Stress Relaxation Aging Behavior and Constitutive Modelling of AA7150-T7751 under Different Temperatures, Initial Stress Levels and Pre-Strains


 ,
, 

Abstract
:1. Introduction
2. Experiment
2.1. Material and Sample Preparation
2.2. Experimental Procedure
3. Results
3.1. Stress Relaxation Behavior of AA7150 under Different Temperatures
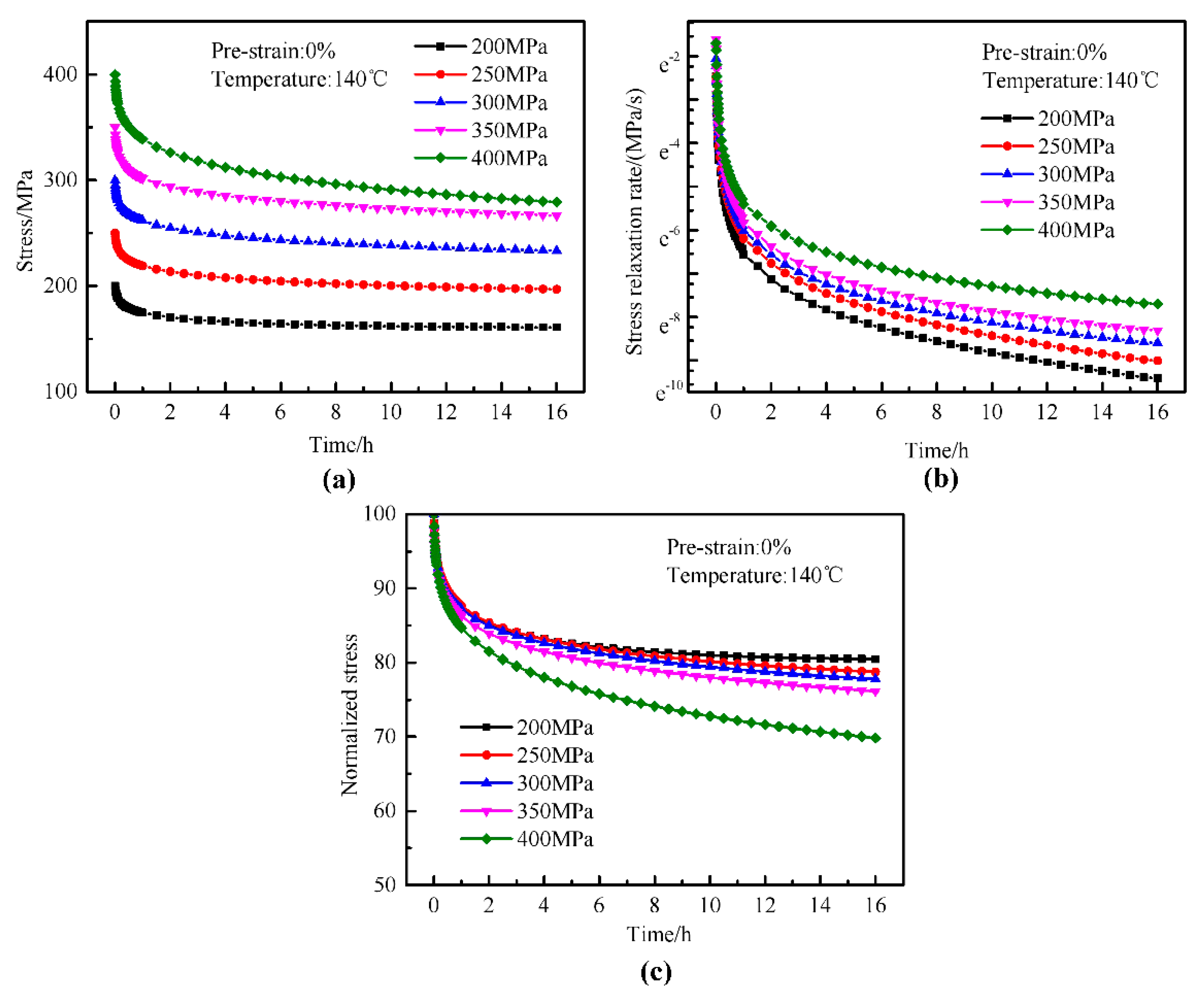
3.2. Stress Relaxation Behavior of AA7150 under Different Initial Stress Levels
3.3. Stress Relaxation Behavior of AA7150 under Different Initial Pre-Strains
3.4. Aging Behavior of AA7150 under Different Temperatures, Initial Stress Levels and Pre-Strains
4. Discussion
4.1. Deformation Mechanism during Stress Relaxation Aging Process under Three Parameters
4.2. Constitutive Modeling and the Determination of Material Parameters
5. Conclusions
- (1)
- Temperature, stress level and pre-strain have a great effect on stress relaxation behavior of AA7150-T7751. When the temperature rises by 30 °C, the initial stress level increases by 100 MPa and pre-strain value increases by 3%, relaxing efficiency increased by 16.48%, 7.96% and 17.72%, respectively, compared with SRA at 300 MPa under 140 °C for 16 h.
