Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying

Abstract
:1. Introduction
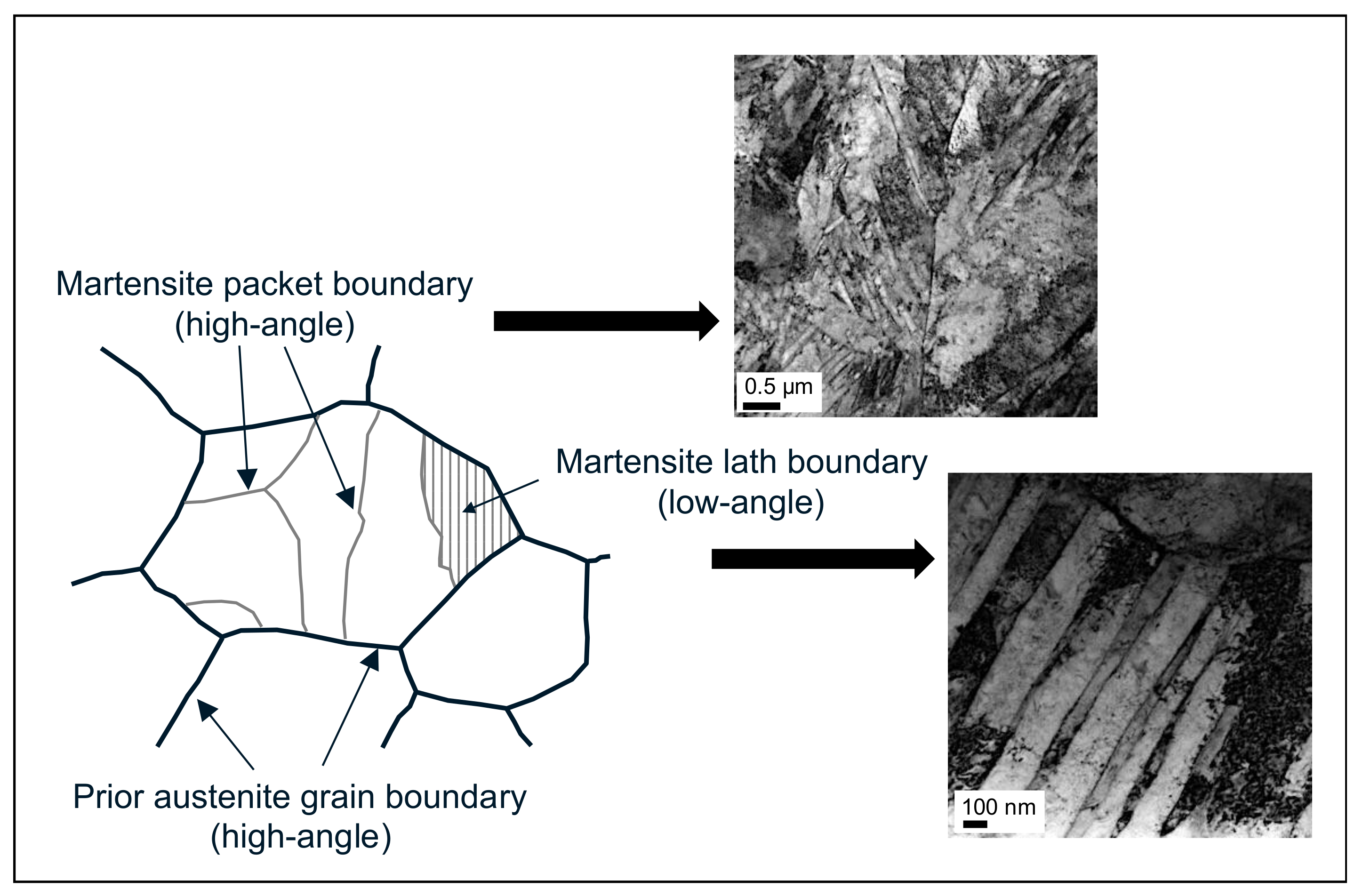
2. Review of Microstructure–Property Relationships in Martensite
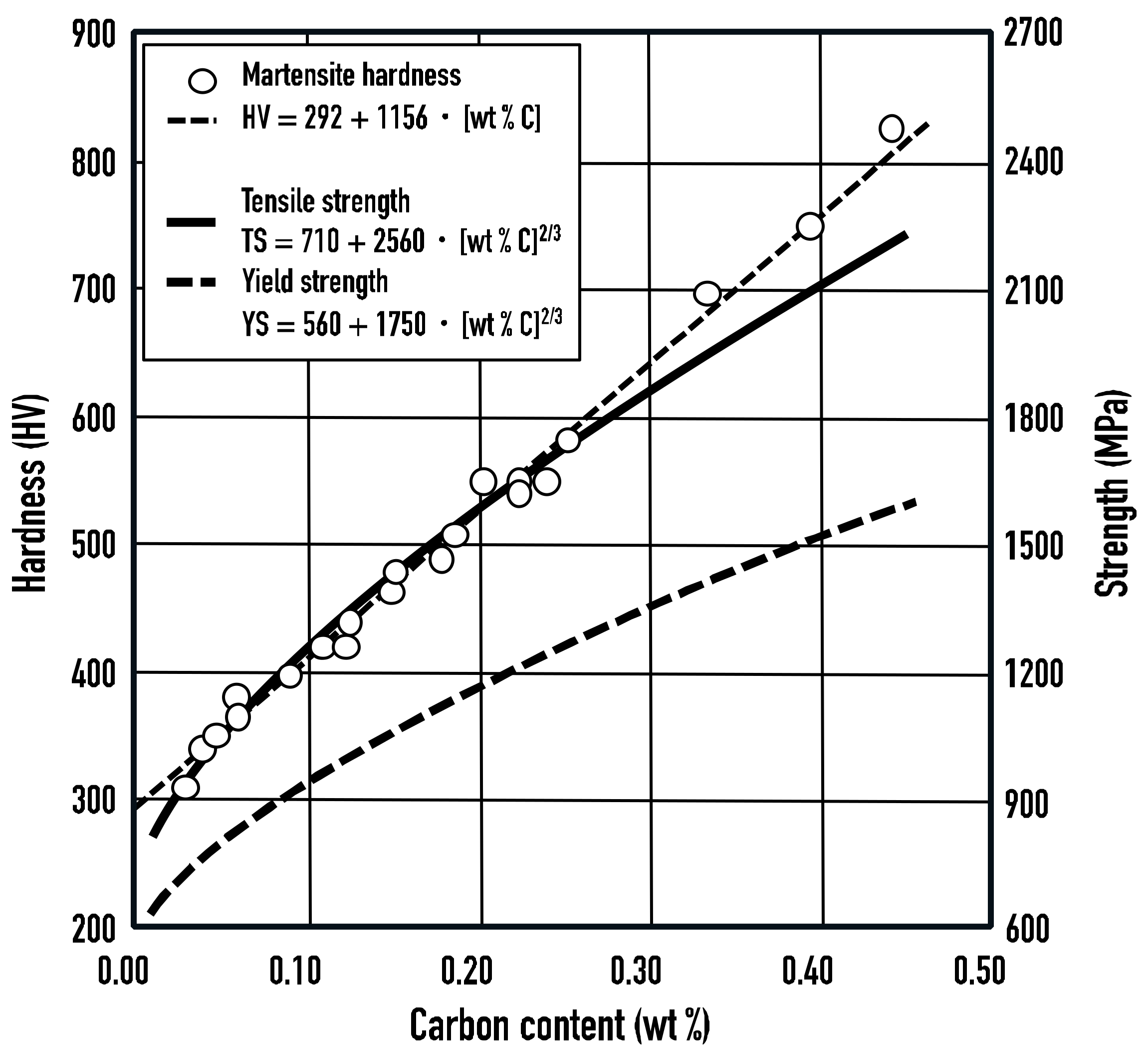
2.1. Effective Grain Size for Strength
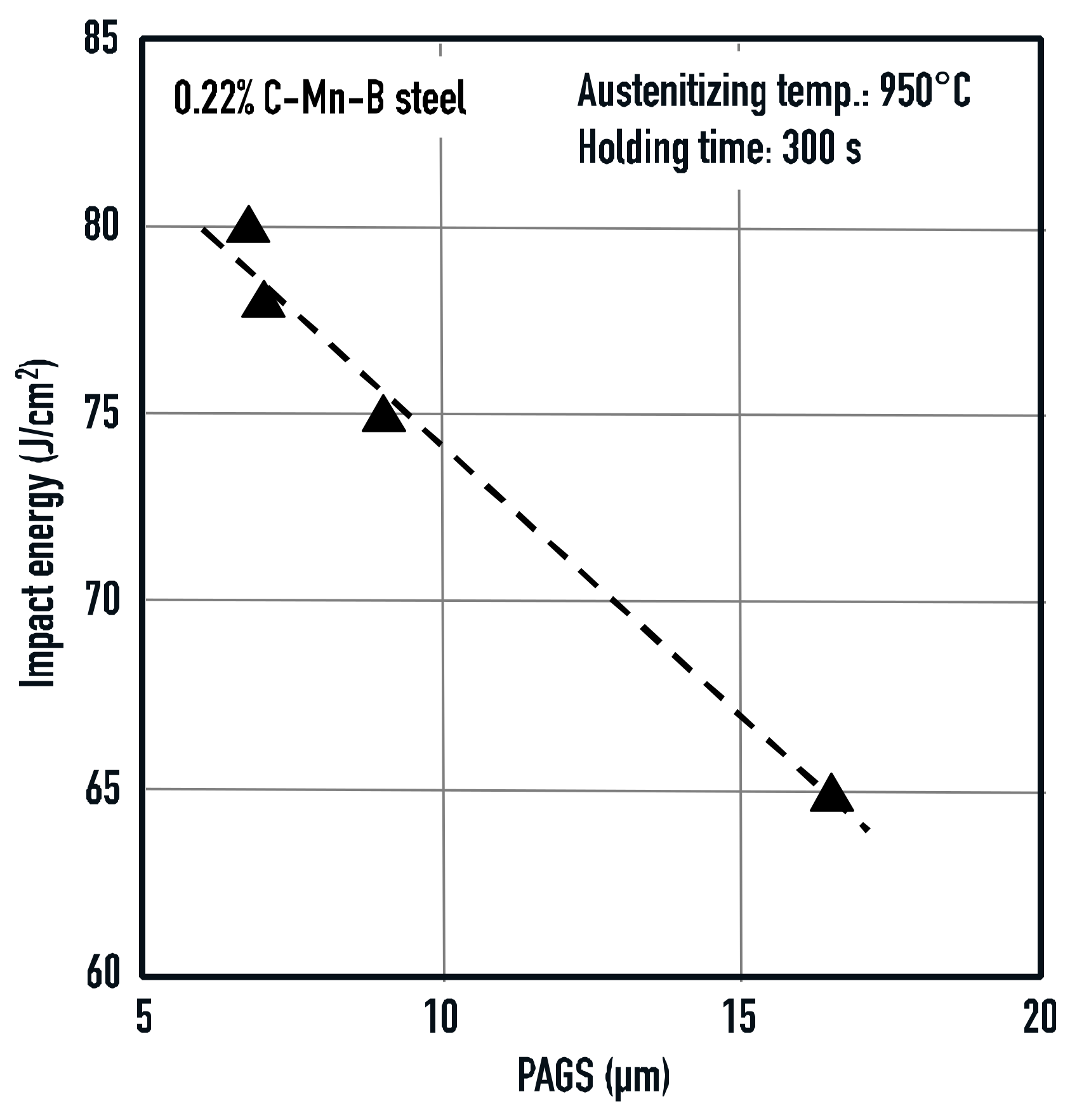
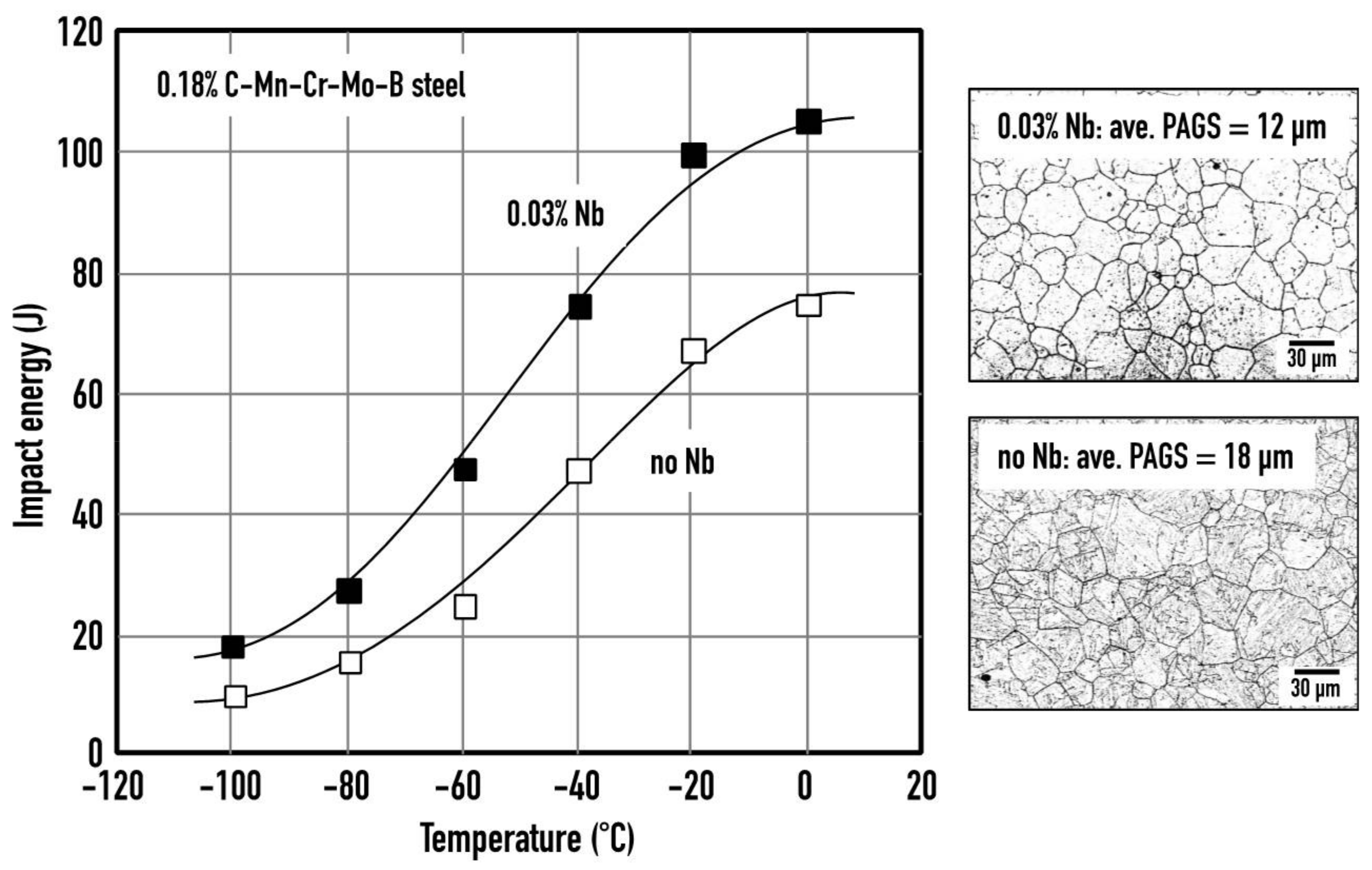
2.2. Effective Grain Size for Toughness
