Internal Friction Angle of Metal Powders


 ,
, 
Abstract
:
1. Introduction
2. Materials, Methods and Model
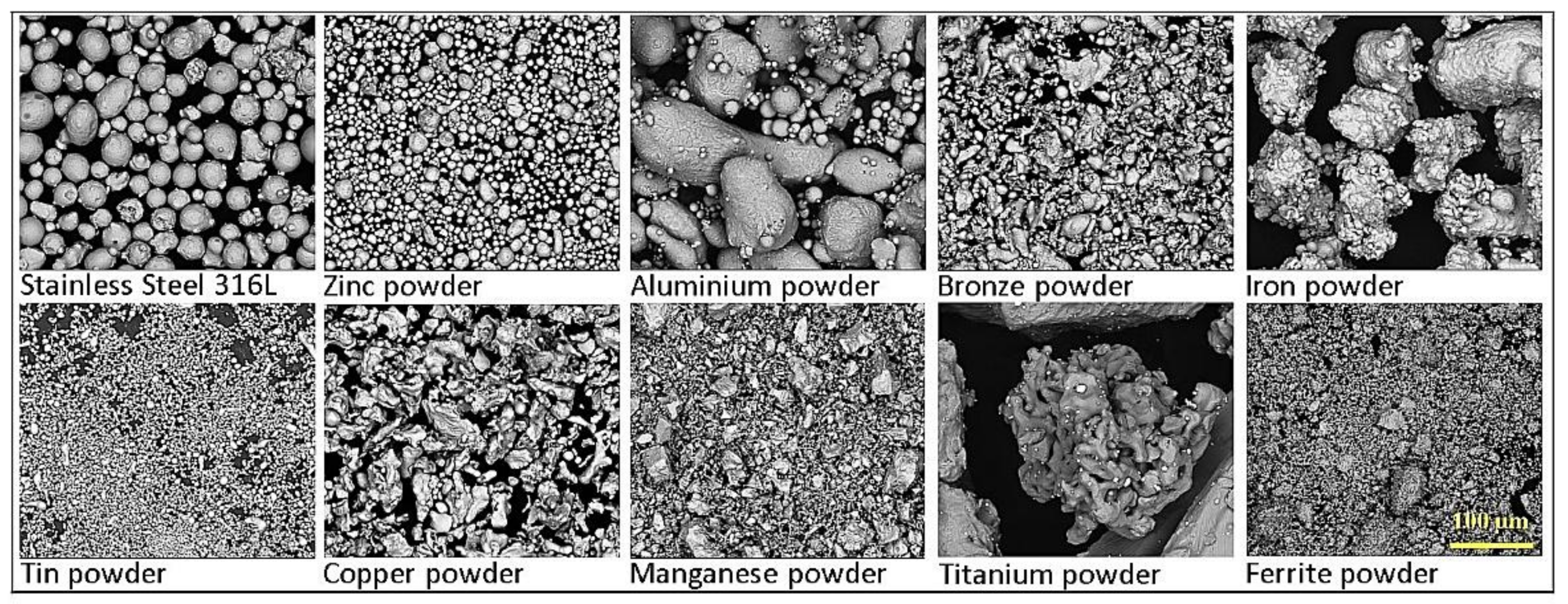
2.1. Materials
2.2. Methods
2.2.1. Particle Size Distribution
2.2.2. Angle of Internal Friction and Flow Function
2.3. Angle of Internal Friction Model
3. Results and Discussion
3.1. Particle Characterization
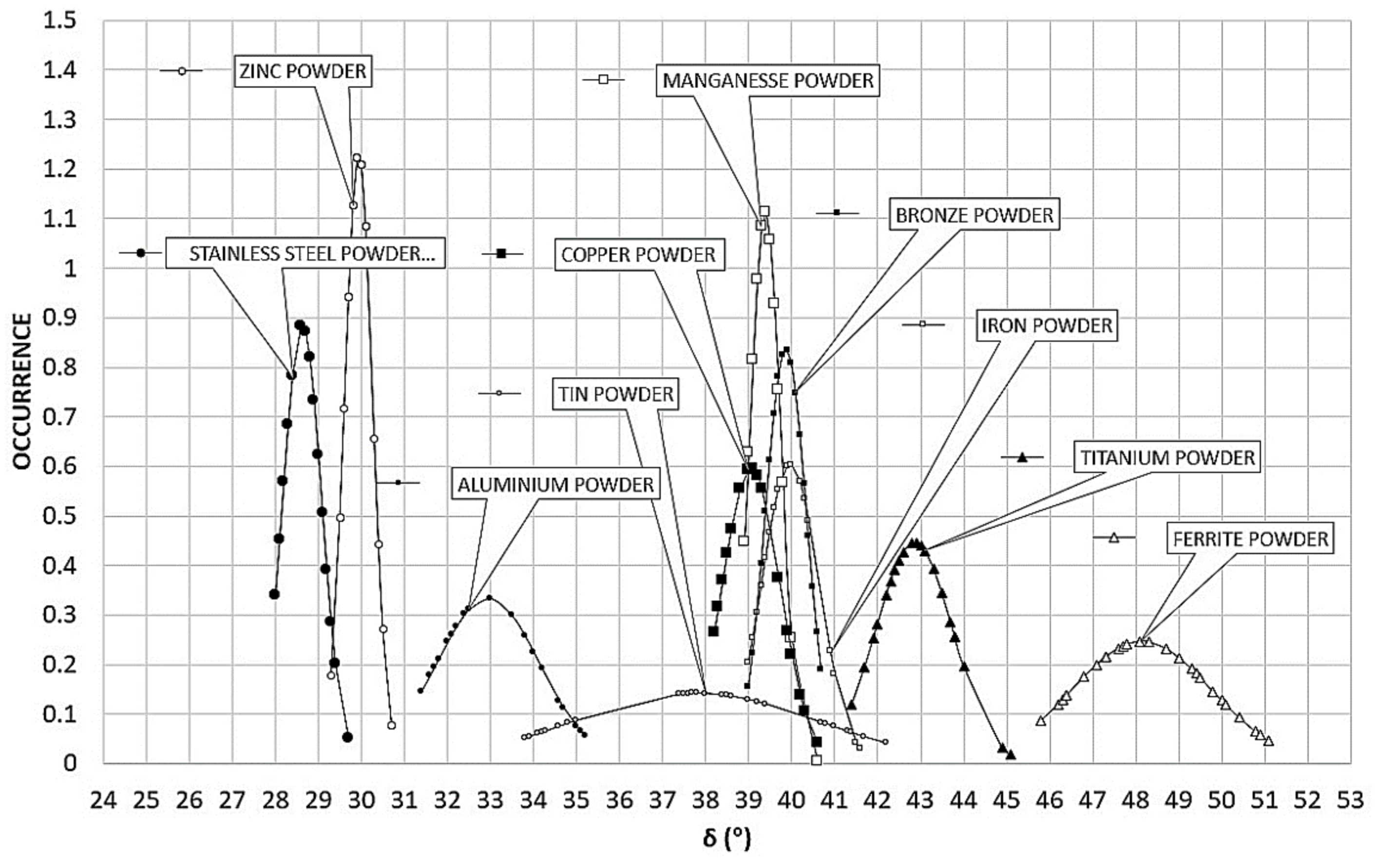
3.2. Angle of Internal Friction
- In case of the bulk solid where the angle of internal friction is α < 30° all particles are having all possibilities to change their position—the first mechanism, the piston one (1)—does not come through the theoretical shear level.
- In case of the bulk solid where the angle of internal friction is α > 30° all particles are having all possibilities to change their position—the second mechanism, the casing one (2)—does come through the theoretical shear level.
- This is therefore the limiting, threshold value among the mechanisms mentioned. 30° is the boundary line between the areas mentioned above.
- Bulk solid having the angle of internal friction 30° in case of the free poured pile again forms an angle 30°, which means that the angle of repose equals also 30°.
