Effect of Ca Content on the Mechanical Properties and Corrosion Behaviors of Extruded Mg–7Li–3Al Alloys


Abstract
:1. Introduction
2. Experimental Procedures
3. Results
3.1. Microstructure
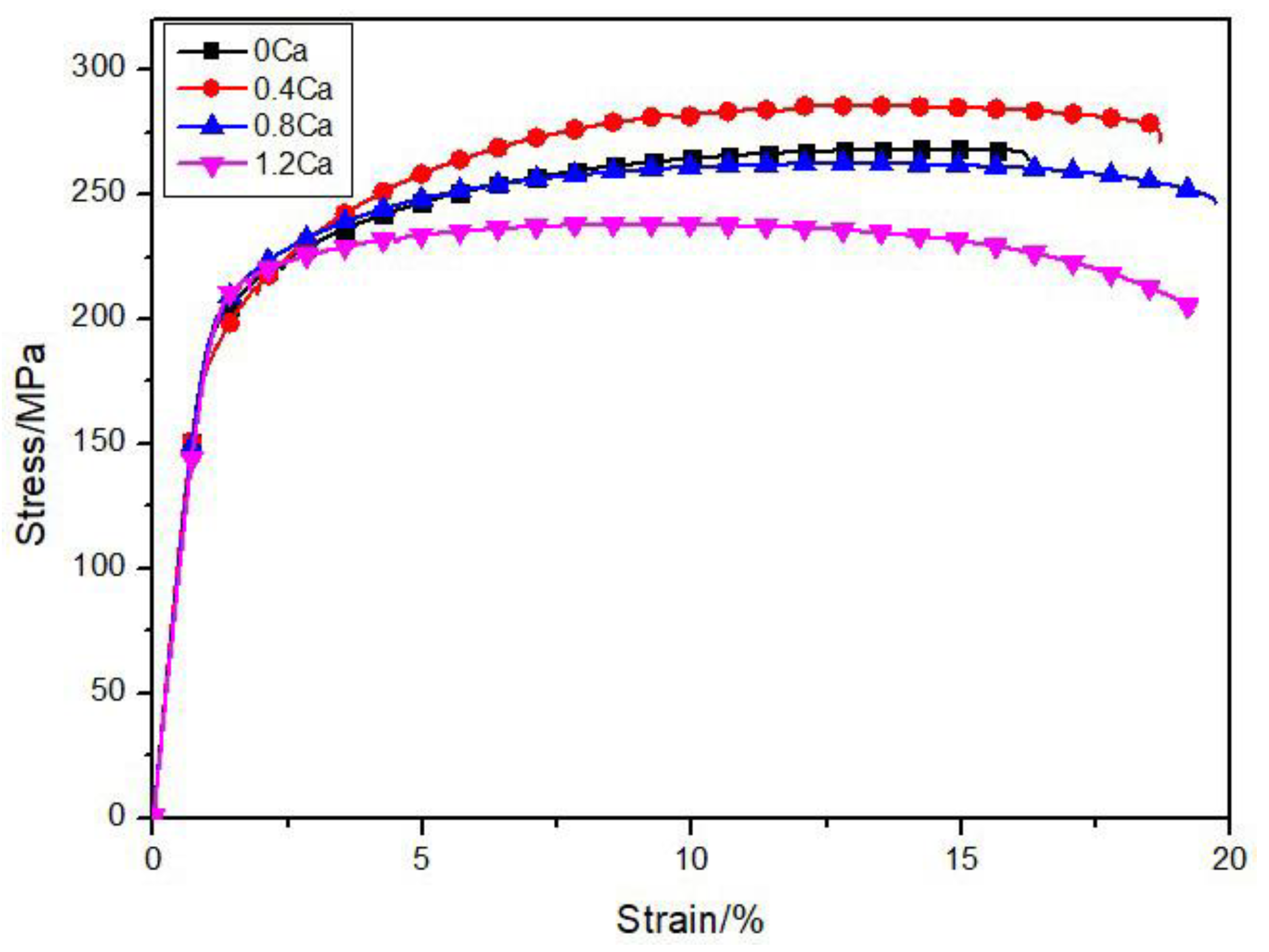
3.2. Mechanical Properties
3.3. Corrosion Behavior
3.4. Immersion Test
4. Discussion
4.1. Effect of Ca Content on the Strength of Extruded Mg–7Li–3Al–xCa Alloys
4.2. Corrosion Mechanism of the Extruded Mg–7Li–3Al–xCa Alloys
5. Conclusions
- (1)
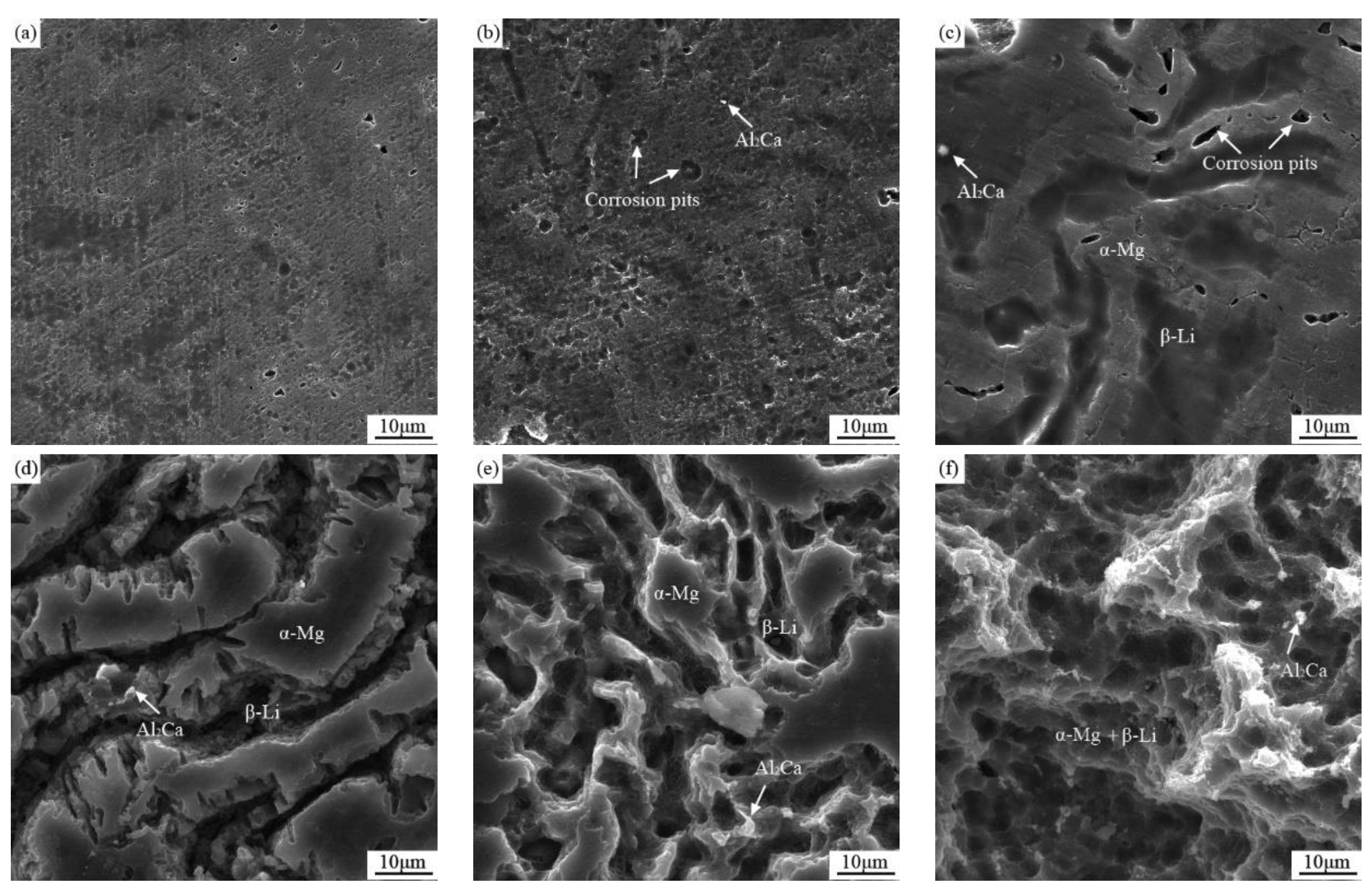
- The grains of extruded Mg–7Li–3Al–xCa alloys were significantly refined as a result of dynamic recrystallization during the extrusion process. The α-Mg and β-Li phases were elongated along the extrusion direction. Al2Ca in the alloys formed and mainly distributed at the boundaries of the α-Mg and β-Li phases and at the grain boundaries.
- (2)
- With increasing Ca content, the strength of the extruded Mg–7Li–3Al–xCa alloys first increased and then decreased. The extruded Mg–7Li–3Al–0.4Ca alloy exhibited favorable mechanical performance, demonstrating a UTS of 286 MPa, a TYS of 249 MPa, and elongation of 18.7%. The extruded Mg–7Li–3Al–0.8Ca alloy exhibited favorable mechanical properties at 423 K (150 °C), with an UTS of 191 MPa.
