An Extended Iterative Identification Method for the GISSMO Model

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experiment Method
2.2. Effective Stress and Strain Curves
2.3. GISSMO Model
2.4. Extended Iterative Finite Element Method
- Initial value of , , m0 and n0. is the fracture strain and is the necking strain at obtained effective stress-strain curve. m0 and n0 can be set to arbitrary value. in this paper, m0 = 1, n0 = 3.
- Iteration till the shape of numerical force and displacement curve after necking coincide with experimental one. 3D FEM simulation by LS-DYNA is conducted to calculate elongation . In simulation, the deforming process is predicted by the JC material model and the fracture model is the GISSMO model. If numerical shape differs experimental shape, n and m are modified by ni = ni – 1 − 1 and mi = mi − 1 + 0.5 till convergence.
- Iteration till the experimental elongation coincides with the numerical elongation . If , would be modified by . If but still unequal to , is modified by . is the displacement at necking point. A satisfied pair of and is obtain when .
- Check if the standard deviation below 3%. The standard deviation (Std) between experimental and numerical curves is defined aswhere l is displacement. The iteration is continued until the Std below 3%. Otherwise return to Step 2 and renew the number of m, n, and till convergence. In the last iterative FEM simulation, is obtained at the fracture element right before deleting element.
2.5. Finite Element Method
3. Results and Discussion
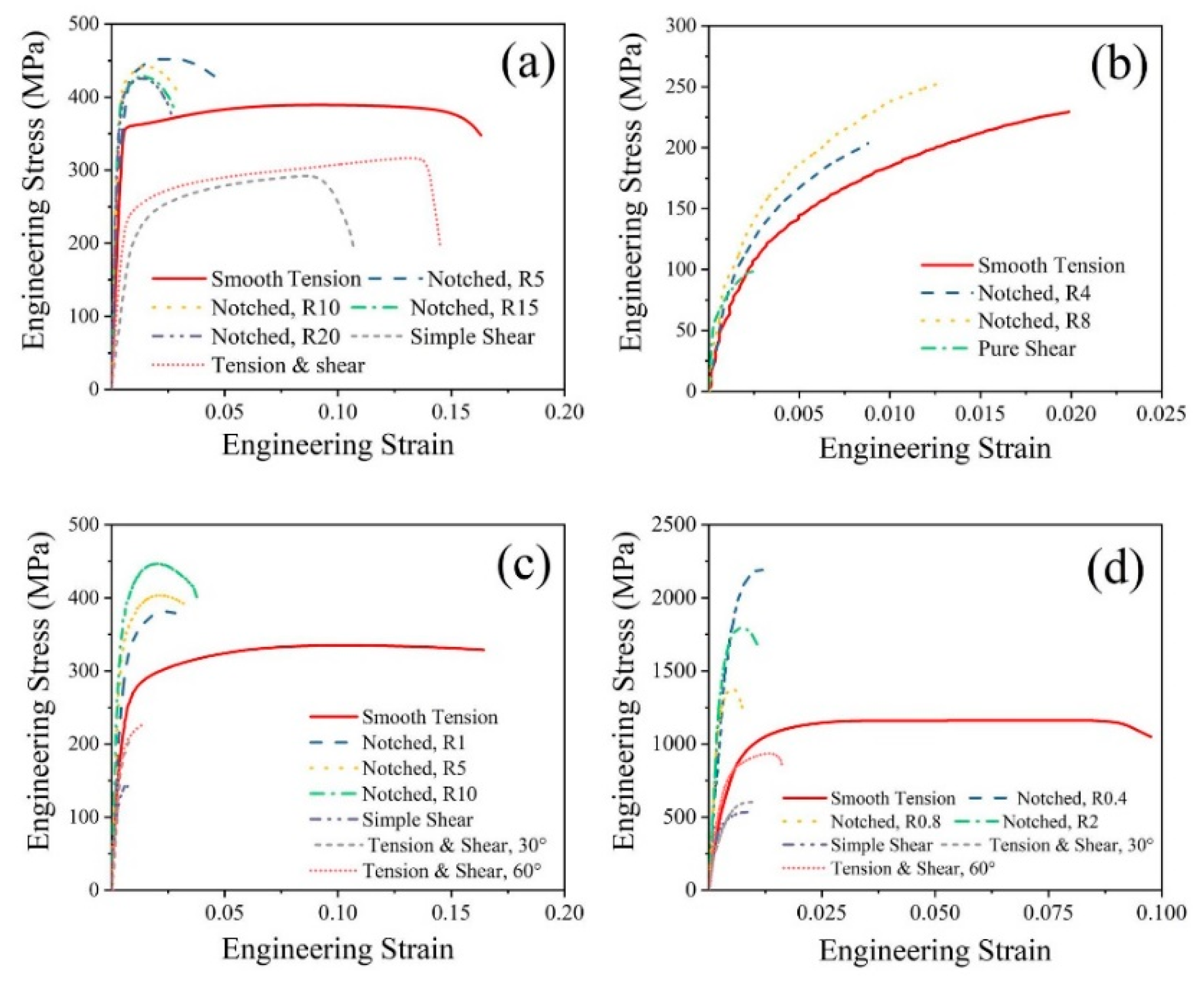
3.1. Experimental Results
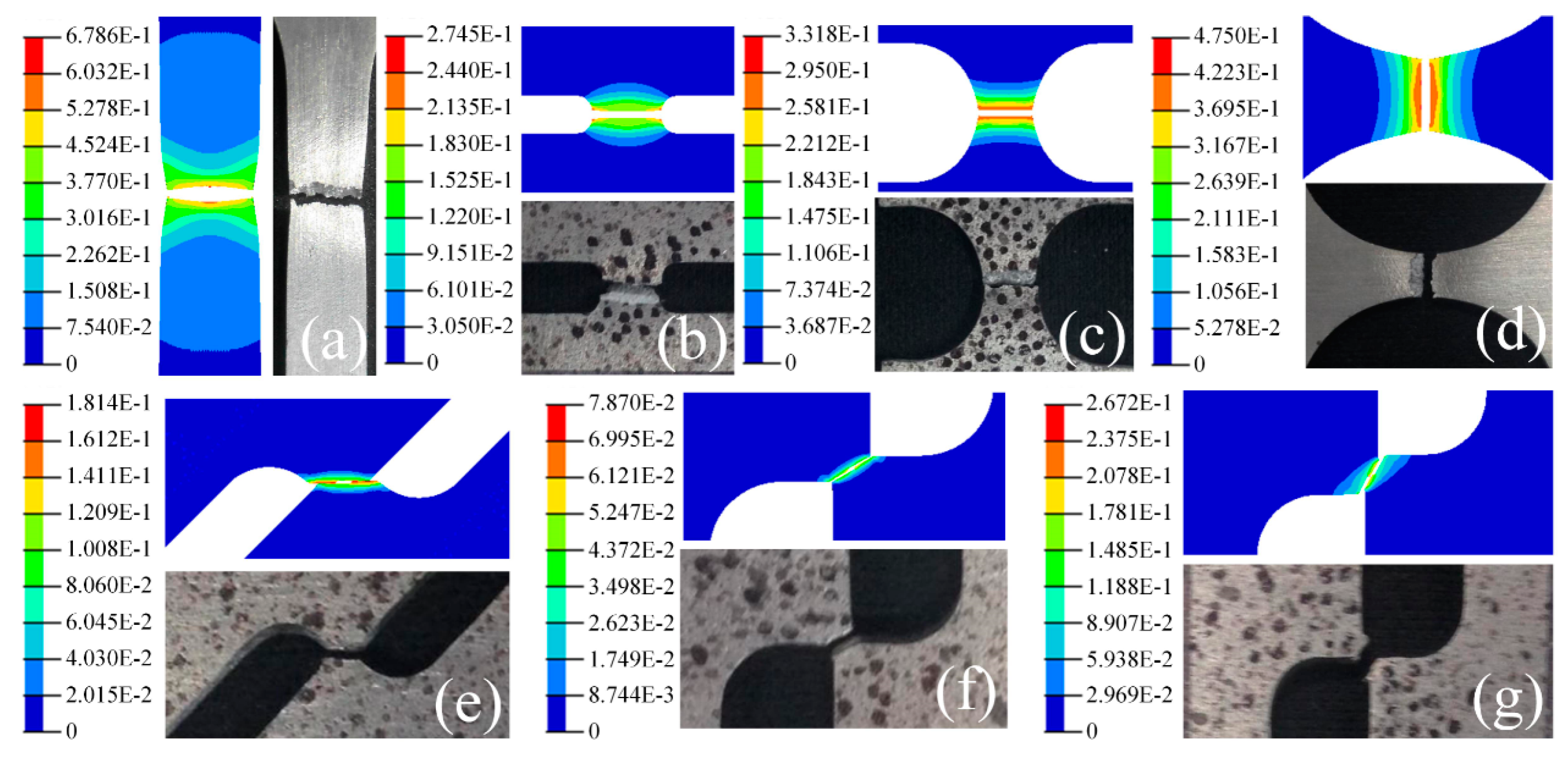
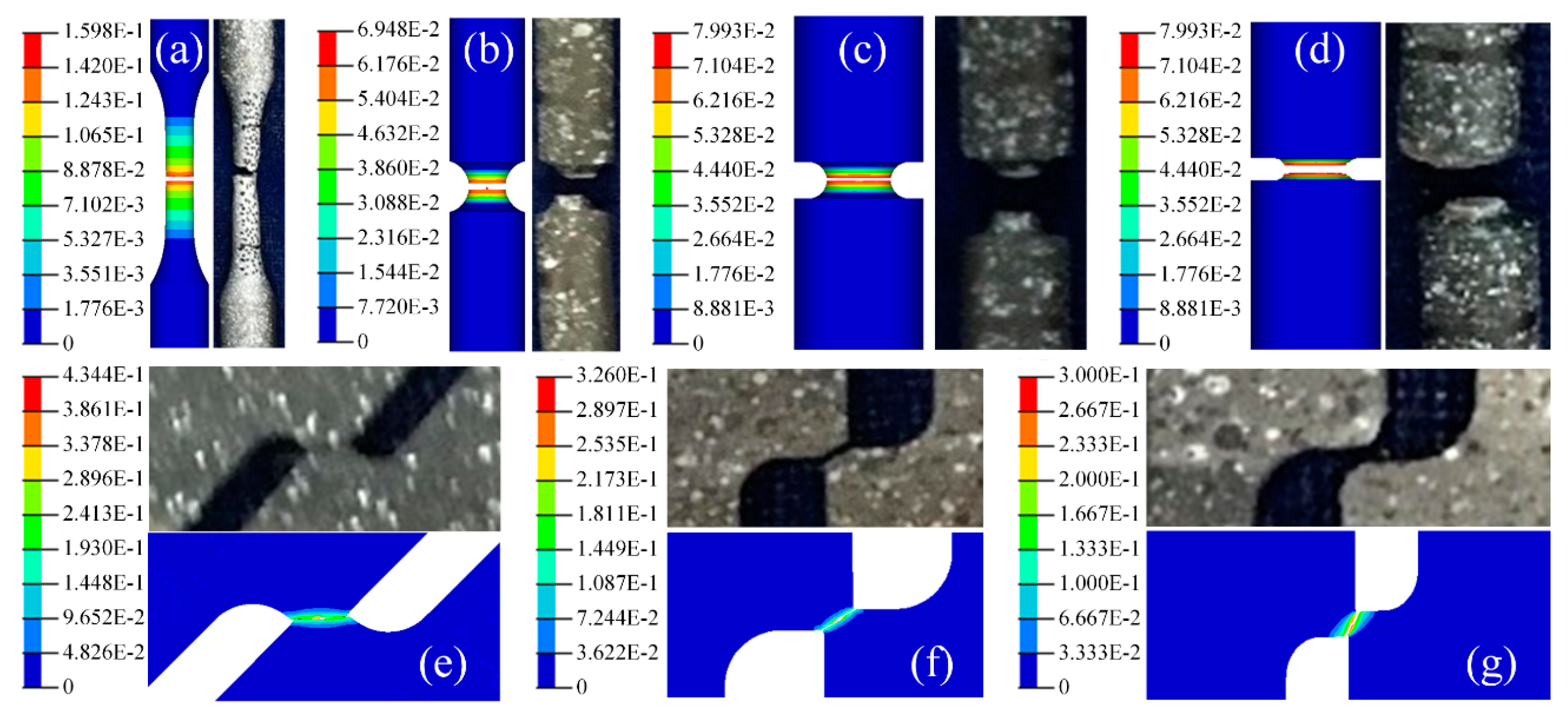
