Effect of Quenching Temperature on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel

 ,
,
Abstract
:1. Introduction
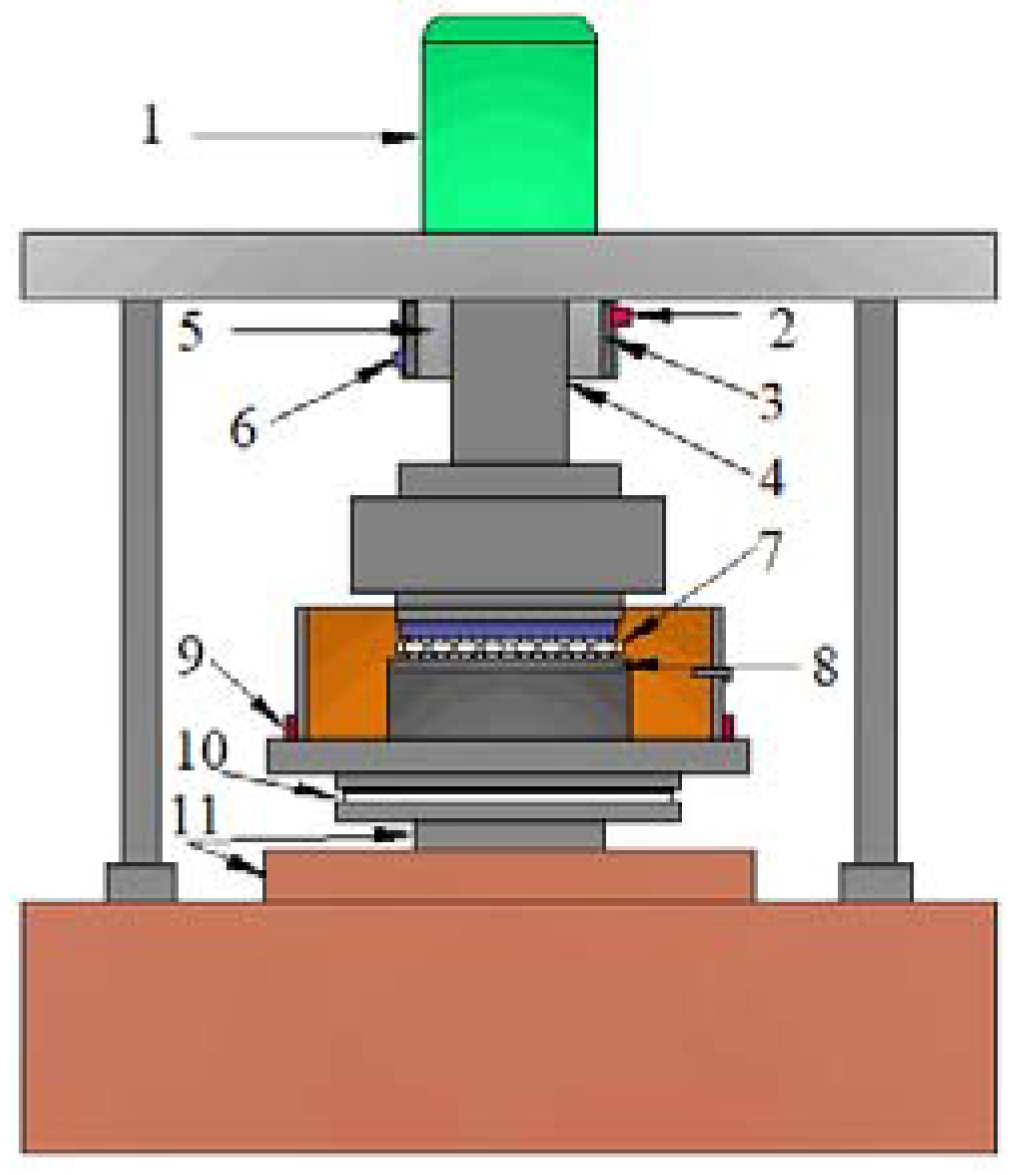
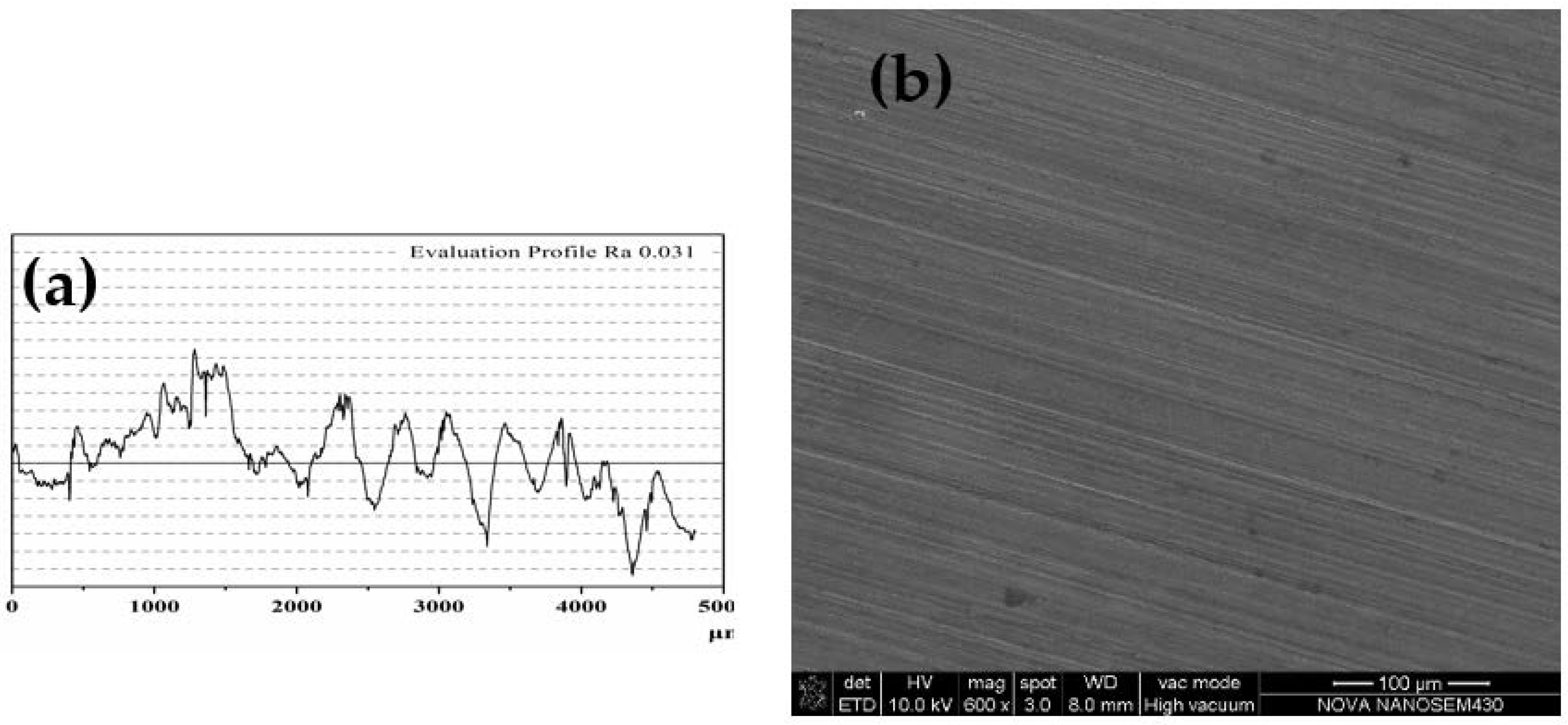
2. Experimental Procedure
3. Results and Discussion
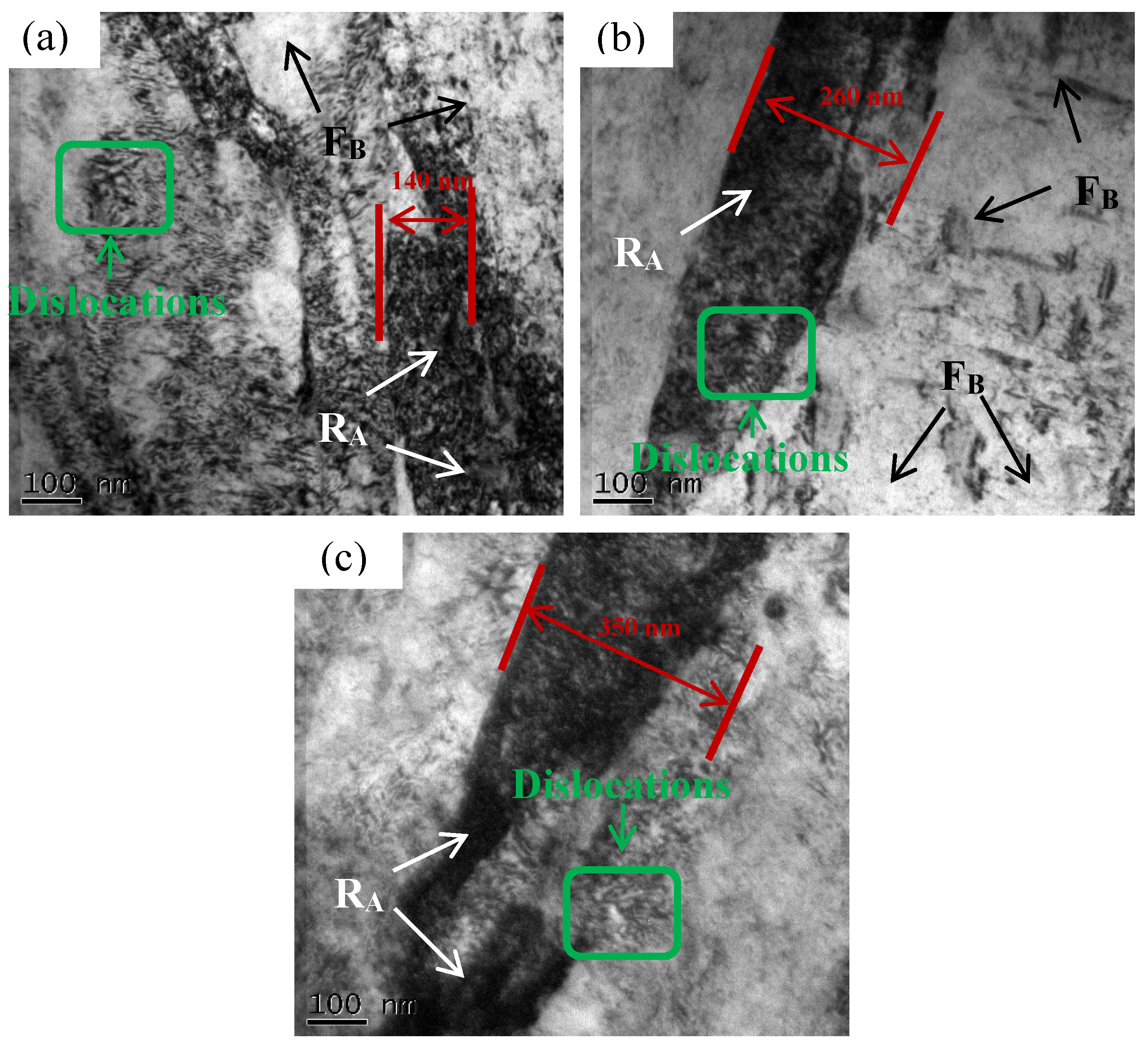
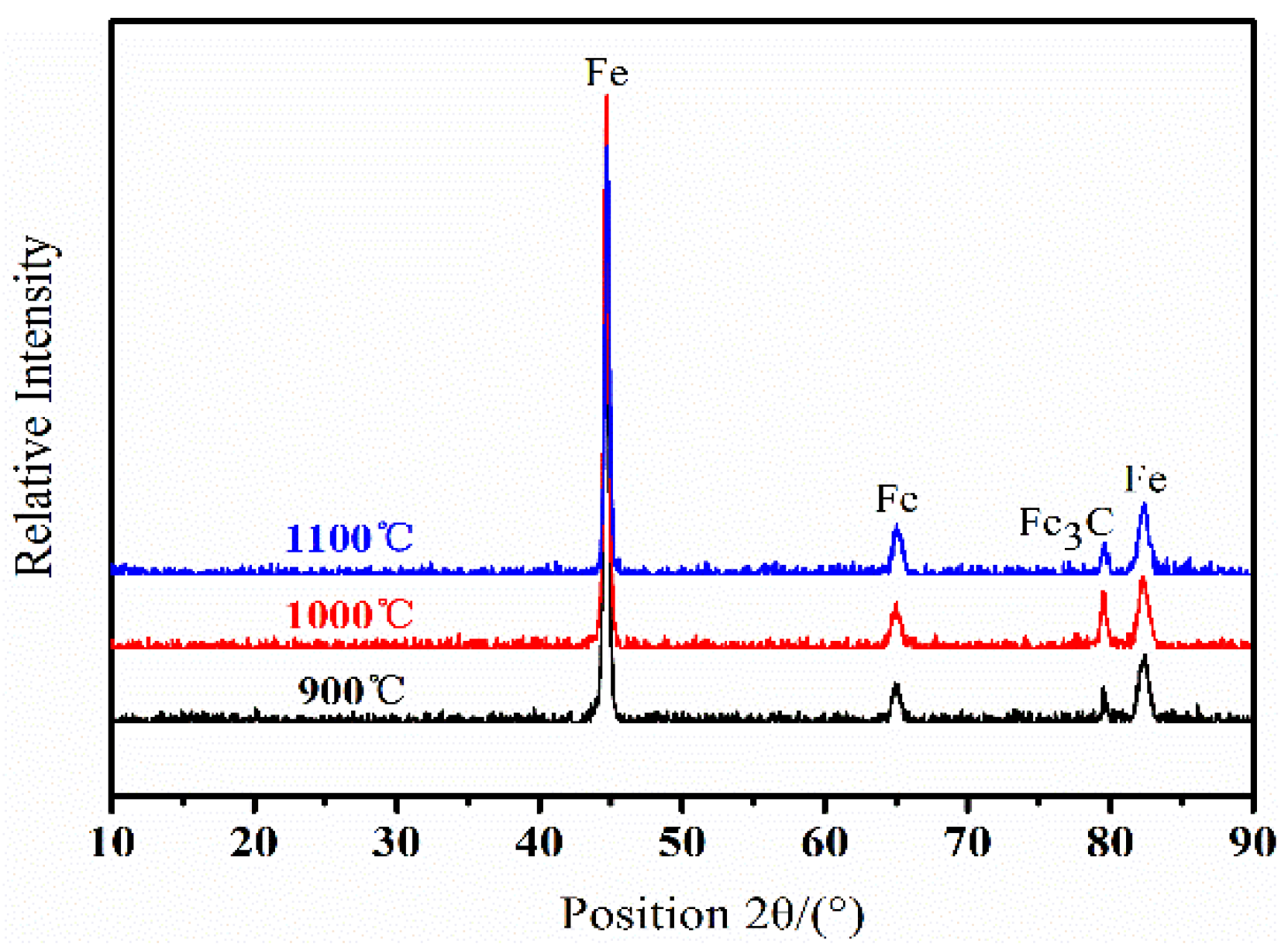
3.1. Effect of Quenching Temperature on Microstructure
3.2. Weibull Distribution
3.3. Surface Fatigue Damage
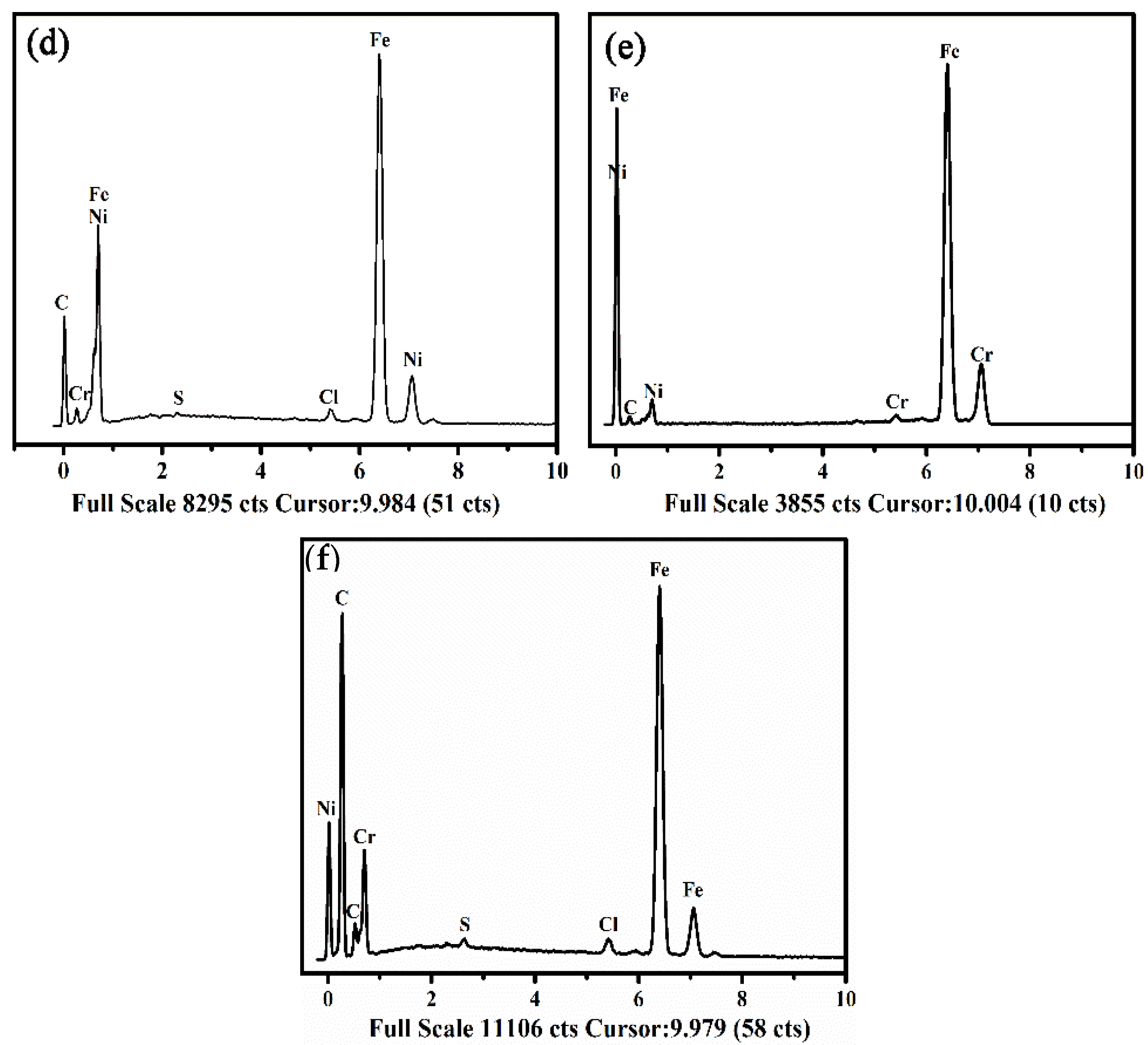
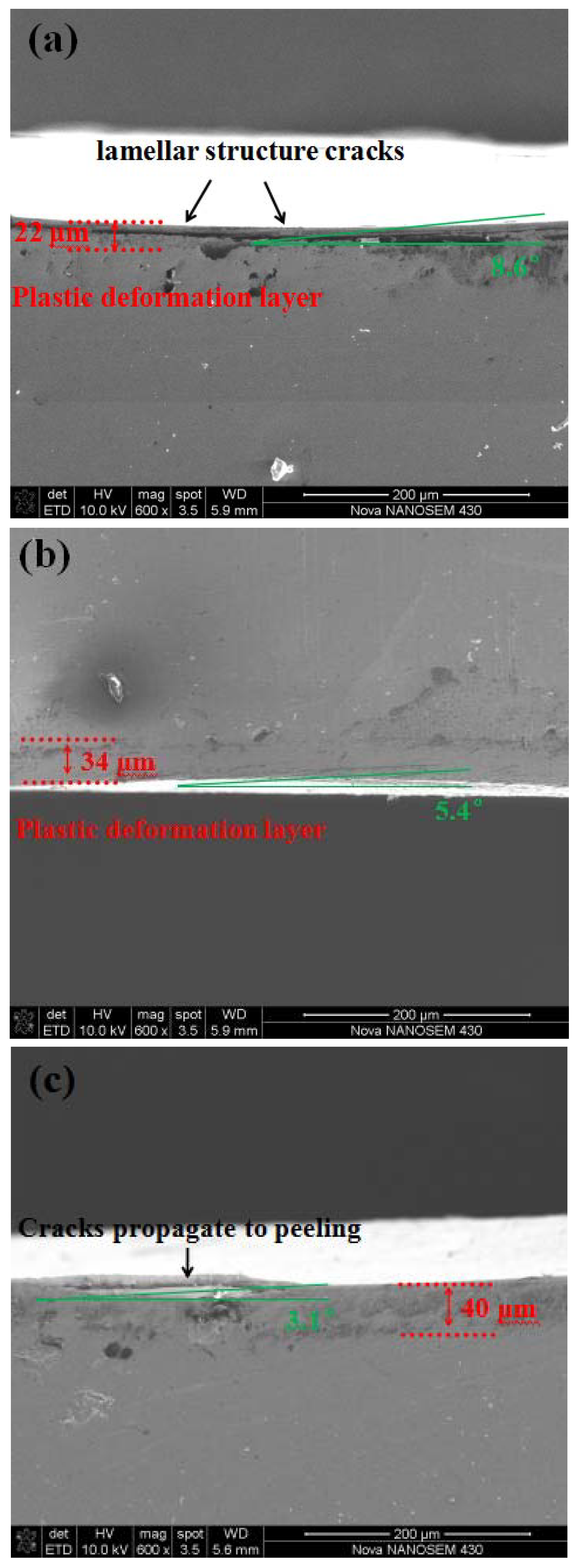
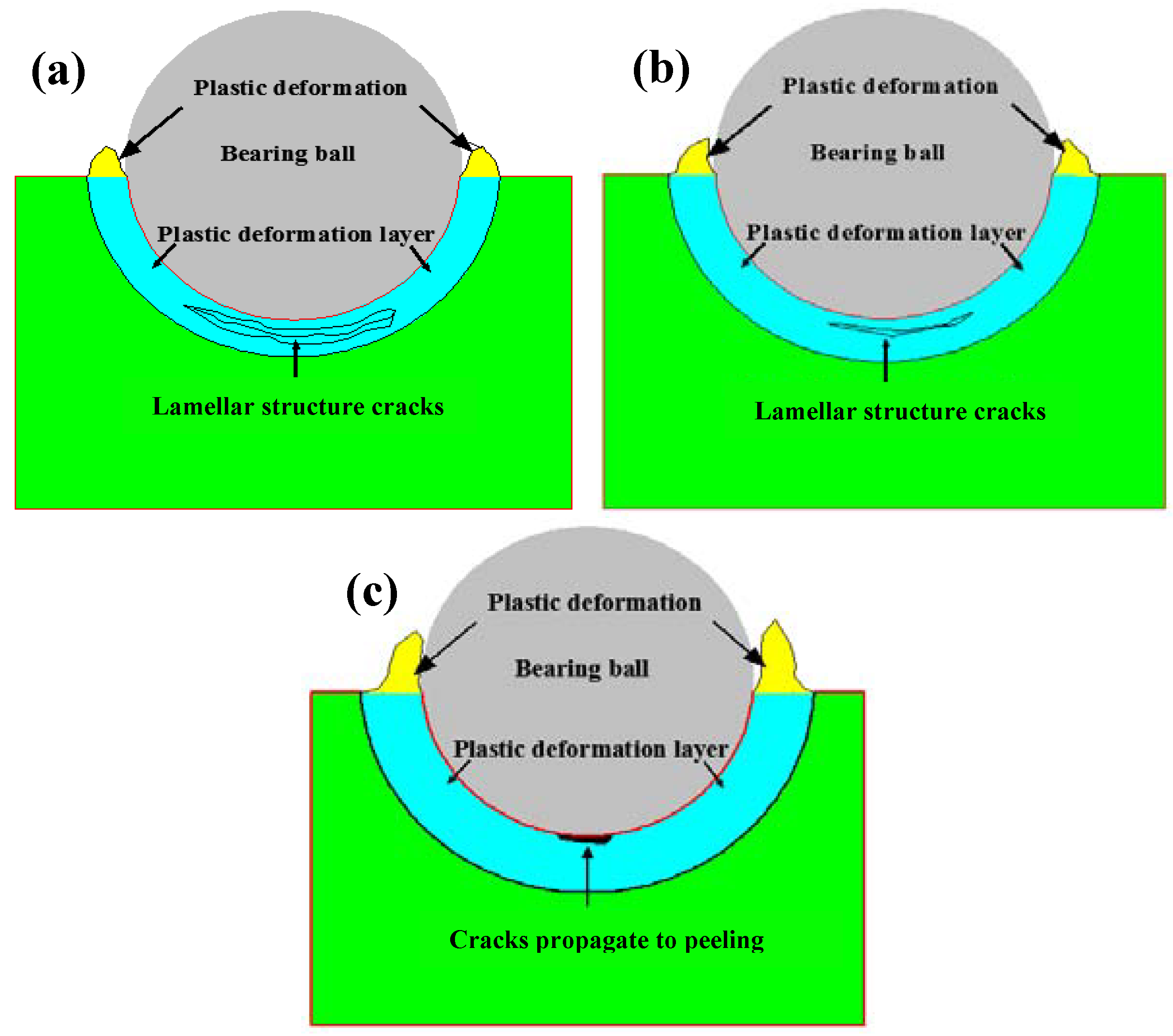
3.4. Subsurface Fatigue Damage
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sciammarella, C.A.; Chen, R.J.S.; Gallo, P.; Berto, F.; Lamberti, L. Experimental evaluation of rolling contact fatigue in railroad wheels. Int. J. Fatigue 2016, 91, 158–170. [Google Scholar] [CrossRef]
- Cheng, X.W.; Jiang, Z.Y.; Wei, D.B.; Hao, L.; Wu, H.; Xia, W.Z.; Zhang, X.; Luo, S.Z.; Jiang, L.Z. Effects of surface preparation on tribological behaviour of a ferritic stainless steel in hot rolling. Wear 2017, 376–377, 1804–1813. [Google Scholar] [CrossRef]