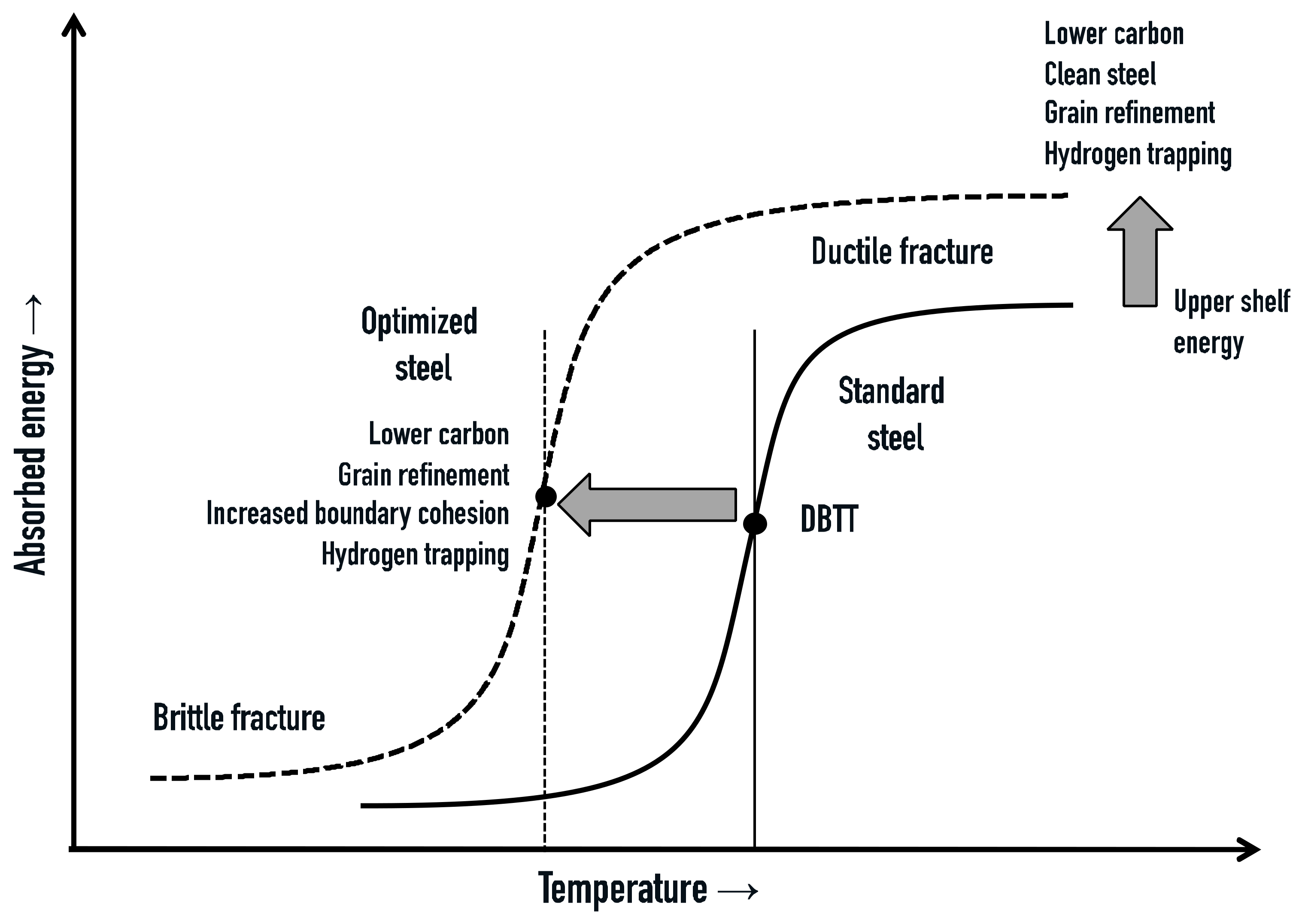
2.3. Effective Grain Size for Ductile-to-Brittle Transition Temperature
2.4. Effective Grain Size for Intergranular Embrittlement
- (1)
- Segregation of cohesion reducing solutes and impurities to the austenite grain boundary;
- (2)
- Precipitation of particles (carbides, nitrides) at the austenite grain boundary;
- (3)
- Hydrogen embrittlement.