- (2)
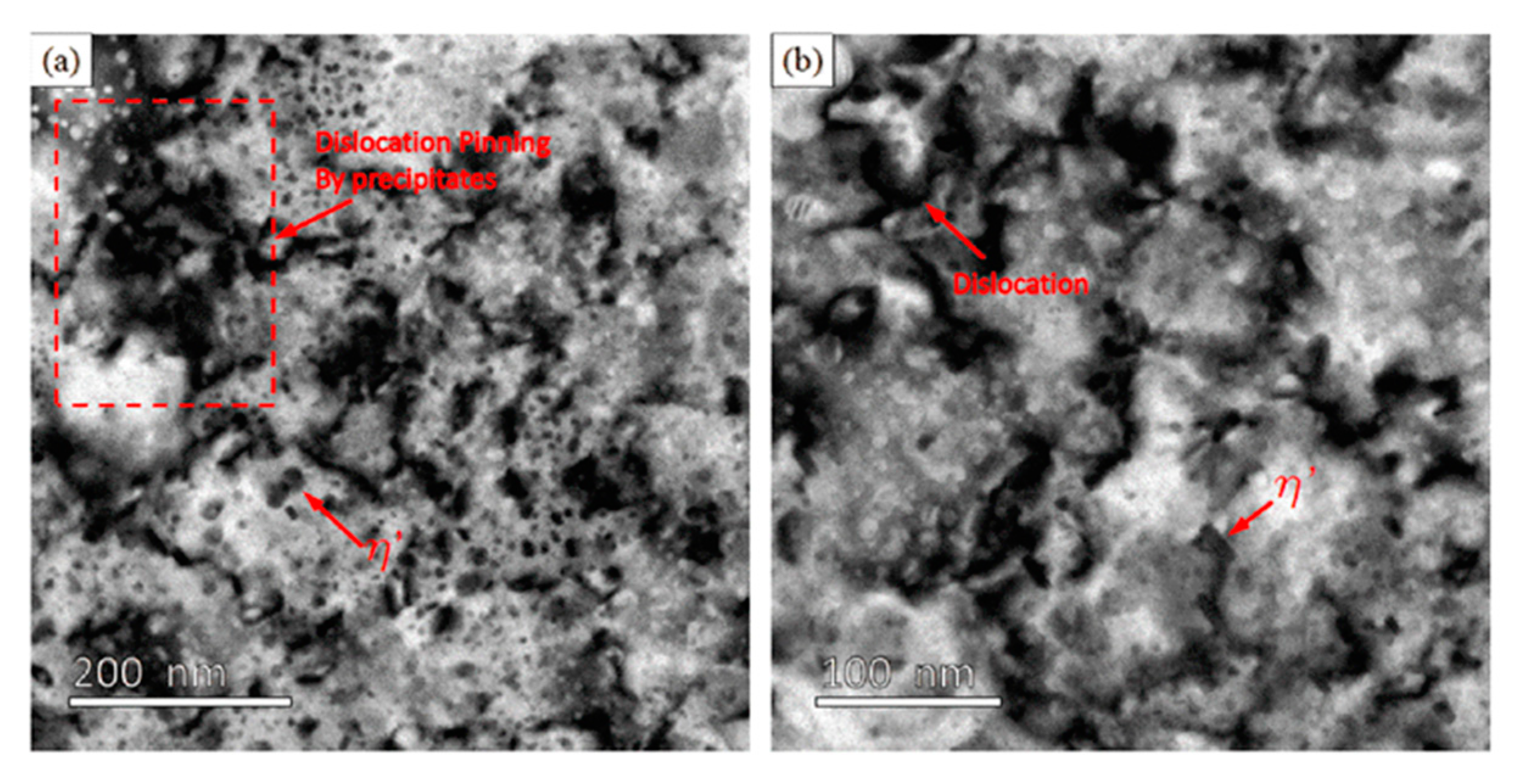
- Temperature, stress level and pre-strain considerably influence aging-strengthening during the stress relaxation aging behavior of AA7150-T7751. The improvement of these parameters can promote the coarsening of the η′-precipitate, but the decrease of yield