Characterisation and Comparison of Process Chains for Producing Automotive Structural Parts from 7xxx Aluminium Sheets

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Experimental
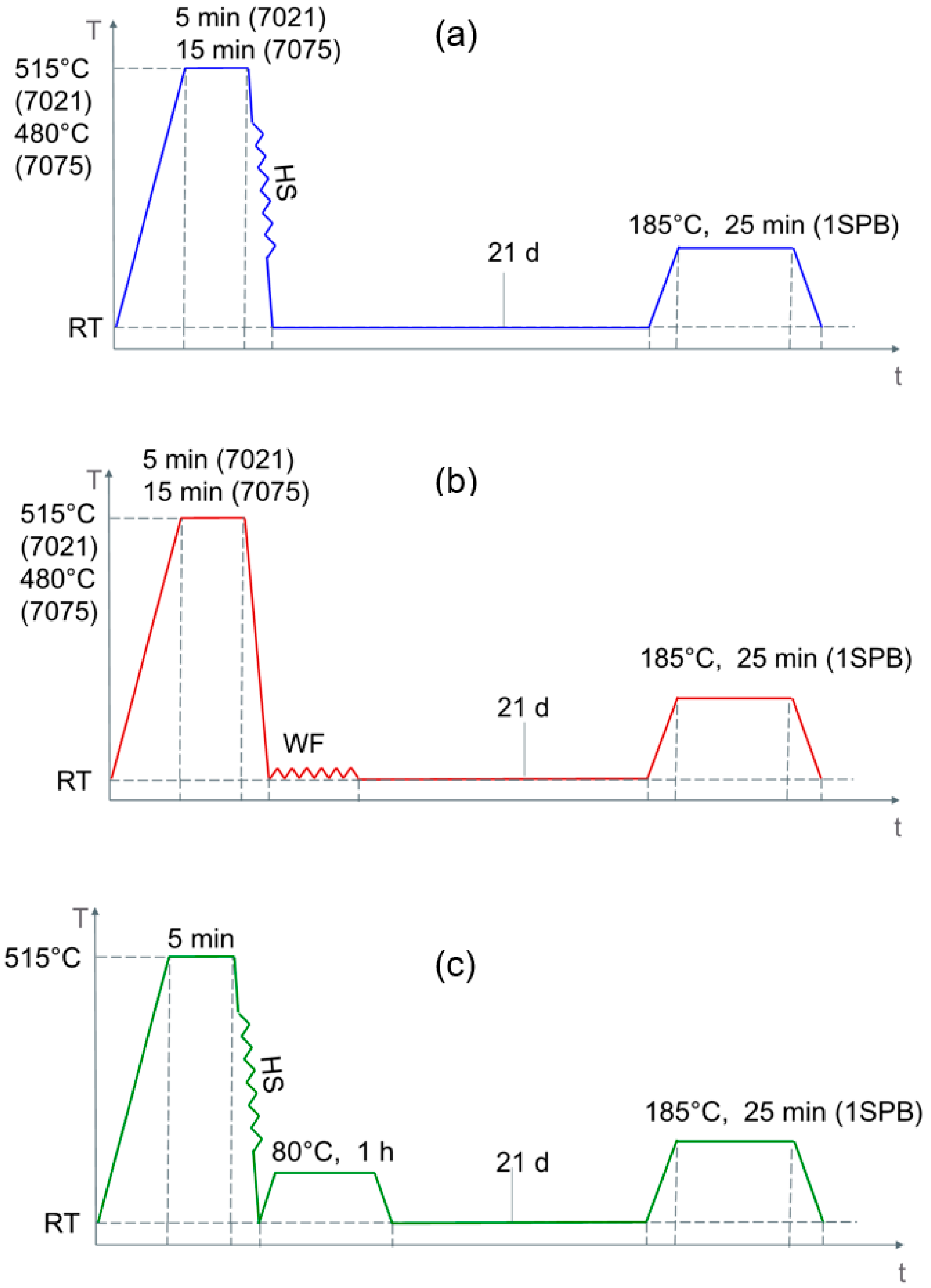
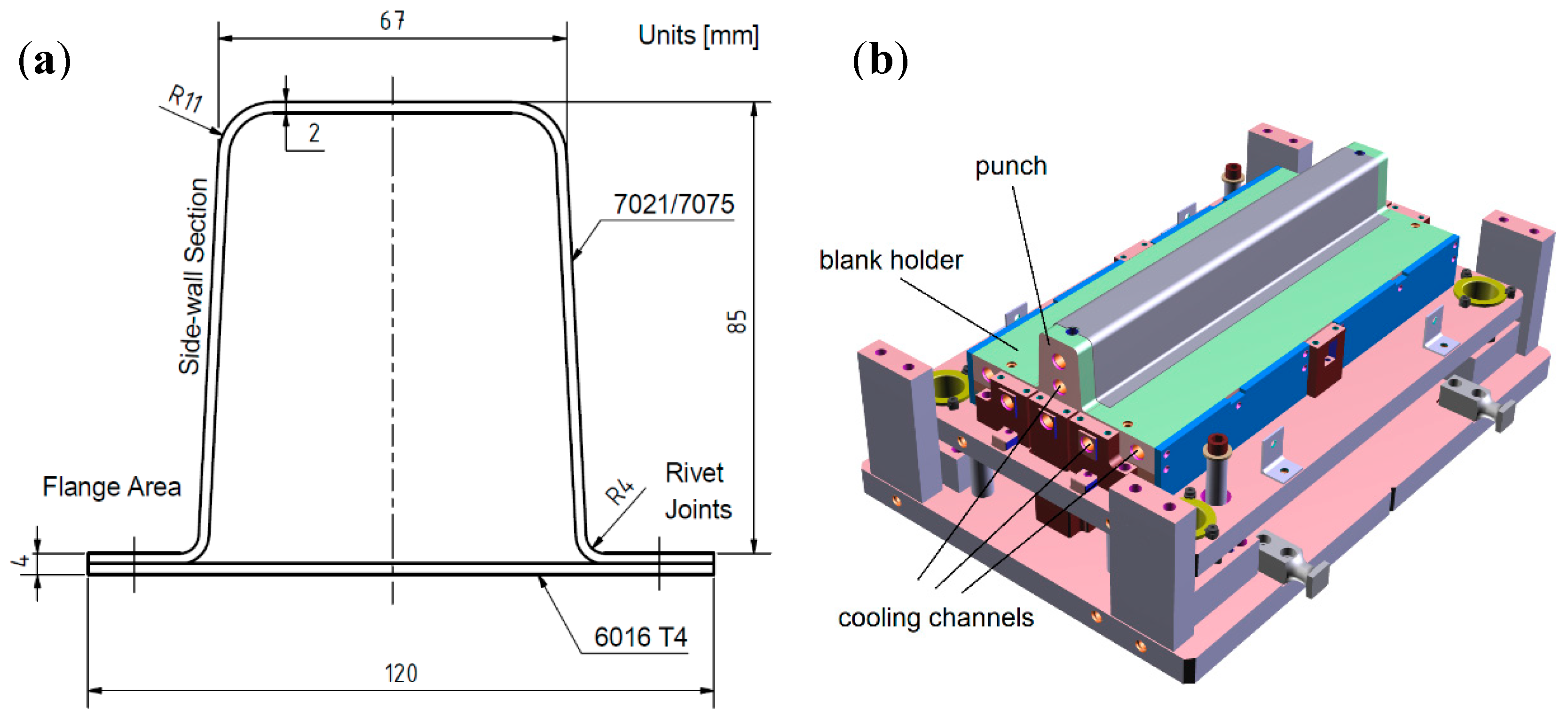
2.1. Materials and Process Chains
2.2. Formability
