Surface Integrity of Laser Beam Welded Steel–Aluminium Alloy Hybrid Shafts after Turning

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Laser Beam Welding
2.3. Cutting
2.4. Microstructure
2.5. Residual Stress Measurement
2.6. Surface Measurements
3. Results and Discussion
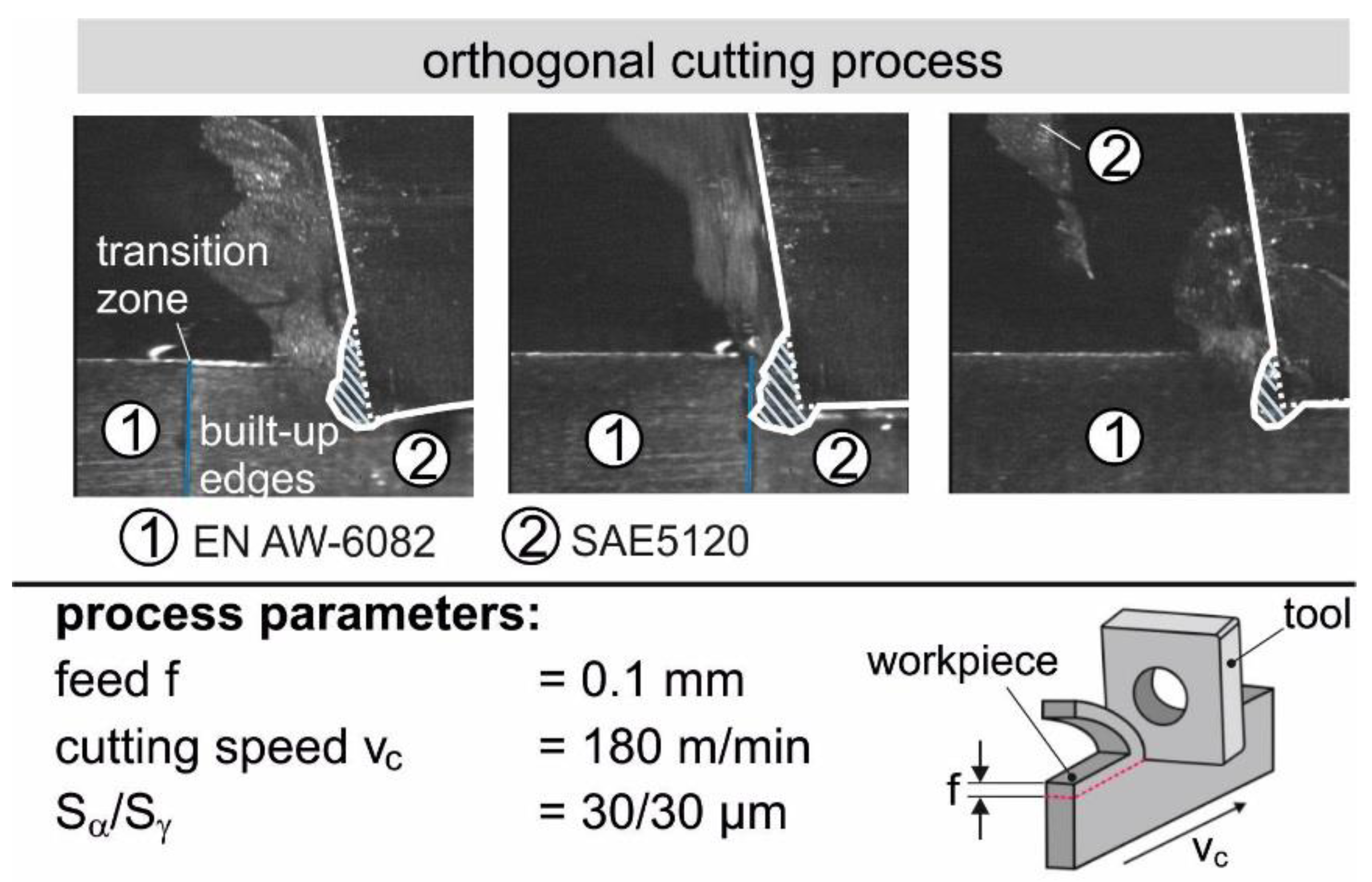
3.1. Microstructure
3.2. Machining Results
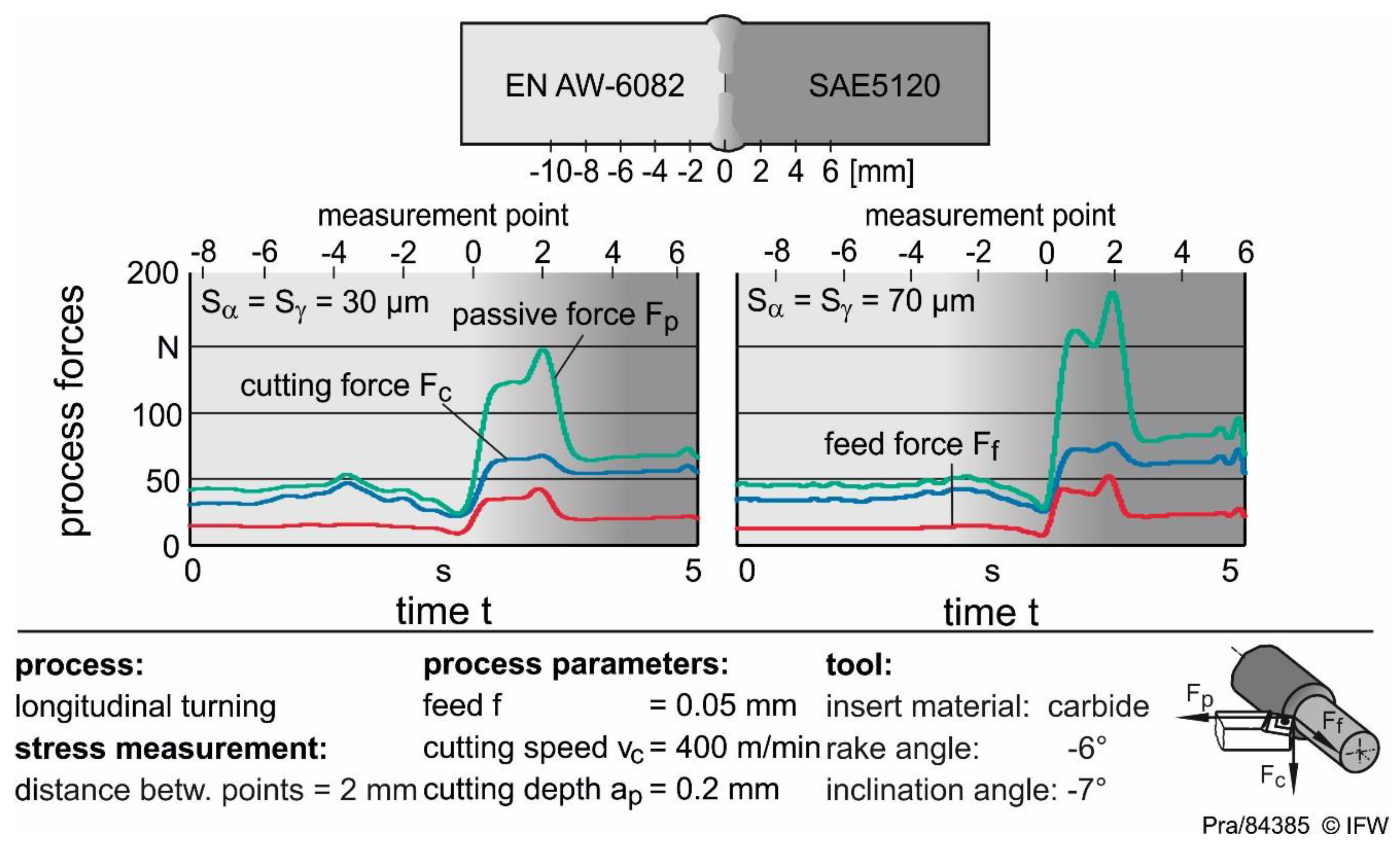
3.2.1. Cutting Forces
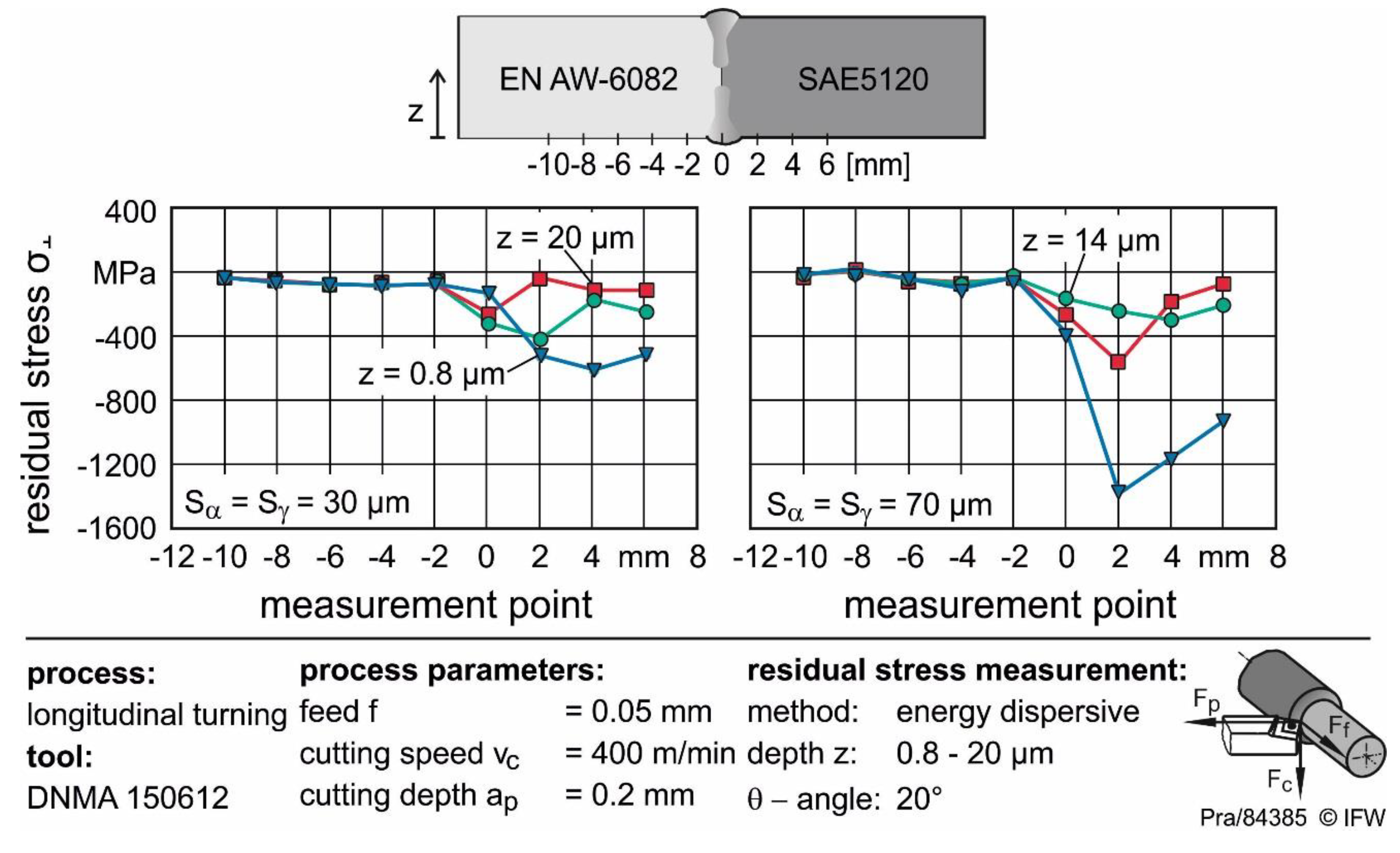
3.2.2. Residual Stress Measurement
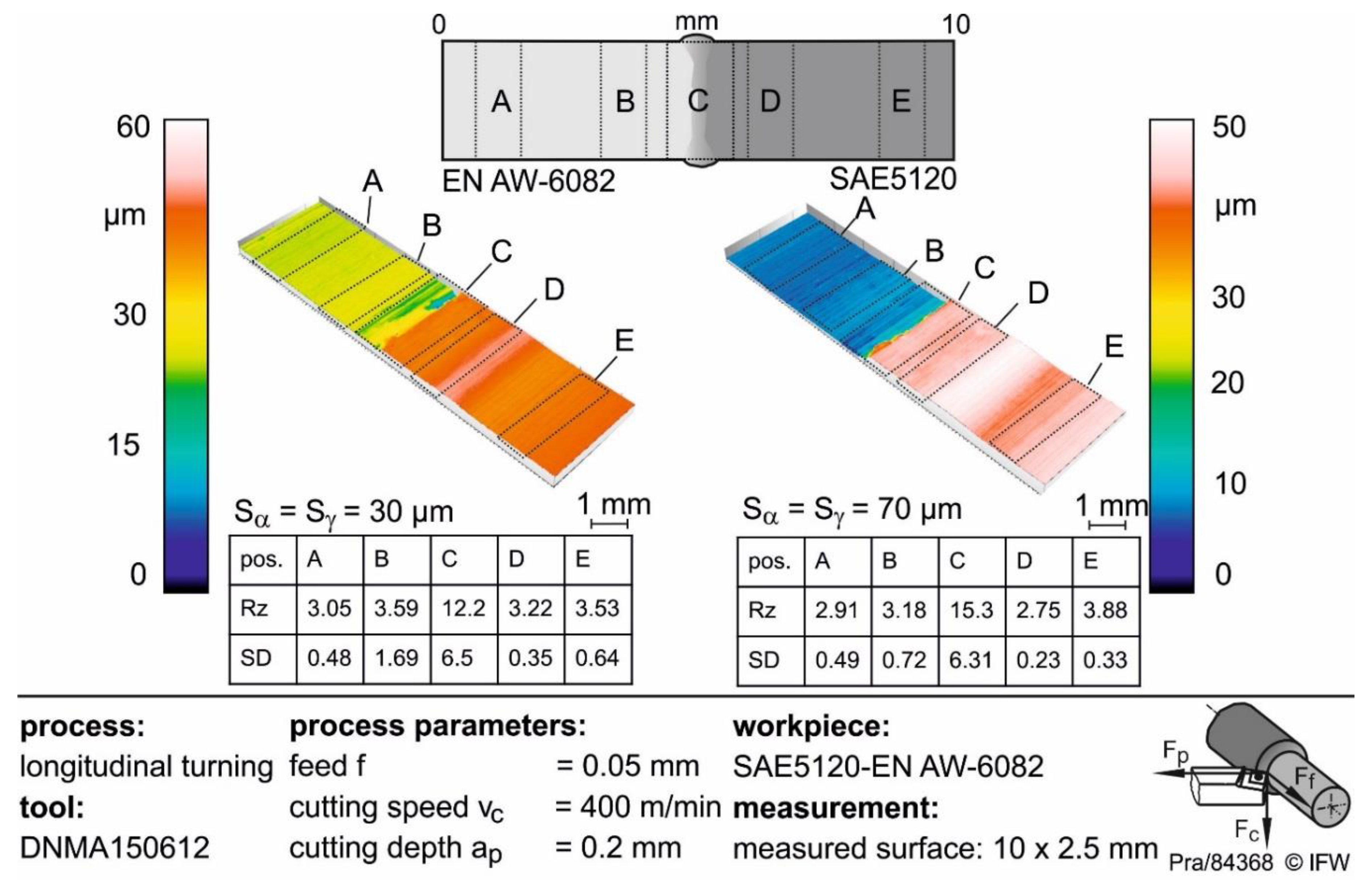
3.2.3. Surface Measurement
4. Summary and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hultgren, R.; Desai, P.D.; Hawkins, D.T.; Gleiser, M.; Kelley, K.K. Selected Values of the Thermodynamic Properties of Binary Alloys; ASM International: Materials Park, OH, USA, 1973; pp. 156–165. [Google Scholar]
