Influence of Copper-Sided Tin Coating on the Weldability and Formation of Friction Stir Welded Aluminum-Copper-Joints

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
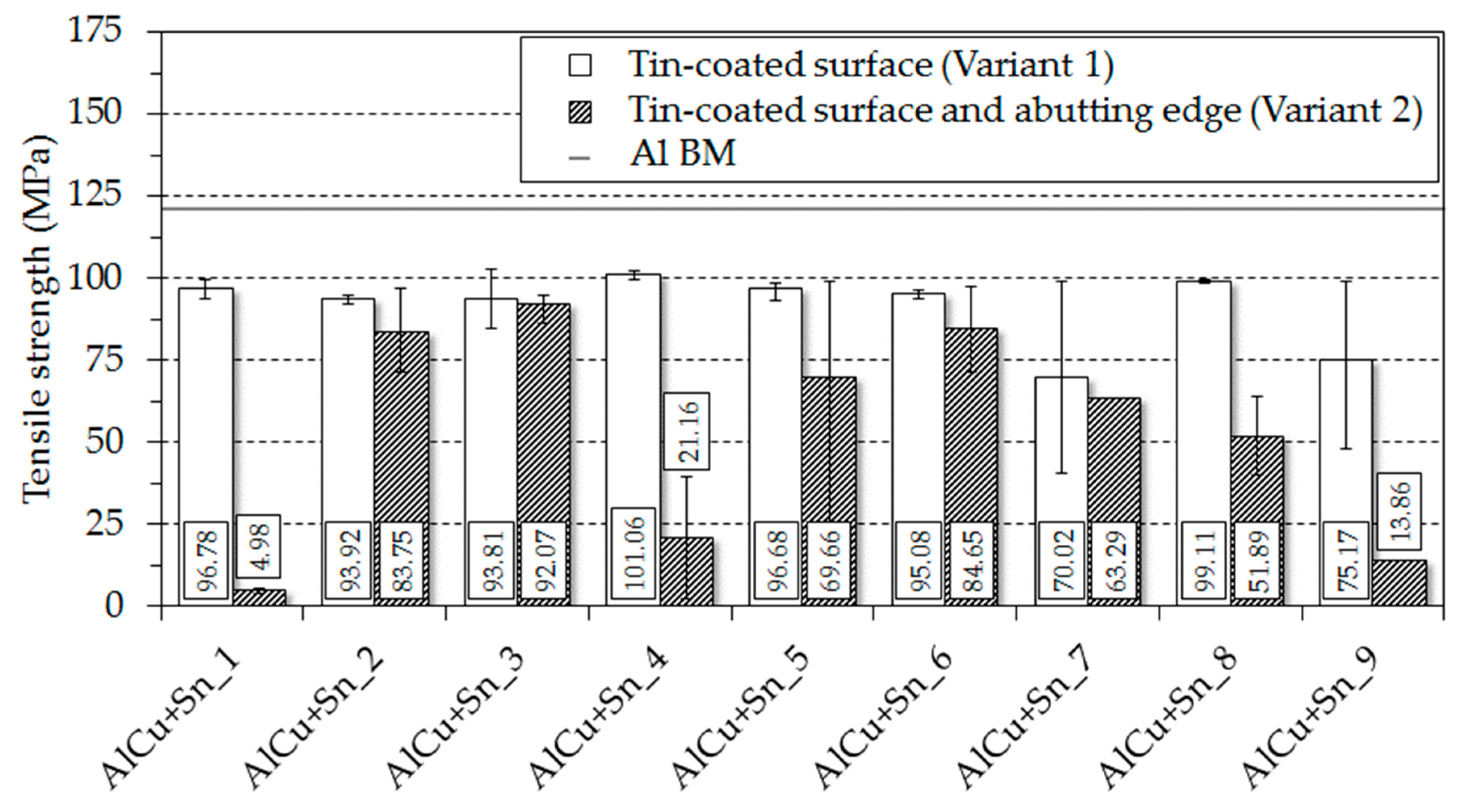
3.1. Mechanical Properties of the AlCu+Sn Friction Stir Welds
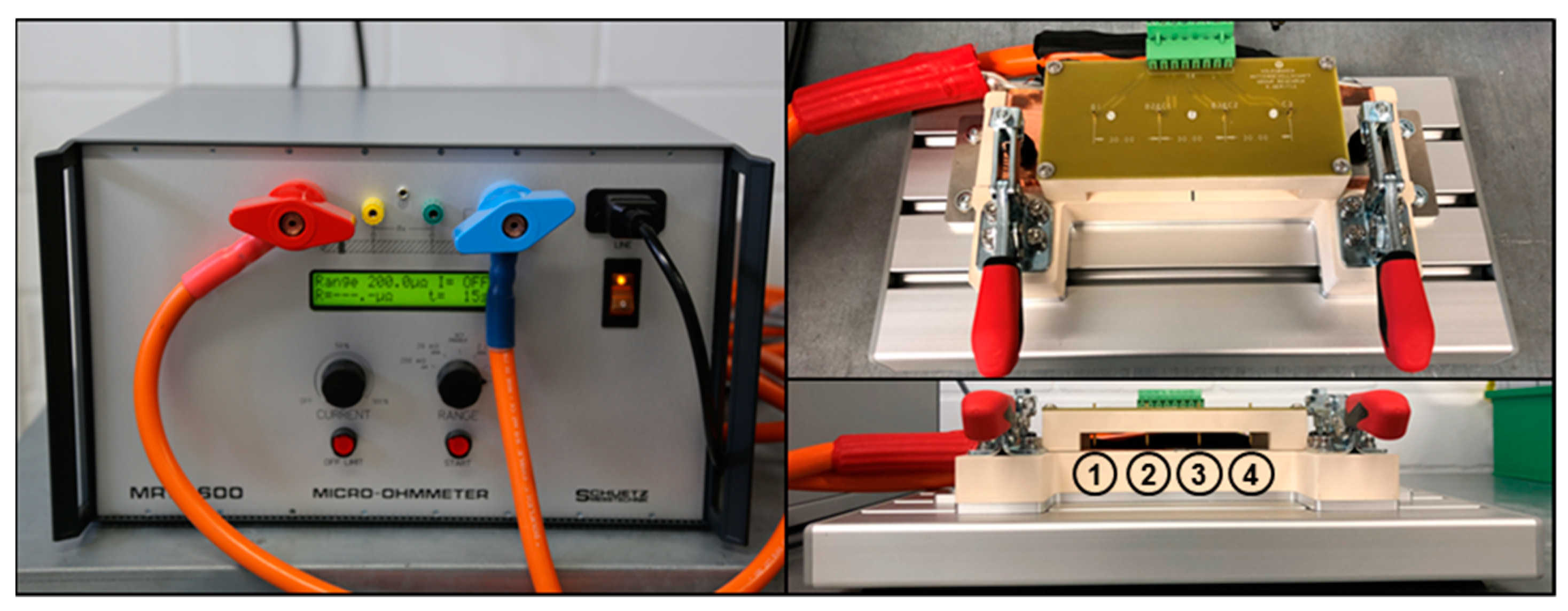
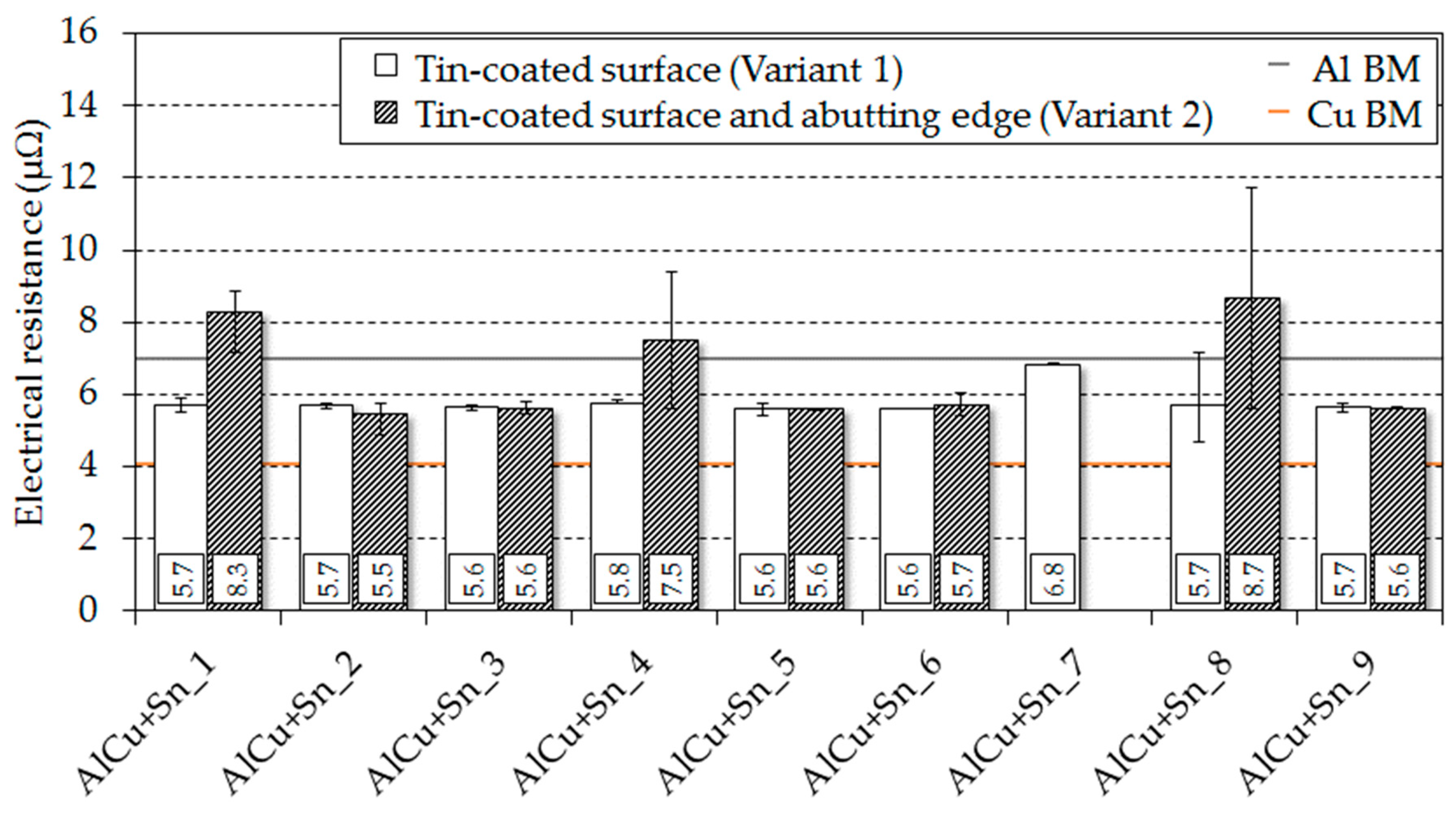