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| c | Cohesion (Pa) |
| d10 | 10% particle representation for the detected size, cumulative phase lower decile |
| d50 | 50% particle representation for the detected size, median |
| d90 | 90% particle representation for the detected size, cumulative phase upper decile |
| ffc | Flow function (-) |
Greek Symbols
| δ | Effective internal friction angle (°) |
| δmin | Minimum value of effective internal friction angle (°) |
| δmax | Maximum value of effective internal friction angle (°) |
| ϕ | Internal friction angle (°) |
| ϕmin | Minimum value of internal friction angle (°) |
| ϕmax | Maximum value of internal friction angle (°) |
| σ1 | Major consolidation stress (Pa) |
| σc | Unconfined yield strength (Pa) |
| σsd | Standard deviation (°) |
Abbreviation
| AM | Additive Manufacturing |
| DED | Direct Energy Deposition |
| EBM | Electron Beam Melting |
| SEM | Scanning Electron Microscope |
| SLM | Selective Laser Melting |
| SLS | Selective Laser Sintering |
| PBF | Powder Bed Fusion |
References
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of materials qualification needs for metal additive manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martine, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting proces. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Krystynova, M.; Dolezal, P.; Fintova, S.; Brezina, M.; Zapletal, J.; Wasserbauer, J. Preparation and characterization of zinc material prepared by powder metallurgy. Metals 2017, 7, 396. [Google Scholar] [CrossRef]
- Clark, N.; Jones, N.; Setchi, R.; Porch, A. Particle size characterisation of metals powders for additive manufacturing using a microwave sensor. Powder Technol. 2017. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Guss, G.; Wu, S.; Matthews, M.J.; Schoenung, J.M. In-situ characterization of laser-powder interaction and cooling rates through high-speed imaging of powder bed fusion additive manufacturing. Mater. Des. 2017, 135, 385–396. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- German, R.M. Prediction of sintered density for bimodal powder mixtures. Metall. Trans. A 1992, 23, 1455–1465. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Baksa, T.; Kroupa, T. The influence of processing parameters on the mechanical properties of SLM parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef]
- Egger, G.; Gygax, P.E.; Glardon, R.; Karapatis, N.P. Optimization of powder layer density in selective laser sintering. In Proceedings of the 10th Solid Freeform Fabrication Symposium (SFF), Austin, TX, USA, 9–11 August 1999. [Google Scholar]
- Spierings, A.B.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2011, 17, 195–202. [Google Scholar] [CrossRef]
- Spierings, A.B.; Levy, G. Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades. In Proceedings of the SFF Symposium 2009, Austin, Texas, USA, 3–5 August 2009; Bourell, D.L., Crawford, R.H., Seepersad, C.C., Eds.; University of Texas at Austin: Austin, Texas, USA, 2009; pp. 342–353. [Google Scholar]
- Shinohara, K.; Oida, M.; Golman, B. Effect of particle shape on angle of internal friction by triaxial compression test. Powder Technol. 2000, 107, 131–136. [Google Scholar] [CrossRef]
- Yousuff, M.; Page, N.W. Particle material, morphology and load effects on internal friction in powders. Powder Technol. 1993, 76, 155–164. [Google Scholar] [CrossRef]
- Chan, L.C.Y.; Page, N.W. Particle fractal and load effects on internal friction in powders. Powder Technol. 1997, 90, 259–266. [Google Scholar] [CrossRef]
- Zegzulka, J. The angle of internal friction as a measure of work loss in granular material flow. Powder Technol. 2013, 233, 347–353. [Google Scholar] [CrossRef]
- Bowen, P. Particle size distribution measurement from millimeters to nanometers and from rods to platelets. J. Dispers. Sci. Technol. 2002, 23, 631–662. [Google Scholar] [CrossRef]
- Markandeya, S.A.; Dhiman, N.; Shukla, S.P.; Kisku, G.C. Statistical optimization of process parameters for removal of dyes from wastewater on chitosan cenospheres nanocomposite using response surface methodology. J. Clean. Prod. 2017, 149, 597–606. [Google Scholar] [CrossRef]
- Engeli, R.; Etter, T.; Hovel, S.; Wegener, K. Processability of different IN738LC powder batches by selective laser melting. J. Mater. Process. Technol. 2016, 229, 484–491. [Google Scholar] [CrossRef]
- Peciar, P.; Kluka, M.; Briss, L.; Peciar, M. Determination of stress in particulate matter with DEM method. In Proceedings of the 39th International Conference of Slovak Sociaty of Chemical Engineering, Tatranské Matliare, Slovakia, 21–25 May 2012; Markos, J., Ed.; Slovak University of Technology in Bratislava: Bratislava, Slovakia, 2012; pp. 106–115. [Google Scholar]
- Sogaard, S.V.; Pedersen, T.; Alleso, M.; Garnaes, J.; Rantanen, J. Evaluation of ring shear testing as a characterization method for powder flow in small-scale powder processing equipment. Int. J. Pharm. 2014, 475, 315–323. [Google Scholar] [CrossRef] [PubMed]
- Schwedes, J. Review on testers for measuring flow properties of bulk solids. Granul. Matter 2003, 5, 1–43. [Google Scholar] [CrossRef]
- Mihlbachler, K.; Kollmann, T.; Seidel-Morgenstern, S.; Jurgen, T.; Guiochon, G. Measurement of the degree of internal friction of two native silica packing materials. J. Chromatogr. A 1998, 818, 155–168. [Google Scholar] [CrossRef]
- Zegzulka, J. An ideal Bulk Material. Bulk Solids Handl. 2002, 22, 214–221. [Google Scholar]
- Zegzulka, J. Granular states of material aggregation—A comparison of ideal bulk material with ideal fluid and ideal solid matter. Bulk Solids Handl. 2003, 23, 1–6. [Google Scholar]






 metal powders suitable for additive manufacturing,
metal powders suitable for additive manufacturing,  metal powders with worse flowability).