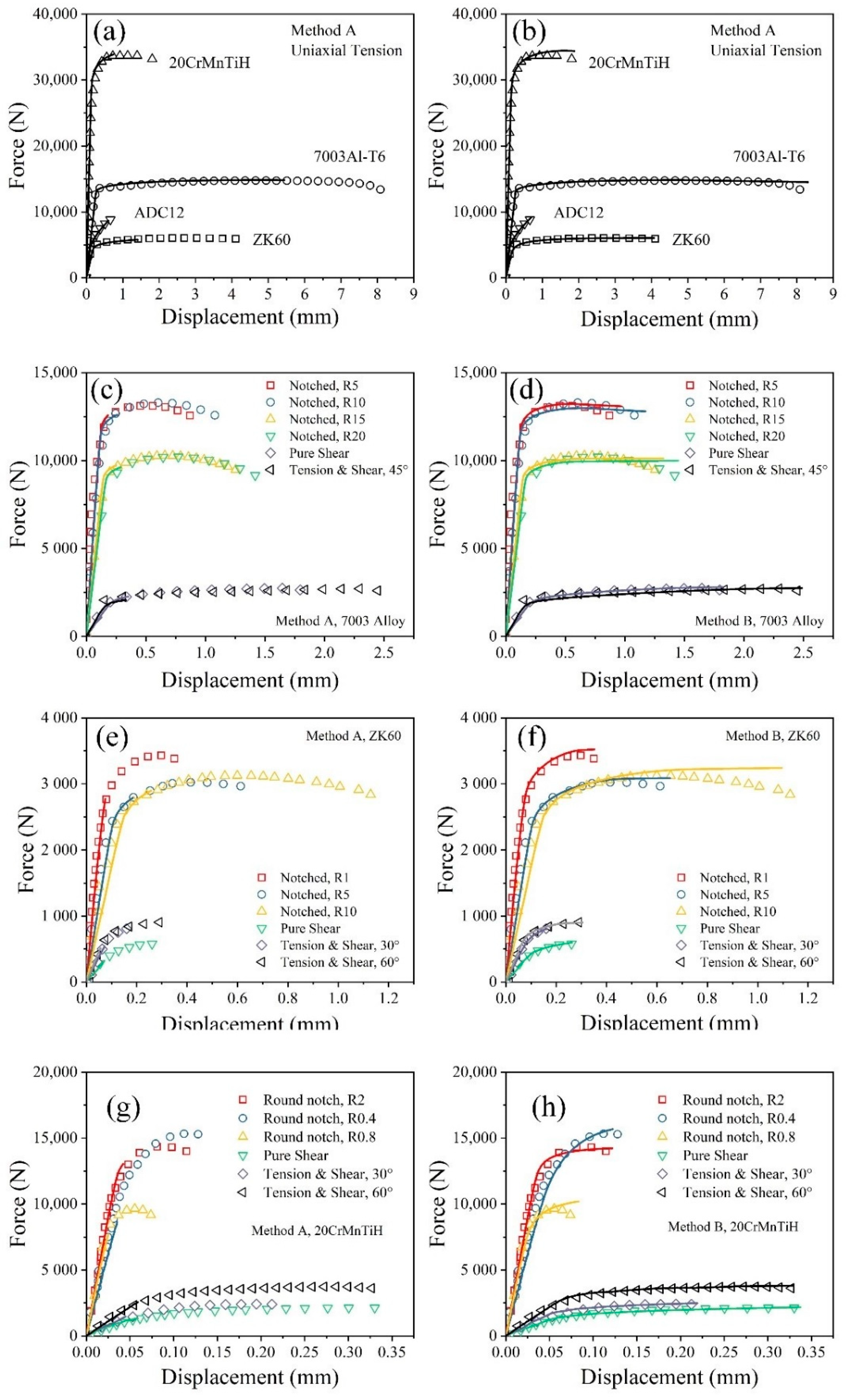
3.2. Numerical Results and Validation
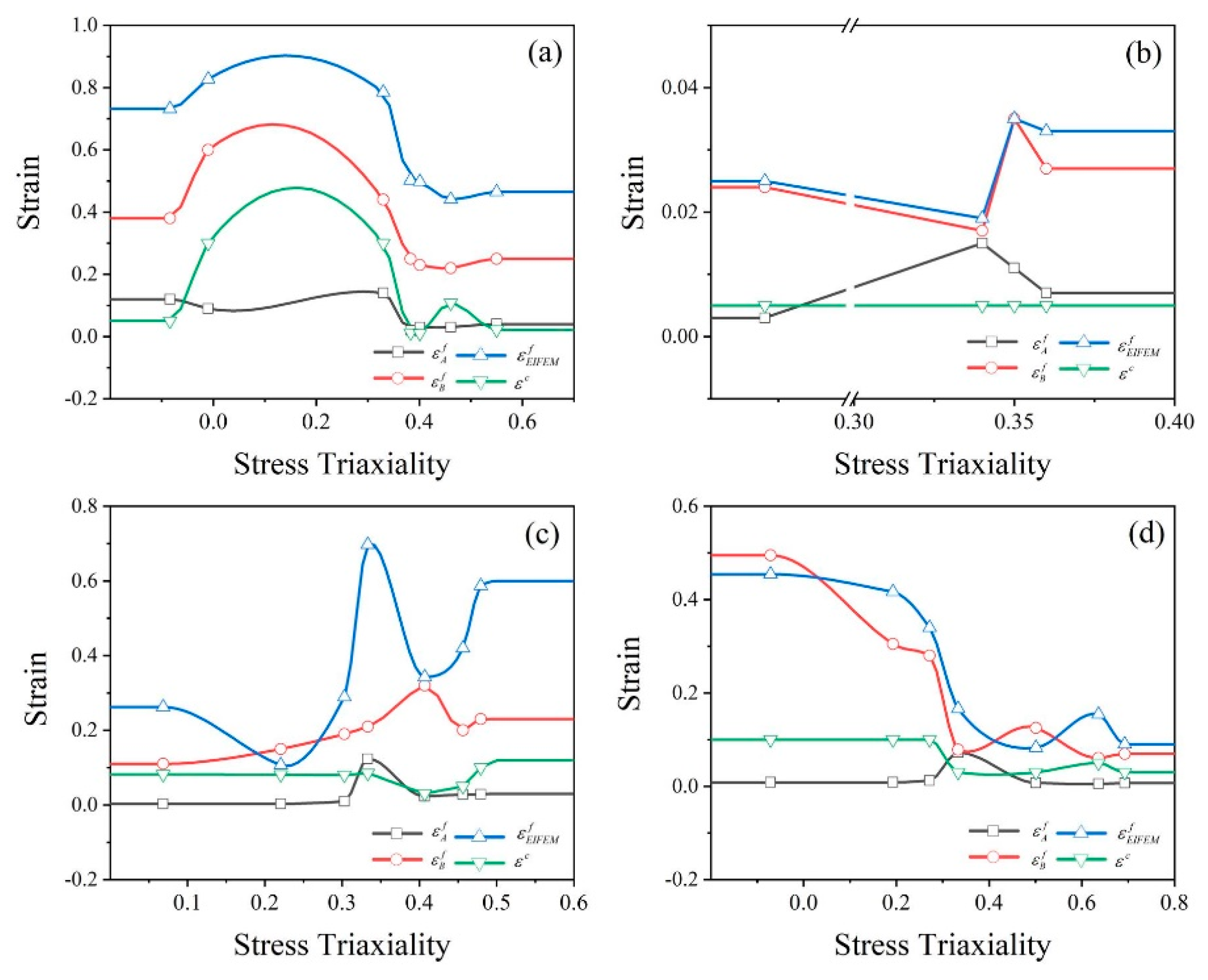
3.3. Comparison
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Hu, M.Q.; Zhang, J.J.; Sun, B.Z.; Gu, B.H. Finite element modeling of multiple transverse impact damage behaviors of 3-D braided composite beams at microstructure level. Int. J. Mech. Sci. 2018, 148, 730–744. [Google Scholar] [CrossRef]
- Spagnoli, A.; Terzano, M.; Brighenti, R.; Artoni, F.; Stahle, P. The fracture mechanics in cutting: A comparative study on hard and soft polymeric materials. Int. J. Mech. Sci. 2018, 148, 554–564. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth: Part I Yield criteria and flow rules for porous ductile media. J. Eng. Mater-T ASME 1977, 99, 2–15. [Google Scholar] [CrossRef]
- McClintock, F.A. A criterion for ductile fracture by the growth of holes. Int. J. Appl. Mech. 1968, 35, 363–371. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Kim, D.Y.; Kim, H.Y. A continuous damage fracture model to predict formability of sheet metal. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 202–216. [Google Scholar] [CrossRef]
- Nielsen, K.L.; Tvergaard, V. Ductile shear failure or plug failure of spot welds modelled by modified Gurson model. Eng. Fract. Mech. 2010, 77, 1031–1047. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the ductile enlargement of voids in triaxial stress fields. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Xue, L. Constitutive modeling of void shearing effect in ductile fracture of porous materials. Eng. Fract. Mech. 2008, 75, 3343–3366. [Google Scholar] [CrossRef]