3.2. Electrical Properties of the AlCu+Sn Friction Stir Welds
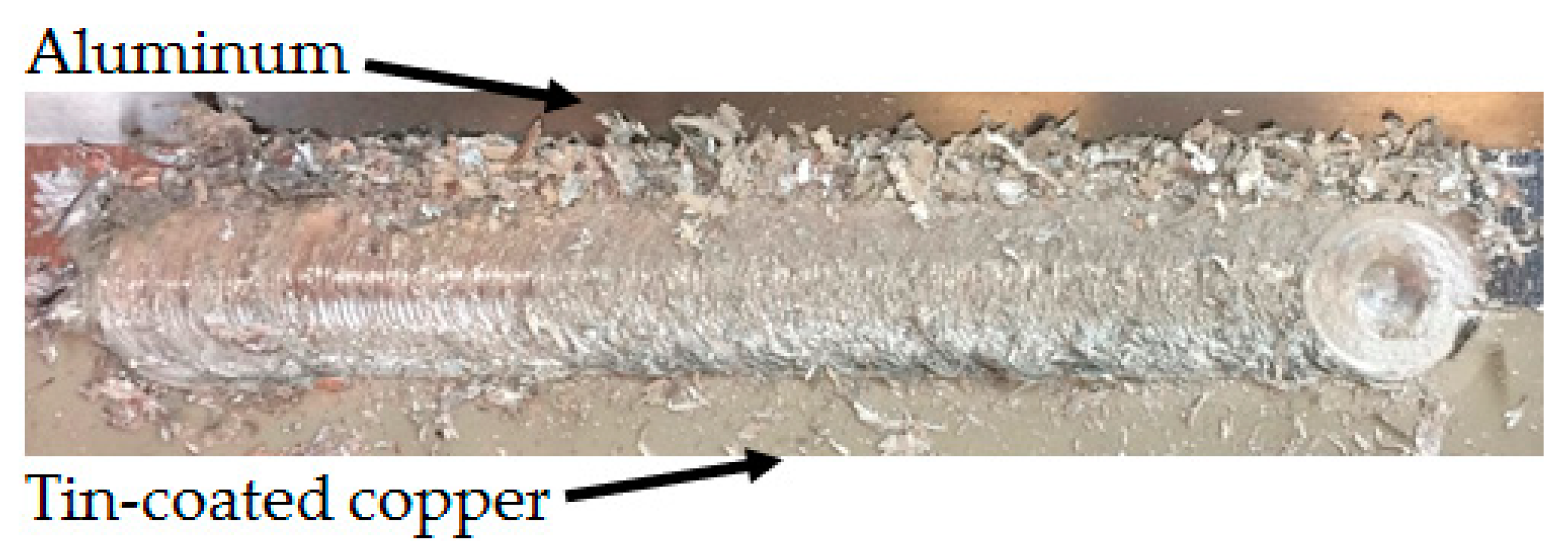
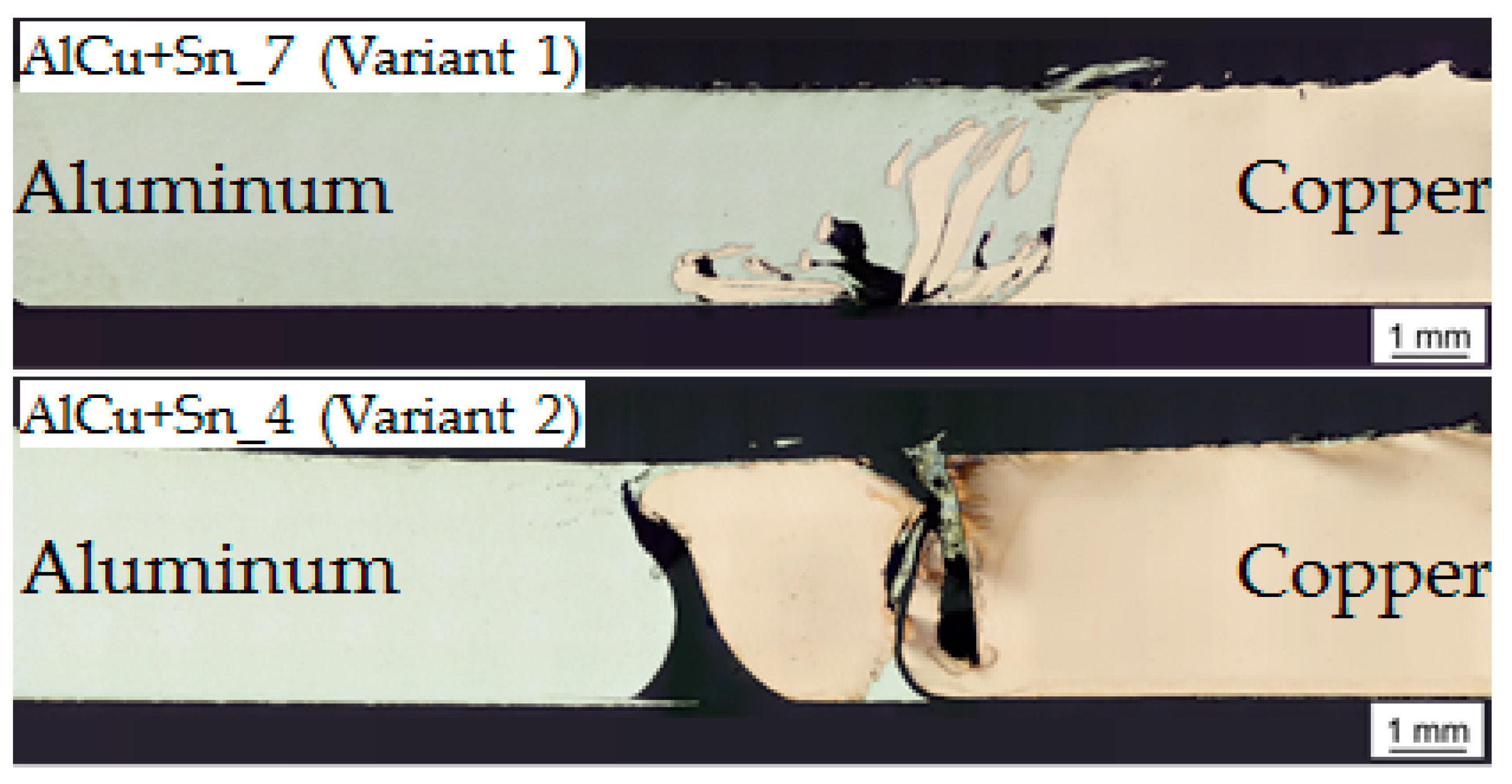
3.3. Appearance of the AlCu+Sn Friction Stir Welds
3.4. Analysis of the Process Data
4. Conclusions
- Within the investigations carried out, aluminum and tin coated copper blanks were successfully friction stir butt welded.
