Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys

 ,
,  ,
,
Abstract
:1. Introduction
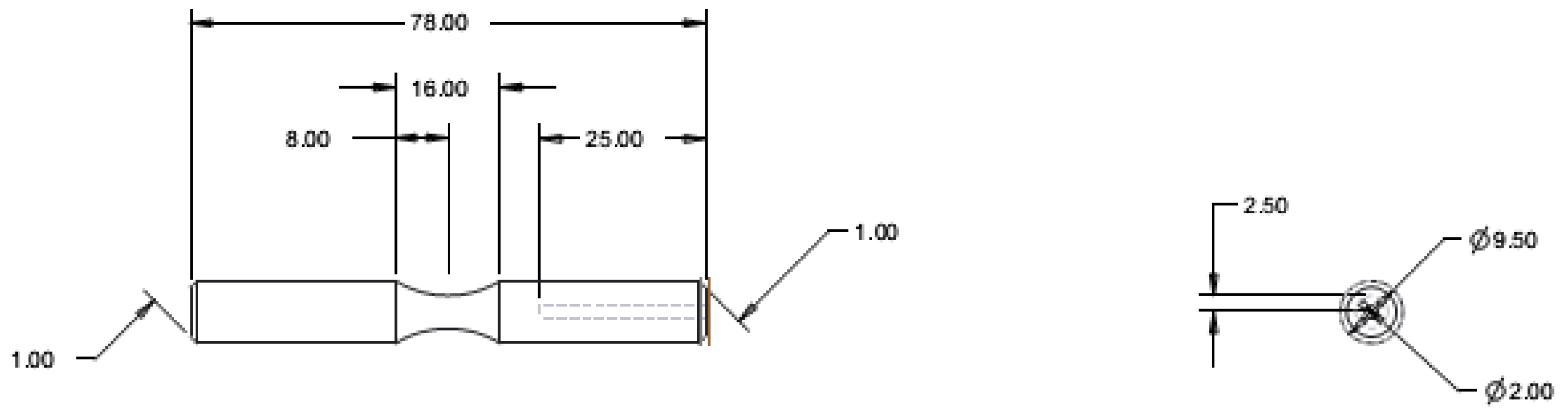
2. Materials and Methods
3. Results and Discussion
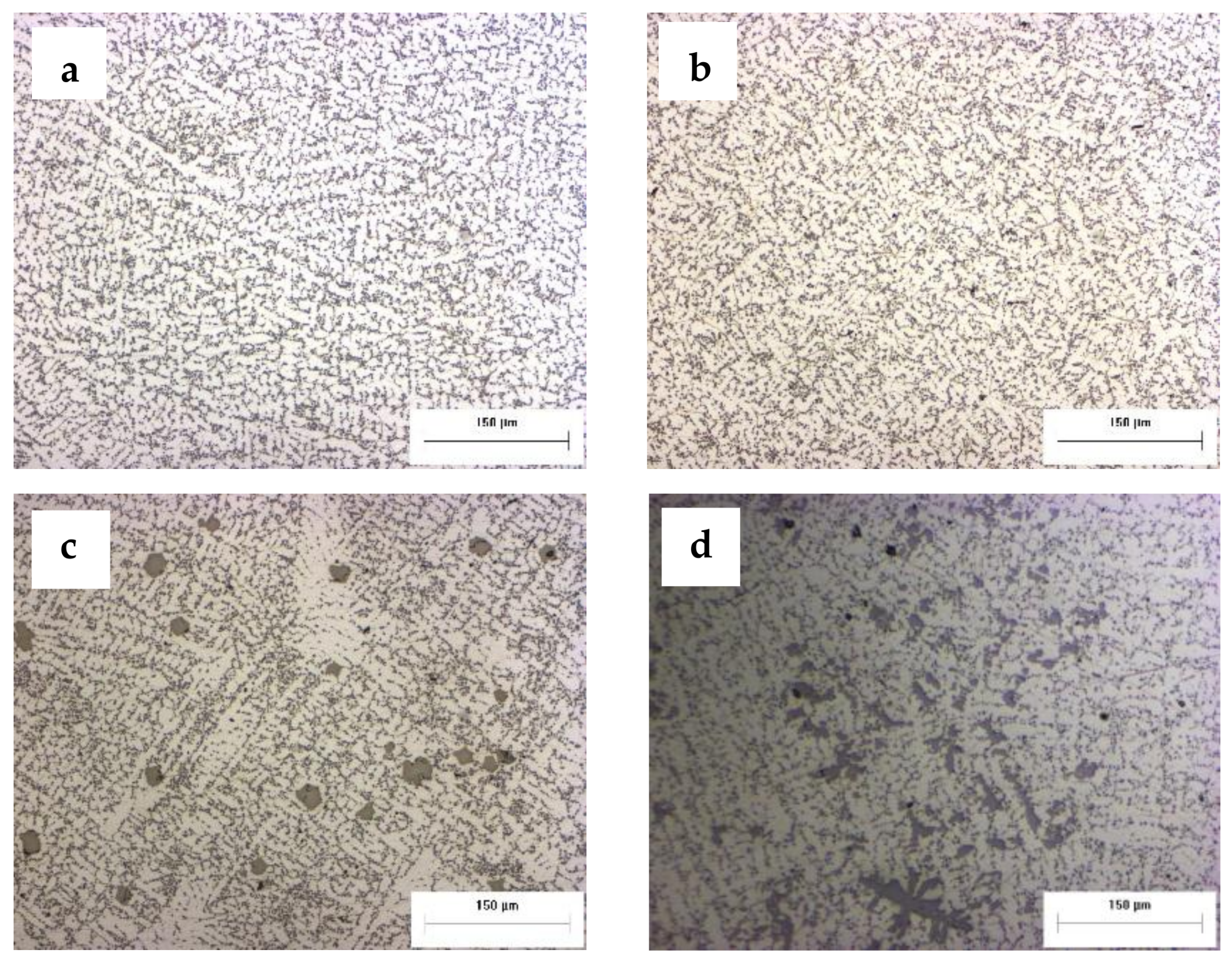
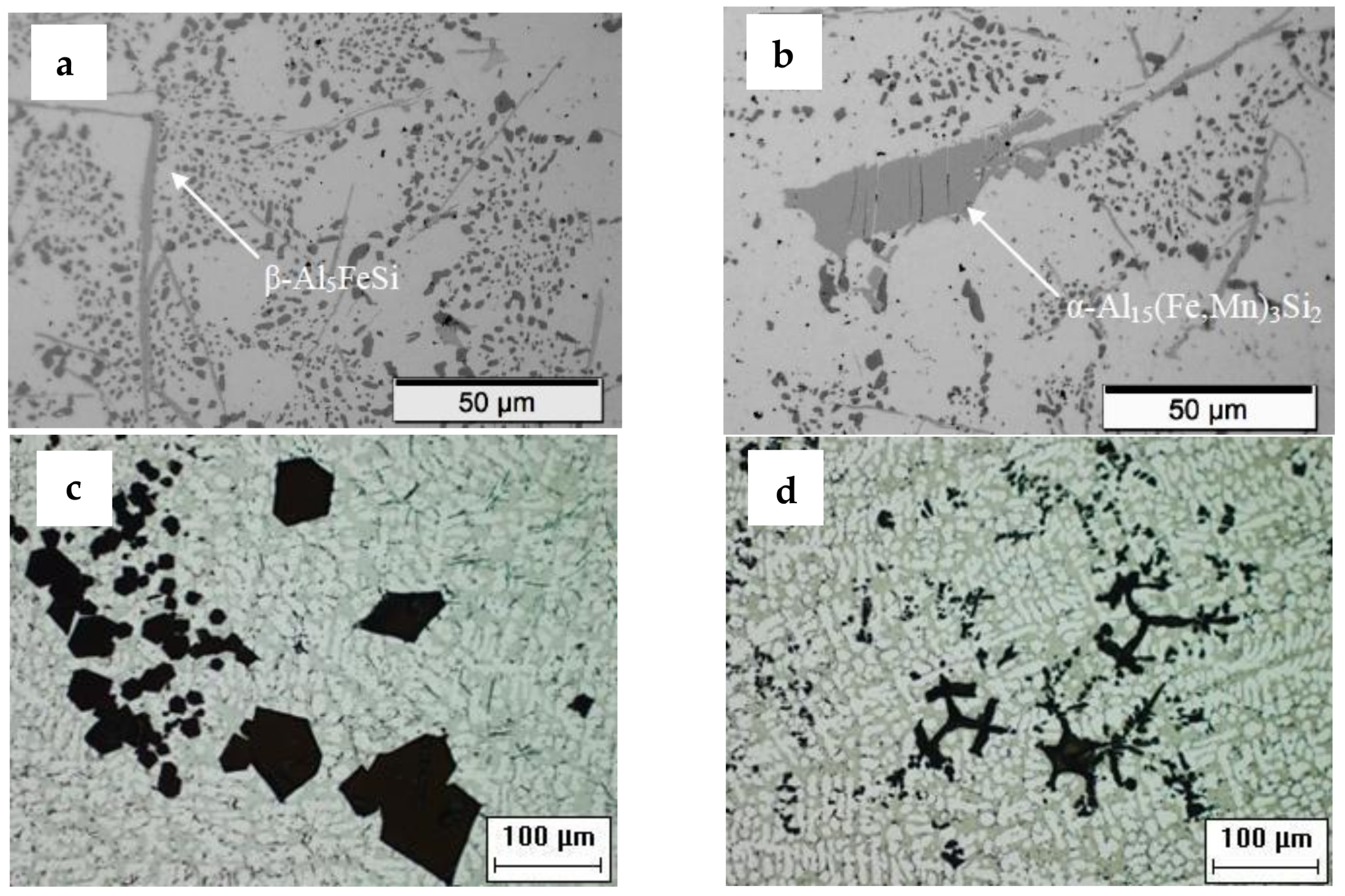
