Mechanical Properties of Direct-Quenched Ultra-High-Strength Steel Alloyed with Molybdenum and Niobium



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Prior Austenite Grain Structure after Hot Rolling
3.2. Transformed Microstructure
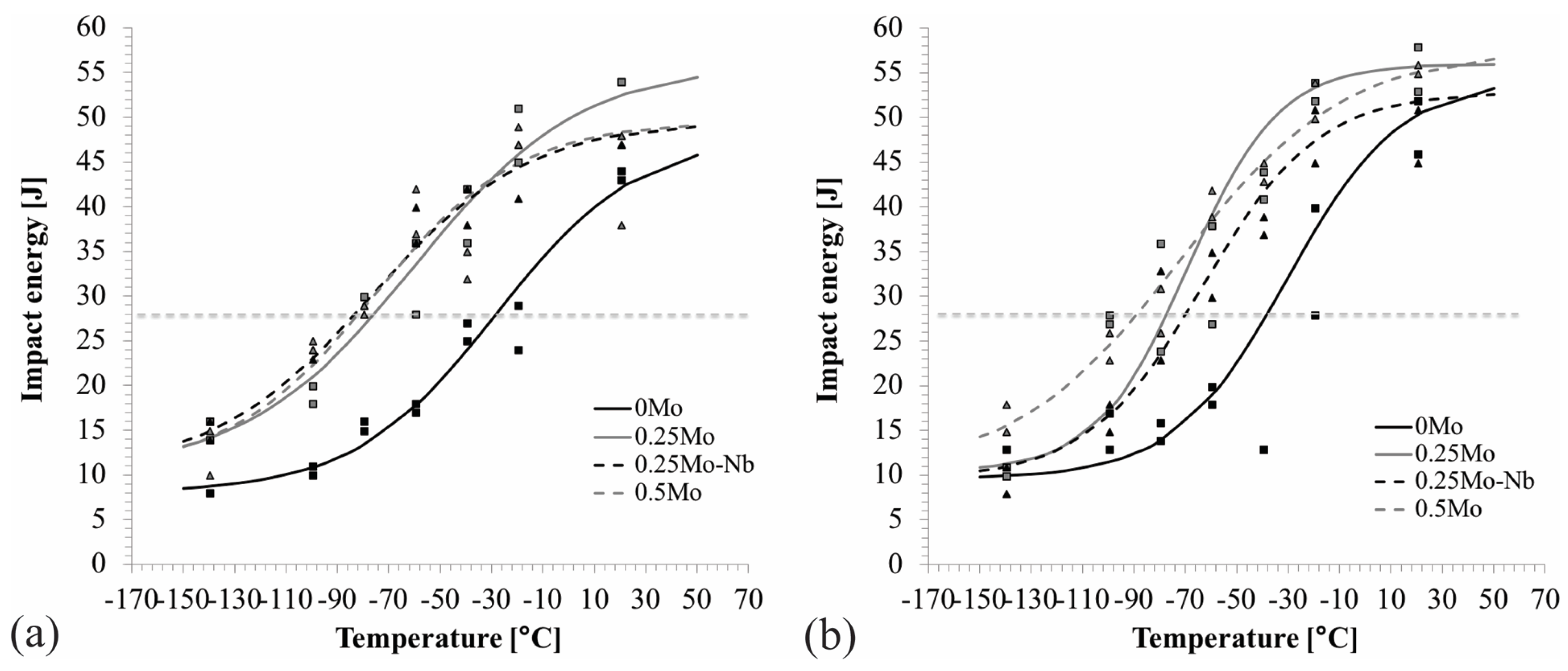
3.3. Mechanical Properties after Hot Rolling and Direct Quenching
3.4. Correlation between Mechanical Properties and Microstructural Features
4. Summary and Conclusions
- Mo and Nb microalloying raise the no-recrystallization temperature, leading to a more pancaked austenite and higher Sv values. There is a strong synergy between Nb and Mo.