- Cricrì, G. A consistent use of the Gurson-Tvergaard-Needleman damage model for the R-curve calculation. Fract. Struct. Integrity 2013, 7, 161–174. [Google Scholar] [CrossRef]
- Sepe, R.; Lamanna, G.; Caputo, F. A robust approach for the determination of Gurson model parameters. Fract. Struct. Integrity 2016, 10, 369–381. [Google Scholar] [CrossRef]
- Nahshon, K.; Hutchinson, J.W. Modification of the Gurson model for shear failure. Eur. J. Mech. A Solids 2008, 27, 1–17. [Google Scholar] [CrossRef]
- Dæhli, L.E.; Morin, D.; Børvik, T.; Hopperstad, O.S. A Lode-dependent Gurson model motivated by unit cell analyses. Eng. Fract. Mech. 2018, 190, 299–318. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On fracture locus in the equivalent strain and stress triaxiality space. Int. J. Mech. Sci. 2004, 46, 81–98. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. A comparative study on various ductile crack formation criteria. J. Eng. Mater-T ASME 2004, 126, 314–324. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On the cut-off value of negative triaxiality for fracture. Eng. Fract. Mech. 2005, 72, 1049–1069. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Senthil, K.; Iqbal, M.A. Effect of projectile diameter on ballistic resistance and failure mechanism of single and layered aluminum plates. Theor. Appl. Fract. Mech. 2013, 67–68, 53–64. [Google Scholar] [CrossRef]
- Xue, L.; Ling, X.; Yang, S.S. Mechanical behaviour and strain rate sensitivity analysis of TA2 by the small punch test. Theor. Appl. Fract. Mech. 2019, 99, 9–17. [Google Scholar] [CrossRef]
- Benzerga, A.A.; Surovik, D.A.; Keralavarma, S.M. On the path-dependence of the fracture locus in ductile materials–analysis. Int. J. Plasticity 2012, 37, 157–170. [Google Scholar] [CrossRef]