3. Alloy Concepts
3.1. Alloy Design for Hardenability
3.2. Microalloying in Martensite
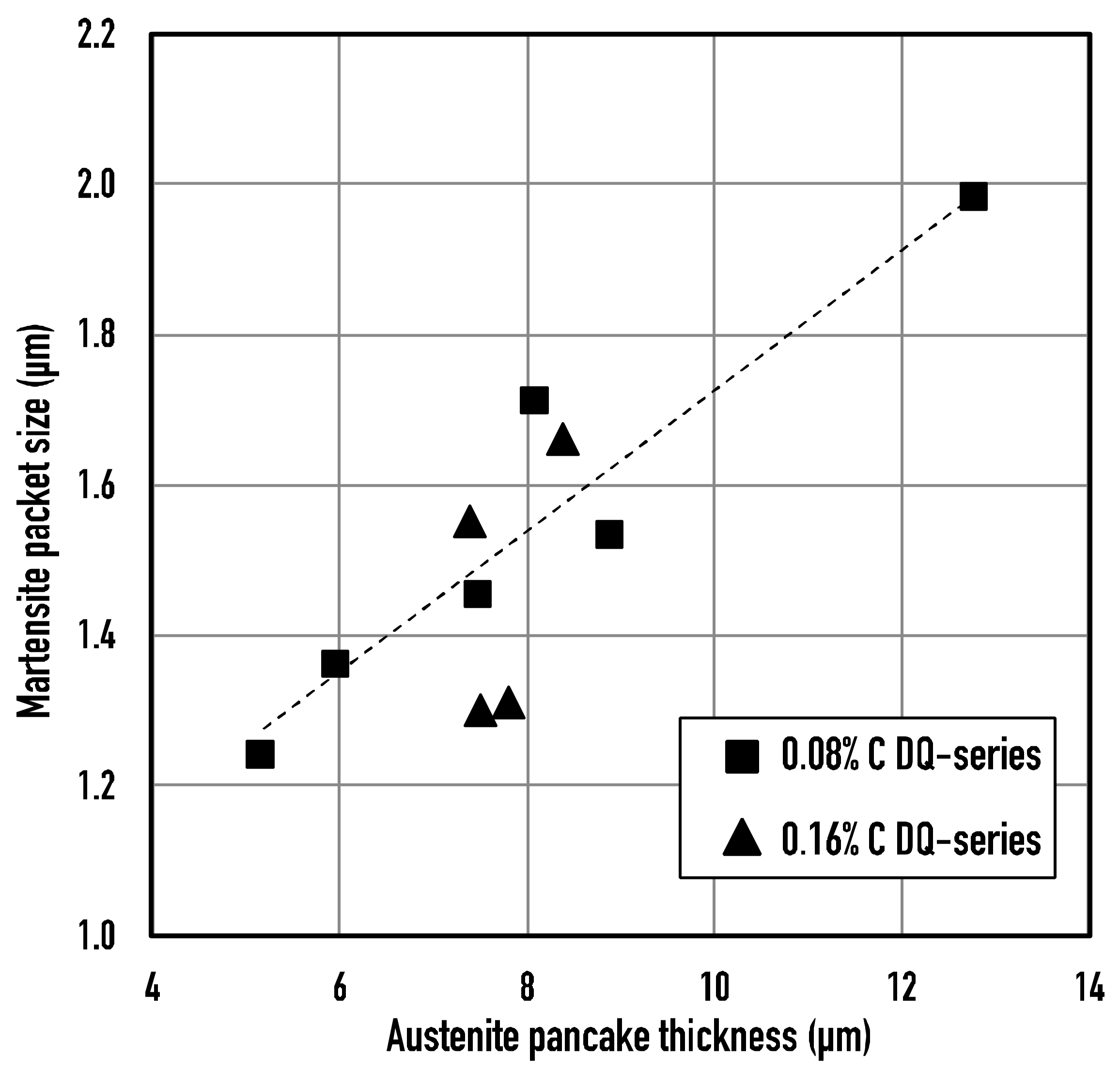
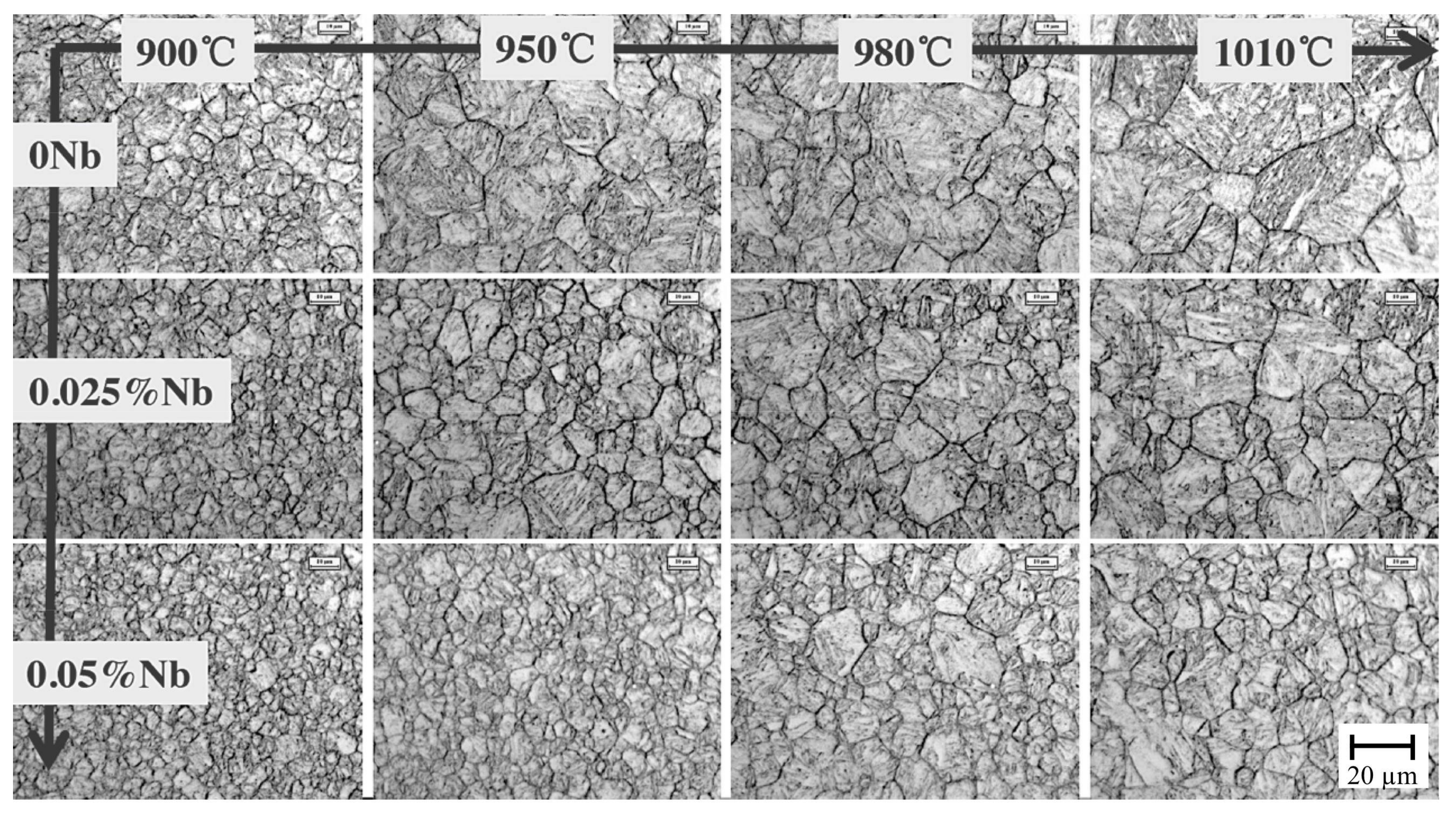
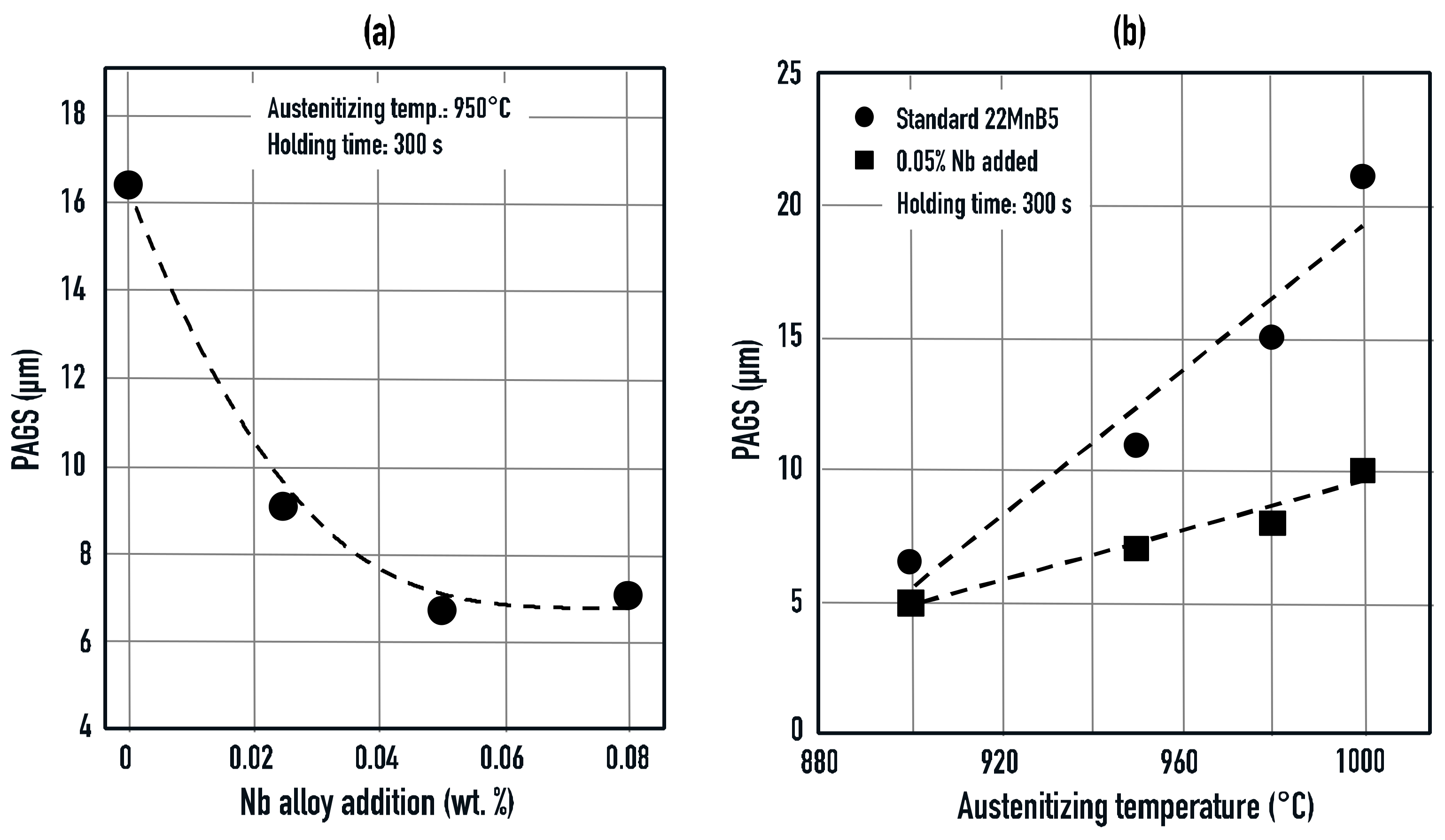
3.3. Alloy Design for Grain Refinement
4. Examples of Optimized Alloy Concepts and Property Improvement