2.3. Post-Forming Material Properties
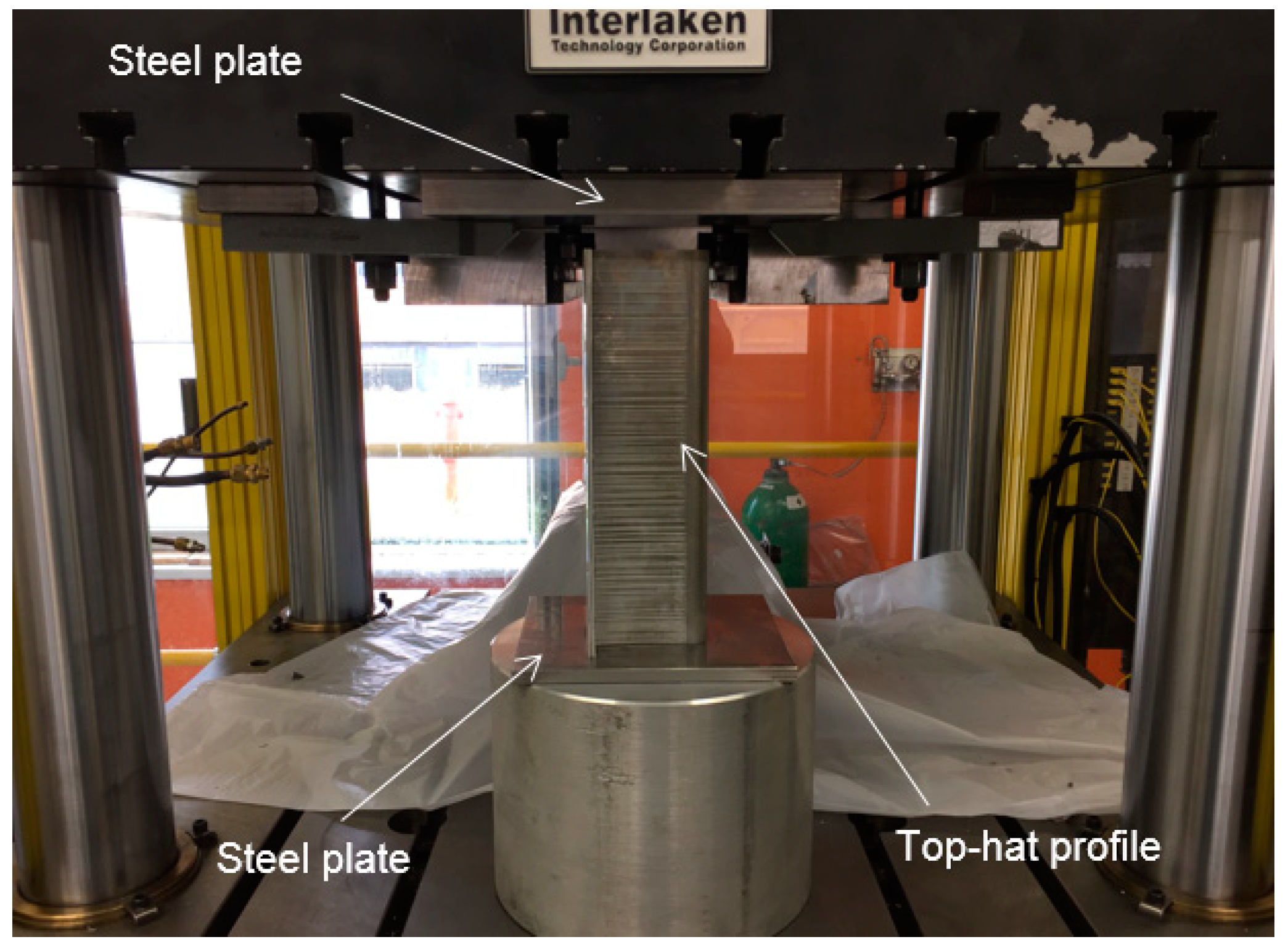
2.4. Energy Absorption Behaviour
3. Results and Discussion
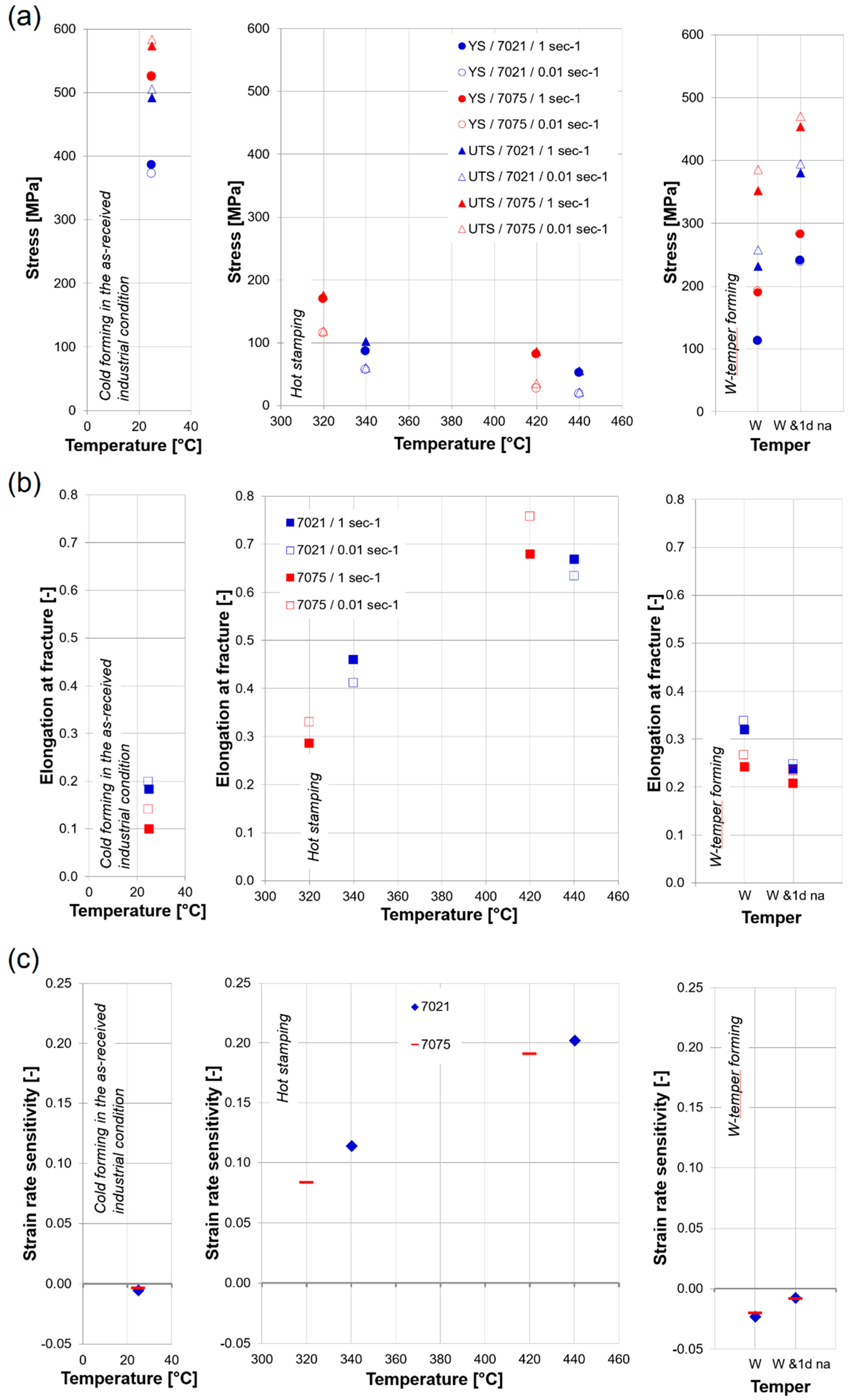
3.1. Formability