metal powders suitable for additive manufacturing, metal powders with worse flowability).
metal powders with worse flowability).
metal powders suitable for additive manufacturing, metal powders with worse flowability).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal Powders | d10 (µm) | d50 (µm) | d90 (µm) | d50/d10 | d90/d10 |
|---|---|---|---|---|---|
| Stainless Steel 316L | 26.0 ± 0.8 | 38.8 ± 0.1 | 58.0 ± 0.1 | 1.5 | 2.2 |
| Zinc powder | 8.3 ± 0.1 | 15.8 ± 0.2 | 24.8 ± 0.4 | 1.9 | 3.0 |
| Aluminum powder | 29.4 ± 0.2 | 79.1 ± 0.4 | 187.3 ± 5.0 | 2.7 | 6.4 |
| Tin powder | 6.3 ± 0.3 | 26.9 ± 0.4 | 59.1 ± 1.8 | 4.3 | 9.3 |
| Copper powder | 16.1 ± 0.1 | 35.6 ± 0.1 | 57.5 ± 0.2 | 2.2 | 3.6 |
| Manganese powder | 6.1 ± 0.2 | 32.3 ± 1.2 | 88.0 ± 1.6 | 5.3 | 14.5 |
| Bronze powder | 12.1 ± 0.1 | 29.6 ± 0.2 | 57.2 ± 1.4 | 2.4 | 4.7 |
| Iron powder | 72.7 ± 0.2 | 121.1 ± 0.5 | 195.1 ± 0.5 | 1.7 | 2.7 |
| Titanium powder | 80.7 ± 1.6 | 295.1 ± 0.5 | 452.1 ± 0.2 | 3.7 | 5.6 |
| Ferrite powder | 29.2 ± 0.4 | 54.9 ± 0.7 | 86.6 ± 3.0 | 1.9 | 3.0 |
| Metal Powders | δ (°) | σsd (°) | δmin (°) | δmax (°) | ϕ (°) | σsd (°) | ϕmin (°) | ϕmax (°) |
|---|---|---|---|---|---|---|---|---|
| Stainless Steel 316L | 28.6 | 0.5 | 28.0 | 39.7 | 28.5 | 0.4 | 27.8 | 29.3 |
| Zinc powder | 29.9 | 0.3 | 29.3 | 30.7 | 29.6 | 0.5 | 28.8 | 30.7 |
| Aluminum powder | 32.9 | 1.2 | 31.4 | 35.2 | 32.9 | 1.2 | 31.4 | 35.2 |
| Tin powder | 37.8 | 2.8 | 33.8 | 42.2 | 36.1 | 1.8 | 33.3 | 38.8 |
| Copper powder | 39.1 | 0.7 | 38.2 | 40.6 | 38.1 | 0.5 | 37.4 | 39.1 |
| Manganese powder | 39.4 | 0.4 | 38.9 | 40.6 | 38.6 | 0.6 | 37.9 | 40.4 |
| Bronze powder | 39.9 | 0.5 | 39.0 | 40.7 | 38.7 | 0.7 | 37.6 | 40.1 |
| Iron powder | 40.0 | 0.7 | 39.0 | 41.6 | 39.4 | 0.5 | 38.7 | 40.7 |
| Titanium powder | 42.9 | 0.9 | 41.4 | 45.1 | 41.9 | 0.7 | 40.6 | 43.7 |
| Ferrite powder | 48.1 | 1.6 | 45.8 | 51.1 | 39.1 | 0.6 | 37.6 | 40.0 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zegzulka, J.; Gelnar, D.; Jezerska, L.; Ramirez-Gomez, A.; Necas, J.; Rozbroj, J. Internal Friction Angle of Metal Powders. Metals 2018, 8, 255. https://doi.org/10.3390/met8040255
Zegzulka J, Gelnar D, Jezerska L, Ramirez-Gomez A, Necas J, Rozbroj J. Internal Friction Angle of Metal Powders. Metals. 2018; 8(4):255. https://doi.org/10.3390/met8040255
Chicago/Turabian StyleZegzulka, Jiri, Daniel Gelnar, Lucie Jezerska, Alvaro Ramirez-Gomez, Jan Necas, and Jiri Rozbroj. 2018. "Internal Friction Angle of Metal Powders" Metals 8, no. 4: 255. https://doi.org/10.3390/met8040255
APA StyleZegzulka, J., Gelnar, D., Jezerska, L., Ramirez-Gomez, A., Necas, J., & Rozbroj, J. (2018). Internal Friction Angle of Metal Powders. Metals, 8(4), 255. https://doi.org/10.3390/met8040255