- Neukamm, F.; Feucht, M.; Haufe, A. Considering damage history in crashworthiness simulations. In Proceedings of the 7th European LS-DYNA Conference, Salzburg, Austria, 14–15 May 2009. [Google Scholar]
- Neukamm, F.; Feucht, M.; Haufe, A.; Roll, K. On closing the constitutive gap between forming and crash simulation. In Proceedings of the 10th Internation LS-DYNA Users Conference, Dearborn, MI, USA, 8–10 June 2008. [Google Scholar]
- Anderson, D.; Butcher, C.; Pathak, N.; Worswick, M.J. Failure parameter identification and validation for a dual-phase 780 steel sheet. Int. J. Solids. Struct. 2017, 124, 89–107. [Google Scholar] [CrossRef]
- Andrade, F.X.C.; Feucht, M.; Haufe, A.; Neukamm, F. An incremental stress state dependent damage model for ductile failure prediction. Int. J. Fract. 2016, 200, 127–150. [Google Scholar] [CrossRef]
- Effelsberg, J.; Haufe, A.; Feucht, M.; Neukamm, F.; Du Bois, P. On parameter identification for the GISSMO damage model. In Proceedings of the 12th International LS-DYNA® Users Conference, Dearborn, MI, USA, 3–5 June 2012. [Google Scholar]
- Haufe, A.; Feucht, M.; Neukamm, F. The Challenge to Predict Material Failure in Crashworthiness Applications: Simulation of Producibility to Serviceability. In Predictive Modeling of Dynamic Processes: A Tribute to Professor Klaus Thoma; Hiermaier, S., Ed.; Springer: Boston, MA, USA, 2009. [Google Scholar]
- Heibel, S.; Nester, W.; Clausmeyer, T.; Tekkaya, A.E. Influence of different yield loci on failure prediction with damage models. In 36th Iddrg Conference—Materials Modelling and Testing for Sheet Metal Forming; Volk, W., Ed.; IOP Publishing: Munich, Germany, 2017; Volume 896. [Google Scholar]
