2. Materials and Methods
Samples of the commercial cast magnesium alloy ML5 (AZ91) and the metal-matrix composite ML5/AlN reinforced with ceramic nanosized particles of aluminum nitride (AlN) were obtained. The particles introduced into the melt had an irregular shape with a large number of side planes [
6]. The average particle size was 80 nm.
The specimens of the metal-matrix nanocomposite were produced by a casting method under protective flux VI-2 (MgCl 38–46 wt.%, BaCl
2 5–8 % wt.%, CaF
2 3–5 wt.%, CalCl
2 + NaCl 10 wt.%, and KCl 32–40 wt.%). The magnesium melt ML5 was pre-prepared in an amount of 10 kg and heated to a temperature of 710 °C. It was then placed in the special pot. After that, the melt was mixed, and, after 15 s, the aluminum nitride of nanoparticles in the amount of 0.5 wt.% was introduced with simultaneous stirring for 1 min at a mixer rotation velocity of 500 rpm. The initial alloy ML5 was produced with similar parameters (it was mixed and then subjected to vibration treatment to complete crystallization without the introduction of nanoparticles). An original mixing device [
5] was used for the mixing of the melt made of the commercial titanium (
Figure 1). The mixing device allows for the creation of the turbulent melt flow and the introduction of the powder materials affecting the structure and mechanical properties of metals and alloys. Small vortices, although energetically weaker, can provide uniform mixing, creating regions of uniformity of several tens of microns. According to the experimental results, the use of a special mechanical mixing device allows for the injection of course particles and leads to a significant improvement in the microstructure and mechanical properties of the alloy [
5]. During mechanical mixing, the melt was blown with argon. The finished melt was poured into a mold with a size of 700 × 250 mm
2 (
Figure 1b). The mold was affected by vibration treatment during crystallization. The measured density of
ρ0 samples of the initial alloy ML5, and the metal-matrix composite ML5/AlN was 1.8 ± 0.02 g/cm
3.
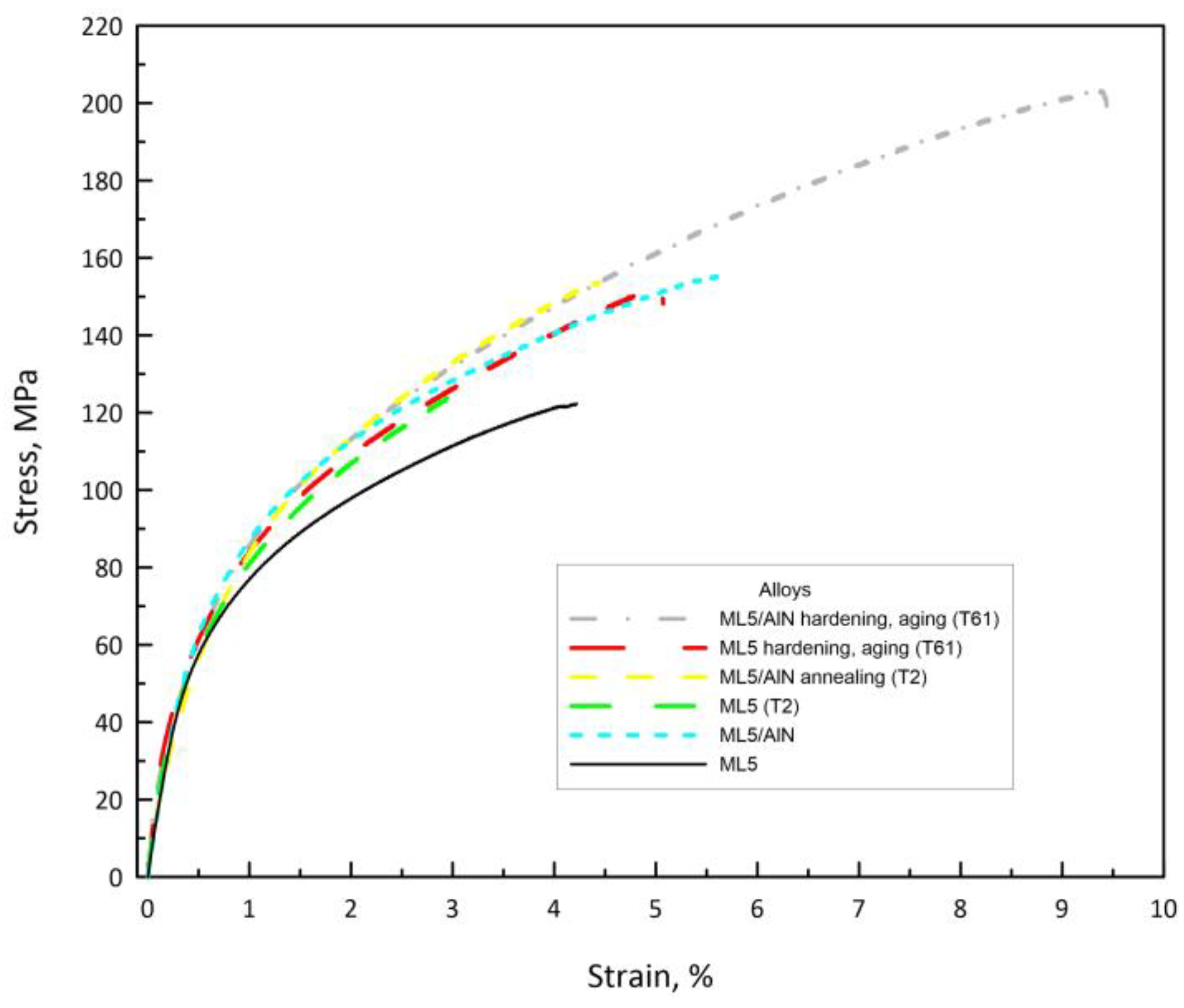
The obtained samples of the alloy ML5 and the composite ML5/AlN were subjected to heat treatment T2 (annealing) and T61 (hardening and aging) in air. The annealing was conducted at a temperature of 280 °C for 4 h, and heating and cooling were carried out in the muffle furnace. Before hardening, the specimens were heated at a temperature of 370 °C for 2 h, followed by cooling in water with a temperature of 60 °C. After hardening, the samples were subjected to aging at a temperature of 170 °C for 4 h, followed by cooling in the furnace.