- Gao, Y. Influence of deep-nitriding and shot peening on rolling contact fatigue performance of 32Cr3MoVA steel. J. Mater. Eng. Perform. 2007, 17, 455–459. [Google Scholar] [CrossRef]
- Wang, X.B.; He, M.S.; Barber, G.C.; Schall, D.; Tao, C.L.; Sun, X.C. Rolling contact fatigue resistance of austempered ductile iron processed at various austempering holding times. Wear 2018, 398–399, 41–46. [Google Scholar] [CrossRef]
- Gurudas, M.; Tewary, N.K.; Ghosh, S.K. Enhancement of mechanical properties in bainitic steel processed from different austenitization temperatures. Steel Res. Int. 2017, 2, 87–92. [Google Scholar]
- Moravej, M.; Mantovani, D. Biodegradable metals for cardiovascular stent application: Interests and new opportunities. Int. J. Mol. Sci. 2011, 12, 4250–4270. [Google Scholar] [CrossRef] [PubMed]
- Schinhammer, M.; Hänzi, A.C.; Löffle, J.F.; Uggowitzer, P.J. Design strategy for biodegradable Fe-based alloys for medical applications. Acta Biomater. 2010, 6, 1705–1713. [Google Scholar] [CrossRef] [PubMed]
- Long, S.L.; Liang, Y.L.; Jiang, Y.; Liang, Y.; Yang, M. Effect of quenching temperature on martensite multi-level microstructures and properties of strength and toughness in 20CrNi2Mo steel. Mater. Sci. Eng. A 2016, 676, 38–47. [Google Scholar] [CrossRef]
- Matlock, D.K.; Alogab, K.A.; Richards, M.D. Surface processing to improve the fatigue resistance of advanced bar steel for automotive applications. Mater. Res. 2005, 4, 453–459. [Google Scholar] [CrossRef]
- Ma, L.; He, C.G.; Zhao, X.J.; Guo, J.; Zhu, Q.Y.; Wang, W.J.; Liu, Q.Y.; Jin, X.S. Study on wear and rolling contact fatigue behaviors of wheel/rail materials under different slip ratio condition. Wear 2016, 366–367, 13–26. [Google Scholar] [CrossRef]
- Wang, W.J.; Guo, J.; Liu, Q.Y.; Zhu, M.H.; Zhou, Z.R. Study on relationship between oblique fatigue crack and rail wear in curve track and prevention. Wear 2009, 267, 540–544. [Google Scholar] [CrossRef]
