Microstructure and Properties of Semi-solid ZCuSn10P1 Alloy Processed with an Enclosed Cooling Slope Channel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of the ZCuSn10P1 Alloy Semi-Solid Slurry
2.3. Squeeze Casting
3. Results and Discussion
3.1. Influence of ECSC Process on the Microstructures of ZCuSn10P1 Alloy
3.2. Influence of Pouring Length on the Microstructure of the ZCuSn10P1 Semi-solid Slurry.
3.3. Rheo-Casting
4. Conclusions
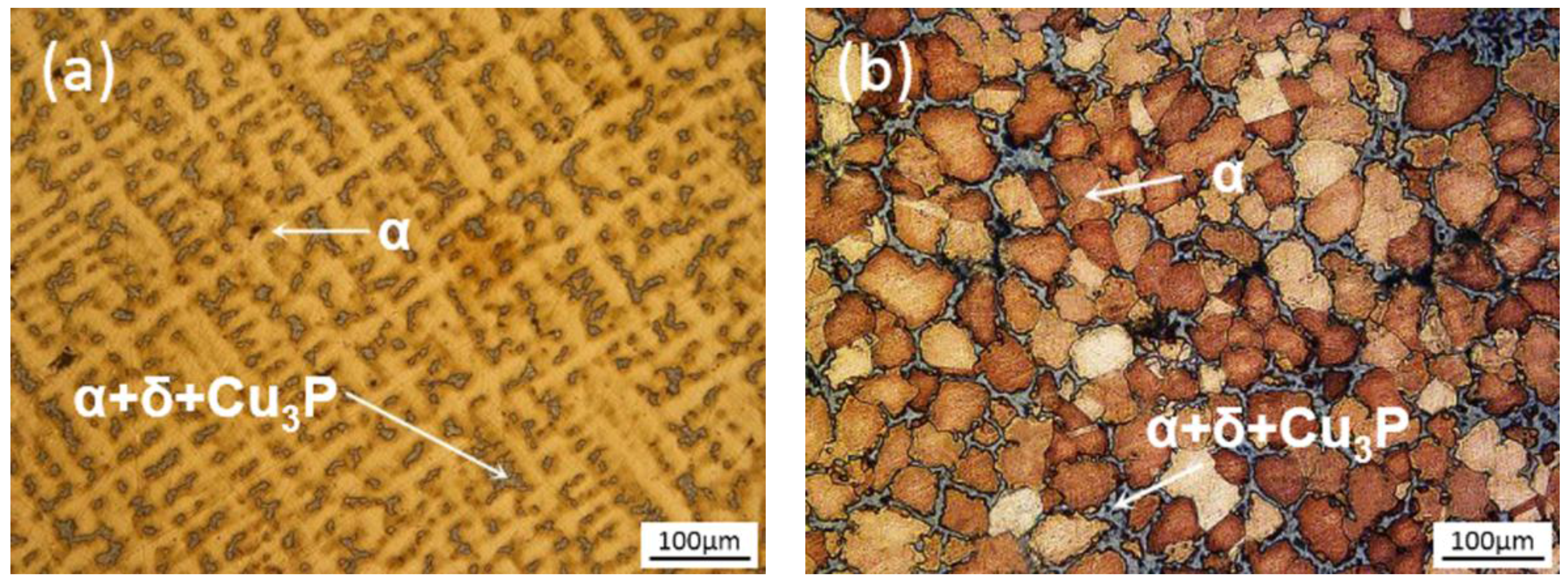
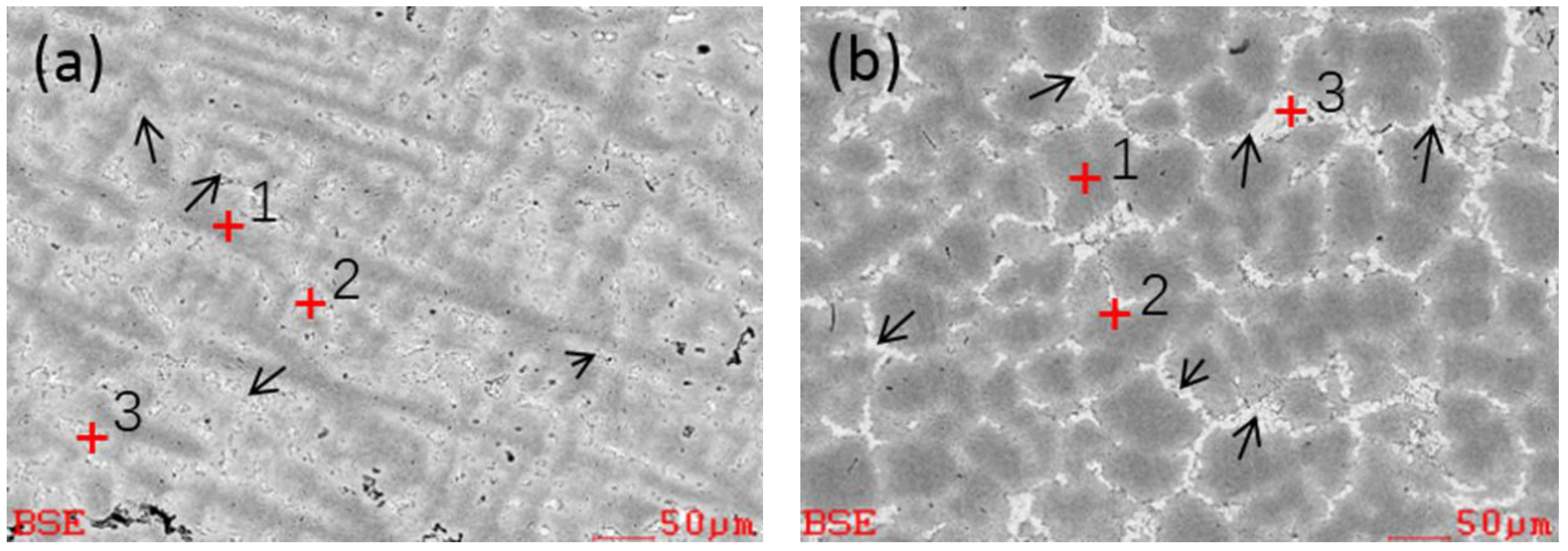
- The processing by ECSC can refine grain size and suppress tin segregation as well as regional segregation which usually appears in liquid squeeze casting. The mass fraction of tin in the primary α-Cu phase increased from 5.85 to 6.46 after the ECSC process.
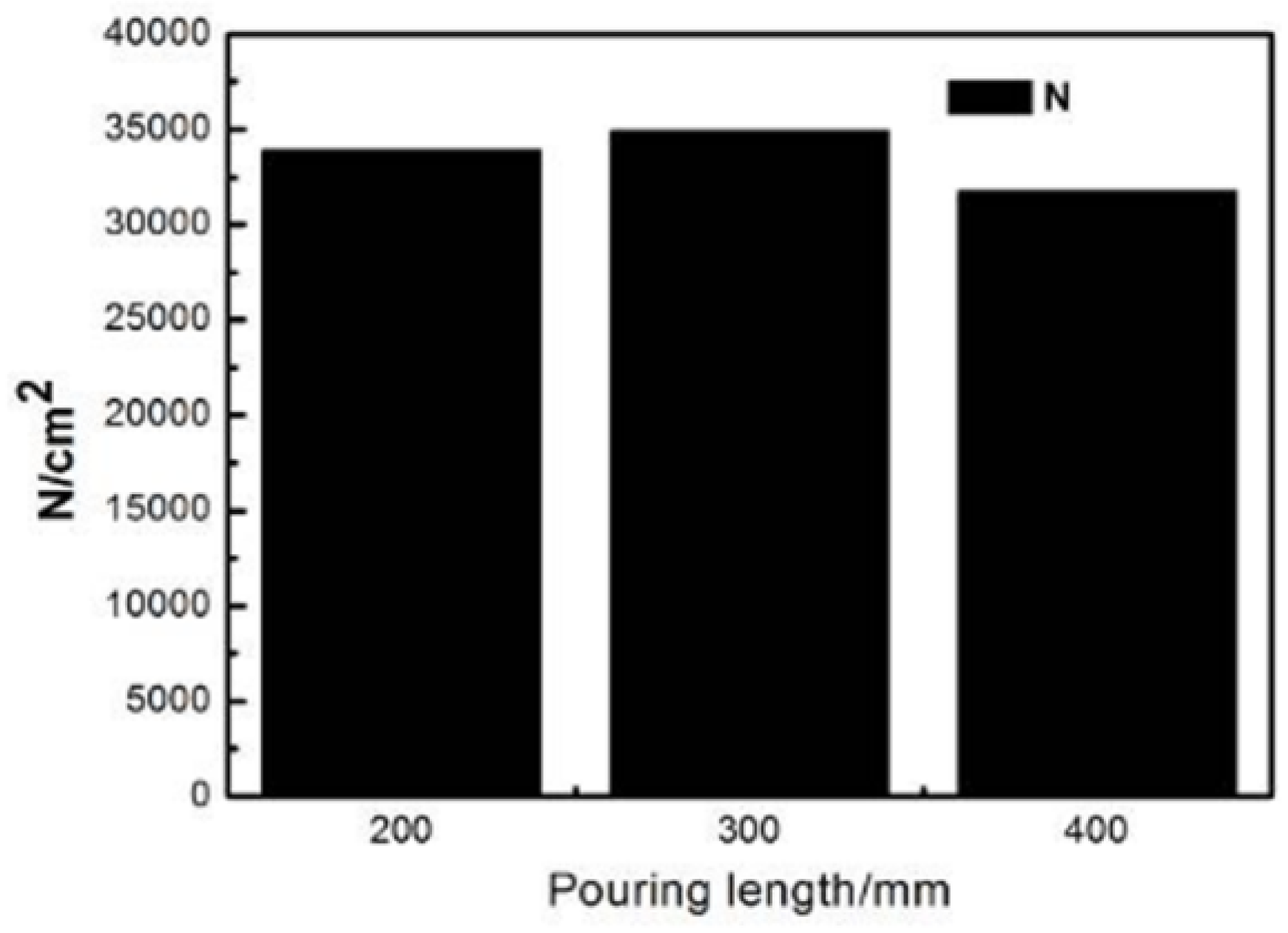
- The pouring length of ECSC process is an important factor affecting the microstructure and successful preparation of semi-solid slurry. The optimal pouring length is 300 mm; at this time, the equivalent diameter of primary α-Cu is 46.6 μm and its shape factor is 0.73.
- The average ultimate tensile strength and average elongation of semi-solid squeeze casting ZCuSn10P1 alloy reached 417 MPa and 12.6%, which were improved by 22% and 93%, respectively, as compared to that of liquid squeeze casting. This is attributed to the grain refinement and homogeneity of microstructure.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Charles, J.A. The development of the usage of tin and tin-bronze: some problems. In The Search for Ancient Tin; Smithsonian Institution: Washington, DC, USA, 1978; pp. 25–32. [Google Scholar]
- Afshari, E.; Ghambari, M.; Farhangi, H. Effect of microstructure on the breakage of tin bronze machining chips during pulverization via jet milling. Int. J. Min. Met. Mater. 2016, 23, 1323–1332. [Google Scholar] [CrossRef]