- (3)
- The addition of Ca can improve the corrosion resistance of the extruded Mg–7Li–3Al alloy, which is attributed to the formation of Al2Ca particles. The corrosion mechanism of the extruded Mg–7Li–3Al alloy is local corrosion initiated at the phase boundaries, while for the extruded alloys containing Ca, the corrosion mechanism is pitting corrosion starting on the Al2Ca particles.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mahmudi, R.; Shalbafi, M.; Karami, M.; Geranmayeh, A.R. Effect of Li content on the indentation creep characteristics of cast Mg–Li–Zn alloys. Mater. Des. 2015, 75, 184–190. [Google Scholar] [CrossRef]
- Li, J.; Qu, Z.; Wu, R.; Zhang, M. Effects of Cu addition on the microstructure and hardness of Mg–5Li–3Al–2Zn alloy. Mater. Sci. Eng. A 2010, 527, 2780–2783. [Google Scholar] [CrossRef]
- Yang, Q.; Jiang, B.; Li, J.; Dong, H.; Liu, W.; Luo, S.; Pan, F. Modified texture and room temperature formability of magnesium alloy sheet by Li addition. Int. J. Mater. Mater. Form. 2016, 9, 305–311. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloy. 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Yang, Y.; Peng, X.; Wen, H.; Zheng, B.; Zhou, Y.; Xie, W.; Lavernia, E.J. Influence of Extrusion on the Microstructure and Mechanical Behavior of Mg-9Li-3Al-xSr Alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 1101–1113. [Google Scholar] [CrossRef]
- Majd, A.M.; Farzinfar, M.; Pashakhanlou, M.; Nayyeri, M.J. Effect of RE elements on the microstructural and mechanical properties of as-cast and age hardening processed Mg-4Al-2Sn alloy. J. Magnes. Alloy. 2018, 6, 309–317. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.-M.; Wang, C.; Wang, H.-Y.; Zhang, E.-B.; Jiang, Q.-C. Prominent role of a high volume fraction of Mg17 Al12 particles on tensile behaviors of rolled Mg–Al–Zn alloys. J. Alloys Compd. 2017, 728, 682–693. [Google Scholar] [CrossRef]
- Zhou, Y.-L.; Li, Y.; Luo, D.-M.; Wen, C.; Hodgson, P. Microstructures, mechanical properties and in vitro corrosion behaviour of biodegradable Mg–Zr–Ca alloys. J. Mater. Sci. 2012, 48, 1632–1639. [Google Scholar] [CrossRef]
- Xiang, Q.; Jiang, B.; Zhang, Y.; Chen, X.; Song, J.; Xu, J.; Fang, L.; Pan, F. Effect of rolling-induced microstructure on corrosion behaviour of an extruded Mg-5Li-1Al alloy sheet. Corros. Sci. 2017, 119, 14–22. [Google Scholar] [CrossRef]
- Peng, Q.Z.; Zhou, H.T.; Zhong, F.H.; Ding, H.B.; Zhou, X.; Liu, R.R.; Xie, T.; Peng, Y. Effects of homogenization treatment on the microstructure and mechanical properties of Mg–8Li–3Al–Y alloy. Mater. Des. 2015, 66, 566–574. [Google Scholar] [CrossRef]
- Jiang, Z.; Jiang, B.; Yang, H.; Yang, Q.; Dai, J.; Pan, F. Influence of the Al2Ca phase on microstructure and mechanical properties of Mg–Al–Ca alloys. J. Alloys Compd. 2015, 647, 357–363. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, X.; Zhou, H.; Fan, X.; Liu, K. The effect of extrusion conditions on the properties and textures of AZ31B alloy. J. Magnes. Alloy. 2017, 5, 202–209. [Google Scholar] [CrossRef]
- Cao, F.; Xia, F.; Hou, H.; Ding, H.; Li, Z. Effects of high-density pulse current on mechanical properties and microstructure in a rolled Mg–9.3Li–1.79Al–1.61Zn alloy. Mater. Sci. Eng. A 2015, 637, 89–97. [Google Scholar] [CrossRef]