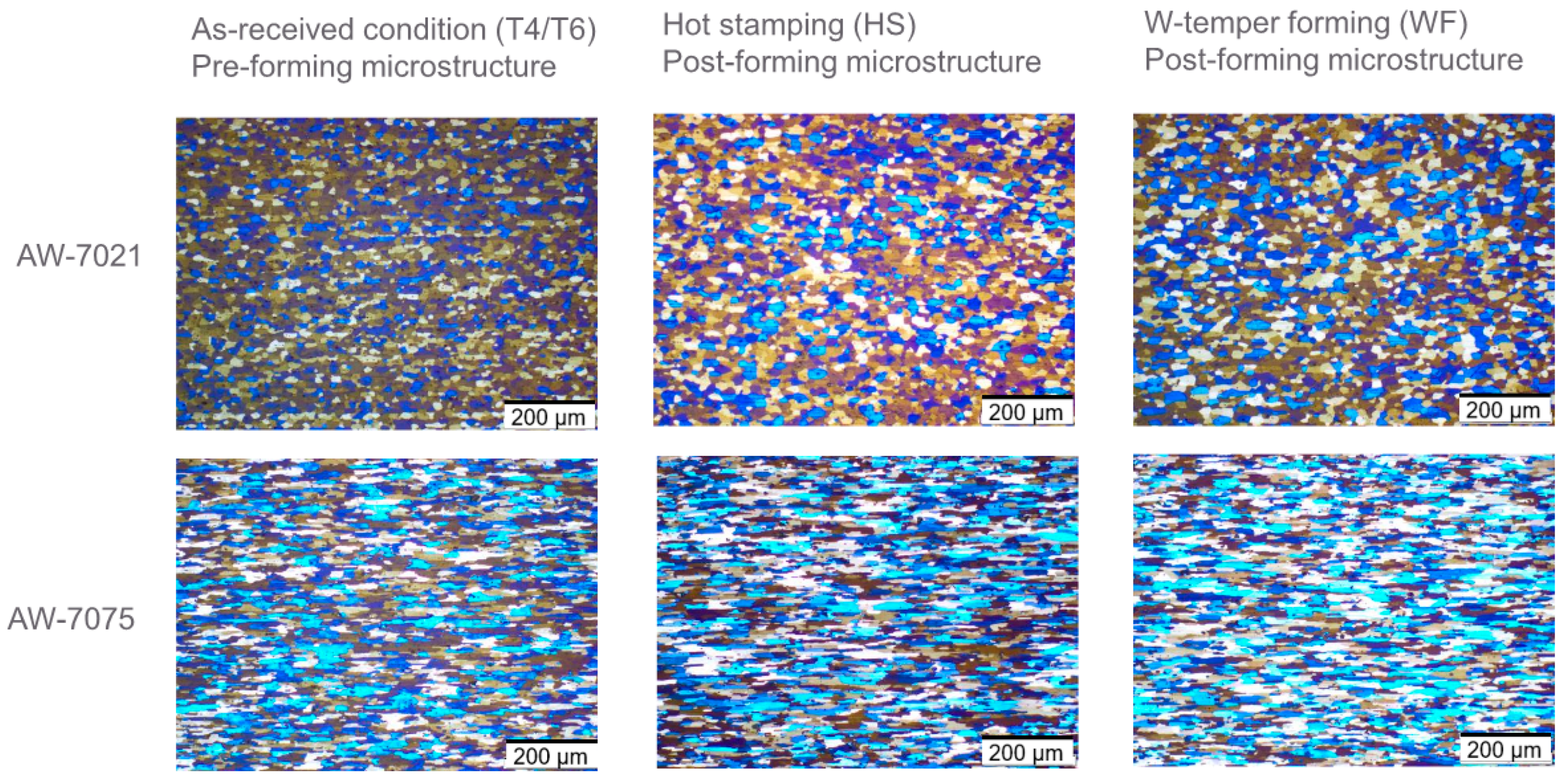
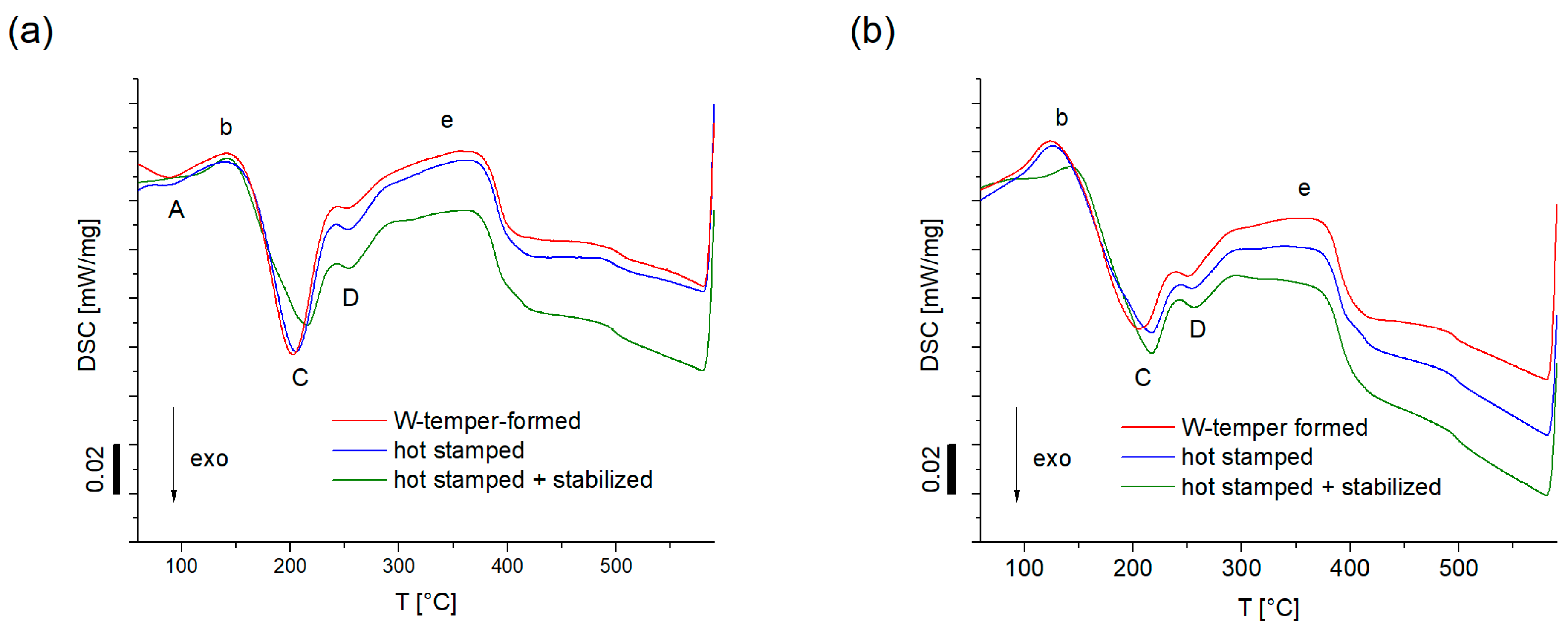
3.2. Post-Forming Material Properties
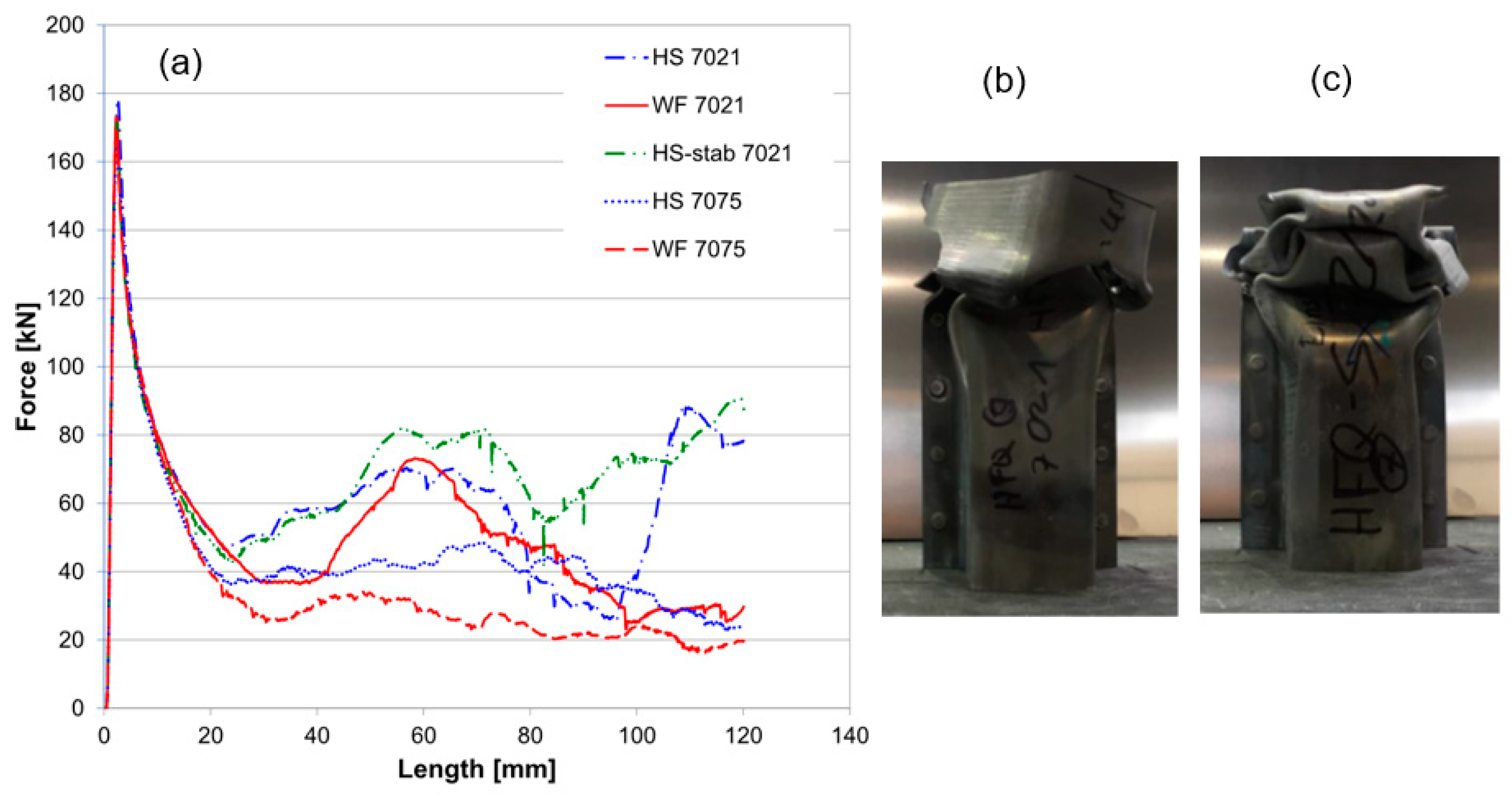
3.3. Energy Absorption Behaviour
4. Conclusions
- For the materials tested, hot stamping is better suited to obtain failure-free parts with good dimensional accuracy than W-temper forming. For both alloys, yield strength is considerably lower and elongation at fracture is increased at temperatures above 300 °C compared to the W temper.