- Gallo, P.; Berto, F. Influence of the surface roughness on the high temperature fatigue strength and cracks initiation in 40CrMoV13.9 notched components. Theor. Appl. Fract. Mech. 2015, 80, 226–234. [Google Scholar] [CrossRef]
- Yu, P.Z.; Xu, B.S.; Wang, H.D. Investigation of rolling contact fatigue lives of Fe-Cr alloy coatings under different loading conditions. Surf. Coat. Technol. 2010, 204, 1405–1411. [Google Scholar]
- Glover, D. A ball-rod rolling contact fatigue tester. In Rolling Contact Fatigue Testing of Bearing Steels; Hoo, J.J.C., Ed.; ASTM SPECIAL TECHNICAL PUBLICATION: Baltimore, MD, USA, 1982; pp. 107–124. [Google Scholar]
- Qu, S.G.; Lai, F.Q.; Wang, G.H.; Yuan, Z.M.; Li, Q.X.; Guo, H. Friction and wear behavior of 30CrMnSiA steel at elevated temperatures. J. Mater. Eng. Perform. 2016, 25, 1407–1415. [Google Scholar] [CrossRef]
- Wang, G.H.; Qu, S.G.; Yin, L.M.; Li, X.Q.; Yue, W. Rolling contact fatigue property and failure mechanism of carburized 30CrSiMoVM steel at elevated temperature. Tribol. Int. 2016, 98, 144–154. [Google Scholar] [CrossRef]
- Sun, J.J.; Jiang, T.; Wang, Y.J. Effect of grain refinement on high-carbon martensite transformation and its mechanical properties. Mater. Sci. Eng. A 2018, 726, 342–349. [Google Scholar] [CrossRef]
- Chen, R.; Jiang, P.; Shao, X.Y.; Mi, G.Y.; Wang, C.M. Effect of magnetic field on crystallographic orientation for stainless steel 316L laser-MIG hybrid welds and its strengthening mechanism on fatigue resistance. Int. J. Fatigue 2018, 112, 308–317. [Google Scholar] [CrossRef]
- Wang, H.B.; Wang, F.L.; Gen, H. Effect of quenching temperature on microstructure and yield strength of Q-T-treated X100Q bainitic steel. Mater. Res. Express 2018, 5, 066509. [Google Scholar] [CrossRef] [Green Version]
- Zheng, C.L.; She, L.; Wang, Y.H.; Yang, Z.N.; Zhang, F.C. Rolling contact fatigue behaviors of high carbon bainitic bearing steel. J. Mech. Eng. 2017, 53, 110–117. (In Chinese) [Google Scholar] [CrossRef]
