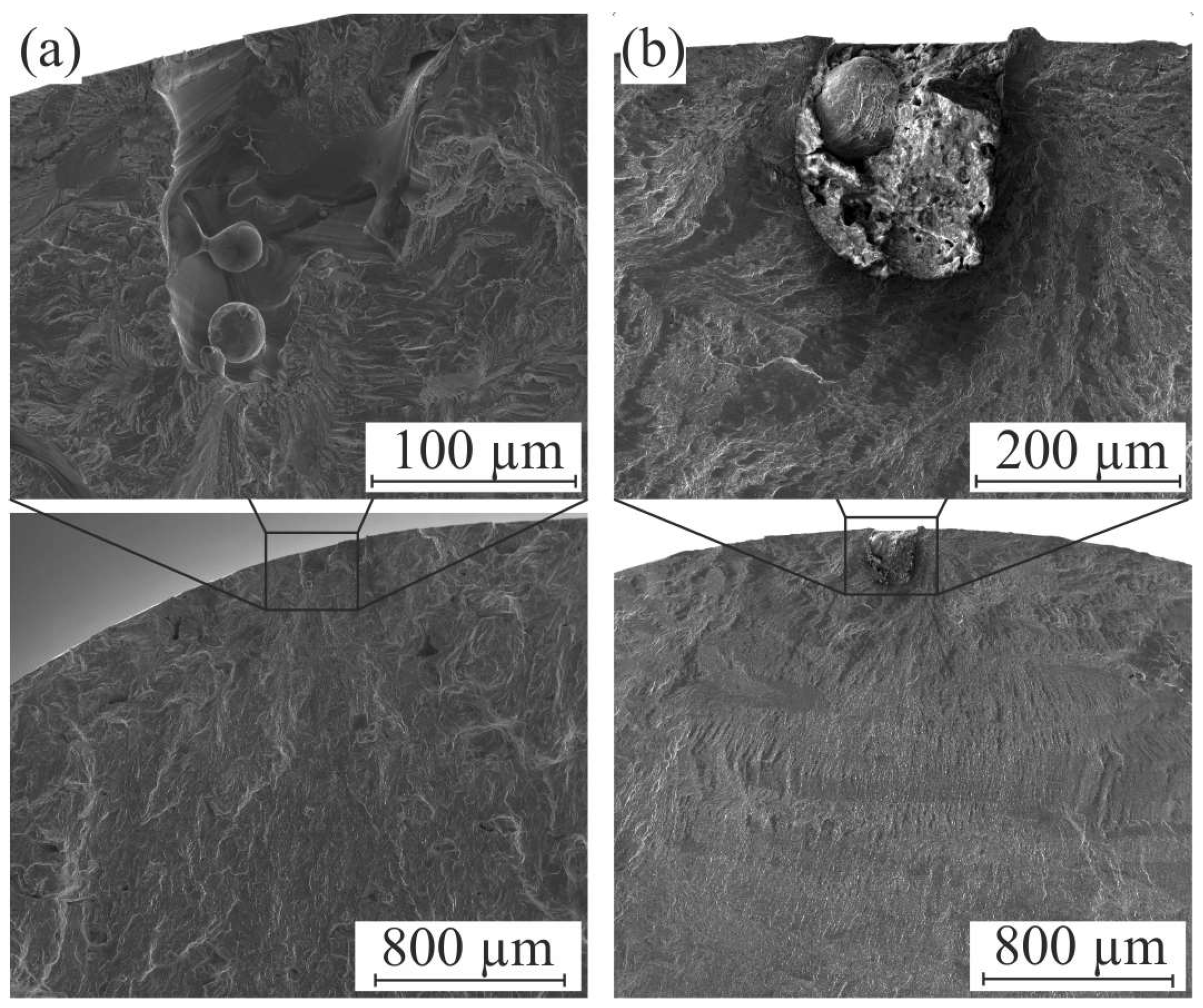
In constant amplitude tests (CATs), the AM-specimens showed a decreased fatigue strength compared to the CC-specimens, which was mainly caused by defects in the AM-materials, that is, pores (SLM) and oxide inclusions (LDW). Therefore, these defects have to be avoided as far as possible in additive manufacturing of cyclically loaded components. It can also be seen that the austenite stability has a big influence on the fatigue behavior of the differently manufactured specimens and hence, has to be taken into account in the rating of the fatigue properties of additively and conventionally manufactured 316L. Furthermore, the CATs showed an anisotropic fatigue behavior of the AM-specimens with regard to the building direction: horizontally built specimens showed a higher fatigue strength, lower scatter, and flatter slope in S-Nf-curves.
The results showed that LITs can characterize the anisotropic fatigue behavior of AM-materials with only one fatigue test for each building direction in an efficient way. LITs could be used to investigate the influence of different post-treatments or variation of manufacturing parameters on the anisotropic fatigue behavior of AM-materials. In the present study, LITs were used to show that an additional heat treatment (2 h, 1070 °C, H2O) leads to significantly lower fatigue performance of all specimen variants, but did not influence the anisotropic fatigue behavior of AM-specimens.
Based on the results of microstructural investigations, it is concluded that the anisotropic behavior is based on the elongation of grains and the arrangement of boundaries of the melt pools, which are both influenced by the building direction.
The main conclusions of the present work are that for determination of fatigue behavior, the austenite stability of the additively manufactured 316L has to be taken into account and that the load increase test can characterize the anisotropic fatigue behavior of AM-materials efficiently. This method was used for rating the fatigue behavior of the heat treated specimens.
In further investigations, the influence of defects, chemical composition, and building direction on additively manufactured 316L, with a stronger focus on the process parameters in the additive manufacturing process will be investigated by means of the short-time procedures LIT, PhyBaL
CHT, and PhyBaL
LIT [
33].

 ,
, 























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 horizontal (SLM-H)
horizontal (SLM-H) vertical (SLM-V)
vertical (SLM-V) horizontal (LDW-H)
horizontal (LDW-H) vertical (LDW-V)
vertical (LDW-V)