- Walsh, F.C.; Low, C.T.J. A review of developments in the electrodeposition of tin-copper alloys. Surf. Coat. Technol. 2016, 304, 246–262. [Google Scholar] [CrossRef]
- Kodama, H.; Nagase, K.; Umeda, T.; Sugiyama, M. Microsegregation during dendritic growth in Cu-8% Sn alloys. J. Jpn. Foundry Eng. Soc. 1976, 49, 287–293. [Google Scholar]
- Jorstad, J.L. Semi-Solid Metal Processing from an Industrial Perspective; The Best is yet to Come! Solid State Phenom. 2016, 256, 9–14. [Google Scholar] [CrossRef]
- Hassas-Irani, S.B.; Zarei-Hanzaki, A.; Bazaz, B.; Roostaei, A.A. Microstructure evolution and semi-solid deformation behavior of an A356 aluminum alloy processed by strain induced melt activated method. Mater. Des. 2013, 46, 579–587. [Google Scholar] [CrossRef]
- Yurko, J.A.; Martinez, R.A.; Flemings, M.C. Commercial development of the semi-solid rheocasting (SSRTM) process. Metall. Sci. Technol. 2013, 21, 10–15. [Google Scholar]
- Hofmann, D.C.; Kozachkov, H.; Khalifa, H.E.; Schramm, J.P.; Demtriou, M.D.; Vecchio, K.S.; Johnson, W.L. Semi-solid induction forging of metallic glass matrix composites. JOM 2009, 61, 11. [Google Scholar] [CrossRef]
- Abdelsalam, A.A.; Mahmoud, T.S.; El-Betar, A.A.; EI-Assal, A.M. A Study of Microstructures Characteristics of A356-Al2O3 Composites Produced by Cooling Slope and Conventional Stir Cast. Int. J. Curr. Eng. Technol. 2015, 15, 3560–3571. [Google Scholar]
- Das, P.; Samanta, S.K.; Bera, S.; Dutta, P. Microstructure Evolution and Rheological Behavior of Cooling Slope Processed Al-Si-Cu-Fe Alloy Slurry. Metall. Mater. Trans. A 2016, 47, 2243–2256. [Google Scholar] [CrossRef]