3.1. Microstructural Analyses
3.2. Mechanical Characterization
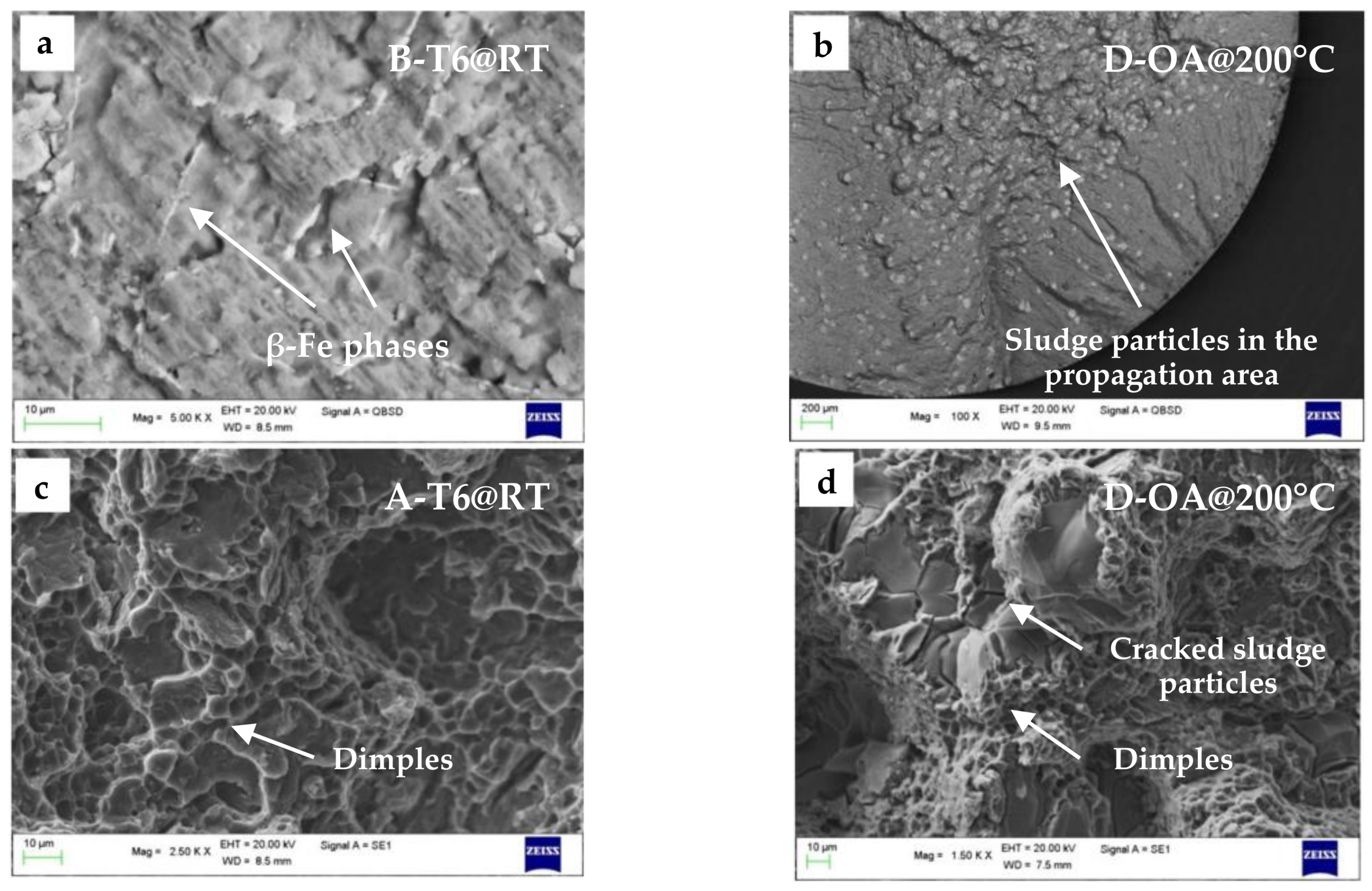
3.3. Fractographic Analyses
4. Conclusions
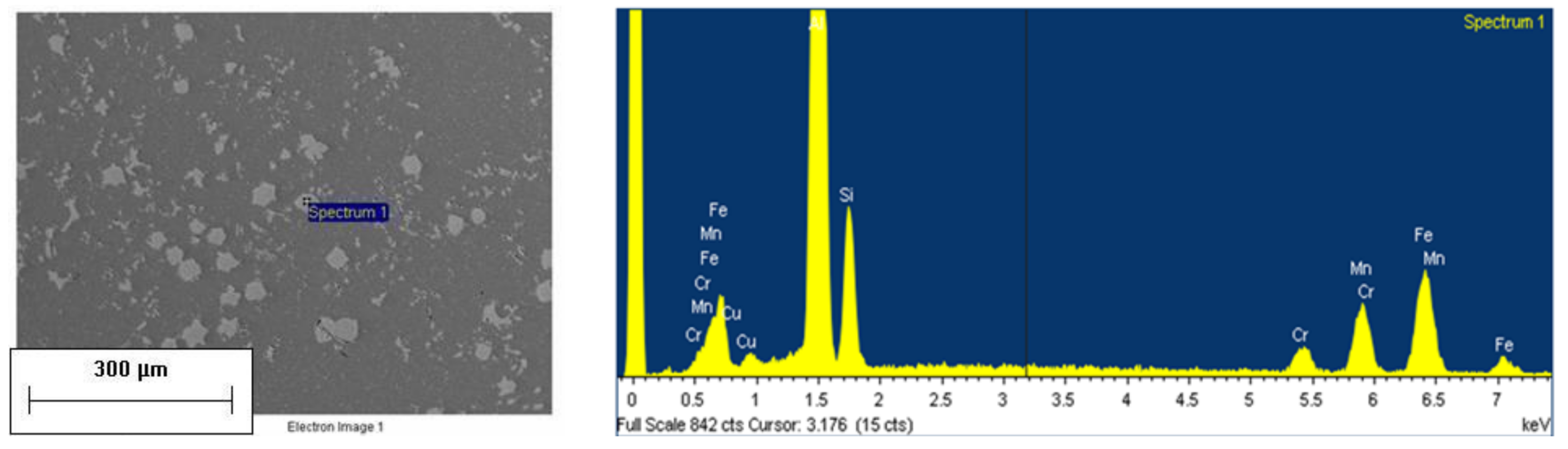
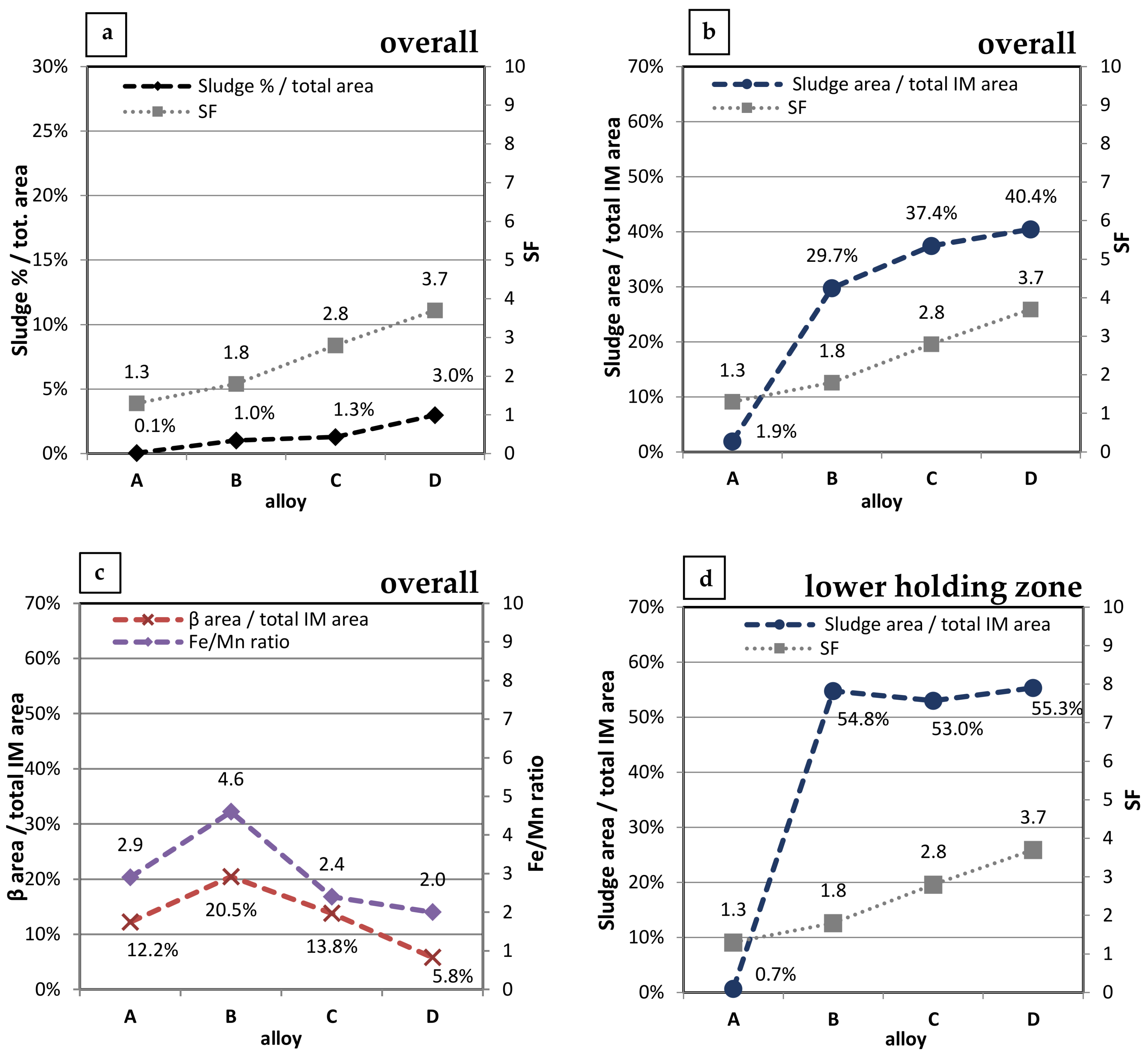
- In the investigated Al-Si-Cu alloys, sludge factor (SF) is a good indicator of the tendency to form coarse, Fe-based sludge particles containing Fe, Mn and Cr; this was reflected in the different sludge area fractions in the tested alloys.
- A segregated microstructure was observed in samples of alloys B, C and D, characterized by SF of 1.8, 2.8 and 3.7 respectively. The heavy sludge particles tend to settle towards the bottom of the samples. The highest IM fraction of β-Al5FeSi phases was found in alloy B, characterized by the highest Fe:Mn ratio.