- Fu, X.; Yang, Y.; Hu, J.; Su, J.; Zhang, X.; Peng, X. Microstructure and mechanical properties of as-cast and extruded Mg-8Li-1Al-0.5Sn alloy. Mater. Sci. Eng. A 2018, 709, 247–253. [Google Scholar] [CrossRef]
- Homayun, B.; Afshar, A. Microstructure, mechanical properties, corrosion behavior and cytotoxicity of Mg–Zn–Al–Ca alloys as biodegradable materials. J. Alloys Compd. 2014, 607, 1–10. [Google Scholar] [CrossRef]
- Yang, J.; Peng, J.; Nyberg, E.A.; Pan, F. Effect of Ca addition on the corrosion behavior of Mg–Al–Mn alloy. Appl. Surf. Sci. 2016, 369, 92–100. [Google Scholar] [CrossRef]
- Kim, K.H.; Nam, N.D.; Kim, J.G.; Shin, K.S.; Jung, H.C. Effect of calcium addition on the corrosion behavior of Mg–5Al alloy. Intermetallics 2011, 19, 1831–1838. [Google Scholar] [CrossRef]
- Kondori, B.; Mahmudi, R. Effect of Ca additions on the microstructure, thermal stability and mechanical properties of a cast AM60 magnesium alloy. Mater. Sci. Eng. A 2010, 527, 2014–2021. [Google Scholar] [CrossRef]
- Zhang, L.; Deng, K.; Nie, K.; Xu, F.; Su, K.; Liang, W. Microstructures and mechanical properties of Mg–Al–Ca alloys affected by Ca/Al ratio. Mater. Sci. Eng. A 2015, 636, 279–288. [Google Scholar] [CrossRef]
- Watanabe, H.; Yamaguchi, M.; Takigawa, Y.; Higashi, K. Mechanical properties of Mg–Al–Ca alloy processed by hot extrusion. Mater. Sci. Eng. A 2007, 454, 384–388. [Google Scholar] [CrossRef]
- Nene, S.S.; Kashyap, B.P.; Prabhu, N.; Estrin, Y.; Al-Samman, T. Microstructure refinement and its effect on specific strength and bio-corrosion resistance in ultralight Mg–4Li–1Ca (LC41) alloy by hot rolling. J. Alloys Compd. 2014, 615, 501–506. [Google Scholar] [CrossRef]
- Wang, T.; Wu, R.; Zhang, M.; Li, L.; Zhang, J.; Li, J. Effects of calcium on the microstructures and tensile properties of Mg–5Li–3Al alloys. Mater. Sci. Eng. A 2011, 528, 5678–5684. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Su, J.; Peng, X.; Wen, H.; Wei, G.; Pan, F.; Lavernia, E.J. Influence of extrusion temperature on microstructure and mechanical behavior of duplex Mg-Li-Al-Sr alloy. J. Alloys Compd. 2018, 750, 696–705. [Google Scholar] [CrossRef]
- Wu, P.; Xu, F.; Deng, K.; Han, F.; Zhang, Z.; Gao, R. Effect of extrusion on corrosion properties of Mg-2Ca-xAl (x = 0, 2, 3, 5) alloys. Corros. Sci. 2017, 127, 280–290. [Google Scholar] [CrossRef]
- Li, J.; Jiang, Q.; Sun, H.; Li, Y. Effect of heat treatment on corrosion behavior of AZ63 magnesium alloy in 3.5 wt.% sodium chloride solution. Corros. Sci. 2016, 111, 288–301. [Google Scholar] [CrossRef]
- Udhayan, R.; Bhatt, D.P. On the corrosion behaviour of magnesium and its alloys using electrochemical techniques. J. Power Sources 1996, 63, 103–107. [Google Scholar] [CrossRef]
- Kim, W.J.; Moon, I.K.; Han, S.H. Ultrafine-grained Mg–Zn–Zr alloy with high strength and high-strain-rate superplasticity. Mater. Sci. Eng. A 2012, 538, 374–385. [Google Scholar] [CrossRef]
- Park, S.H.; Jung, J.; Yoon, J.; You, B.S. Influence of Sn addition on the microstructure and mechanical properties of extruded Mg–8Al–2Zn alloy. Mater. Sci. Eng. A 2015, 626, 128–135. [Google Scholar] [CrossRef]
- Zeng, R.; Sun, L.; Zheng, Y.; Cui, H.; Han, E. Corrosion and characterisation of dual phase Mg–Li–Ca alloy in Hank’s solution: The influence of microstructural features. Corros. Sci. 2014, 79, 69–82. [Google Scholar] [CrossRef]