- On the basis of microstructural and SEM-EBSD analyses, microstructures were essentially martensitic when the finish rolling temperature was 900 °C. There were no significant differences in the lath sizes, mean effective grain sizes, or the 10–90th percentile effective grain sizes among the different compositions studied. Also, grain boundary misorientation distributions were identical and typical for martensite.
- The finish rolling temperature of 800 °C led to the formation of strain-induced ferrite at the austenite grain boundaries, which deteriorated yield and tensile strengths, but the addition of Mo and Mo–Nb significantly enhanced hardenability and decreased the amount of ferrite formation, and thereby increased the strength.
- For FRTs of 800 and 900 °C, Mo and Mo–Nb microalloying increased both the strength and impact toughness of the direct-quenched state.
- For the FRT of 900 °C, where the incidence of ferrite is very limited, there is a positive correlation between yield strength and transition temperature and the specific prior austenite grain boundary area Sv. However, EBSD analysis did not show any significant differences in the various martensite grain sizes (lath and effective grain size), thus indicating that a finer grain structure is not the reason for the higher strength. Nor were there significant differences in the dislocation densities of the steels.
- JMatPro calculations indicated that, for the present steel compositions, the increase in strength caused by the addition of Mo is partly explained by an additional hardenability increase caused by boron protection.
- The crystallographic texture of the investigated steels with an FRT of 900 °C showed that Nb and Nb–Mo alloying increased the amount of {112}<131> and {554}<225> texture components, whereas in the absence of Mo and Nb, the texture components {110}<110> and {011}<100> appear, which are detrimental to impact transition temperature. Brittle fracture surfaces of the Charpy V-notch test samples showed that for 0Mo steel, crack propagation through the crystallographic planes was easier, which can be the result of differences in texture components.
- With the addition of Mo, and Mo–Nb microalloying and direct quenching, martensitic steel with over 1400 MPa tensile strength combined with excellent impact toughness properties was produced, which can be used for demanding structural applications.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Endo, S.; Nakata, N. Development of Thermo-Mechanical Control Process (TMCP) and high performance steel in JFE Steel. JFE Tech. Rep. 2015, 20, 1–7. [Google Scholar]
- Nishioka, K.; Ichikawa, K. Progress in thermomechanical control of steel plates and their commercialization. Sci. Technol. Adv. Mater. 2012, 13, 023001. [Google Scholar] [CrossRef] [PubMed]
- Kaijalainen, A.J.; Suikkanen, P.P.; Limnell, T.J.; Karjalainen, L.P.; Kömi, J.I.; Porter, D.A. Effect of austenite grain structure on the strength and toughness of direct-quenched martensite. J. Alloy. Compd. 2013, 577, S642–S648. [Google Scholar] [CrossRef]