- Compared to parts produced by W-temper forming, parts produced by hot stamping showed similar yield strength and significantly better elongation at fracture (7021: 2% higher, 7075: 4% higher) after a paint-bake heat treatment. Also, parts made from the modified EN AW-7021 outperformed parts from EN AW-7075 regarding tensile testing and crashworthiness results.
- For the modified EN AW-7021, an additional low temperature pre-ageing heat treatment (80 °C/1 h) after hot stamping yielded a state that did not vary significantly in hardness during an observation period of three weeks. This can be favourable for subsequent operations such as self-pierce riveting. Furthermore, stabilised parts showed better crashworthiness parameters such as specific energy absorption (15% higher) and crush force efficiency (10% higher).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hirsch, J. Aluminium in Innovative Light-Weight Car Design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef] [Green Version]
- Berger, L.; Lesemann, M.; Sahr, C.; Hart, S.; Taylor, R. SuperLIGHT-CAR—The Multi-Material Car Body. In Proceedings of the 7th European LS-DYNA Conference, Salzburg, Austria, 14–15 May 2009. [Google Scholar]
- Grohmann, C. Forming of AMAG 7xxx Series Aluminium Sheet Alloys. In New Developments in Sheet Metal Forming, Stuttgart. 2016. Available online: https://www.researchgate.net/publication/303699665 (accessed on 5 March 2019).
- Schaeffler, D.J. Getting to know more about the metal you are forming. 2016. Available online: https://www.thefabricator.com/article/metalsmaterials/getting-to-know-more-about-the-metal-you-are-forming (accessed on 9 January 2019).
- Kumar, M.; Kirov, G.; Grabner, F.; Mukeli, E. Sheet Forming Processes for AW-7xxx Alloys: Relevant Process Parameters. Mater. Sci. Forum 2016, 879, 1036–1042. [Google Scholar] [CrossRef]
- Milkereit, B.; Österreich, M.; Schuster, P.; Kirov, G.; Mukeli, E.; Kessler, O. Dissolution and Precipitation Behavior for Hot Forming of 7021 and 7075 Aluminum Alloys. Metals 2018, 8, 531. [Google Scholar] [CrossRef]
- Mendiguren, J.; Saenz de Argandona, E.; Galdos, L. Hot stamping of AA7075 aluminum sheets. In IOP Conference Series: Materials Science and Engineering; Linz, Austria, 2016. [Google Scholar] [CrossRef]
- Sáenz de Argandoña, E.; Galdos, L.; Ortubay, R.; Mendiguren, J.; Agirretexe, X. Room temperature forming of AA7075 aluminum alloys: W-temper process. Key Eng. Mater. 2015, 651–653, 199–204. [Google Scholar]
- Harrison, N.R.; Nadeau, F.; Brüx, U.; Luckey, S.G. In Proceedings of the 16th International Aluminium Alloys Conference (ICAA16), Montreal, 2018. Available online: http://www.icaa-conference.net/ICAA16/Papers/New%20Directions/401839%20Harrison_final.pdf (accessed on 5 March 2019).