- Walvekar, A.A.; Farshid, S. Rolling contact fatigue of case carburized steels. Int. J. Fatigue 2017, 95, 264–281. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Liang, H.Q. Modeling of the probabilistic fatigue S-N curves using the two parameter Weibull distribution. J. Mech. Eng. 2015, 51, 208–212. (In Chinese) [Google Scholar] [CrossRef]
- Fang, X.; Yan, W.Z.; Gao, H.S. Finite element simulation of surface deformation of polycrystal with a rough surface under repeated load. Finite Elem. Anal. Des. 2012, 60, 64–71. [Google Scholar] [CrossRef]
- Ma, L.; Shi, L.B.; Guo, J.; Liu, Q.Y.; Wang, W.J. On the wear and damage characteristics of rail material under low temperature environment condition. Wear 2018, 394–395, 149–158. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Al | Cu | Mo | V | Nb | Mg | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.188 | 0.015 | 0.40 | 1.83 | 1.63 | 0.048 | 0.01 | 0.31 | 0.093 | 0.059 | 0.007 | 0.001 | 0.009 |
| Samples Label | Quenching Temperature | Quenching Method | Tempering Temperature | Tempering Method |
|---|---|---|---|---|
| 1 2 3 | 900 °C × 1 h 1000 °C × 1 h 1100 °C × 1 h | oil quenched oil quenched oil quenched | 180 °C × 2 h 180 °C × 2 h 180 °C × 2 h | water quenched water quenched water quenched |
| Samples Label | 900 °C | 1000 °C | 1100 °C | ||
|---|---|---|---|---|---|
| 1 2 3 4 5 6 7 8 9 | 103,400 137,800 209,300 274,300 477,000 487,500 536,900 543,400 1,742,000 | 245,100 367,300 572,000 637,500 707,200 731,900 949,000 1,056,800 1,331,200 | 98,600 107,600 209,800 237,800 289,300 497,000 566,200 655,600 832,600 | 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 | ‒1.34 ‒1.014 ‒0.81 ‒0.654 ‒0.521 ‒0.4 ‒0.282 ‒0.156 0 |
| Quenching Temperature | Mean Life/105 | Specified Life/105 | Median Life/105 | Characteristic Life/105 | Weibull Plot Slope |
|---|---|---|---|---|---|
| 900 °C 1000 °C 1100 °C | 5.01 7.33 3.88 | 1.96 2.11 1.90 | 2.26 2.28 2.16 | 2.32 2.31 2.21 | 1.10115 1.85714 1.24786 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Qu, S.; Lai, F.; Qin, H.; Huang, L.; Li, X. Effect of Quenching Temperature on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel. Metals 2018, 8, 735. https://doi.org/10.3390/met8090735
Zhang Y, Qu S, Lai F, Qin H, Huang L, Li X. Effect of Quenching Temperature on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel. Metals. 2018; 8(9):735. https://doi.org/10.3390/met8090735
Chicago/Turabian StyleZhang, Yalong, Shengguan Qu, Fuqiang Lai, Haidi Qin, Liman Huang, and Xiaoqiang Li. 2018. "Effect of Quenching Temperature on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel" Metals 8, no. 9: 735. https://doi.org/10.3390/met8090735
APA StyleZhang, Y., Qu, S., Lai, F., Qin, H., Huang, L., & Li, X. (2018). Effect of Quenching Temperature on Microstructure and Rolling Contact Fatigue Behavior of 17Cr2Ni2MoVNb Steel. Metals, 8(9), 735. https://doi.org/10.3390/met8090735