In this work, the microstructure of the samples was investigated using the optical microscope Olympus GX71 (Olympus Scientific Solutions Americas, Waltham, MA, USA). The study of strength properties for materials with quasi-static axial tension was carried out on the electromechanical universal testing machine INSTRON 3369 (INSTRON 8801, Instron European Headquarters, High Wycombe, UK) with a strain rate of 2 × 10−4 s−1. The testing samples were cut from the initial alloy ML5 and the composite ML5/AlN, and the samples obtained after the heat treatment were in the form of flat double-sided blades on a spark erosion machine. The dimensions of the working part of the samples on tension were 40 × 8 × 1 mm3. The guaranteed frame rigidity of the testing machine corresponds to a load of 250 kN, and the measurement accuracy is 0.5% of a specified load.
The samples for the shock-wave experiments were cut from the castings of magnesium alloy with different structures by the electric-spark method in the form of tablets with a diameter of 15 mm and 30 mm, with a thickness of 2 ± 0.05 mm and 5 ± 0.05 mm, respectively. The strain rates in the shock wave less than 10
6 s
−1 were realized by loading the samples with planar shock waves. The waves were generated in the samples during collision with aluminum plates (impactors) with a diameter of 70 mm and a thickness of 0.38 ± 0.02 mm, 0.73 ± 0.02 mm, and 2 ± 0.02 mm, and they were accelerated to a velocity of 630 ± 30 m/s using special flat-wave shock-wave generators (explosive lens) [
14].
Figure 2 demonstrates the experimental assembly for the shock-wave loading of the tested specimens. The shock wave generators provide the necessary loading conditions and the high degree of homogeneity for the sample deformation, which was achieved by the impact of parallel-sided plates. Under such loading, the shock wave is excited in the sample, after which a constant state is maintained during the time of wave circulation in the impactor.
The velocity of the free back surface of the samples
ufs(
t) was continuously recorded during all shock-wave loading experiments using a laser Doppler velocimeter VISAR (velocity interferometric system for any reflection) [
15]. The free surface velocity profiles
ufs(
t) were recorded with a resolution of 1 ns in time and 3 m/s in measured velocity value.