- Cingara, A.M.; McQueen, H.J. New formula for calculating flow curves from high temperature constitutive data for 300 austenitic steels. J. Mater. Process. Technol. 1992, 36, 31–42. [Google Scholar] [CrossRef]
- Khoddam, S.; Lam, Y.C.; Thomson, P.F. The effect of specimen geometry on the accuracy of the constitutive equation derived from the hot torsion test. Steel Res. 1995, 66, 45–49. [Google Scholar] [CrossRef]
- Hu, Y.; Xiao, Y.; Jin, X.; Zheng, H.; Zhou, Y.; Shao, J. Experiments and FEM simulations of fracture behaviors for ADC12 aluminum alloy under impact load. WITH Mater. Int. 2016, 22, 1015–1025. [Google Scholar] [CrossRef]
- Xiao, Y.; Tang, Q.; Hu, Y.; Peng, J.; Luo, W. Flow and fracture study for ZK60 alloy at dynamic strain rates and different loading states. Mater. Sci. Eng. A Struct 2018, 724, 208–219. [Google Scholar] [CrossRef]
- Gavrus, A.; Massoni, E.; Chenot, J.L. An inverse analysis using a finite element model for identification of rheological parameters. J. Mater. Process. Technol. 1996, 60, 447–454. [Google Scholar] [CrossRef]
- Gelin, J.C.; Ghouati, O. An inverse method for determining viscoplastic properties of aluminium alloys. J. Mater. Process. Technol. 1994, 45, 435–440. [Google Scholar] [CrossRef]
- Maniatty, A.; Zabaras, N. Method for solving inverse elastoviscoplastic problems. J. Eng. Mech. 1989, 115, 2216–2231. [Google Scholar] [CrossRef]
- Ludwik, P. Elemente der technologischen Mechanik; Springer: Berlin, Germany, 2013. [Google Scholar]
- Basaran, M.; Wölkerling, S.D.; Feucht, M.; Neukamm, F.; Weichert, D.; AG, D. An extension of the GISSMO damage model based on lode angle dependence. In Proceedings of the LS-DYNA Anwenderforum, Bamberg, Germany, 30 September–1 October 2010. [Google Scholar]