- Österreicher, J.A.; Kirov, G.; Gerstl, S.S.A.; Mukeli, E.; Grabner, F.; Kumar, M. Stabilization of 7xxx aluminium alloys. J. Alloys Compd. 2018, 740, 167–173. [Google Scholar] [CrossRef]
- Lee, Y.S.; Koh, D.H.; Kim, H.W.; Ahn, Y.S. Improved bake-hardening response of Al-Zn-Mg-Cu alloy through preaging treatment. Scr. Mater. 2018, 147, 45–49. [Google Scholar] [CrossRef]
- Omer, K.; Abolhasani, A.; Kim, S.; Nikdejad, T.; Butcher, C.; Wells, M.; Esmaeili, S.; Worswick, M. Process parameters for hot stamping of AA7075 and D-7xxx to achieve high performance aged products. J. Mater. Process. Technol. 2018, 257, 170–179. [Google Scholar] [CrossRef]
- Ghosh, A.K. On the measurement of strain-rate sensitivity for deformation mechanism in conventional and ultra-fine grain alloys. Mater. Sci. Eng. A 2007, 463, 36–40. [Google Scholar] [CrossRef]
- Kumar, M.; Ross, N. Investigations on the hot stamping of AW-7921-T4 alloy sheet. Adv. Mater. Sci. Eng. 2017, 2017, 7679219. [Google Scholar] [CrossRef]
- Zhou, M.; Lin, Y.C.; Deng, J.; Jiang, Y.Q. Hot tensile deformation behaviors and constitutive model of an Al–Zn–Mg–Cu alloy. Mater. Des. 2014, 59, 141–150. [Google Scholar] [CrossRef]
- Picu, R.C. A mechanism for the negative strain-rate sensitivity of dilute solid solutions. Acta Mater. 2004, 52, 3447–3458. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Yachi, R. Hot stamping of high-strength aluminium alloy aircraft parts using quick heating. Manuf. Technol. 2017, 66, 269–272. [Google Scholar] [CrossRef]
- Rometsch, P.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Harrison, N.R.; Luckey, S.G. Hot Stamping of a B-Pillar Outer from High Strength Aluminium Sheet AA7075. SAE Int. J. Mater. Manuf. 2014, 7, 567–573. [Google Scholar] [CrossRef]
- Ostermann, F. Anwendungstechnologie Aluminium, 3rd ed.; Springer Vieweg: Meckenheim, Germany, 2014; pp. 88–92. [Google Scholar]
- Hussein, R.D.; Ruan, D.; Lu, G. Cutting and crushing of square aluminium/CFRP tubes. Compos. Struct. 2017, 171, 403–418. [Google Scholar] [CrossRef]
- Estrada, Q.; Szwedowicz, D.; Silva-Aceves, J.; Majewski, T.; Vergara-Vazquez, J.; Rodriguez-Mendez, A. Crashworthiness behavior of aluminum profiles with holes considering damage criteria and damage evolution. Int. J. Mech. Sci. 2017, 131–132, 776–791. [Google Scholar] [CrossRef]
- Kirov, G. Numerische Betrachtungsmethoden für Strukturell Geklebte Bauteile. Master’s Thesis, FH Oberösterreich, Wels, Austria, 2013. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Al | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ti | Zr | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AW 7075-T6 | rest | 0.19 | 0.11 | 1.50 | 0.04 | 2.64 | 6.06 | 0.18 | 0.04 | 0.02 | max. 0.03 |
| AW 7021-T4 | rest | max. 0.25 | max. 0.40 | max. 0.16 | max. 0.10 | 1.60–2.10 | 6.00–6.80 | max. 0.05 | max. 0.1 | max. 0.18 | max. 0.15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schuster, P.A.; Österreicher, J.A.; Kirov, G.; Sommitsch, C.; Kessler, O.; Mukeli, E. Characterisation and Comparison of Process Chains for Producing Automotive Structural Parts from 7xxx Aluminium Sheets. Metals 2019, 9, 305. https://doi.org/10.3390/met9030305
Schuster PA, Österreicher JA, Kirov G, Sommitsch C, Kessler O, Mukeli E. Characterisation and Comparison of Process Chains for Producing Automotive Structural Parts from 7xxx Aluminium Sheets. Metals. 2019; 9(3):305. https://doi.org/10.3390/met9030305
Chicago/Turabian StyleSchuster, Philipp A., Johannes A. Österreicher, Georg Kirov, Christof Sommitsch, Olaf Kessler, and Ermal Mukeli. 2019. "Characterisation and Comparison of Process Chains for Producing Automotive Structural Parts from 7xxx Aluminium Sheets" Metals 9, no. 3: 305. https://doi.org/10.3390/met9030305
APA StyleSchuster, P. A., Österreicher, J. A., Kirov, G., Sommitsch, C., Kessler, O., & Mukeli, E. (2019). Characterisation and Comparison of Process Chains for Producing Automotive Structural Parts from 7xxx Aluminium Sheets. Metals, 9(3), 305. https://doi.org/10.3390/met9030305