- Palmiere, E.J.; Garcia, C.I.; DeArdo, A.J. Supression of static recrystallization in microalloyed steels by strain-induced precipitation. In Proceedings of the International Symposium on Low-Carbon Steels for the 90s, Warrendale, PA, USA, 17–21 October 1993; Asfahani, R., Tither, G., Eds.; TMS: Pittsburgh, PA, USA, 1993; pp. 121–130. [Google Scholar]
- Pereda, B.; Fernández, A.I.; López, B.; Rodriguez-Ibabe, J.M. Effect of Mo on Dynamic Recrystallization Behavior of Nb-Mo Microalloyed Steels. ISIJ Int. 2007, 47, 860–868. [Google Scholar] [CrossRef]
- Akben, M.G.; Weiss, I.; Jonas, J.J. Dynamic precipitation and solute hardening in A V microalloyed steel and two Nb steels containing high levels of Mn. Acta Metall. 1981, 29, 111–121. [Google Scholar] [CrossRef]
- ISO 6892-12016. Metallic materials—Tensile testing—Part 1: Method of test at room temperature; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- ISO 148-12016. Metallic materials—Charpy pendulum impact test—Part 1: Test method; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Higginson, R.L.; Sellars, C.M. Worked Examples in Quantitative Metallography; Maney: London, UK, 2003; pp. 45–47. ISBN 1902653807. [Google Scholar]
- Williamson, G.K.; Hall, W.H. X-Ray broadening from filed aluminium and tungsten. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Dong, H.; Sun, X.; Yong, Q.; Li, Z.; Weng, Y.; Yang, Z. Third generation high strength low alloy steels with improved toughness. Sci. China Technol. Sci. 2012, 55, 1797–1805. [Google Scholar]
- Zajac, S.; Schwinn, V.; Tacke, K.H. Characterisation and Quantification of Complex Bainitic Microstructures in High and Ultra-High Strength Linepipe Steels. Mater. Sci. Forum 2005, 500–501, 387–394. [Google Scholar] [CrossRef]
- Kennett, S.C.; Krauss, G.; Findley, K.O. Prior austenite grain size and tempering effects on the dislocation density of low-C Nb-Ti microalloyed lath martensite. Scr. Mater. 2015, 107, 123–126. [Google Scholar] [CrossRef]
- Morito, S.; Nishikawa, J.; Maki, T. Dislocation Density within Lath Martensite in Fe–C and Fe–Ni Alloys. ISIJ Int. 2003, 43, 1475–1477. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Porter, D.; Suikkanen, P.; Yang, J.-R.; Tsai, Y.-T. The effect of finish rolling temperature and tempering on the microstructure, mechanical properties and dislocation density of direct-quenched steel. Mater. Character. 2018, 139, 1–10. [Google Scholar] [CrossRef]
- Pallaspuro, S.; Kaijalainen, A.; Mehtonen, S.; Kömi, J.; Zhang, Z.; Porter, D. Effect of microstructure on the impact toughness transition temperature of direct-quenched steels. Mater. Sci. Eng. A 2018, 712, 671–680. [Google Scholar] [CrossRef]
- Taylor, K.A. Grain-boundary segregation and precipitation of boron in 0.2 percent carbon steels. Metall. Trans. A 1992, 23, 107–119. [Google Scholar] [CrossRef]
- Antunes, J.P.G.; Nunes, C.A. Characterization of Impact Toughness Properties of DIN39MnCrB6-2 Steel Grade. Mater. Res. 2017, 21, 2–6. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | Cr | Ni | Mo | Nb | Al | B | N |
|---|---|---|---|---|---|---|---|---|---|---|
| 0Mo | 0.16 | 0.2 | 1.0 | 0.5 | 0.5 | - | - | 0.03 | 0.0014 | 0.0050 |
| 0.25Mo | 0.16 | 0.2 | 1.1 | 0.5 | 0.5 | 0.25 | - | 0.03 | 0.0015 | 0.0043 |
| 0.5Mo | 0.16 | 0.2 | 1.1 | 0.5 | 0.5 | 0.5 | - | 0.025 | 0.0016 | 0.0051 |