- Kattner, U.R.; Burton, B.P. Al-Fe (Aluminum-Iron). In ASM Handbook Vol. 3: Alloy Phase Diagrams; Baker, H., Ed.; ASM International: Materials Park, OH, USA, 1992. [Google Scholar]
- Rjabow, W.R.; Losowskaja, A.W. Untersuchung der Schmelzzone zwischen Aluminium und Stahl. Schweißtechnik 1968, 18, 399–403. [Google Scholar]
- Nothdurft, S.; Springer, A.; Kaierle, S.; Ross, J.; Stonis, M. Laser Soldering and Brazing of Steel-aluminum Sheets for Tailored Hybrid Tubes. J. Laser Appl. 2016, 28, 022429. [Google Scholar] [CrossRef]
- Meco, S.; Pardal, G.; Ganguly, S.; Williams, S.; McPherson, N. Application of laser in seam welding of dissimilar steel to aluminium joints for thick structural components. Opt. Lasers Eng. 2015, 67, 22–30. [Google Scholar] [CrossRef] [Green Version]
- Schimek, M.; Springer, A.; Pfeifer, R.; Kaierle, S. Laser welding of dissimilar materials for lightweight construction and special applications. In Proceedings of the SPIE 8603, High-Power Laser Materials Processing: Lasers, Beam Delivery, Diagnostics, and Applications II; SPIE: New York, NY, USA, 2013; Volume 86030J. [Google Scholar] [CrossRef]
- Kaierle, S.; Pfeifer, R.; Seffer, O.; Schimek, M.; Bös, J.; Bolchoun, A. Laserstrahlschweißen von Stahl an Aluminium mittels spektroskopischer Kontrolle der Einschweißtiefe und erhöhter Anbindungsbreite durch zweidimensional ausgeprägte Schweißnähte; FAT-Schriftenreihe 263, Final Report, AiF-FKZ 378 ZN/1; Forschungsvereinigung Automobiltechnik: Berlin, Germany, 2014. [Google Scholar]