4. Results of Shock-Wave Deformation and Fracture
The measurement results of the free surface velocity profiles
ufs(
t) for the samples of the alloy ML5 and the metal-matrix composite ML5/AlN after casting are shown in
Figure 6. The thickness of the samples was 4.89 mm, and the thickness of impactors was 2 mm in these experiments.
The exit to the surface of the elastoplastic compression wave and part of the following rarefaction wave was recorded on the wave profiles. The compressive stress behind the elastic precursor front corresponded to the Hugoniot elastic limit (HEL) σHEL = ρ0clufsHEL/2 of the material under uniaxial compression, where ρ0 is the material density, cl is the longitudinal speed velocity (5778 ± 10), and ufsHEL is the surface velocity at the elastic precursor front (HEL velocity on the wave profile). The corresponding values of yield strengths under conditions of the uniaxial tensile stress σТ are related to σHEL as follows: σТ = 3/2σHEL(1 − cb2/cl2), where cb is the bulk sound velocity (4500 m/s). After the compression pulse was reflected from the free surface, tensile stresses were generated inside the sample upon reaching the critical values of which its fracture (in other words, spall) was triggered. In this case, the relaxation of tensile stresses occurred, and a compression wave (spall pulse) was formed, the exit of which to the sample surface caused the second rise in its velocity. A high-rate fracture during the spall is the kinetic process of nucleation. The growth and the fusion of numerous discontinuities, as well as the realizable values of fracture resistance, are the competition results for the growth of tensile stresses in the process of wave interactions and its relaxation as a result of the appearance and the growth of discontinuities in the material.
The decrement of the surface velocity Δ
ufs during its fall from the maximum to the value before the front of the spall pulse was proportional to the magnitude of breaking stress (spall strength of the material under these loading conditions). A value of the spall strength in the linear (acoustic) approximation [
16] is calculated as:
where δ is the distortion correction of the velocity profile due to the difference in the velocity of the front of the spall pulse and the velocity of the plastic part of falling depression wave before the pulse. Such distortions [
18] occur when a compression wave is generated in a stretched material due to the stress relaxation under fracture. The front of the wave is an elastic wave, and it raises the plastic part of the incident wave of unloading which moves with the bulk sound velocity (
cb). The thickness of the spall plate
hspall is determined from the surface velocity profile
ufs(
t) on the period of the velocity oscillations. The wave reflects inside the spall plate many times, and its front moves with the longitudinal sound velocity; therefore, when using the oscillation period of the velocity after the spall Δ
t = (
t2 − t1), the value of
hspall is defined as h
spall = clΔ
t/2.
Figure 6 directly shows that the alloy ML5 in the experiments had a lower Hugoniot elastic limit than the composite ML5/AlN, with values of 174 MPa and 268 MPa, respectively. The increase in the Hugoniot elastic limit was caused by the decrease in the grain size and the presence of small additions of aluminum nitride nanoparticles. It should be noted that the specimens had the same hardness values. Strain hardening immediately after the exit of elastic compression wave (elastic precursor) was observed on the wave profile of the samples of the composite ML5/AlN. AIN nanoparticles make a significant contribution to the development of the strain hardening because they prevent the movement of dislocations during deformation. The second increase in the velocity was observed after the exit of elastic precursor (before the exit of plastic shock wave) on the wave profile of the alloy ML5. Probably, the distortion of the elastic wave occurred as a result of its propagation through the sample, since the structure of the alloy ML5, after casting, was highly heterogeneous; the grain sizes were rather large, from 400 to 800 μm, they were not oriented, and they practically worked as separate crystals. A significant change in the Hugoniot elastic limit depending on the crystal orientation was shown in the study of anisotropy in the shock-wave experiments with magnesium single-crystals [
18].
As shown in the wave profile of the sample of the composite ML5/AIN (
Figure 6), the spall fracture of the material occurred, but further oscillations in the spall plate quickly decayed due to the strong dispersion of the spall pulse on the fracture surface in the spall zone. Such a developed surface may occur as a result of the viscous-plastic fracture of samples. These data obtained completely corresponded with data obtained on the uniaxial tensile testing, where it was shown that the addition of AlN particles leads to an increase in plasticity.