- The most efficient parameter combinations led to a tensile strength of 83.7% for variant 1 and 76.3% for variant 2 compared to the tensile strength of the weaker aluminum base material. Furthermore, these parameter sets achieved excellent electrical joint properties with electrical resistances that were between those of the base materials used. Therefore, it was noted that the copper-sided tinning had a negligible effect on the electrical properties of the friction stir welds.
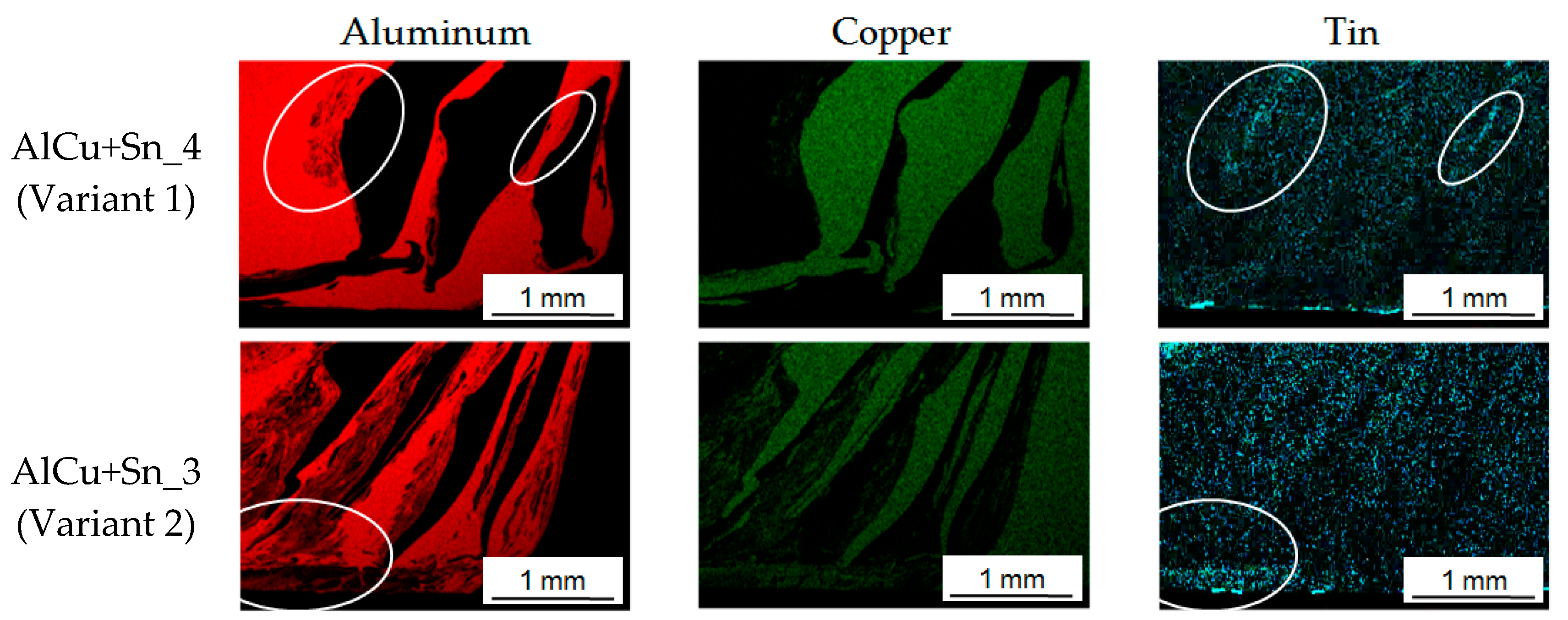
- By means of SEM, it was shown that the amount of tin in the stir zone increased when, in addition to the surface of the copper blanks, the abutting edge was also coated.