strength is very small, especially compared with the stress-free aging samples. This means that the evolution of precipitates has no significant effect on the stress relaxation behavior in the complex process.
- (3)
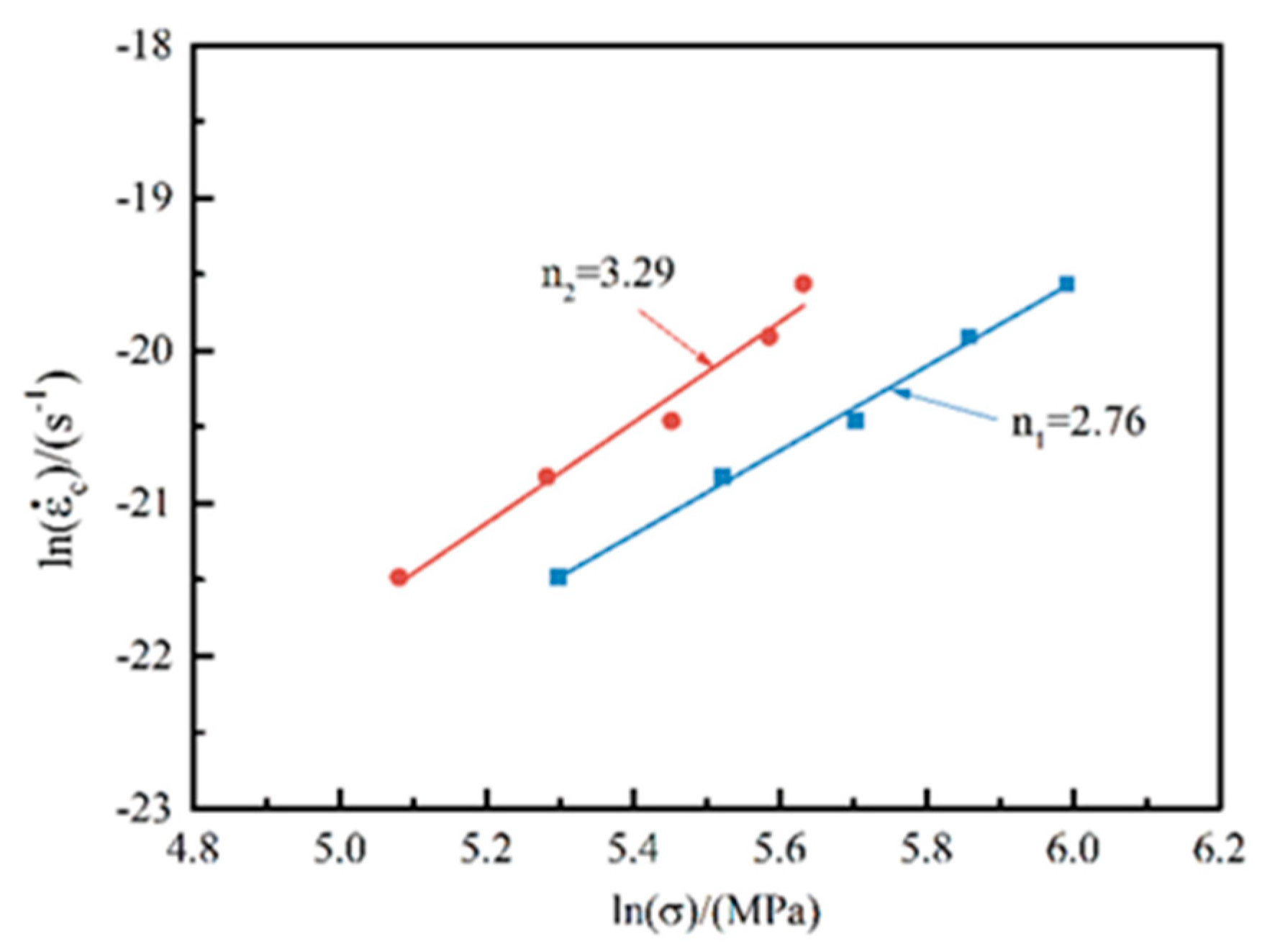
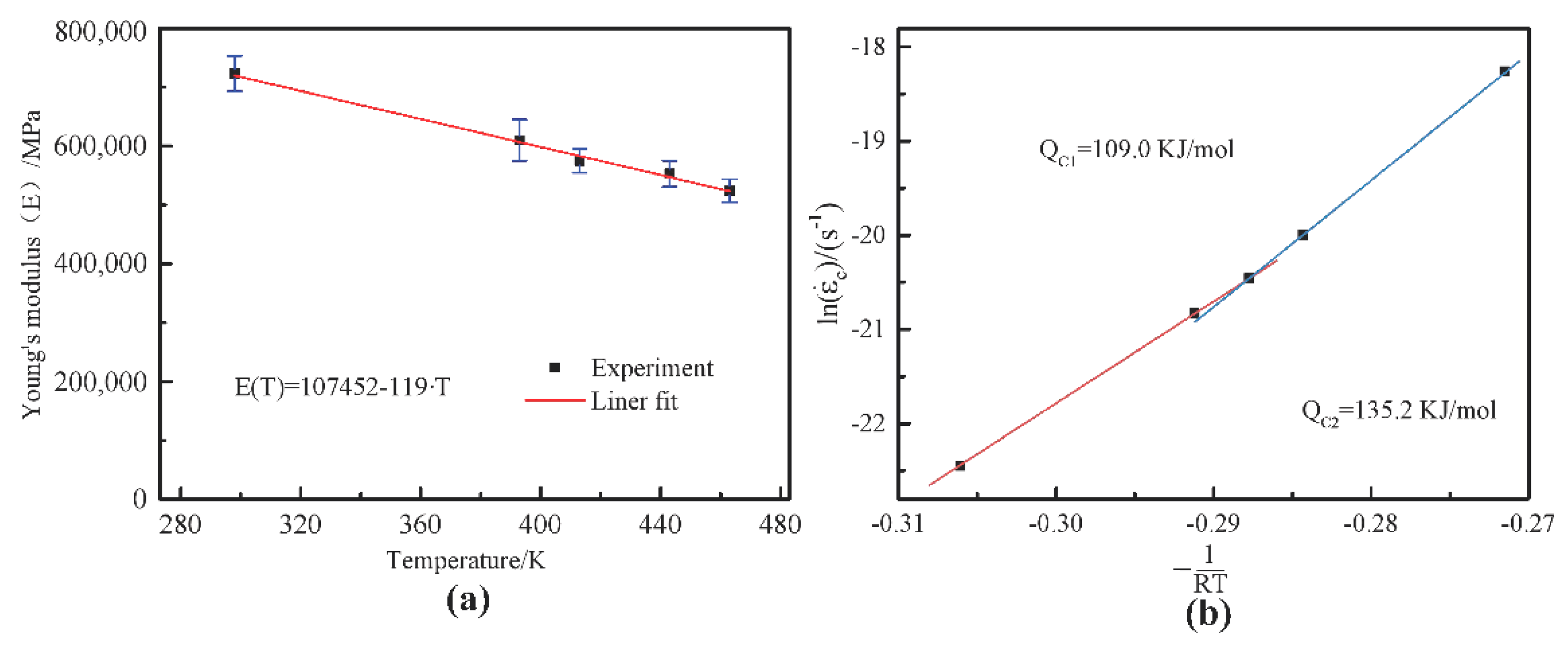
- The results of stress index and apparent activation energy show that the stress relaxation deformation mechanism of AA7150-T7751 is mostly dislocation slip at lower temperatures and dislocation climb at higher temperatures. This leads to the intersection phenomenon of stress relaxation curves at different temperatures.