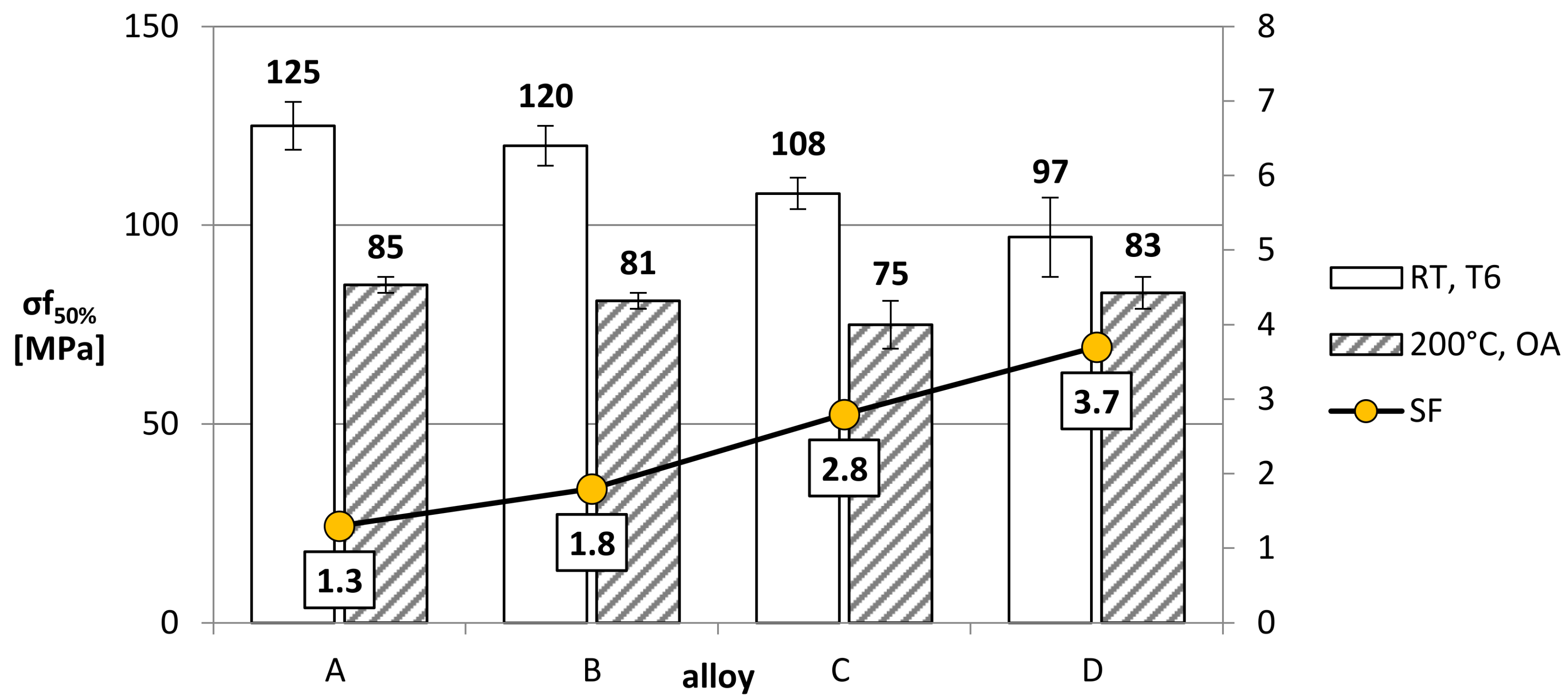
- Fatigue behavior is negatively affected by SF; at room temperature and in the T6 condition, a decrease of 22% in fatigue strength was registered from alloy A (base alloy) to alloy D, characterized by the highest SF and containing the maximum area fraction of sludge particles.