- Lahdo, R.; Seffer, O.; Kaierle, S.; Overmeyer, L. In-process control of penetration depth for high-power laser welding of thick dissimilar joints of steel and aluminum. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics (ICALEO), Orlando, FL, USA, 14–18 October 2018. [Google Scholar]
- Huanga, L.; Huaa, X.; Wua, D.; Lia, F. Numerical study of keyhole instability and porosity formation mechanism inlaser welding of aluminum alloy and steel. J. Mater. Process. Technol. 2018, 252, 421–431. [Google Scholar] [CrossRef]
- Suder, W.; Ganguly, S.; Williams, S.; Paradowska, A.; Colegrove, P. Comparison of joining efficiency and residual stresses in laser and laser hybrid welding. Sci. Technol. Weld. Join. 2011, 16, 244–248. [Google Scholar] [CrossRef] [Green Version]
- Breidenstein, B. Oberflächen und Randzonen hoch Belasteter Bauteile. Post Doctoral Lecturer Qualification, Leibniz Universität Hannover, Hannover, Germany, 2011. [Google Scholar]
- Matsumoto, Y.; Hashimoto, F.; Lahoti, G. Surface integrity generated by precision hard turning. CIRP Ann. Manuf. Technol. 1999, 48, 59–62. [Google Scholar] [CrossRef]
- Data sheet Cr-Mn-legierter Einsatzstahl 1.7147/1.7149 20MnCr5/20MnCrS5. Available online: https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/Baustahl/1.7147_1.7149_de.pdf (accessed on 15 November 2018).
- Data Sheet 3.2315—AlMgSi1/AlSiMgMn. Available online: https://www.schmolz-bickenbach.de/fileadmin/files/schmolz-bickenbach.de/documents/Datenblaetter/6082.pdf (accessed on 15 November 2018).