- (4)
- By introducing the correction formula of apparent activation energy and the formula of dislocation density changing with pre-strain, based on the Orowan model, a stress relaxation constitutive model considering the initial movable dislocation density and temperature-dependent activation energy is established. The average fitting error of a single curve is less than 2%. Not only does this promote the development of stress relaxation constitutive modeling, but it also provides a theoretical basis for the accurate prediction for spring-back of stress relaxation formed AA7150-T7751.
Author Contributions
Funding
Conflicts of Interest
References
- Holman, M.C. Autoclave age forming large aluminum aircraft panels. J. Mech. Work. Technol. 1989, 20, 477–488. [Google Scholar] [CrossRef]
- Ho, K.C.; Lin, J.; Dean, T.A. Modelling of spring-back in creep forming thick aluminum sheets. Int. J. Plast. 2004, 20, 733–751. [Google Scholar] [CrossRef]
- Jeunechamps, P.P.; Ho, K.; Lin, J.; Ponthot, J.P.; Dean, T. A closed form technique to predict spring-back in creep age-forming. Int. J. Mech. Sci. 2006, 48, 621–629. [Google Scholar] [CrossRef]
- Zhan, L.; Lin, J.; Dean, T.A.; Huang, M. Experimental studies and constitutive modelling of the hardening of aluminium alloy 7055 under creep age forming conditions. Int. J. Mech. Sci. 2011, 53, 595–605. [Google Scholar] [CrossRef]
- Zheng, J.-H.; Pan, R.; Li, C.; Zhang, W.; Lin, J.; Davies, C.M. Experimental investigation of multi-step stress-relaxation-ageing of 7050 aluminium alloy for different pre-strained conditions. Mater. Sci. Eng. 2018, 710, 111–120. [Google Scholar] [CrossRef]
- Ashby, M.F. A first report on deformation-mechanism maps. Acta Metall. 1972, 20, 887–897. [Google Scholar] [CrossRef]
- Xu, Y.; Yang, L.; Zhan, L.; Yu, H.; Huang, M. Creep Mechanisms of an Al–Cu–Mg Alloy at the Macro- and Micro-Scale: Effect of the S’/S Precipitate. Materials 2019, 12, 2907. [Google Scholar] [CrossRef] [PubMed]
- Lei, C.; Li, H.; Fu, J.; Bian, T.J.; Zheng, G.W. Non-isothermal creep aging behaviors of an Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 431–439. [Google Scholar] [CrossRef]
- Kowalewski, Z.L.; Hayhurst, D.R.; Dyson, B.F. Mechanism-based creep constitutive equations for an aluminium alloy. J. Strain. Anal. 1994, 29, 309–316. [Google Scholar] [CrossRef]
- Ho, K.C.; Lin, J.; Dean, T.A. Constitutive modelling of primary creep for age forming an aluminium alloy. J Mater. Process Technol. 2004, 153–154, 122–127. [Google Scholar] [CrossRef]
- Zhan, L.; Lin, J.; Dean, T. A review of the development of creep age forming: Experimentation, modelling and applications. Int. J. Mach. Tools Manuf. 2011, 51, 1–17. [Google Scholar] [CrossRef]
- Zhang, J.; Deng, Y.; Zhang, X. Constitutive modeling for creep age forming of heat-treatable strengthening aluminum alloys containing plate or rod shaped precipitates. Mater. Sci. Eng. A 2013, 563, 8–15. [Google Scholar] [CrossRef]
- Ma, Z.; Zhan, L.; Liu, C.; Xu, L.; Xu, Y.; Ma, P.; Li, J. Stress-level-dependency and bimodal precipitation behaviors during creep ageing of Al-Cu alloy: Experiments and modeling. Int. J. Plast. 2018. [Google Scholar] [CrossRef]