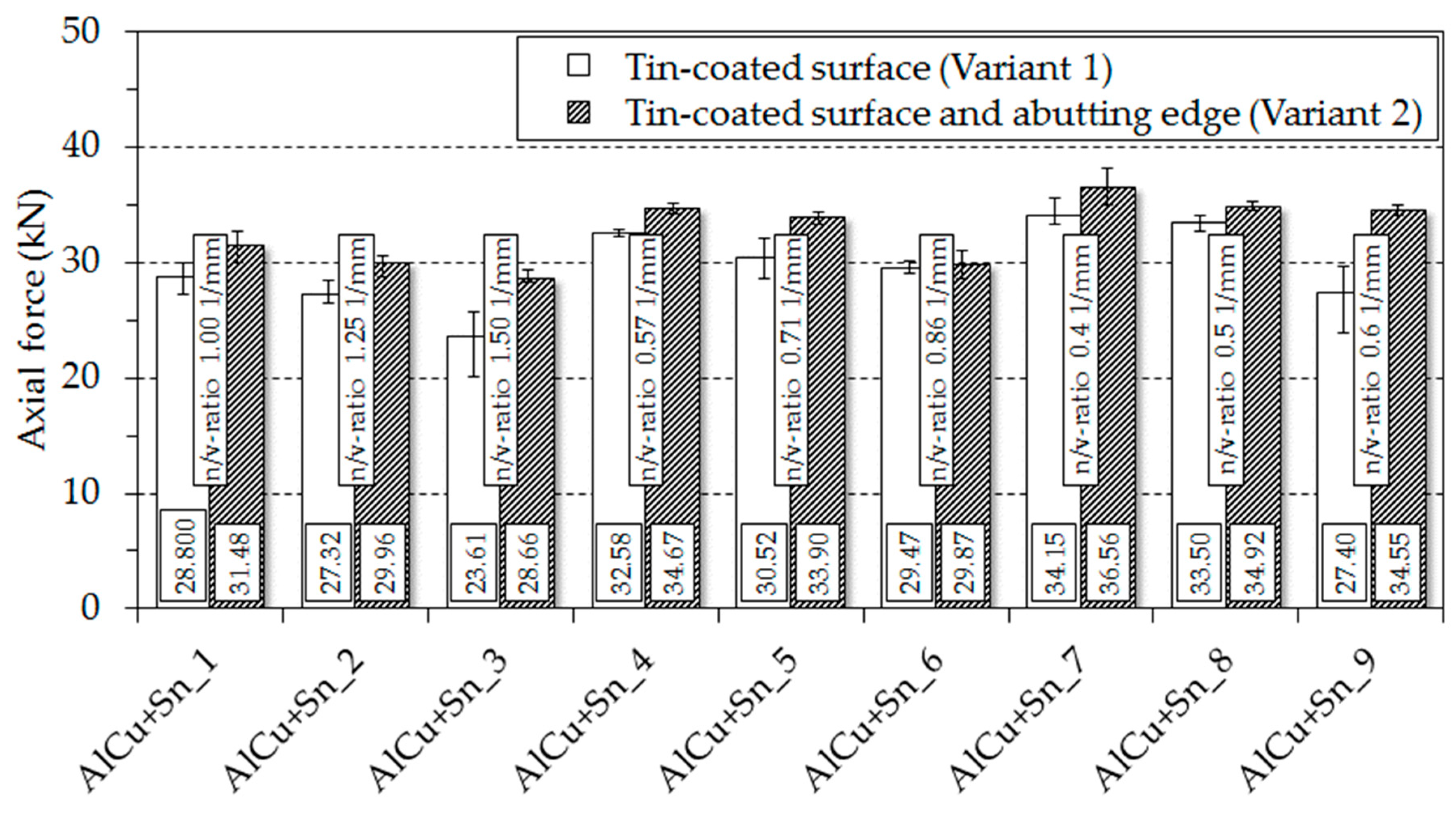
- A correlation between the amount of tin stirred into the joint and the resulting mechanical joint properties was observed. The tensile strength of the friction stir welds decreased with an increasing amount of tin.
- By analyzing the axial forces that were recorded during the welding experiments in a position-controlled operation, it could be proven that the tin coating alters the tribological system and that higher heat input is required when, in addition to the surface of the copper blanks, the abutting edge is tinned, too.