The comparison of wave profiles for the samples of the cast magnesium alloy ML5 and the metal-matrix composite ML5/AlN before and after the heat treatments are presented in
Figure 7 and
Figure 8.
The thickness of the samples was 5 mm, and the thickness of impactors was 0.73 mm in these experiments. With the selected ratio of the thicknesses of the impactor and the sample, loading conditions near the free back surface of the sample corresponded to the onset of shock wave attenuation due to the effect of rarefaction wave catching it. An intermediate rise in the velocity between the elastic and plastic waves was observed on the wave profile of the alloy ML5 after casting (
Figure 7). A similar behavior was observed in the experiments shown in
Figure 6, which, in both cases, was due to the heterogeneity of the structure of the alloy ML5. An increase in the Hugoniot elastic limit compared with the samples after casting from 158 to 168 MPa was shown on the free surface velocity profile of the sample of the alloy ML5 after annealing (
Figure 7). The fracture of the sample became more viscous, and the fluctuations of the surface velocity for the spall plate disappeared almost immediately. The spall strength of the alloy ML5 decreased relative to the sample after casting from 635 to 610 MPa. The Hugoniot elastic limit increased up to 255 MPa with sufficiently strong strain hardening in the experiments with hardened and aged samples of the alloy ML5. The plasticity reduction led to the formation of a pronounced spall pulse in the spall plate.
The free surface velocity profiles of the metal-matrix composite ML5/AIN in different structural states are presented in
Figure 8. It can be seen from the free surface velocity profiles of the tested samples that the change in the internal structure of the metal-matrix composite ML5/AlN using the heat treatment practically did not effect the Hugoniot elastic limit, and the slight increase in the spall strength from 820 to 850 MPa was observed only for the samples subjected to hardening and aging, in comparison with samples after casting and homogenization annealing.
The free surface velocity profiles for the samples of the magnesium alloy ML5 in comparison with the metal-matrix composite ML5/AIN after the heat treatment, namely hardening and aging, are presented in
Figure 9. It was shown that the heat-treated cast alloy ML5 had elastic-plastic and strength properties which were practically equal to the composite ML5/AIN. There was sufficiently strong strain hardening for both the alloy ML5 and the composite ML5/AlN. A viscosity of the material or the stress relaxation time was determined by the rise time of parameters in the plastic shock wave.
The summarized values of the Hugoniot elastic limit (σ
HEL) and the spall strength (σ
spall), depending on the structure state of the samples under shock-wave loading, are depicted in
Figure 10. It can be seen that the highest value of the Hugoniot elastic limit was received with the samples after hardening and aging. The heat treatment of the composites ML5/AIN had little effect on the parameters of the elastoplastic transition. The strength properties of the samples varied depending on their structural state. The hardening and aging of the alloy samples ML5 allowed for a significant increase of the spall strength and practically achieved the strength of the metal-matrix composite after casting and annealing.
The dependence of the magnitude of the critical fracture stresses during spallation on strain rates before the spalling in the tested samples, in comparison with data (from scientific literature) for magnesium single crystals, the primary magnesium Mg95, and the alloys of Ma1 and Ma2-1, are presented in
Figure 11. Here, the strain rate refers to the expansion rate of the substance in the rarefaction wave, which is defined as
V/V0 = ufsr/2cb, where
ufsr is the measured rate of decrease of the free sample surface in the discharge part of the shock compression pulse.
The measurement results of the spall strength indicate its increase with the growth of the stretch rate, and these results are generally consistent with the research in [
19,
20,
21]. As shown in
Figure 11, the values of the spall strength of the metal-matrix composite ML5/AlN were almost equal to the spall strength of the deformable magnesium alloy Ma1 [
20] at a strain rate of 1.15 × 10
5 s
−1.
The measurement results of the Hugoniot elastic limit and the spall strength of the samples of magnesium alloy ML5 and the metal-matrix composite ML5/AIN in different structural states obtained from the processing of the measured free surface velocity profiles are presented in
Table 2. The corresponding values of the thickness of the spall plate
hspall and the dynamic yield strength are also given there. The maximum shock compression pressure in these experiments varied in a range of 2.99–4.1 GPa, and the strain rate of the samples in unloading before the spall fracture was in a range from 0.5 × 10
5 s
−1 to 2.5 × 10
5 s
−1.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}