- Zheng, J.H.; Lin, J.; Lee, J.; Pan, R.; Li, C.; Davies, C.M. A novel constitutive model for multi-step stress relaxation ageing of a pre-strained 7xxx series alloy. Int. J. Plast. 2018, 106, 31–47. [Google Scholar] [CrossRef]
- Orowan, E. Problems of plastic gliding. Proc. Phys. Soc. 1940, 52, 8. [Google Scholar] [CrossRef]
- Roters, F. A new concept for the calculation of the mobile dislocation density in constitutive models of strain hardening. Phys. Status Sol. 2003, 240, 68–74. [Google Scholar] [CrossRef]
- Park, J.K. Influence of retrogression and reaging treatments on the strength and stress corrosion resistance of aluminum alloy 7075-T6. Mater. Sci. Eng. A 1988, 103, 223–231. [Google Scholar] [CrossRef]
- Kanno, M.; Araki, I.; Cui, Q. Precipitation behaviour of 7000 alloys during retrogression and reaging treatment. Mater. Sci. Technol. 1994, 10, 599–603. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al–Zn–Mg–Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Fan, X.G.; Jiang, D.M.; Meng, Q.C.; Xian, H.Z.; Li, N.K. Influence of Ageing Treatment on Microstructure and Properties of 7150 Alloy. Mater. Sci. Forum 2007, 546–549, 849–854. [Google Scholar] [CrossRef]
- Yang, Y.L. Effect of pre-deformation on creep age forming of AA2219 plate: Springback, microstructures and mechanical properties. J. Mater. Process Technol. 2016, 229, 697–702. [Google Scholar] [CrossRef]
- Csanádi, T.; Chinh, N.Q.; Gubicza, J. Plastic behavior of fcc metals over a wide range of strain: Macroscopic and microscopic descriptions and their relationship. Acta Mater. 2011, 59, 2385–2391. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al–Zn–Mg–Cu alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]
- Kassner, M.E. Fundamentals of Creep in Metals and Alloys; Butterworth Heinemann: Oxford, UK, 2015. [Google Scholar]
- Poirier, J. Creep of Crystals: High-Temperature Deformation Processes in Metals, Ceramics and Minerals; Cambridge Earth Science Series; Cambridge University Press: New York, NY, USA, 1985. [Google Scholar]
- Jeong, C.Y.; Nam, S.W.; Ginsztler, J. Activation processes of stress relaxation during hold time in 1Cr–Mo–V steel. Mater. Sci. Eng. A 1999, 264, 188–193. [Google Scholar] [CrossRef]
- Sket, F.; Dzieciol, K.; Isaac, A.; Borbely, A.; Pyzalla, A.R. Tomographic method for evaluation of apparent activation energy of steady-state creep. Mater. Sci. Eng. A 2010, 527, 2112–2120. [Google Scholar] [CrossRef]
- Davies, C.K. Introduction to creep. Int. Mater. Rev. 1994, 3, 123. [Google Scholar] [CrossRef]
- Chen, J.F.; Jiang, J.T.; Zhen, L.; Shao, W.Z. Stress relaxation behavior of an Al–Zn–Mg–Cu alloy in simulated age-forming process. J. Mater. Process Technol. 2014, 214, 775–783. [Google Scholar] [CrossRef]
- Mostafa, M.M.; Al-Ganainy, G.S.; El-Khalek, A.M.A.; Nada, R.H. Steady-state creep and creep recovery during transformation in Al–Zn alloys. Physica B 2003, 336, 402–409. [Google Scholar] [CrossRef]
