Properties of TiC and TiN Reinforced Alumina–Zirconia Composites Sintered with Spark Plasma Technique

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterisation
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Pampuch, R. Kompozyty ceramiczne. Kompozyty 2002, 2, 10–14. [Google Scholar]
- Tiwari, A.; Gerhardt, R.A.; Szutkowska, M. Advanced Ceramic Materials; John Wiley & Sons: Hoboken, NJ, USA, 2016; ISBN 1119242738. [Google Scholar]
- Szutkowska, M.; Boniecki, M. Fracture toughness of alumina matrix composites (AMC). J. Optoelectron. Adv. Mater. 2010, 12, 301–308. [Google Scholar]
- Ni, X.; Zhao, J.; Sun, J.; Gong, F.; Li, Z. Effects of metal binder on the microstructure and mechanical properties of Al2O3-based micro-nanocomposite ceramic tool material. Int. J. Miner. Metall. Mater. 2017, 24, 826–832. [Google Scholar] [CrossRef]
- Yin, Z.; Huang, C.; Zou, B.; Liu, H.; Zhu, H.; Wang, J. Preparation and characterization of Al2O3/TiC micro–nano-composite ceramic tool materials. Ceram. Int. 2013, 39, 4253–4262. [Google Scholar] [CrossRef]
- Acchar, W.; Cairo, C.A. The influence of (Ti, W) C and NbC on the mechanical behavior of alumina. Mater. Res. 2006, 9, 171–174. [Google Scholar] [CrossRef]
- Song, S.-X.; Ai, X.; Zhao, J.; Huang, C.-Z. Al2O3/Ti (C0.3N0.7) cutting tool material. Mater. Sci. Eng. A 2003, 356, 43–47. [Google Scholar] [CrossRef]
- Rempel, A.A. Nonstoichiometric transition metal compounds. A review. In Proceedings of the 17th Israeli-Russian Bi-National Workshop 2018, the Optimization of the Composition, Structure and Properties of Metals, Oxides, Composites, Nano and Amorphous Materials, Moscow, Russia, 13–17 August 2018; pp. 167–189. [Google Scholar]
- Gusev, A.I.; Rempel, A.A.; Magerl, A.J. Disorder and Order in Strongly Nonstoichiometric Compounds: Transition Metal Carbides, Nitrides and Oxides; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013; Volume 47, ISBN 3662045826. [Google Scholar]
- Lengauer, W. Transition metal carbides, nitrides, and carbonitrides. Handb. Ceram. Hard Mater. 2000, 202–252. [Google Scholar] [CrossRef]
- Rajabi, A.; Ghazali, M.J.; Daud, A.R. Chemical composition, microstructure and sintering temperature modifications on mechanical properties of TiC-based cermet—A review. Mater. Des. 2015, 67, 95–106. [Google Scholar] [CrossRef]