- Xue, L. Ductile fracture modeling: theory, experimental investigation and numerical verification. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, UK, 2007. [Google Scholar]
- Tasan, C.C. Micro-mechanical characterization of ductile damage in sheet metal. Ph.D. Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2010. [Google Scholar]
- Weck, A.G. The role of coalescence on ductile fracture. Ph.D. Thesis, McMaster University, Hamilton, ON, Canada, 2007. [Google Scholar]
- Johnson, G.R. A Constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High Temperatures. In Proceedings of the International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–548. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Al | C | Cr | Cu | Fe | Mg | Mn | Ni | P | Pb | S | Sn | Si | Ti | Zr | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 7003Al | Bal. | - | - | 0.1 | 0.35 | 0.5–1 | 0.3 | - | - | - | - | - | 0.3 | 0.2 | 0.05–0.25 | 5.5–6.5 |
| ADC12 | Bal. | - | - | 1.5–3.5 | 1.2 | 0.3 | 0.5 | 0.5 | - | 0.1 | - | 0.1 | 9.6–12.0 | - | - | 1 |
| ZK60 | - | - | - | - | - | Bal. | - | - | - | - | - | - | - | - | 0.45–0.9 | 4.8–6.2 |
| CrMnTiH | - | 0.17–0.23 | 1–1.35 | 0.3 | Bal. | - | 0.8–1.15 | 0.3 | 0.04 | - | 0.04 | - | 0.17–0.37 | 0.01–0.1 | - | - |
| Mat. | No. | Description | Gauge Length/mm |
|---|---|---|---|
| 7003-T6 | 1 | Smooth tensile | 50 |
| 2 | Pure Shear | 19 | |
| 3 | Tensile Shear, 45°, = 45° | 17.5 | |
| 4 | Notched, R5, R = 5 mm, H = 10 mm | 20 | |
| 5 | Notched, R10, R = 10 mm, H = 10 mm | 20 | |
| 6 | Notched, R15, R = 15 mm, H = 8 mm | 40 | |
| 7 | Notched, R20, R = 20 mm, H = 8 mm | 50 | |
| ADC12 | 8 | Smooth Tensile | 35 |