- Li, C.Q.; Xu, D.K.; Chen, X.B.; Wang, B.J.; Wu, R.Z.; Han, E.H.; Birbilis, N. Composition and microstructure dependent corrosion behaviour of Mg-Li alloys. Electrochim. Acta 2018, 260, 55–64. [Google Scholar] [CrossRef]
- Jeong, Y.S.; Kim, W.J. Enhancement of mechanical properties and corrosion resistance of Mg–Ca alloys through microstructural refinement by indirect extrusion. Corros. Sci. 2014, 82, 392–403. [Google Scholar] [CrossRef]
- Aung, N.N.; Zhou, W. Effect of grain size and twins on corrosion behaviour of AZ31B magnesium alloy. Corros. Sci. 2010, 52, 589–594. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (wt.%) | |||
|---|---|---|---|---|
| Li | Al | Ca | Mg | |
| Mg–7Li–3Al | 6.85 | 2.78 | - | Bal. |
| Mg–7Li-3Al–0.4Ca | 7.21 | 2.85 | 0.38 | Bal. |
| Mg–7Li-3Al–0.8Ca | 6.49 | 3.12 | 0.87 | Bal. |
| Mg–7Li–3Al–1.2Ca | 6.76 | 2.75 | 1.15 | Bal. |
| Position | Mg | Al | Ca |
|---|---|---|---|
| A | 61.12 | 38.88 | 0 |
| B | 0 | 65.88 | 34.12 |
| C | 75.44 | 16.67 | 7.89 |
| D | 59.51 | 27.38 | 13.11 |
| E | 0 | 51.46 | 48.54 |
| F | 0 | 68.54 | 36.46 |
| Extruded Alloys | TYS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| Mg–7Li–3Al | 233 | 268 | 16.3 |
| Mg–7Li–3Al–0.4Ca | 249 | 286 | 18.7 |
| Mg–7Li–3Al–0.8Ca | 229 | 263 | 19.7 |
| Mg–7Li–3Al–1.2Ca | 207 | 238 | 19.3 |
| Extruded Alloys | TYS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| Mg–7Li–3Al | 145 | 156 | 24.3 |
| Mg–7Li–3Al–0.4Ca | 141 | 163 | 21.1 |
| Mg–7Li–3Al–0.8Ca | 163 | 191 | 18.5 |
| Mg–7Li–3Al–1.2Ca | 98 | 113 | 24.8 |
| Alloys | Ecorr (V vs. SCE) | Eb (V vs. SCE) | βc (mV/dec) | icorr (μA/cm2) |
|---|---|---|---|---|
| Mg–7Li–3Al | −1.5445 | - | −342.18 | 134.90 |
| Mg–7Li–3Al–0.4Ca | −1.48742 | - | −240.84 | 39.81 |
| Mg–7Li–3Al–0.8Ca | −1.4940 | - | −294.18 | 63.10 |
| Mg–7Li–3Al-1.2Ca | −1.4799 | −1.3735 | −260.61 | 31.62 |
| Ca Content | RS (Ω) | Rct (Ω cm2) | CPE1 (10−6 sn Ω −1 cm−2) | n1 | Rf (Ω cm2) | CPE2 (sn Ω −1 cm−2) | n2 | L |
|---|---|---|---|---|---|---|---|---|
| 0Ca | 17.09 | 257.7 | 26.556 | 0.87955 | 14.6 | 0.00614 | 0.60395 | 20.75 |
| 0.4Ca | 14.06 | 447.6 | 10.306 | 0.94147 | 235 | 0.00427 | 0.53179 | 231.9 |
| 0.8Ca | 20.65 | 401.7 | 14.27 | 0.92142 | 189.1 | 0.00472 | 0.66559 | - |
| 1.2Ca | 15.32 | 475.1 | 11.27 | 0.93109 | 241.4 | 0.00649 | 0.60237 | 140.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiong, X.; Yang, Y.; Deng, H.; Li, M.; Li, J.; Wei, G.; Peng, X. Effect of Ca Content on the Mechanical Properties and Corrosion Behaviors of Extruded Mg–7Li–3Al Alloys. Metals 2019, 9, 1212. https://doi.org/10.3390/met9111212
Xiong X, Yang Y, Deng H, Li M, Li J, Wei G, Peng X. Effect of Ca Content on the Mechanical Properties and Corrosion Behaviors of Extruded Mg–7Li–3Al Alloys. Metals. 2019; 9(11):1212. https://doi.org/10.3390/met9111212
Chicago/Turabian StyleXiong, Xiaoming, Yan Yang, Hongju Deng, Minmin Li, Jinguang Li, Guobing Wei, and Xiaodong Peng. 2019. "Effect of Ca Content on the Mechanical Properties and Corrosion Behaviors of Extruded Mg–7Li–3Al Alloys" Metals 9, no. 11: 1212. https://doi.org/10.3390/met9111212
APA StyleXiong, X., Yang, Y., Deng, H., Li, M., Li, J., Wei, G., & Peng, X. (2019). Effect of Ca Content on the Mechanical Properties and Corrosion Behaviors of Extruded Mg–7Li–3Al Alloys. Metals, 9(11), 1212. https://doi.org/10.3390/met9111212