Author Contributions
Conflicts of Interest
References
- Li, X.-W.; Zhang, D.-T.; Qiu, C.; Zhang, W. Microstructure and mechanical properties of dissimilar pure copper/1350 aluminum alloy butt joints by friction stir welding. Trans. Nonferrous Metals Soc. China 2012, 22, 1298–1306. [Google Scholar] [CrossRef]
- Bargel, H.-J.; Schulze, G. Werkstoffkunde; Springer: Berlin, Germany, 2016. [Google Scholar]
- Deutsches Kupfer-Institut e.V. Kupfer in der Elektrotechnik—Kabel und Leitungen; Deutsches Kupfer-Institut e.V.: Düsseldorf, Germany, 2000. [Google Scholar]
- Carlone, P.; Astarita, A.; Palazzo, G.S.; Paradiso, V.; Squillace, A. Microstructural aspects in Al–Cu dissimilar joining by FSW. Int. J. Adv. Manuf. Technol. 2015, 79, 1109–1116. [Google Scholar] [CrossRef]
- Braunovic, M.; Myshkin, N.K.; Konchits, V.V. Electrical Contacts. Fundamentals, Applications and Technology; Taylor & Francis Distributor: Boca Raton, FL, USA, 2007. [Google Scholar]
- Khodir, S.A.; Ahmed, M.M.Z.; Ahmed, E.; Mohamed, S.M.R.; Abdel-Aleem, H. Effect of Intermetallic Compound Phases on the Mechanical Properties of the Dissimilar Al/Cu Friction Stir Welded Joints. J. Mater. Eng. Perform. 2016, 25, 4637–4648. [Google Scholar] [CrossRef]
- Celik, S.; Cakir, R. Effect of Friction Stir Welding Parameters on the Mechanical and Microstructure Properties of the Al-Cu Butt Joint. Metals 2016, 6, 133. [Google Scholar] [CrossRef]
- Muthu, M.F.X.; Jayabalan, V. Tool travel speed effects on the microstructure of friction stir welded aluminum–copper joints. J. Mater. Process. Technol. 2015, 217, 105–113. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Sazgari, B. Weldability and mechanical properties of dissimilar aluminum–copper lap joints made by friction stir welding. J. Alloys Compd. 2010, 490, 652–655. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. Enhanced mechanical properties of friction stir welded dissimilar Al–Cu joint by intermetallic compounds. Mater. Sci. Eng. A 2010, 527, 5723–5727. [Google Scholar] [CrossRef]
- Barekatain, H.; Kazeminezhad, M.; Kokabi, A.H. Microstructure and Mechanical Properties in Dissimilar Butt Friction Stir Welding of Severely Plastic Deformed Aluminum AA 1050 and Commercially Pure Copper Sheets. J. Mater. Sci. Technol. 2014, 30, 826–834. [Google Scholar] [CrossRef]
- Zhang, Q.-Z.; Gong, W.-B.; Liu, W. Microstructure and mechanical properties of dissimilar Al–Cu joints by friction stir welding. Trans. Nonferrous Metals Soc. China 2015, 25, 1779–1786. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Improvements Relating to Friction Welding. WO 93/10935, 10 June 1993. [Google Scholar]
- Eslami, N.; Harms, A.; Deringer, J.; Fricke, A.; Böhm, S. Dissimilar Friction Stir Butt Welding of Aluminum and Copper with Cross-Section Adjustment for Current-Carrying Components. Metals 2018, 8, 661. [Google Scholar] [CrossRef]
- Vilaça, P.; Thomas, W. Friction Stir Welding Technology. In Structural Connections for Lightweight Metallic Structures; Moreira, P.M.G.P., da Silva, L.F.M., de Castro, P.M.S.T., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 85–124. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Xue, P.; Ni, D.R.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al–Cu joints. Mater. Sci. Eng. A 2011, 528, 4683–4689. [Google Scholar] [CrossRef]
- Akinlabi, E.T. Characterisation of Dissimilar Friction Stir Welds between 5754 Aluminium Alloy and C11000 Copper. D-Tech Thesis, Nelson Mandela Metropolitan University, Port Elizabeth, South Africa, 2010. [Google Scholar]