| 0.25Mo–Nb | 0.16 | 0.2 | 1.1 | 0.5 | 0.5 | 0.25 | 0.04 | 0.02 | 0.0016 | 0.0047 |
| Pass | Thickness (mm) | Temperature (°C) | Reduction per Pass (%) | Total Reduction (%) | Reduction after Pass 3 (%) |
|---|---|---|---|---|---|
| - | 52 | 1100 | - | - | - |
| 1 | 42 | 1100 | 19 | 19 | - |
| 2 | 33 | 1050/1080 | 21 | 37 | - |
| 3 | 26 | 1000/1060 | 21 | 50 | - |
| 4 | 20 | 910/1030 | 23 | 62 | 23 |
| 5 | 15 | 850/960 | 25 | 71 | 42 |
| 6 | 11.2 | 800/900 | 25 | 78 | 57 |
| Parameter | Equation |
|---|---|
| r | dRD/dND |
| Rtot | 1− √(1/r) |
| Sv | 0.429 × (1/dRD) + 0.571 × (1/dTD) + (1/dND) |
| d | (dRD × dTD × dND)⅓ |
| FRT | Steel | dRD (μm) | dND (μm) | dTD (μm) | d (μm) | Sv (mm2/mm3) | Rtot (%) |
|---|---|---|---|---|---|---|---|
| 900 °C | 0Mo | 19.2 | 14.9 | 19.5 | 17.7 | 119 | 12.0 |
| 0.25Mo | 19.2 | 8.4 | 15.9 | 13.7 | 177 | 33.8 | |
| 0.5Mo | 16.1 | 7.4 | 12.2 | 11.3 | 210 | 32.4 | |
| 0.25Mo–Nb | 23.5 | 5.8 | 14.5 | 12.6 | 229 | 50.2 | |
| 800 °C | 0Mo | 26.7 | 10.7 | 22.2 | 18.5 | 135 | 36.7 |
| 0.25Mo | 36.9 | 11.3 | 23.5 | 21.4 | 125 | 44.7 | |
| 0.5Mo | 30.8 | 7.3 | 21.8 | 16.9 | 178 | 51.4 | |
| 0.25Mo–Nb | 27.8 | 6.0 | 19.4 | 14.8 | 212 | 53.7 |
| FRT | Steel | Rp0.2 (MPa) | Rm (MPa) | Ag (%) | A (%) | Rm × A (MPa.%) | HV10 |
|---|---|---|---|---|---|---|---|
| 900 °C | 0Mo | 950 | 1310 | 3.5 | 10.7 | 14,661 | 400 |
| 0.25Mo | 1078 | 1436 | 3.2 | 10.0 | 15,096 | 440 | |
| 0.5Mo | 1119 | 1485 | 3.2 | 8.8 | 13,915 | 445 | |
| 0.25Mo–Nb | 1100 | 1473 | 3.3 | 8.6 | 13,497 | 440 | |
| 800 °C | 0Mo | 766 | 1204 | 5.0 | 7.4 | 9488 | 336 |
| 0.25Mo | 1003 | 1400 | 3.4 | 6.6 | 10,011 | 390 | |
| 0.5Mo | 1107 | 1513 | 3.0 | 7.7 | 12,515 | 440 | |
| 0.25Mo–Nb | 1086 | 1496 | 3.2 | 8.2 | 13,087 | 440 |
| Material | Crystallite Size (Å) | Microstrain (%) | Dislocation Density (× 1015(m−2)) |
|---|---|---|---|
| 0Mo | 341 | 0.377 | 3.6 |
| 0.25Mo | 308 | 0.380 | 4.0 |
| 0.5Mo | 312 | 0.389 | 4.0 |
| 0.25Mo–Nb | 316 | 0.344 | 3.5 |
| Steel | Cooling Rate 50 °C/s (JMatPro) | Steel | Hot-rolled and DQ | ||
|---|---|---|---|---|---|
| Hardness (HV) | Rm1 (MPa) | Hardness (HV) | Rm (MPa) | ||
| 0Mo,B-free | 374 | 1234 | 0Mo | 400 | 1310 |
| 0Mo | 424 | 1386 | 0.25Mo | 440 | 1436 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hannula, J.; Porter, D.; Kaijalainen, A.; Somani, M.; Kömi, J. Mechanical Properties of Direct-Quenched Ultra-High-Strength Steel Alloyed with Molybdenum and Niobium. Metals 2019, 9, 350. https://doi.org/10.3390/met9030350
Hannula J, Porter D, Kaijalainen A, Somani M, Kömi J. Mechanical Properties of Direct-Quenched Ultra-High-Strength Steel Alloyed with Molybdenum and Niobium. Metals. 2019; 9(3):350. https://doi.org/10.3390/met9030350
Chicago/Turabian StyleHannula, Jaakko, David Porter, Antti Kaijalainen, Mahesh Somani, and Jukka Kömi. 2019. "Mechanical Properties of Direct-Quenched Ultra-High-Strength Steel Alloyed with Molybdenum and Niobium" Metals 9, no. 3: 350. https://doi.org/10.3390/met9030350
APA StyleHannula, J., Porter, D., Kaijalainen, A., Somani, M., & Kömi, J. (2019). Mechanical Properties of Direct-Quenched Ultra-High-Strength Steel Alloyed with Molybdenum and Niobium. Metals, 9(3), 350. https://doi.org/10.3390/met9030350