- Montes, J.M.; Cuevas, F.G.; Cintas, J.; Ternero, F.; Caballero, E.S. Phenomenological equation for the thermal dependence of the activation energy of creep. Mater. Lett. 2017, 196, 273–275. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps: The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Estrin, Y.; Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Mecking, H.; Styczynski, A.; Estrin, Y. Steady State and Transient Plastic Flow of Aluminium and Aluminium Alloys. Strength Metals Alloys 1989, 2, 989–994. [Google Scholar]
- Chinh, N.Q.; Illy, J.; Horita, Z.; Langdon, T.G. Using the stress-strain relationships to propose regions of low and high temperature plastic deformation in aluminum. Mater. Sci. Eng. A 2005, 410–411, 234–238. [Google Scholar] [CrossRef]
- Basirat, M.; Shrestha, T.; Potirniche, G.P.; Charit, I.; Rink, K. A study of the creep behavior of modified 9Cr–1Mo steel using continuum-damage modeling. Int. J. Plast. 2012, 37, 95–107. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Mn | Fe | Si | Ni | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6.23 | 2.88 | 1.58 | 0.31 | 0.15 | 0.048 | <0.01 | 0.16 | 0.025 | Bal |
| Case ID | Pre-Stain (%) | Aging Stress (MPa) | Aging Temperature (°C) | Aging Time (h) |
|---|---|---|---|---|
| 1 | 0 | 300 | 120/140/145/150/170 | 16 |
| 2 | 0 | 200/250/300/350/400 | 140 | 16 |
| 3 | 0/3/6 | 300 | 140 | 16 |
| 4 | 0 | 300 | 140 | 0/1/8/16 |
| f1(-) | f2(-) | f3(-) | f4(-) | F5(-) | f6(-) |
|---|---|---|---|---|---|
| 1.76 E+12 | 0.025 | 10.32 | 0.68 | 2.50 | 0.40 |
| f7(MPa) | f8(-) | f9(-) | f10(-) | f11(-) | f12(-) |
| 446.7 | 45 | 18.25 | 0.1618 | 205 | 0.4427 |
| f13(kJ/mol) | f14(-) | f15(-) | - | - | - |
| 13.98 | 95.2 | 0.4521 | - | - | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, Y.; Zhan, L.; Xu, Y.; Liu, C.; Wang, J.; Zhao, X.; Xu, L.; Tong, C.; Jin, G.; Wang, Q.; et al. Stress Relaxation Aging Behavior and Constitutive Modelling of AA7150-T7751 under Different Temperatures, Initial Stress Levels and Pre-Strains. Metals 2019, 9, 1215. https://doi.org/10.3390/met9111215
Cai Y, Zhan L, Xu Y, Liu C, Wang J, Zhao X, Xu L, Tong C, Jin G, Wang Q, et al. Stress Relaxation Aging Behavior and Constitutive Modelling of AA7150-T7751 under Different Temperatures, Initial Stress Levels and Pre-Strains. Metals. 2019; 9(11):1215. https://doi.org/10.3390/met9111215
Chicago/Turabian StyleCai, Yixian, Lihua Zhan, Yongqian Xu, Chunhui Liu, Jianguang Wang, Xing Zhao, Lingzhi Xu, Canyu Tong, Gengquan Jin, Qing Wang, and et al. 2019. "Stress Relaxation Aging Behavior and Constitutive Modelling of AA7150-T7751 under Different Temperatures, Initial Stress Levels and Pre-Strains" Metals 9, no. 11: 1215. https://doi.org/10.3390/met9111215
APA StyleCai, Y., Zhan, L., Xu, Y., Liu, C., Wang, J., Zhao, X., Xu, L., Tong, C., Jin, G., Wang, Q., Hu, L., & Huang, M. (2019). Stress Relaxation Aging Behavior and Constitutive Modelling of AA7150-T7751 under Different Temperatures, Initial Stress Levels and Pre-Strains. Metals, 9(11), 1215. https://doi.org/10.3390/met9111215