- Yu, S.; Zeng, Q.; Oganov, A.R.; Frapper, G.; Zhang, L. Phase stability, chemical bonding and mechanical properties of titanium nitrides: A first-principles study. Phys. Chem. Chem. Phys. 2015, 17, 11763–11769. [Google Scholar] [CrossRef]
- Yin, Z.; Yuan, J.; Wang, Z.; Hu, H.; Cheng, Y.; Hu, X. Preparation and properties of an Al2O3/Ti (C, N) micro-nano-composite ceramic tool material by microwave sintering. Ceram. Int. 2016, 42, 4099–4106. [Google Scholar] [CrossRef]
- Rozmus, M.; Putyra, P.; Figiel, P. The influence of non-conventional sintering methods on grain growth and properties of alumina sinters. Mechanik 2015, 88, 249–258. [Google Scholar] [CrossRef]
- Tokita, M. Trends in Advanced SPS Spark Plasma Sintering Systems and Technology. Functionally Gradient Materials and Unique Synthetic Processing Methods from Next Generation of Powder Technology. J. Soc. Powder Technol. Japan 1993, 30, 790–804. [Google Scholar] [CrossRef]
- Fang, Y.; Zhao, X.; Zhang, M.; Zhang, P.; Cheng, H.; Xue, S.; Zhang, L.; Wu, J.; Feng, S. Effect of ZrO2 whiskers on the microstructure and mechanical properties of a Ti (C, N)-based cermet cutting tool material. Int. J. Appl. Ceram. Technol. 2019. [Google Scholar] [CrossRef]
- Li, Q.; Sun, X.D.; Xiu, Z.M. Microstructure and properties of Al2O3/TiCN–Ni–Ti composite fabricated by hot pressing. Chin. J. Nonferrous Met. 2012, 22, 2311–2316. [Google Scholar]
- Xikun, L.; Guanming, Q.; Tai, Q.; Haitao, Z.; Hua, B.; Xudong, S. Al2O3/TiCN-0.2% Y2O3 composite prepared by HP and its cutting performance. J. Rare Earths 2007, 25, 37–41. [Google Scholar] [CrossRef]
- Dyatlova, Y.G.; Agafonov, S.V.; Boikov, S.Y.; Ordanyan, S.S.; Rumyantsev, V.I. Tool ceramics based on Al2O3–ZrO2–TiCN composite. Powder Metall. Met. Ceram. 2011, 49, 675–681. [Google Scholar] [CrossRef]
- Shen, Z.; Johnsson, M.; Zhao, Z.; Nygren, M. Spark plasma sintering of alumina. J. Am. Ceram. Soc. 2002, 85, 1921–1927. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, S.; You, M.; Tan, H.; Xiong, W. Fabrication of nanocomposite Ti (C, N)-based cermet by spark plasma sintering. Mater. Chem. Phys. 2005, 92, 64–70. [Google Scholar] [CrossRef]