- Yoshida, R.; Motoyasu, G.; Motegi, T. Production of Continuous Casting Pipe Using Semi-solid Slurry of Magnesium Alloy. Trans. Mater. Res. Soc. Jpn. 2015, 40, 169–174. [Google Scholar] [CrossRef]
- Cit, M.T.; Tanabe, F. New semi-solid casting of copper alloys using an inclined cooling plate. In Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites, Limassol, Cyprus, 21–23 September 2004. [Google Scholar]
- Kose, T.; Uetani, Y.; Nakajima, K.; Matsuda, K.; Lkeno, S. Effect of die temperature on tensile property of rheocast phosphor bronze. Mater. Sci. Forum 2012, 706, 931–936. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Guan, R.G.; Wang, X.; Huang, H.Q.; Chao, R.Z.; Dong, L.; Liu, C.M. Boundary layer distributions and cooling rate of cooling sloping plate process. Wuhan Univ. Technol. Mater. Sci. Ed. 2013, 28, 701–705. [Google Scholar] [CrossRef]
- Das, P.; Dutta, S.; Samanta, S.K. Evaluation of primary phase morphology of cooling slope cast Al-Si-Mg alloy samples using image texture analysis. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2013, 227, 1474–1483. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Liu, D. Microstructural coarsening of semi-solid aluminium alloys. Mater. Sci. Eng. A 2008, 496, 439–446. [Google Scholar] [CrossRef]
- Tzimas, E.; Zavaliangos, A. Evolution of near-equiaxed microstructure in the semi-solid state. Mater. Sci. Eng. A 2000, 289, 228–240. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook: Copper and Copper Alloys; ASM International: Geauga County, OH, USA, 2008; pp. 1–600. [Google Scholar]
- Ohno, A.; Motegi, T.; Soda, H. Origin of the equiaxed crystals in castings. Trans. Iron Steel Inst. Jpn. 1971, 11, 18–23. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Sn | P | Other |
|---|---|---|---|
| 88.90 | 10.22 | 0.71 | 0.17 |