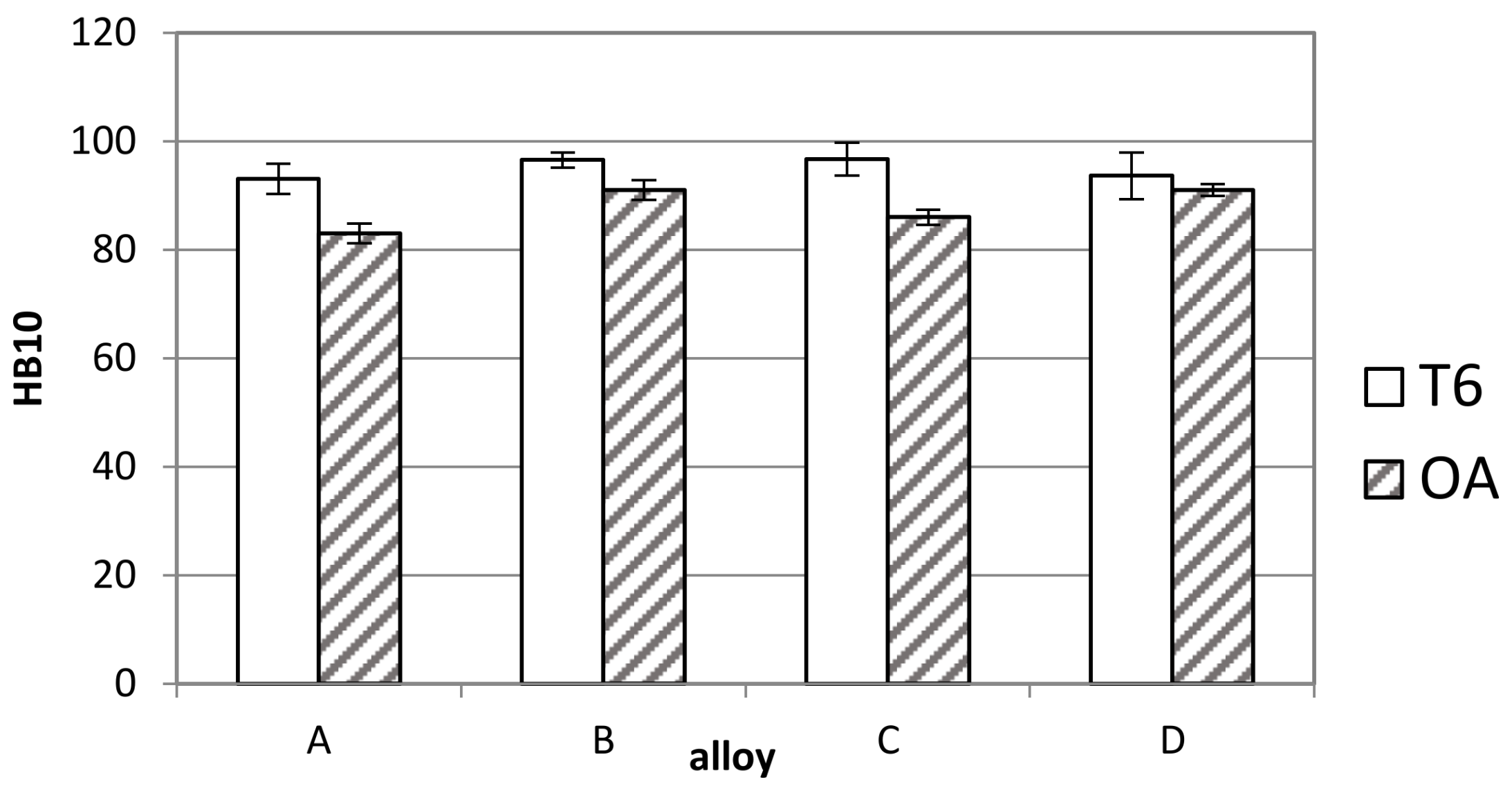
- At high temperature, overaged alloys presented an overall decrease in fatigue strength in comparison to the T6 condition at room temperature, because of a coarsening of strengthening precipitates and α-Al softening. Nevertheless, a less marked effect of SF was registered on fatigue strength.
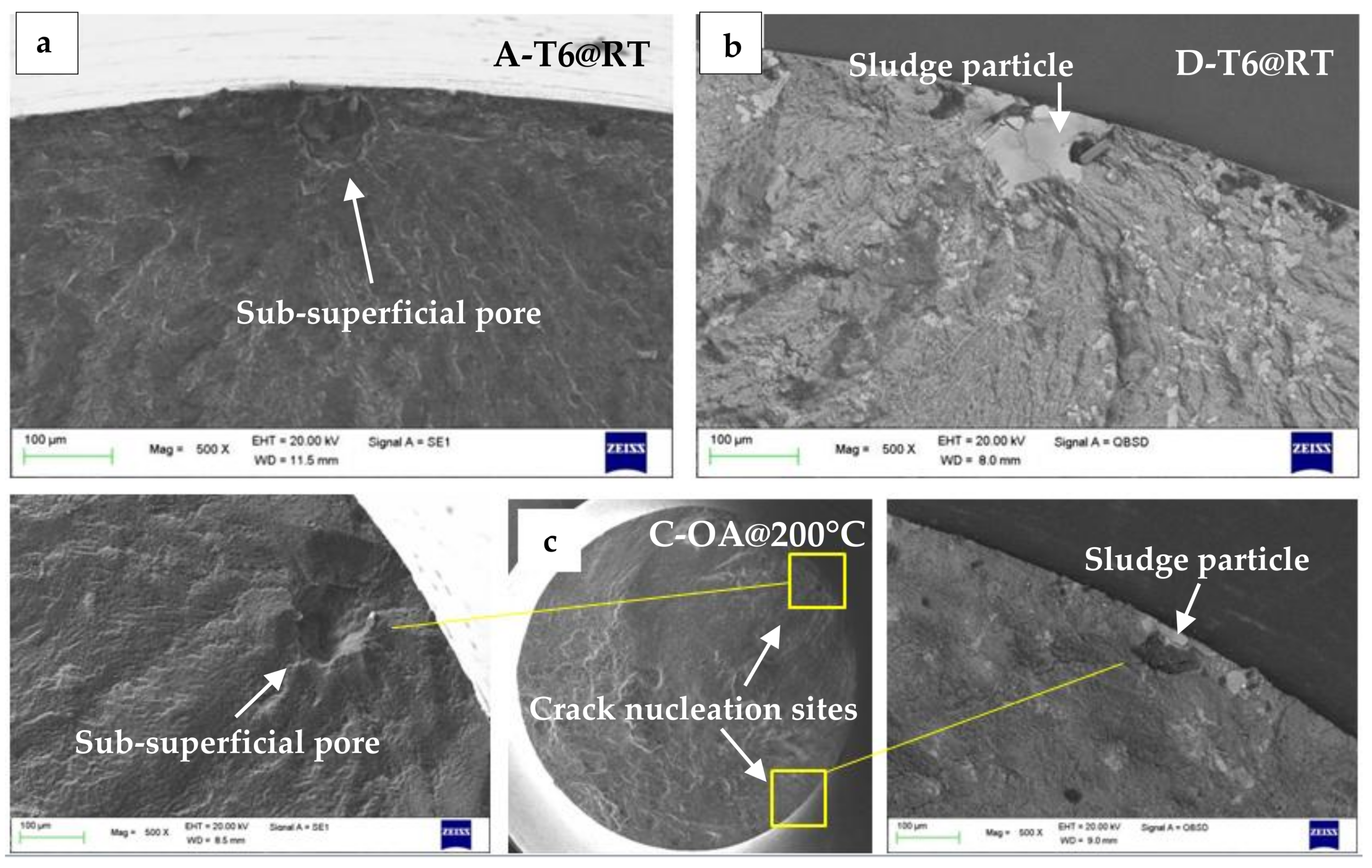
- While at room temperature the cracks in alloys C and D nucleated mainly in correspondence with sludge particles, at 200 °C different nucleation causes were observed, namely: sludge, casting defects and multiple crack initiators. It is thought that, at high temperature, softening of the matrix causes a reduction of stress concentration which is induced by intermetallic sludge particles, thereby reducing their detrimental effect on fatigue life.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Crepeau, P. Effect of iron in Al-Si casting alloys: A critical review. AFS Trans. 1995, 103, 361–366. [Google Scholar]
- Couture, A. Iron in aluminum casting alloys—A literature survey. Int. J. Cast Met. Res. 1981, 6, 9–17. [Google Scholar]
- Dinnis, C.; Taylor, J.; Dahle, A. As-cast morphology of iron-intermetallics in Al–Si foundry alloys. Scr. Mater. 2005, 53, 955–958. [Google Scholar] [CrossRef]
- Ma, Z.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. A study of tensile properties in Al–Si–Cu and Al-Si-Mg alloys: Effect of β-iron intermetallics and porosity. Mater. Sci. Eng. A 2008, 490, 36–51. [Google Scholar] [CrossRef]
- Seifeddine, S.; Svensson, I.L. Prediction of mechanical properties of cast aluminium components at various iron contents. Mater. Des. 2010, 31, 6–12. [Google Scholar] [CrossRef]
- Shabestari, S.G. The effect of iron and manganese on the formation of intermetallic compounds in aluminum-silicon alloys. Mater. Sci. Eng. A 2004, 383, 289–298. [Google Scholar] [CrossRef]
- Shankar, S.; Apelian, D. Die soldering: Mechanism of the interface reaction between molten aluminum alloy and tool steel. Metall. Mater. Trans. B 2002, 33, 465–476. [Google Scholar] [CrossRef]
- Makhlouf, M.; Apelian, D. Casting Characteristics of Aluminum Die Casting Alloys; Report Performed under DOE Contract Number DEFC07-99ID13716; Worcester Polytechnic Institute (US): Worcester, MA, USA, 2002. [Google Scholar]
- Seifeddine, S.; Johansson, S.; Svensson, I.L. The influence of cooling rate and manganese content on the β-Al5FeSi phase formation and mechanical properties of Al-Si-based alloys. Mater. Sci. Eng. A 2008, 490, 385–390. [Google Scholar] [CrossRef]