- British Standards Institution. European Standard EN 623-2:1993 Advaced Technical Ceramics—Monolithic Ceramics—General and Textural Properties—Part 2—Determination of Density and Porosity; British Standards Institution: London, UK, 1993. [Google Scholar]
- Klimczyk, P. SiC-Based Composites Sintered with High Pressure Method. Silicon Carbide Mater. Process. Appl. Electron. Devices 2011, 309–334. [Google Scholar] [CrossRef]
- Niihara, K.; Morena, R.; Hasselman, D.P. Evaluation of Klc of Brittle Solids By the Indentation Method With Low Crack To Indent Ratios. J. Mater. Sci. Lett. 1982, 1, 13–16. [Google Scholar] [CrossRef]
- ISO INTERNATIONAL STANDARD. Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Friction and Wear Characteristics of Monolithic Ceramics by Ball-on-Disc Method; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Liu, J.; Li, Z.; Yan, H.; Jiang, K. Spark plasma sintering of alumina composites with graphene platelets and silicon carbide nanoparticles. Adv. Eng. Mater. 2014, 16, 1111–1118. [Google Scholar] [CrossRef]
- Tokita, M.; Tamari, N.; Takeuchi, T.; Makino, Y. Consolidation behavior and mechanical properties of SiC with Al2O3 and Yb2O3 consolidated by SPS. J. Jpn. Soc. Powder Powder Metall. 2009, 56, 788–795. [Google Scholar] [CrossRef]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Wang, L.J.; Jiang, W.; Chen, L.D. Preparation of Al2O3-TiC Composites by High Energy Ball Milling Combined with SPS Technology and Its Properties. J. Inorg. Mater. 2005, 20, 1445–1449. [Google Scholar]
- Wang, L.; Wu, T.; Jiang, W.; Li, J.; Chen, L. Novel fabrication route to Al2O3–TiN nanocomposites via spark plasma sintering. J. Am. Ceram. Soc. 2006, 89, 1540–1543. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Components, wt% | ||||
|---|---|---|---|---|---|
| Al2O3 + MgO | ZrO2(m) | YZrO2 | TiC | TiN | |
| TCN1 | 68 | 2 | - | 10 | 20 |
| TCN2 | 65 | 5 | - | 10 | 20 |
| TCN3 | 60 | - | 10 | 10 | 20 |
| Sample | Sintering Temperature (°C) | Apparent Density ρ (g/cm3) | Relative Density (%) | Young Modulus E (GPa) |
|---|---|---|---|---|
| TCN1.1 | 1575 | 4.26 ± 0.01 | 98.18 | 412 ± 5.0 |