| Element | As-Cast | Semi-Solid | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 1 | 2 | 3 | |||||||
| Wt. % | At. % | Wt. % | At. % | Wt. % | At. % | Wt. % | At. % | Wt. % | At. % | Wt. % | At. % | |
| Cu | 93.79 | 96.04 | 79.25 | 78.46 | 71.53 | 81.68 | 93.22 | 95.78 | 84.6 | 90.30 | 70.69 | 70.47 |
| Sn | 5.85 | 3.21 | 13.73 | 7.28 | 27.94 | 17.08 | 6.46 | 3.56 | 14.85 | 8.48 | 20.59 | 11.83 |
| P | 0.36 | 0.75 | 7.02 | 14.26 | 0.53 | 1.24 | 0.32 | 0.66 | 0.56 | 1.22 | 8.71 | 17.7 |
| Process | Mechanical Properties | Positions | Average Value | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| Semi-solid squeeze casting | Ultimate tensile strength/MPa | 411 | 420 | 422 | 415 | 417 |
| Elongation/% | 12.03 | 12.96 | 13.07 | 12.18 | 12.56 | |
| Liquid squeeze casting | Ultimate tensile strength/MPa | 325 | 352 | 358 | 333 | 342 |
| Elongation/% | 5.5 | 7.43 | 7.87 | 5.2 | 6.5 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhou, R.; Li, L.; Xiao, H.; Jiang, Y. Microstructure and Properties of Semi-solid ZCuSn10P1 Alloy Processed with an Enclosed Cooling Slope Channel. Metals 2018, 8, 275. https://doi.org/10.3390/met8040275
Li Y, Zhou R, Li L, Xiao H, Jiang Y. Microstructure and Properties of Semi-solid ZCuSn10P1 Alloy Processed with an Enclosed Cooling Slope Channel. Metals. 2018; 8(4):275. https://doi.org/10.3390/met8040275
Chicago/Turabian StyleLi, Yongkun, Rongfeng Zhou, Lu Li, Han Xiao, and Yehua Jiang. 2018. "Microstructure and Properties of Semi-solid ZCuSn10P1 Alloy Processed with an Enclosed Cooling Slope Channel" Metals 8, no. 4: 275. https://doi.org/10.3390/met8040275
APA StyleLi, Y., Zhou, R., Li, L., Xiao, H., & Jiang, Y. (2018). Microstructure and Properties of Semi-solid ZCuSn10P1 Alloy Processed with an Enclosed Cooling Slope Channel. Metals, 8(4), 275. https://doi.org/10.3390/met8040275