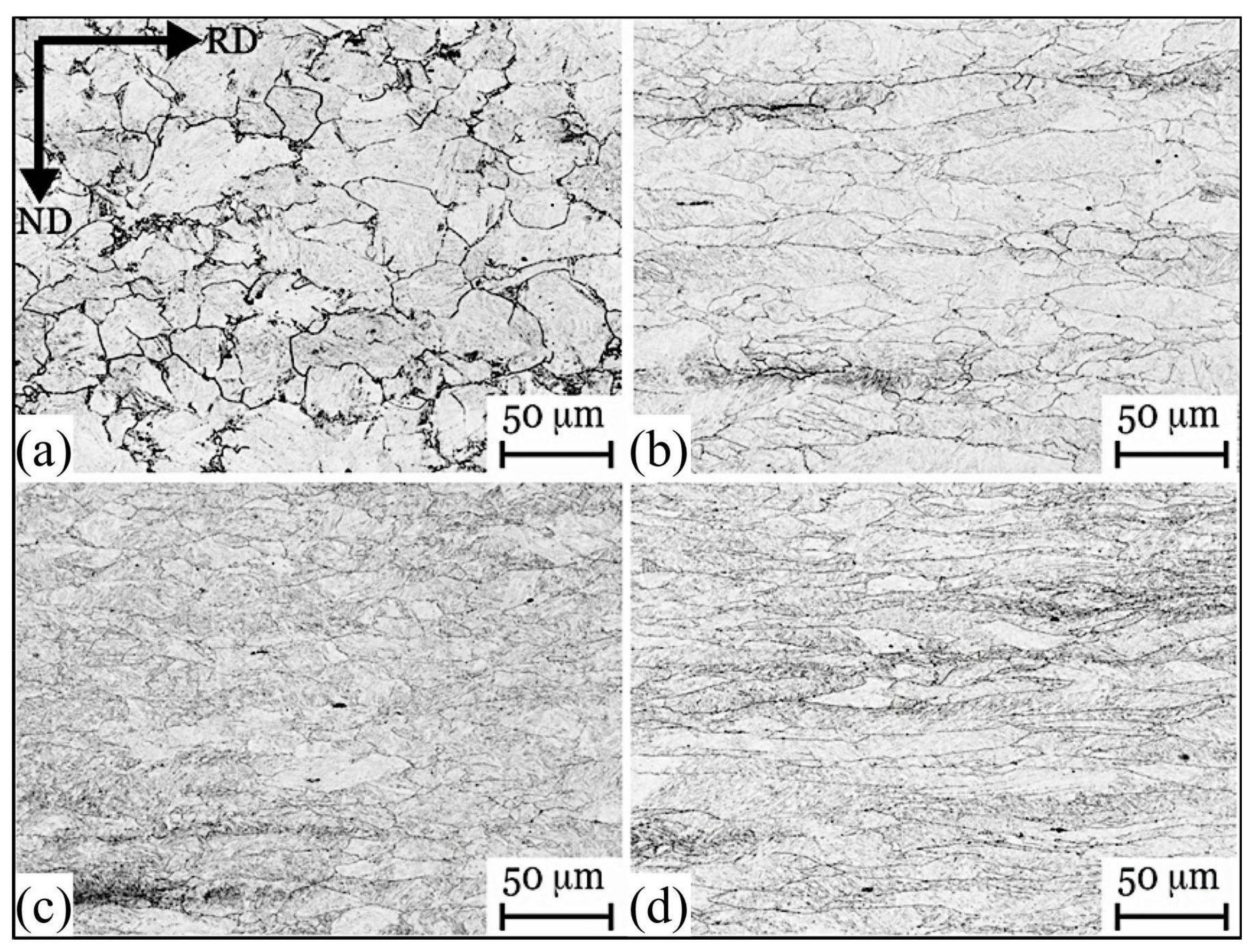
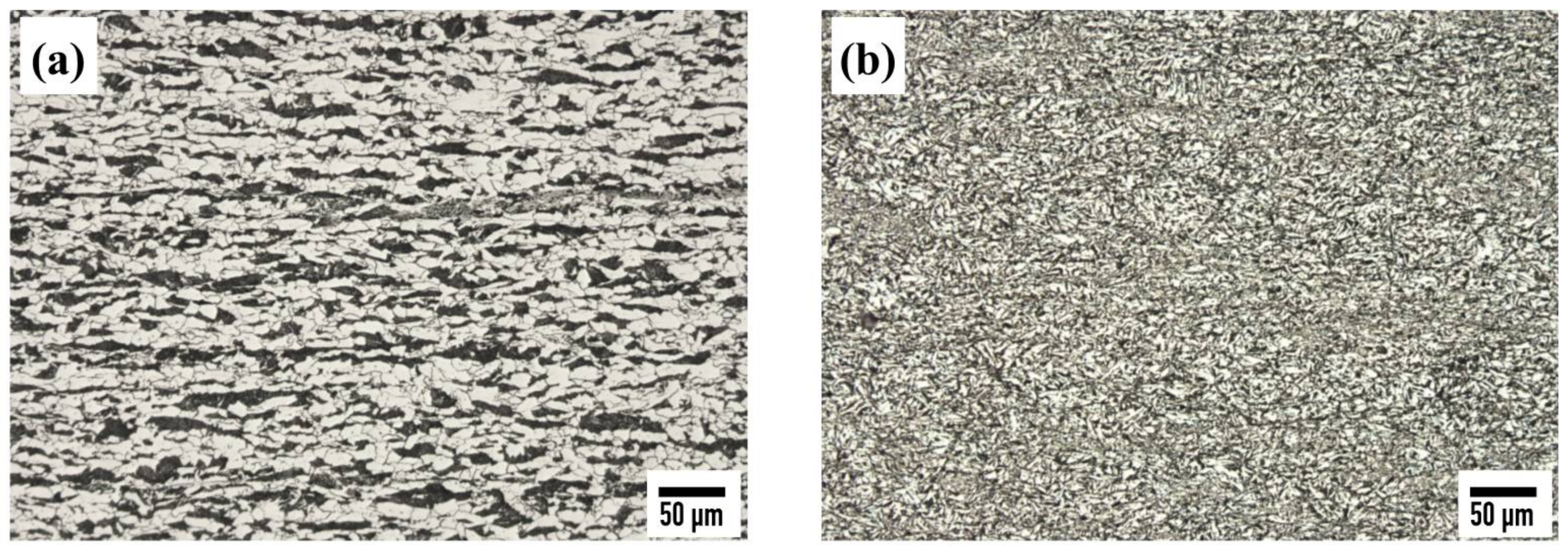
4.1. Microstructure of Low-Carbon Direct Quenching Steel
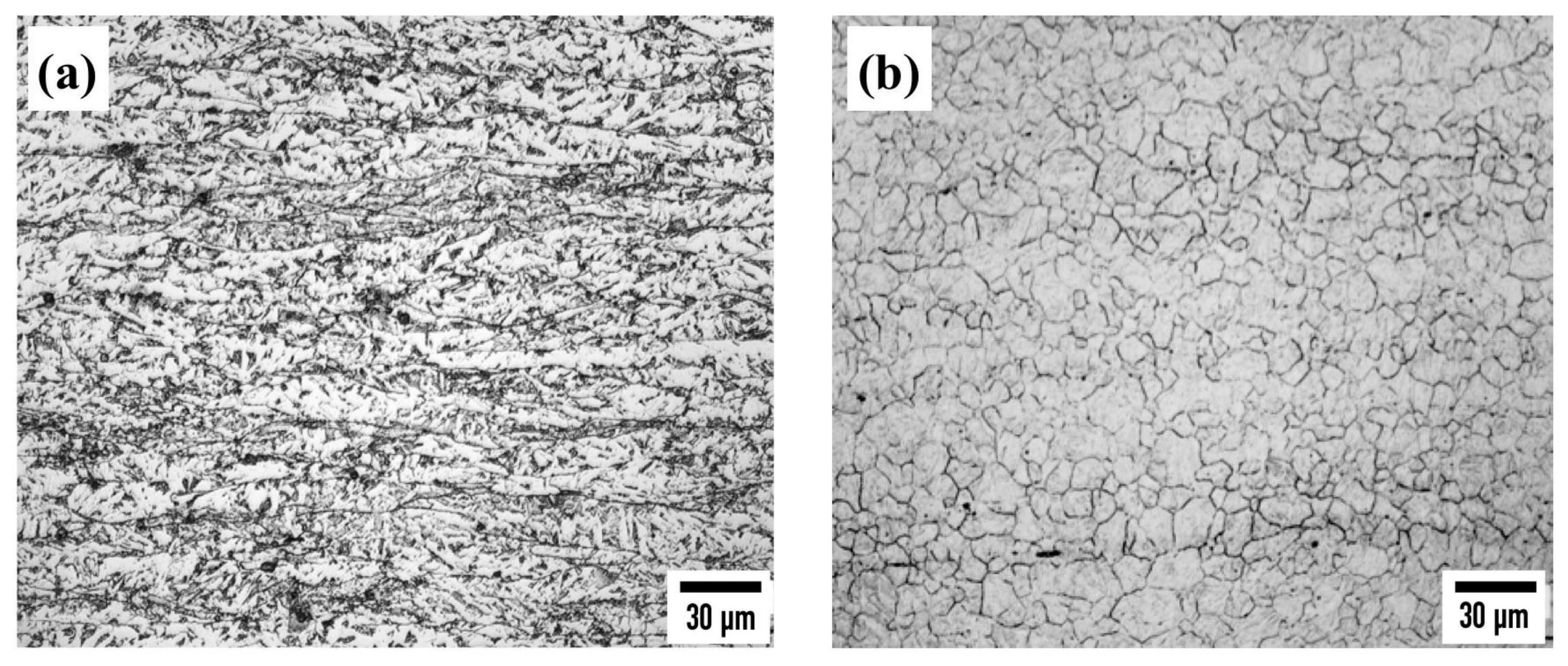
4.2. Microstructure of Re-Austenitize Quenching Steel
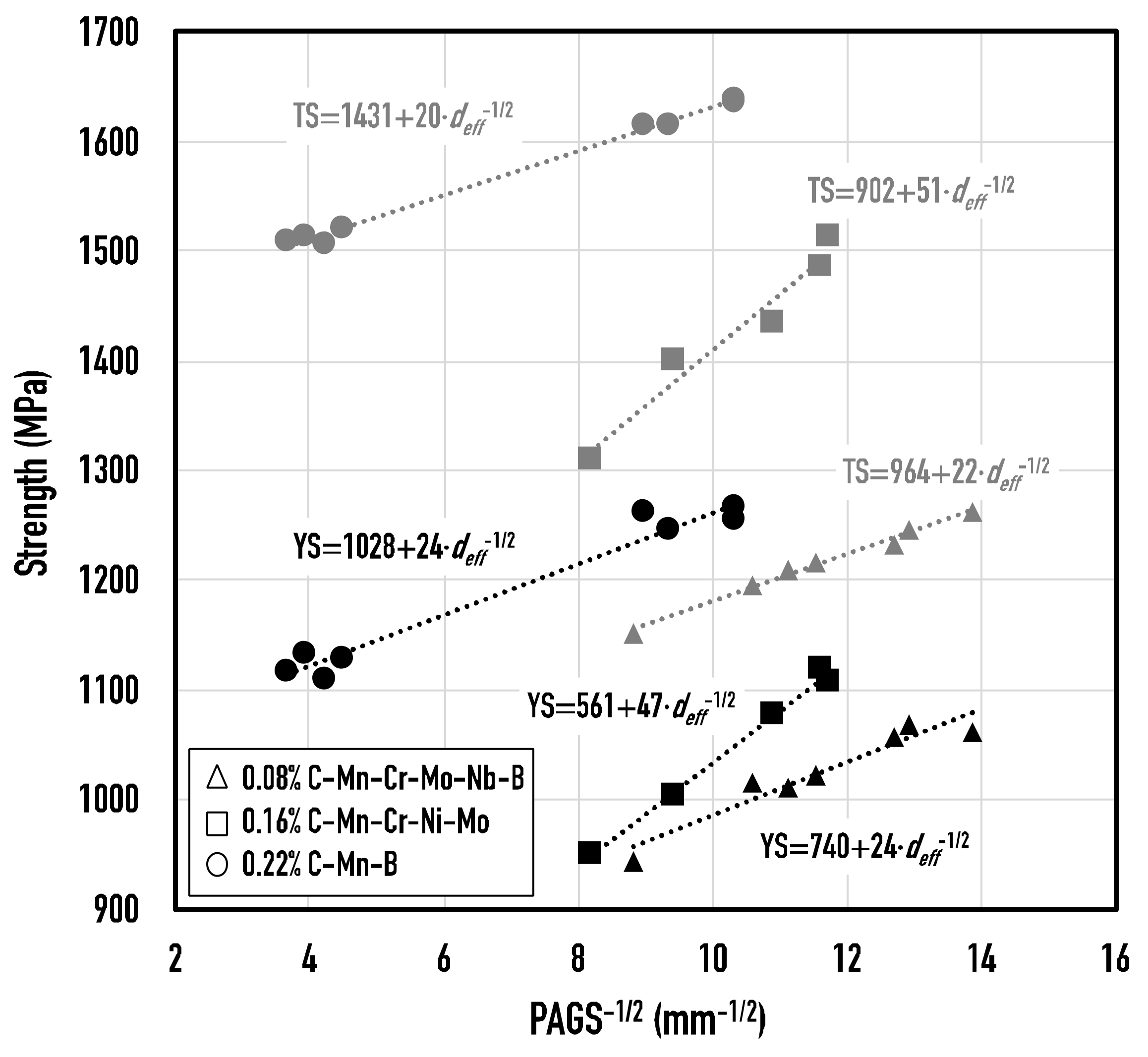
4.3. Effective Grain Size and Strength