- Ceschini, L.; Boromei, I.; Morri, A.; Seifeddine, S.; Svensson, I.L. Microstructure, tensile and fatigue properties of the Al-10%Si-2%Cu alloy with different Fe and Mn content cast under controlled conditions. J. Mater. Process. Technol. 2009, 209, 5669–5679. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Doty, H.; Kaufman, M.J. The effects of Mn additions on the microstructure and mechanical properties of Al-Si-Cu casting alloys. Mater. Sci. Eng. A 2008, 488, 496–504. [Google Scholar] [CrossRef]
- Taylor, J.A. The Effect of Iron in Al-Si Casting Alloys. In Proceedings of the 35th Australian Foundry Institute National Conference on Casting Concepts, Adelaide, South Australia, 31 October–3 November 2004. [Google Scholar]
- Shabestari, S.G.; Gruzleski, J.E. Gravity segregation of complex intermetallic compounds in liquid aluminum-silicon alloys. Metall. Mater. Trans. A 1995, 26, 999–1006. [Google Scholar] [CrossRef]
- Gobrecht, J. Settling-out of Fe, Mn and Cr in Al-Si casting alloys. Giesserei 1975, 62, 263–266. [Google Scholar]
- Jorstad, J. Understanding sludge. Die Cast. Eng. 1986, 30, 30–36. [Google Scholar]
- Wang, L.; Makhlouf, M.; Apelian, D. Aluminium die casting alloys: Alloy composition, microstructure, and properties-performance relationships. Int. Mater. Rev. 1995, 40, 221–238. [Google Scholar] [CrossRef]
- Ferrero, S.; Timelli, G.; Fabrizi, A. Evolution of sludge particles in secondary die-cast aluminium alloys as function of Fe, Mn and Cr contents. Mater. Chem. Phys. 2015, 153, 168–179. [Google Scholar] [CrossRef]
- Bjurenstedt, A.; Seifeddine, S.; Jarfors, A.E.W. The effects of Fe-particles on the tensile properties of Al-Si-Cu alloys. Metals 2016, 6, 314. [Google Scholar] [CrossRef]
- Ji, S.; Yang, W.; Gao, F.; Watson, D.; Fan, Z. Effect of iron on the microstructure and mechanical property of Al-Mg-Si-Mn and Al-Mg-Si die cast alloys. Mater. Sci. Eng. A 2012, 564, 130–139. [Google Scholar] [CrossRef]
- Timelli, G.; Bonollo, F. The influence of Cr content on the microstructure and mechanical properties of AlSi9Cu3 (Fe) die-casting alloys. Mater. Sci. Eng. A 2010, 528, 273–282. [Google Scholar] [CrossRef]
- Seifeddine, S. Characteristics of Cast Aluminium-Silicon Alloys: Microstructures and Mechanical Properties. Linköping studies in Science and Technology: Dissertations; Ph.D. Thesis, Linköping University, Linköping, Sweden, 2006. [Google Scholar]
- ASTM E3-01. Standard Practice for Preparation of Metallographic Specimens; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- UNI Standard. Mechanical Testing of Metallic Materials Fatigue Testing at Room Temperature; UNI 3964-85; Ente Nazionale Italiano di Unificazione: Milan, Italy, 1985. [Google Scholar]
- ASTM E10-08. Standard Test Method for Brinell Hardness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Gobbi, M. Influence of Sludge Particles on the Mechanical Properties of Al-Si-Cu-Mg Secondary Casting Aluminium Alloy; University of Bologna: Bologna, Italy, 2014. [Google Scholar]