- Denkena, B.; Reichstein, M.; Brodehl, J.; de León Garcia, L. Surface Preparation, coating and wear performance of geometrically defined cutting edges. In Proceedings of the 5th International Conference the Coatings in Manufacturing Engineering. Key Eng. Mater. 2005, 438, 1–7. [Google Scholar] [CrossRef]
- Bragg, W.H.; Bragg, W.L. The reflection of X-Rays by crystals. Proc. R. Soc. A Math. Phys. 1913, 88, 428–438. [Google Scholar] [CrossRef]
- Breidenstein, B.; Denkena, B.; Prasanthan, V. Energy dispersive residual stress determination. In Proceedings of the 2nd Internationale Konferenz Euro Hybrid Materials and Structures, Kasierslautern, Germany, 20–21 April 2016; pp. 211–215. [Google Scholar]
- Breidenstein, B.; Denkena, B.; Prasanthan, V. Non-destructive determination of residual stress depth profiles of hybrid components by energy dispersive residual stress measurement. Key Eng. Mater. 2017, 742, 613–620. [Google Scholar] [CrossRef]
- Mazar Atabaki, M.; Nikodinovski, M.; Chenier, P.; Ma, J.; Harooni, M.; Kovacevic, R. Welding of Aluminum Alloys to Steels: An Overview. J. Manuf. Sci. Prod. 2014, 14, 59–78. [Google Scholar]
- Klaus, M. Röntgendiffraktometrische Ermittlung tiefenabhängiger Eigenspannungsverteilungen in Dünnschichtsystemen mit Komplexen Aufbau. Ph.D. Thesis, Technische Universität Berlin, Berlin, Germany, 2009. [Google Scholar]
- Deutsches Institut für Normung. Metallic Materials—Vickers Hardness Test—Part 1: Test Method (ISO 6507-1:2018); German Version EN ISO 6507-1:2018; Beuth Verlag: Berlin, Germany, 2018. [Google Scholar]
- Nothdurft, S.; Seffer, O.; Lahdo, R.; Hermsdorf, J.; Kaierle, S. Laser beam joining of dissimilar joints of steel and aluminium alloys. Weld. Cut. 2018, 17, 392–398. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt% | Fe | Al | C | Si | Mn | Cr | S | Zn | Ti | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| SAE5120 (1.7147) 1 | bal. | - | 0.17–0.22 | ≤0,4 | 1.10–1.40 | 1.00–1.20 | ≤0.035 | - | - | - |
| EN AW-6082 (3.2315) 2 | 0.50 | bal. | - | 0.70–1.30 | 0.4–1.0 | 0.25 | - | 0.20 | 0.10 | 0.10 |
| Material | Hardness 1 | Tensile Strength 2,3 | Yield Strength 2,3 |
|---|---|---|---|
| Unit | (HV0.1) | (MPa) | (MPa) |
| SAE5120 (1.7147) | ≅ 180 | ≥980 | ≥685 |
| EN AW-6082 (3.2315) | ≅ 96 | 310 | ≥260 |
| Parameter | Unit | Aluminium Alloy–Steel | Steel–Aluminium Alloy |
|---|---|---|---|
| Cutting Speed | (m/min) | 400 and 180 | 400 and 180 |
| Feed | (mm) | 0.05 | 0.05 |
| Cutting Depth | (mm) | 0.2 | 0.2 |
| Cutting Edge Geometry Sα/Sγ | (-) | 30/30 and 70/70 | 30/30 and 70/70 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nothdurft, S.; Prasanthan, V.; Denkena, B.; Breidenstein, B.; Grove, T.; Ohrdes, H.; Twiefel, J.; Wallaschek, J.; Hassel, T.; Hermsdorf, J.; et al. Surface Integrity of Laser Beam Welded Steel–Aluminium Alloy Hybrid Shafts after Turning. Metals 2019, 9, 134. https://doi.org/10.3390/met9020134
Nothdurft S, Prasanthan V, Denkena B, Breidenstein B, Grove T, Ohrdes H, Twiefel J, Wallaschek J, Hassel T, Hermsdorf J, et al. Surface Integrity of Laser Beam Welded Steel–Aluminium Alloy Hybrid Shafts after Turning. Metals. 2019; 9(2):134. https://doi.org/10.3390/met9020134
Chicago/Turabian StyleNothdurft, Sarah, Vannila Prasanthan, Berend Denkena, Bernd Breidenstein, Thilo Grove, Hendrik Ohrdes, Jens Twiefel, Jörg Wallaschek, Thomas Hassel, Jörg Hermsdorf, and et al. 2019. "Surface Integrity of Laser Beam Welded Steel–Aluminium Alloy Hybrid Shafts after Turning" Metals 9, no. 2: 134. https://doi.org/10.3390/met9020134
APA StyleNothdurft, S., Prasanthan, V., Denkena, B., Breidenstein, B., Grove, T., Ohrdes, H., Twiefel, J., Wallaschek, J., Hassel, T., Hermsdorf, J., Overmeyer, L., & Kaierle, S. (2019). Surface Integrity of Laser Beam Welded Steel–Aluminium Alloy Hybrid Shafts after Turning. Metals, 9(2), 134. https://doi.org/10.3390/met9020134