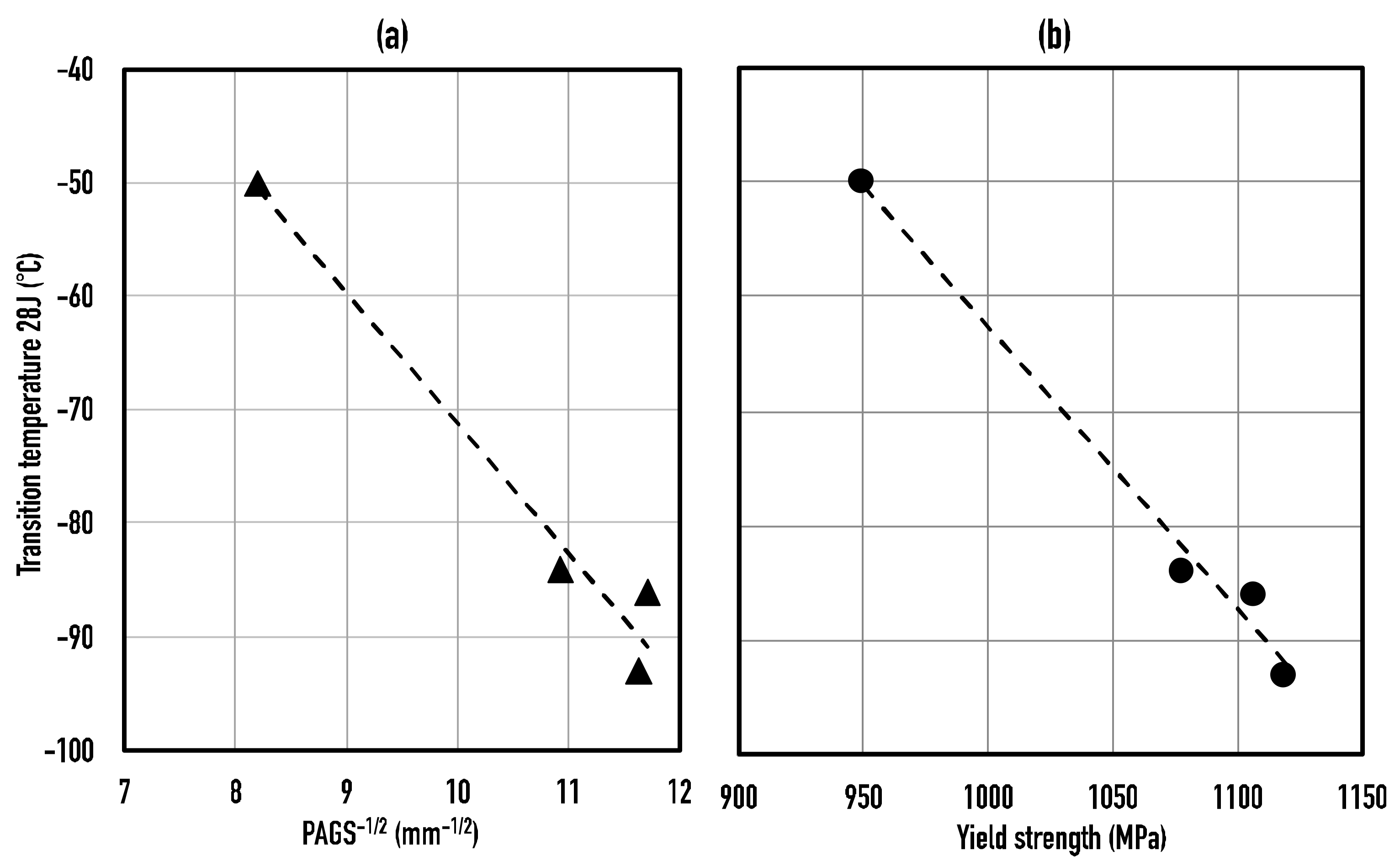
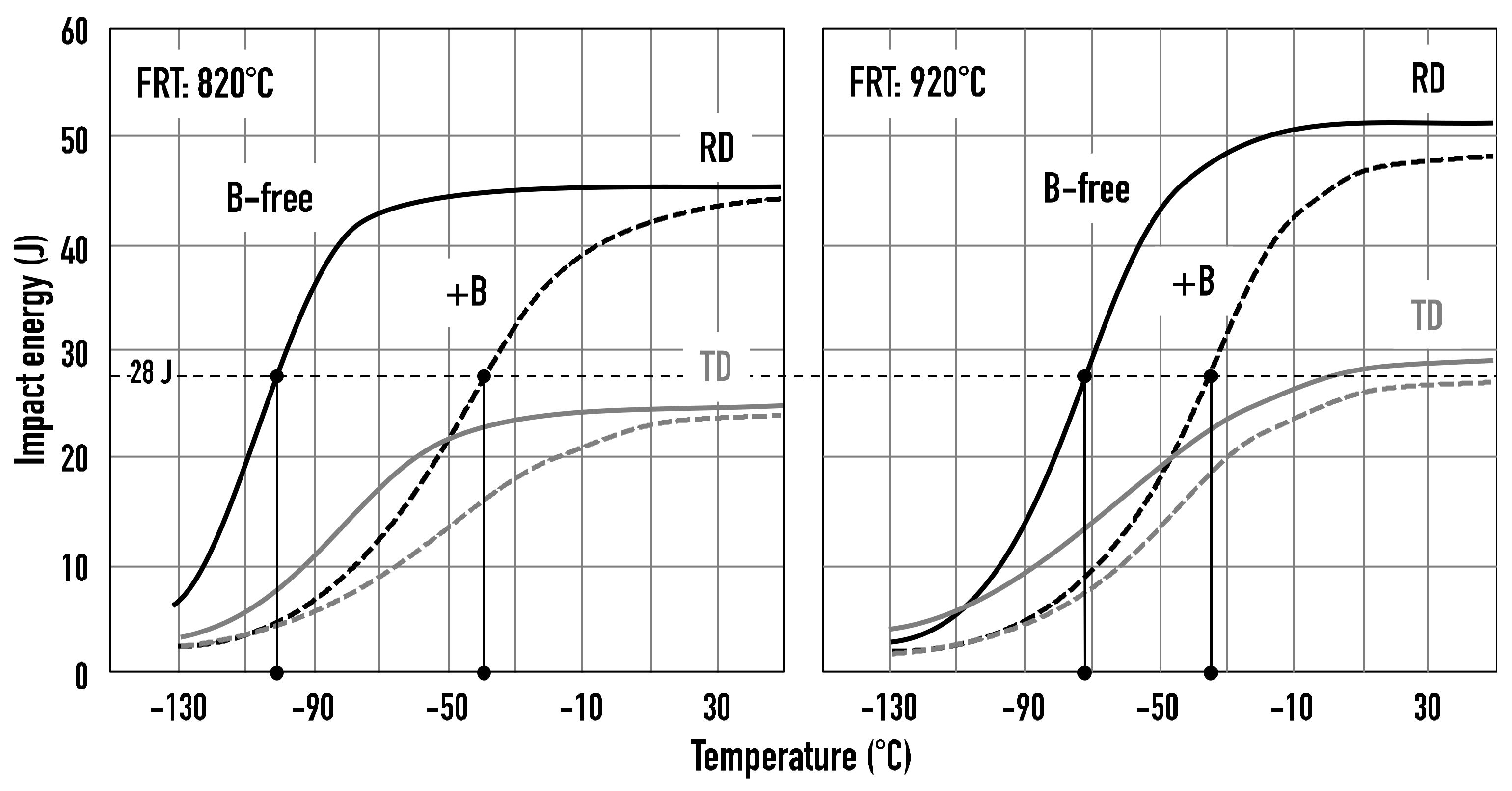
4.4. Effective Grain Size and Toughness
5. Optimization against Hydrogen Embrittlement
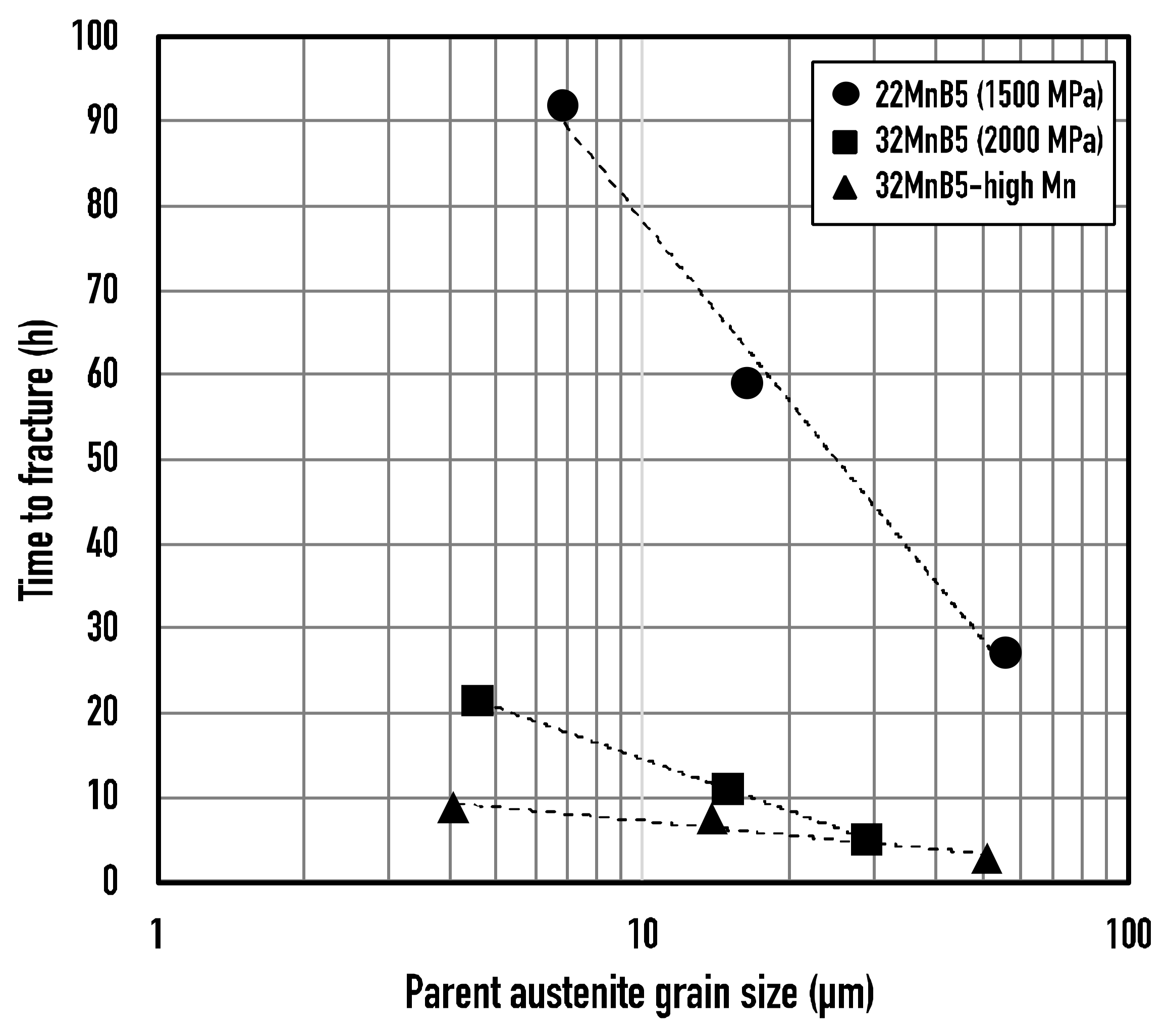
5.1. Effect of Grain Refinement
- (1)
- The average diffusion distance from the grain bulk to the parent austenite grain boundary becomes shorter, hence reducing the time delay for hydrogen to aggregate on the boundary.
- (2)
- The total grain boundary area becomes substantially larger so that for a given amount of hydrogen its average concentration per unit grain boundary area will be lower.