- Deutsches Institut für Normung e.V. Aluminium und Aluminiumlegierungen—Chemische Zusammensetzung und Form von Halbzeug—Teil 3: Chemische Zusammensetzung und Erzeugnisformen; DIN EN 573-3; Beuth Verlag GmbH: Berlin, Germany, 2013. [Google Scholar]
- Deutsches Institut für Normung e.V. Kupfer und Kupferlegierungen—Platten, Bleche und Bänder aus Kupfer für die Anwendung in der Elektrotechnik; DIN EN 13599; Beuth Verlag GmbH: Berlin, Germany, 2014. [Google Scholar]
- Eslami, N.; Hischer, Y.; Harms, A.; Lauterbach, D.; Böhm, S. Optimization of Process Parameters for Friction Stir Welding of Aluminum and Copper Using the Taguchi Method. Metals 2019, 9, 63. [Google Scholar] [CrossRef]
- Weißbach, W.; Dahms, M. Werkstoffkunde. Strukturen, Eigenschaften, Prüfung; 18., überarbeitete Auflage; Vieweg + Teubner: Wiesbaden, Germany, 2012. [Google Scholar]
- Kleih, L.G. Theoretische und experimentelle Analyse des Bauteilverhaltens rührreibgeschweißter Überlappverbindungen; Universitätsbibliothek der Universität Stuttgart: Stuttgart, Germany, 2014. [Google Scholar]
- Deutsches Institut für Normung e.V. Rührreibschweißen—Aluminium-Teil 5: Qualitäts-und Prüfungsanforderungen; DIN EN ISO 25239-5; Beuth Verlag GmbH: Berlin, Germany, 2012. [Google Scholar]
- Deutsches Institut für Normung e.V. Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen—Querzugversuch; DIN EN ISO 4136:2012; Beuth Verlag GmbH: Berlin, Germany, 2013. [Google Scholar]
- Material Archiv. Zinn. Available online: http://www.materialarchiv.ch/app-tablet/#detail/896/zinn (accessed on 12 December 2018).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Al | Fe | Si | Mn | Mg | Zn | Ti | Pb | O | Bi | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| EN AW-1050A | ≥99.50 | ≤0.40 | ≤0.25 | ≤0.05 | ≤0.05 | ≤0.07 | ≤0.05 | - | - | - | ≤0.05 |
| EN CW004a | - | - | - | - | - | - | - | ≤0.005 | ≤0.04 | ≤0.0005 | ≥99.90 |
| Process Parameter | Value |
|---|---|
| Traverse Speed (mm/min) | 700 |
| Tool Rotation Speed (rpm) | 400 |
| Offset (mm) | 1.4 |
| Plunge Depth (mm) | 2.98 |
| Tool Tilt Angle (°) | 2 |
| Plunge Speed (mm/s) | 70 |
| Dwell Time (s) | 2 |
| Parameter Combination | Traverse Speed (mm/min) | Tool Rotation Speed (rpm) | n/v-ratio (1/mm) |
|---|---|---|---|
| AlCu+Sn_1 | 400 | 400 | 1 |
| AlCu+Sn_2 | 400 | 500 | 1.25 |
| AlCu+Sn_3 | 400 | 600 | 1.5 |
| AlCu+Sn_4 | 700 | 400 | 0.57 |
| AlCu+Sn_5 | 700 | 500 | 0.71 |
| AlCu+Sn_6 | 700 | 600 | 0.86 |
| AlCu+Sn_7 | 1000 | 400 | 0.4 |
| AlCu+Sn_8 | 1000 | 500 | 0.5 |
| AlCu+Sn_9 | 1000 | 600 | 0.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eslami, N.; Hischer, Y.; Harms, A.; Lauterbach, D.; Böhm, S. Influence of Copper-Sided Tin Coating on the Weldability and Formation of Friction Stir Welded Aluminum-Copper-Joints. Metals 2019, 9, 179. https://doi.org/10.3390/met9020179
Eslami N, Hischer Y, Harms A, Lauterbach D, Böhm S. Influence of Copper-Sided Tin Coating on the Weldability and Formation of Friction Stir Welded Aluminum-Copper-Joints. Metals. 2019; 9(2):179. https://doi.org/10.3390/met9020179
Chicago/Turabian StyleEslami, Nima, Yannik Hischer, Alexander Harms, Dennis Lauterbach, and Stefan Böhm. 2019. "Influence of Copper-Sided Tin Coating on the Weldability and Formation of Friction Stir Welded Aluminum-Copper-Joints" Metals 9, no. 2: 179. https://doi.org/10.3390/met9020179
APA StyleEslami, N., Hischer, Y., Harms, A., Lauterbach, D., & Böhm, S. (2019). Influence of Copper-Sided Tin Coating on the Weldability and Formation of Friction Stir Welded Aluminum-Copper-Joints. Metals, 9(2), 179. https://doi.org/10.3390/met9020179