| 9 | Notched, R4, R = 4mm, H = 5mm | 14 | |
| 10 | Notched, R8, R = 8mm, H = 5mm | 18 | |
| 11 | Pure shear, flat | 40.6 | |
| ZK60 | 12 | Smooth Tensile | 25 |
| 13 | Notched, R1 | 12 | |
| 14 | Notched, R5 | 20 | |
| 15 | Notched, R10 | 30 | |
| 16 | Pure Shear | 38 | |
| 17 | Tensile Shear, 30°, = 30° | 21 | |
| 18 | Tensile Shear, 60°, = 60° | 21 | |
| 20CrMnTiH | 19 | Round smooth tensile | 20 |
| 20 | Round notch, R0.4, R = 0.4 mm, H = 9.2 mm | 10.4 | |
| 21 | Round notch, R0.8, R = 0.8 mm, H = 8.4 mm | 10.8 | |
| 22 | Round notch, R2, R = 2 mm, H = 6 mm | 12 | |
| 23 | Pure shear | 38 | |
| 24 | Tensile shear, 30°, = 30° | 21 | |
| 25 | Tensile shear, 60°, = 60° | 21 |
| Mat. | E/GPa | A | B | c | n | m |
|---|---|---|---|---|---|---|
| 7003-T6 | 66 | 348 | 252 | 0.44 | 3 | 2.5 |
| ADC12 | 33 | 115 | 1938 | 0.67 | 2 | 10 |
| ZK60 | 31 | 221 | 316 | 0.43 | 2 | 1.5 |
| 20CrMnTiH | 125 | 944 | 754 | 0.28 | 3 | 3.5 |
| Mat. | No. | Description | Elongation/mm | |||||
|---|---|---|---|---|---|---|---|---|
| Exp. | Num. | R.E. (%) 1 | ||||||
| 7003-T6 | 1 | Smooth tensile | 0.33 | 0.3 | 0.79 | 8.16 | 8.30 | 1.80 |
| 2 | Pure Shear | −0.01 | 0.3 | 0.83 | 1.94 | 1.84 | 4.87 | |
| 3 | Tensile Shear, 45° | −0.08 | 0.05 | 0.73 | 2.55 | 2.49 | 2.33 | |
| 4 | Notched, R5 | 0.55 | 0.02 | 0.47 | 0.96 | 0.97 | 0.72 | |
| 5 | Notched, R10 | 0.46 | 0.1 | 0.44 | 1.19 | 1.17 | 1.32 | |
| 6 | Notched, R15 | 0.4 | 0.01 | 0.50 | 1.32 | 1.32 | 0.24 | |
| 7 | Notched, R20 | 0.38 | 0.01 | 0.50 | 1.42 | 1.45 | 2.12 | |
| ADC12 | 8 | Smooth Tensile | 0.34 | 0.005 | 0.019 | 0.70 | 0.69 | 1.50 |
| 9 | Notched, R4 | 0.36 | 0.005 | 0.033 | 0.12 | 0.13 | 3.52 | |
| 10 | Notched, R8 | 0.35 | 0.005 | 0.035 | 0.23 | 0.23 | 2.50 | |