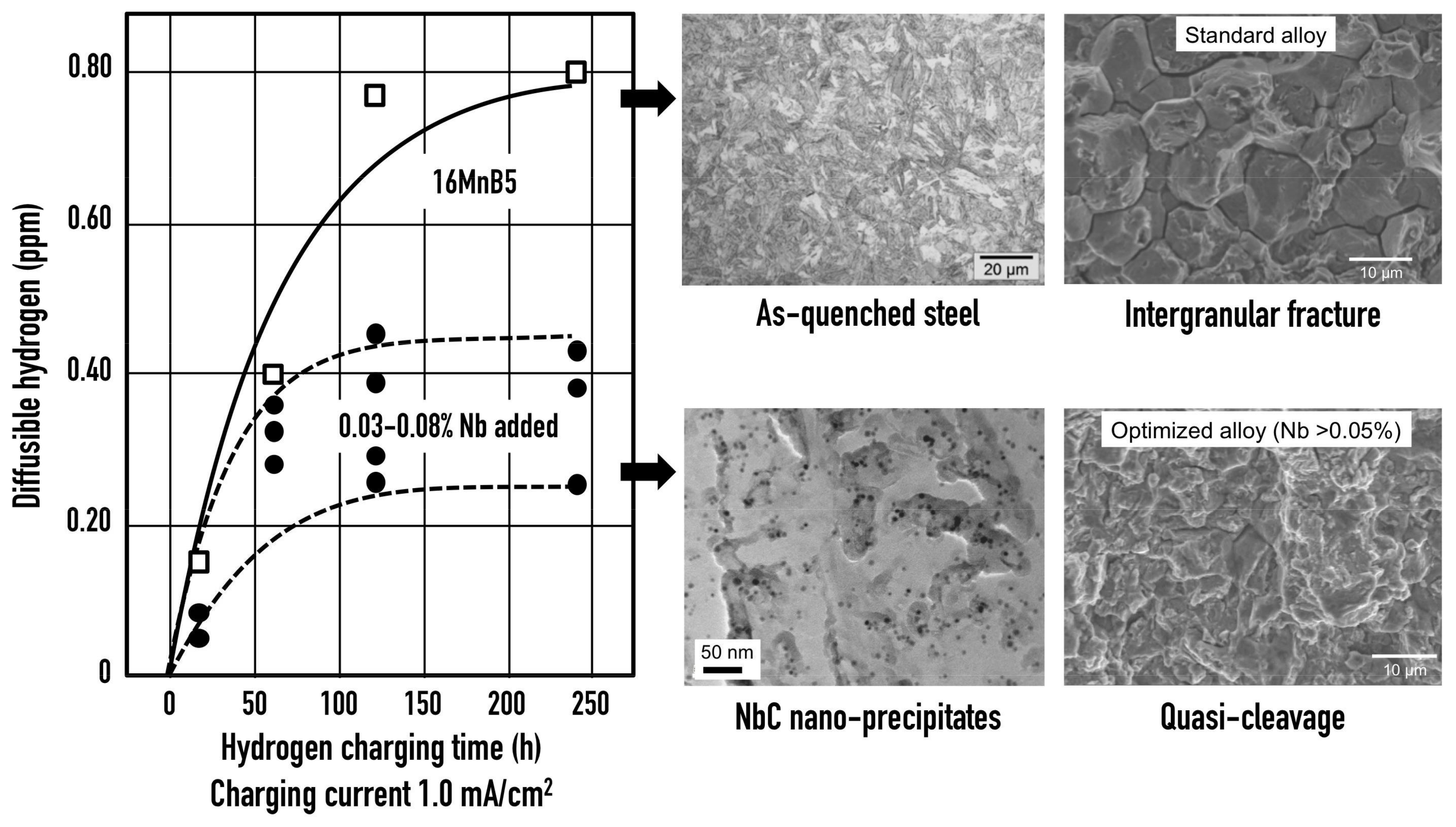
5.2. Effect of Hydrogen Trapping by Precipitate Particles
5.3. Combined Approach against Hydrogen Embrittlement
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Leslie, W. The Physical Metallurgy of Steels; McGraw Hill: New York, NY, USA, 1981; pp. 216–226. [Google Scholar]
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. 1999, 273, 40–57. [Google Scholar] [CrossRef]
- Belanger, P.J.; Hall, J.N.; Coryell, J.; Singh, J.P. Automotive Body Press-Hardened Steel Trends. In Proceedings of the International Symposium on the New Developments of Advanced High-Strength Steel, Vail, CO, USA, 23–27 June 2013; pp. 239–250. [Google Scholar]
- Bian, J.; Mohrbacher, H. Novel Alloying Design for Press Hardening Steels with Better Crash Performance. In Proceedings of the International Symposium on the New Developments of Advanced High-Strength Steel, Vail, CO, USA, 23–27 June 2013; pp. 251–262. [Google Scholar]
- Olsson, R.; Haglund, N.I. Cost effective fabrication of submarines and mobile cranes in high performance steels. Int. J. Join. Mater. 1991, 3, 120–128. [Google Scholar]
- Sugimoto, K.-I. Fracture strength and toughness of ultra high strength TRIP aided steels. Mater. Sci. Technol. 2009, 25, 1108–1117. [Google Scholar] [CrossRef]
- Nagumo, M. Function of Hydrogen in Embrittlement of High-strength Steels. ISIJ Int. 2001, 41, 590–598. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.; Karjalainen, L.P.; DeArdo, A.J. Effect of Austenite Conditioning in the Non-Recrystallization Regime on the Microstructures and Properties of Ultra High Strength Bainitic/Martensitic Strip Steel. In Proceedings of the 2nd International Conference on Super-High Strength Steels, Peschiera del Garda, Italy, 17–19 October 2010. Paper 115. [Google Scholar]
- Schneider, A.S.; Cayla, J.L.; Just, C.; Schwinn, V. The Role of Niobium for the Development of Wear Resistant Steels with Superior Toughness. In Proceedings of the International Symposium on Wear Resistant Alloys for the Mining and Processing Industry, Campinas, Brazil, 4–7 May 2015; Mohrbacher, H., Ed.; TMS: Pittsburgh, PA, USA, 2018; pp. 173–186. [Google Scholar]
- Speich, G.R. Tempering of low-carbon martensite. Trans. AIME 1969, 245, 2553–2564. [Google Scholar]
- Guo, Z.; Lee, C.S.; Morris, J.W. On coherent transformations in steel. Acta Mater. 2004, 52, 5511–5518. [Google Scholar] [CrossRef]
- Kinney, C.C.; Pytlewski, K.R.; Khachaturyan, A.G.; Morris, J.W. The microstructure of lath martensite in quenched 9Ni steel. Acta Mater. 2014, 69, 372–385. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Maki, T.; Tsuzaki, K. Tamura, K. The Morphology of Microstructure Composed of Lath Martensite. Trans. Iron Steel Inst. Jpn. 1980, 20, 207–214. [Google Scholar]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef]
- Qi, L.; Khachaturyan, A.G.; Morris, J.W. The microstructure of dislocated martensitic steel: Theory. Acta Mater. 2014, 76, 23–39. [Google Scholar] [CrossRef]
- Morris, J.W.; Lee, C.S.; Guo, Z. The Nature and Consequences of Coherent Transformations in Steel. ISIJ Int. 2003, 43, 410–419. [Google Scholar] [CrossRef]
- Cohen, M. The Strengthening of Steel. Trans. AIME 1962, 224, 638–657. [Google Scholar]
- Cohen, M. On the Development of High Strength in Steel. JISI 1963, 201, 833–841. [Google Scholar]
- Tomita, Y.; Okabayashi, K. Effect of microstructure on strength and toughness of heat-treated low alloy structural steels. Metall. Trans. A 1986, 17, 1203–1209. [Google Scholar] [CrossRef]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of Microstructure Refinement on the Strength and Toughness of Low Alloy Martensitic Steel. J. Mater. Sci. Technol. 2007, 23, 659–664. [Google Scholar]
- Morito, S.; Ohba, T. Crystallographic Analysis of Characteristic Sizes of Lath Martensite Morphology. Fundamentals of Martensite and Bainite toward Future Steels with High Performance; Furuhara, T., Tsuzaki, K., Eds.; ISIJ: Tokyo, Japan, 2007; pp. 57–62. [Google Scholar]
- Morris, J.W. On the Ductile-Brittle Transition in Lath Martensitic Steel. ISIJ Int. 2011, 51, 1569–1575. [Google Scholar] [CrossRef]
- Guo, Z.; Lee, C.S.; Morris, J.W. Grain Refinement for Exceptional Properties in High Strength Steel by Thermal Mechanisms and Martensitic Transformation. In Proceedings Workshop on New Generation Steel; Chinese Society for Metals: Beijing, China, 2001; pp. 48–54. [Google Scholar]
- Ohmura, T.; Tsuzaki, K. A New Aspect of the Strengthening Factors of Fe-C Martensite through Characterization of Nanoindentation-induced Deformation Behavior. In Fundamentals of Martensite and Bainite toward Future Steels with High Performance; Furuhara, T., Tsuzaki, K., Eds.; ISIJ: Tokyo, Japan, 2007; pp. 35–46. [Google Scholar]
- Hannula, J.; Kömi, J.; Porter, D.A.; Somani, M.C.; Kaijalainen, A.; Suikkanen, P.; Yang, J.R.; Tsai, S.P. Effect of Boron on the Strength and Toughness of Direct-Quenched Low-Carbon Niobium Bearing Ultra-High-Strength Martensitic Steel. Metall. Mater. Trans. A 2017, 48, 5344–5356. [Google Scholar] [CrossRef]
- Irani, J.J. Physical Properties of Martensite and Bainite; Special Report 93; The Iron and Steel Institute: Scarborough, UK, 1965; pp. 193–203. [Google Scholar]
- Naylor, J.P.; Blondeau, B. The Respective Roles of the Packet Size and the Lath Width on Toughness. Metall. Trans. 1976, 7, 891–894. [Google Scholar] [CrossRef]
- Naylor, J.P.; Krahe, P.R. Cleavage Planes in Lath Type Bainite and Martensite. Metall. Trans. 1975, 6, 594–598. [Google Scholar] [CrossRef]
- Morris, J.W.; Kinney, C.; Pytlewski, K.; Adachi, Y. Microstructure and cleavage in lath martensitic steels. Sci. Tech. Adv. Mater. 2013, 14, 041208. [Google Scholar] [CrossRef] [PubMed]
- Matsuda, S.; Inoue, T.; Mimura, H.; Okamura, Y. Toughness and Effective Grain Size in Heat-Treated Low-Alloy High-Strength Steels. Trans. ISIJ 1972, 12, 325–333. [Google Scholar]
- Morris, J.W.; Guo, Z.; Krenn, C.R.; Kim, Y.-H. The Limits of Strength and Toughness in Steel. ISIJ Int. 2001, 41, 599–611. [Google Scholar] [CrossRef]
- Hanamura, T.; Yin, F.; Nagai, K. Ductile-Brittle Transition Temperature of Ultrafine Ferrite/Cementite Microstructure in a Low Carbon Steel Controlled by Effective Grain Size. ISIJ Int. 2004, 44, 610–617. [Google Scholar] [CrossRef]