- Wang, Q.G.; Apelian, D.; Lados, D.A. Fatigue behavior of A356-T6 aluminum cast alloys. Part I. Effect of casting defects. J. Light Met. 2001, 1, 73–84. [Google Scholar] [CrossRef]
- Wang, Q.G.; Apelian, D.; Lados, D.A. Fatigue behavior of A356/357 aluminum cast alloys. Part II—Effect of microstructural constituents. J. Light Met. 2001, 1, 85–97. [Google Scholar] [CrossRef]
- Ceschini, L.; Boromei, I.; Morri, A.; Seifeddine, S.; Svensson, I.L. Effect of Fe content and microstructural features on the tensile and fatigue properties of the Al-Si10-Cu2 alloy. Mater. Des. 2012, 36, 522–528. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Seifeddine, S. Room and high temperature fatigue behaviour of the A354 and C355 (Al-Si-Cu-Mg) alloys: Role of microstructure and heat treatment. Mater. Sci. Eng. A 2016, 653, 129–138. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Effect of microstructure and overaging on the tensile behavior at room and elevated temperature of C355-T6 cast aluminum alloy. Mater. Des. 2015, 83, 626–634. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Microstructural and mechanical properties characterization of heat treated and overaged cast A354 alloy with various SDAS at room and elevated temperature. Mater. Sci. Eng. A 2015, 648, 340–349. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Mg | Fe | Mn | Cr | Zn | Ni | Sr* | Al | SF |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 9.30 | 2.79 | 0.05 | 0.74 | 0.25 | 0.03 | 0.96 | 0.04 | 220 | Bal. | 1.3 |
| B | 9.40 | 2.77 | 0.05 | 1.17 | 0.25 | 0.03 | 0.91 | 0.04 | 270 | Bal. | 1.8 |
| C | 9.23 | 2.65 | 0.04 | 1.29 | 0.53 | 0.15 | 0.86 | 0.04 | 250 | Bal. | 2.8 |
| D | 9.30 | 2.64 | 0.04 | 1.59 | 0.80 | 0.18 | 0.80 | 0.04 | 260 | Bal. | 3.7 |
| Alloy | Average SDAS (μm) |
|---|---|
| A | 9.7 ± 2.0 |
| B | 9.8 ± 1.7 |
| C | 9.7 ± 1.3 |
| D | 9.6 ± 1.6 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ceschini, L.; Morri, A.; Toschi, S.; Bjurenstedt, A.; Seifeddine, S. Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys. Metals 2018, 8, 268. https://doi.org/10.3390/met8040268
Ceschini L, Morri A, Toschi S, Bjurenstedt A, Seifeddine S. Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys. Metals. 2018; 8(4):268. https://doi.org/10.3390/met8040268
Chicago/Turabian StyleCeschini, Lorella, Alessandro Morri, Stefania Toschi, Anton Bjurenstedt, and Salem Seifeddine. 2018. "Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys" Metals 8, no. 4: 268. https://doi.org/10.3390/met8040268
APA StyleCeschini, L., Morri, A., Toschi, S., Bjurenstedt, A., & Seifeddine, S. (2018). Influence of Sludge Particles on the Fatigue Behavior of Al-Si-Cu Secondary Aluminium Casting Alloys. Metals, 8(4), 268. https://doi.org/10.3390/met8040268