| 11 | Pure shear, flat | −0.03 | 0.005 | 0.025 | 0.10 | 0.10 | 1.52 | |
| ZK60 | 12 | Smooth Tensile | 0.33 | 0.08 | 0.697 | 4.11 | 4.07 | 0.84 |
| 13 | Notched, R1 | 0.41 | 0.10 | 0.262 | 0.36 | 0.35 | 1.51 | |
| 14 | Notched, R5 | 0.46 | 0.05 | 0.107 | 0.65 | 0.65 | 0.28 | |
| 15 | Notched, R10 | 0.48 | 0.03 | 0.289 | 1.13 | 1.09 | 3.39 | |
| 16 | Pure Shear | 0.07 | 0.26 | 0.343 | 0.27 | 0.27 | 0.77 | |
| 17 | Tensile Shear, 30° | 0.22 | 0.05 | 0.420 | 0.17 | 0.17 | 1.50 | |
| 18 | Tensile Shear, 60° | 0.30 | 0.09 | 0.587 | 0.31 | 0.31 | 1.10 | |
| 20CrMnTiH | 19 | Round smooth tensile | 0.33 | 0.03 | 0.17 | 1.95 | 1.94 | 0.51 |
| 20 | Round notch, R0.4 | 0.50 | 0.03 | 0.08 | 0.13 | 0.13 | 4.83 | |
| 21 | Round notch, R0.8 | 0.64 | 0.05 | 0.15 | 0.08 | 0.08 | 1.15 | |
| 22 | Round notch, R2 | 0.69 | 0.03 | 0.09 | 0.13 | 0.12 | 4.78 | |
| 23 | Pure shear | −0.07 | 0.1 | 0.45 | 0.34 | 0.34 | 0.41 | |
| 24 | Tensile shear, 30° | 0.2 | 0.1 | 0.42 | 0.21 | 0.22 | 2.57 | |
| 25 | Tensile shear, 60° | 0.27 | 0.1 | 0.34 | 0.34 | 0.33 | 2.08 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Y.; Hu, Y. An Extended Iterative Identification Method for the GISSMO Model. Metals 2019, 9, 568. https://doi.org/10.3390/met9050568
Xiao Y, Hu Y. An Extended Iterative Identification Method for the GISSMO Model. Metals. 2019; 9(5):568. https://doi.org/10.3390/met9050568
Chicago/Turabian StyleXiao, Yue, and Yumei Hu. 2019. "An Extended Iterative Identification Method for the GISSMO Model" Metals 9, no. 5: 568. https://doi.org/10.3390/met9050568
APA StyleXiao, Y., & Hu, Y. (2019). An Extended Iterative Identification Method for the GISSMO Model. Metals, 9(5), 568. https://doi.org/10.3390/met9050568