- McMahon, C.J. Effects of Hydrogen on Plastic Flow and Fracture in Iron and Steel. Hydrogen Effects in Metals; Bernstein, I.M., Thompson, A.W., Eds.; TMS: Pittsburgh, PA, USA, 1981; Volume 219. [Google Scholar]
- Kim, Y.H. A Study of Hydrogen Embrittlement in Lath Martensitic Steels. Ph.D. Thesis, Department of Materials Science and Engineering, University of California, Berkeley, CA, USA, 1985. [Google Scholar]
- Kim, Y.H.; Morris, J.W. The nature of quasicleavage fracture in tempered 5.5Ni steel after hydrogen charging. Metall. Trans. 1983, 14, 1883–1888. [Google Scholar] [CrossRef]
- Kim, Y.H.; Kim, H.J.; Morris, J.W. The influence of precipitated austenite on hydrogen embrittlement in 5.5Ni steel. Metall. Trans. 1986, 17, 1157–1164. [Google Scholar] [CrossRef]
- Yusa, S.; Hara, T.; Tsuzaki, K.J. Grain boundary carbide structure in tempered martensitic steel with serrated prior austenite grain boundaries. Jpn. Inst. Met. 2000, 64, 1230–1238. [Google Scholar] [CrossRef]
- Takeda, Y.; McMahon, C.J. Strain controlled vs stress controlled hydrogen induced fracture in a quenched and tempered steel. Met. Trans. A 1981, 12, 1255–1266. [Google Scholar] [CrossRef]
- Grange, R.A.; Hibral, C.R.; Porter, L.F. Hardness of Tempered Martensite in Carbon and Low-alloy Steels. Metall. Trans. A 1977, 8, 1775–1785. [Google Scholar] [CrossRef]
- Mohrbacher, H. Laser welding of modern automotive high strength steels. In Proceedings of the 5th International Conference on HSLA Steels (2005), Sanya, Hainan, China, 8–10 November 2005; pp. 582–586. [Google Scholar]
- Takaki, S.; Ngo-Huynh, K.-L.; Nakada, N.; Tsychiyama, T. Strengthening Mechanism in Ultra Low Carbon Martensitic Steel. ISIJ Int. 2012, 52, 710–716. [Google Scholar] [CrossRef]
- Geng, W.T.; Freeman, A.J.; Olson, G.B. Influence of alloying additions on grain boundary cohesion of transition metals: First-principles determination and its phenomenological extension. Phys. Rev. B 2001, 63, 165415. [Google Scholar] [CrossRef]
- Lin, H.-R.; Cheng, G.-H. Analysis of hardenability effect of boron. Mater. Sci. Technol. 1990, 6, 724–729. [Google Scholar] [CrossRef]
- Kern, A.; Schriever, U. Niobium in Quenched and Tempered HSLA-Steels. In Recent Advances of Niobium Containing Materials in Europe; Verlag Stahleisen: Düsseldorf, Germany, 2005; pp. 107–120. [Google Scholar]
- Kern, A.; Müsgen, B.; Schriever, U. Effect of Boron in Quenched and Tempered Steels. Thyssen Tech. Ber. 1990, 1, 43–52. [Google Scholar]
- Nowill, C.A.; Speer, J.G.; De Moor, E.; Matlock, D.K. Effect of Austenitizing Conditions on Hardenability of Boron-Added Microalloyed Steel. AIST Iron Steel Technol. 2012, 10, 111–120. [Google Scholar]
- Ishikawa, N.; Ueda, K.; Mitao, S.; Murotav, Y.; Sakiyama, T. High-Performance Abrasion-Resistant Steel Plates with Excellent Low-Temperature Toughness. In Proceedings of the International Symposium on the Recent Developments in Plate Steels, Winter Park, CO, USA, 19–22 June 2011; pp. 82–91. [Google Scholar]
- Tobie, T.; Hippenstiel, F.; Mohrbacher, H. Optimizing Gear Performance by Alloy Modification of Carburizing Steels. Metals 2017, 7, 415. [Google Scholar] [CrossRef]
- Gangloff, R.P. Critical Issues in Hydrogen Assisted Cracking of Structural Alloys, in Environment Induced Cracking of Metals (EICM-2); Shipilov, S., Ed.; Elsevier Science: Oxford, UK, 2008; pp. 2–24. [Google Scholar]
- Senuma, T.; Takemoto, Y. Influence of Nb Content on Delayed Fracture and Crash Relevant Properties of 2000 MPa class hot stamping steel sheets. In Proceedings of the International Conference on Steels in Cars and Trucks, Amsterdam, The Netherlands, 2017. [Google Scholar]
- Momotani, Y.; Shibata, A.; Terada, D.; Tsuji, N. Effect of strain rate on hydrogen embrittlement in low-carbon martensitic steel. Int. J. Hydrog. Energy 2017, 42, 3371–3379. [Google Scholar] [CrossRef]
- Lee, S.J.; Ronevich, J.A.; Krauss, G.; Matlock, D.K. Hydrogen Embrittlement of Hardened Low-carbon Sheet Steel. ISIJ Int. 2010, 50, 294–301. [Google Scholar] [CrossRef]
- Lovicu, G.; Barloscio, M.; Bottazzi, M.; D’Aiuto, F.; De Sanctis, M.; Dimatteo, A.; Federici, C.; Maggi, S.; Santus, C.; Valentini, R. Hydrogen Embrittlement of Advanced High Strength Steels for Automotive Use. In Proceedings of the 2nd International Conference on Super High Strength Steels, Verona, Italy, 17–20 October 2010. [Google Scholar]
- Zhang, S.; Huang, Y.; Sun, B.; Liao, Q.; Lu, H.; Jian, B.; Mohrbacher, H.; Zhang, W.; Guo, A.; Zhang, Y. Effect of Nb on hydrogen-induced delayed fracture in high strength hot stamping steels. Mater. Sci. Eng. A 2015, 626, 136–143. [Google Scholar] [CrossRef]
- Pressouyre, G.M. Current Solutions to Hydrogen Problems in Steels. In Proceedings of the First International Conference on Current Solutions to Hydrogen Problems in Steels, Washington, DC, USA, 1–5 November 1982; pp. 18–36. [Google Scholar]
- Wei, F.-G.; Hara, T.; Tsuzaki, K. Nano-Preciptates Design with Hydrogen Trapping Character in High Strength Steel. ASM Int. 2009, 448–455. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Ni | Ti | B | Mo | Nb |
|---|---|---|---|---|---|---|---|---|---|
| DQ grades | |||||||||
| 0.08% C HR | 0.08 | 0.2 | 1.8 | 1.1 | - | 0.02 | 0 or 0.0025 | 0.15 | var. 0–0.05 |
| 0.16% C HR | 0.16 | 0.2 | 1.1 | 0.5 | 0.5 | - | - | var. 0–0.5 | var. 0–0.04 |
| RHQ grades | |||||||||
| HB450 HR | 0.18 | 0.2 | 1.2 | 0.2 | - | 0.03 | 0.0020 | 0.25 | 0.03 |
| 22MnB5 HR | 0.22 | 0.2 | 1.2 | 0.2 | - | 0.03 | 0.0025 | var. 0–0.15 | 0.05 |
| 16MnB5 CR | 0.16 | 0.4 | 2.3 | - | - | 0.03 | 0.0025 | - | var. 0–0.08 |
| 22MnB5 CR | 0.23 | 0.3 | 1.2 | 0.2 | - | 0.03 | 0.0025 | - | var. 0–0.08 |
| 32MnB5 CR | 0.33 | 0.1 | 1.2 or 2.5 | - | - | 0.02 | 0.0020 | var. 0–0.5 | var. 0–0.05 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohrbacher, H. Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying. Metals 2018, 8, 234. https://doi.org/10.3390/met8040234
Mohrbacher H. Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying. Metals. 2018; 8(4):234. https://doi.org/10.3390/met8040234
Chicago/Turabian StyleMohrbacher, Hardy. 2018. "Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying" Metals 8, no. 4: 234. https://doi.org/10.3390/met8040234
APA StyleMohrbacher, H. (2018). Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying. Metals, 8(4), 234. https://doi.org/10.3390/met8040234