| TCN1.2 | 1600 | 4.29 ± 0.01 | 98.87 | 418 ± 5.0 |
| TCN1.3 | 1625 | 4.28 ± 0.01 | 98.64 | 416 ± 5.0 |
| TCN1.4 | 1650 | 4.29 ± 0.01 | 98.87 | 415 ± 4.5 |
| TCN1.5 | 1675 | 4.29 ± 0.01 | 98.87 | 421 ± 4.5 |
| TCN2.1 | 1575 | 4.34 ± 0.01 | 98.89 | 411 ± 5.0 |
| TCN2.2 | 1600 | 4.33 ± 0.01 | 98.67 | 405 ± 5.0 |
| TCN2.3 | 1625 | 4.34 ± 0.01 | 98.89 | 412 ± 5.0 |
| TCN2.4 | 1650 | 4.34 ± 0.01 | 98.89 | 407 ± 4.5 |
| TCN2.5 | 1675 | 4.33 ± 0.01 | 98.67 | 406 ± 5.0 |
| TCN3.1 | 1575 | 4.43 ± 0.01 | 98.01 | 404 ± 4.5 |
| TCN3.2 | 1600 | 4.43 ± 0.01 | 98.01 | 400 ± 5.0 |
| TCN3.3 | 1625 | 4.44 ± 0.01 | 98.23 | 403 ± 4.5 |
| TCN3.4 | 1650 | 4.44 ± 0.01 | 98.23 | 407 ± 5.0 |
| TCN3.5 | 1675 | 4.44 ± 0.01 | 98.23 | 405 ± 5.0 |
| TCN1* | 1750 | 4.21 ± 0.01 | 97.03 | 378 ± 4.0 |
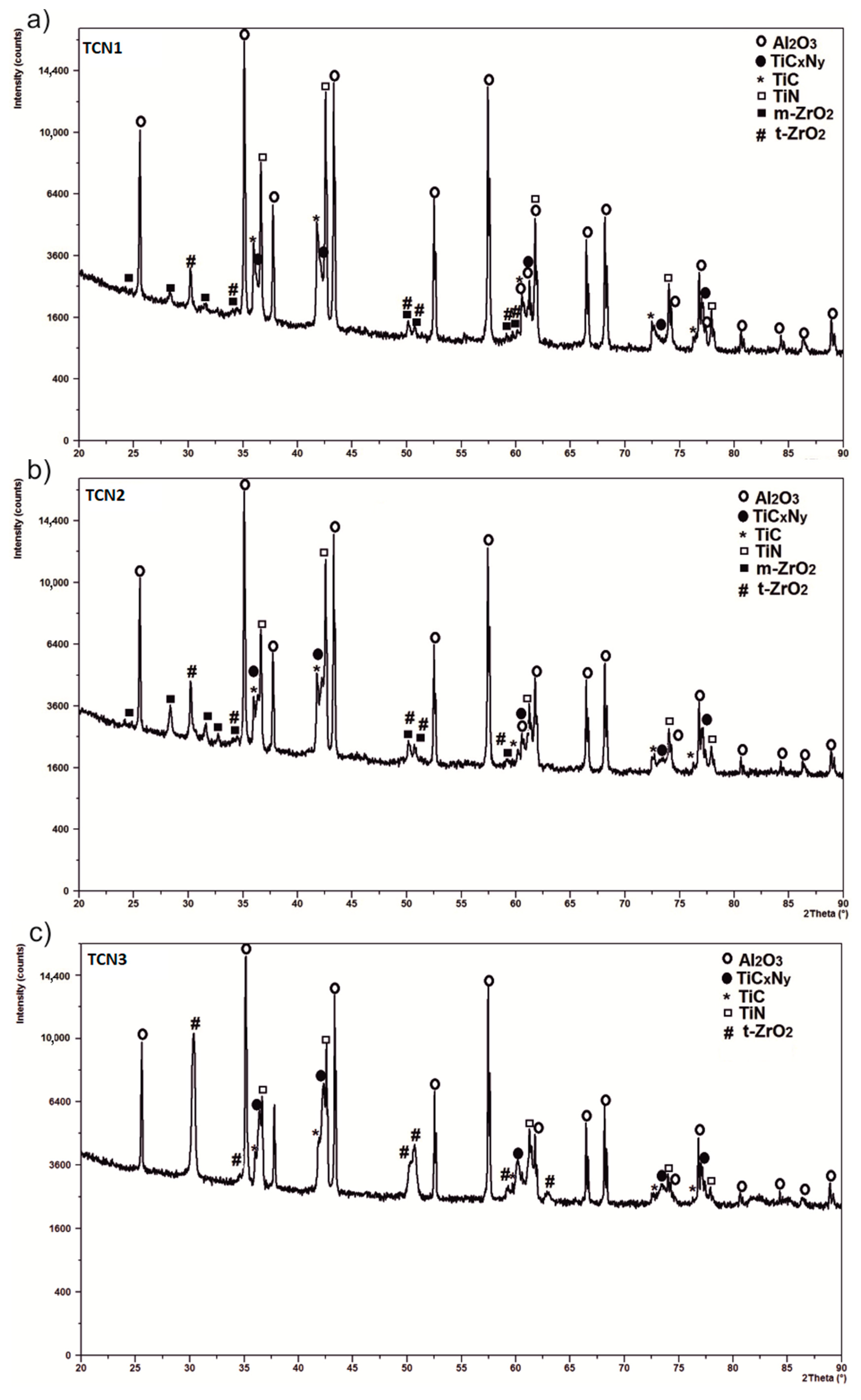
| Composite | Content (wt%) | |||||
|---|---|---|---|---|---|---|
| Al2O3 | TiN | TiC | Ti(C,N) | ZrO2(m) | ZrO2(t) | |
| TCN1 | 68.0 | 17.0 | 8.0 | 5.0 | 1.0 | 1.0 |
| TCN2 | 66.0 | 14.0 | 4.0 | 12.0 | 2.0 | 2.0 |
| TCN3 | 59.0 | 12.0 | 4.0 | 15.0 | - | 10.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szutkowska, M.; Cygan, S.; Podsiadło, M.; Laszkiewicz-Łukasik, J.; Cyboroń, J.; Kalinka, A. Properties of TiC and TiN Reinforced Alumina–Zirconia Composites Sintered with Spark Plasma Technique. Metals 2019, 9, 1220. https://doi.org/10.3390/met9111220
Szutkowska M, Cygan S, Podsiadło M, Laszkiewicz-Łukasik J, Cyboroń J, Kalinka A. Properties of TiC and TiN Reinforced Alumina–Zirconia Composites Sintered with Spark Plasma Technique. Metals. 2019; 9(11):1220. https://doi.org/10.3390/met9111220
Chicago/Turabian StyleSzutkowska, Magdalena, Sławomir Cygan, Marcin Podsiadło, Jolanta Laszkiewicz-Łukasik, Jolanta Cyboroń, and Andrzej Kalinka. 2019. "Properties of TiC and TiN Reinforced Alumina–Zirconia Composites Sintered with Spark Plasma Technique" Metals 9, no. 11: 1220. https://doi.org/10.3390/met9111220
APA StyleSzutkowska, M., Cygan, S., Podsiadło, M., Laszkiewicz-Łukasik, J., Cyboroń, J., & Kalinka, A. (2019). Properties of TiC and TiN Reinforced Alumina–Zirconia Composites Sintered with Spark Plasma Technique. Metals, 9(11), 1220. https://doi.org/10.3390/met9111220