Manufacturing of 42SiCr-Pipes for Quenching and Partitioning by Longitudinal HFI-Welding

 ,
, 
Abstract
:1. Introduction
1.1. Industrial Relevance
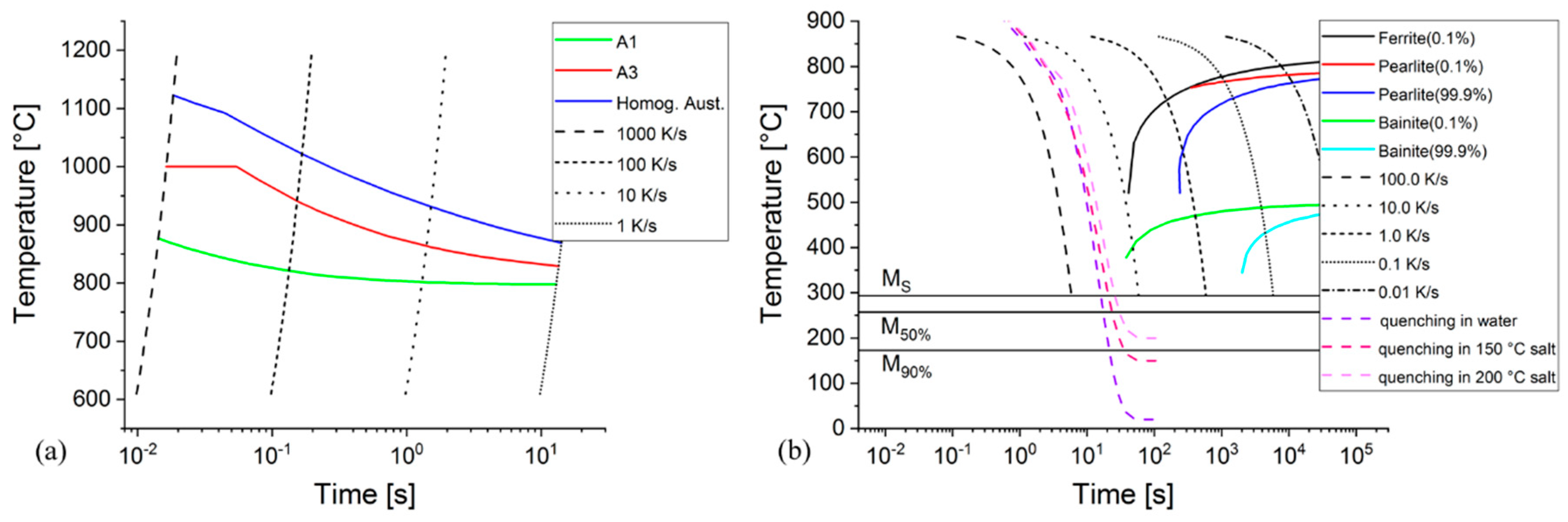
1.2. Scientific Fundamentals
2. Materials and Methods
2.1. Material and Tube Sample Preparation
2.2. Longitudinal Tube Welding
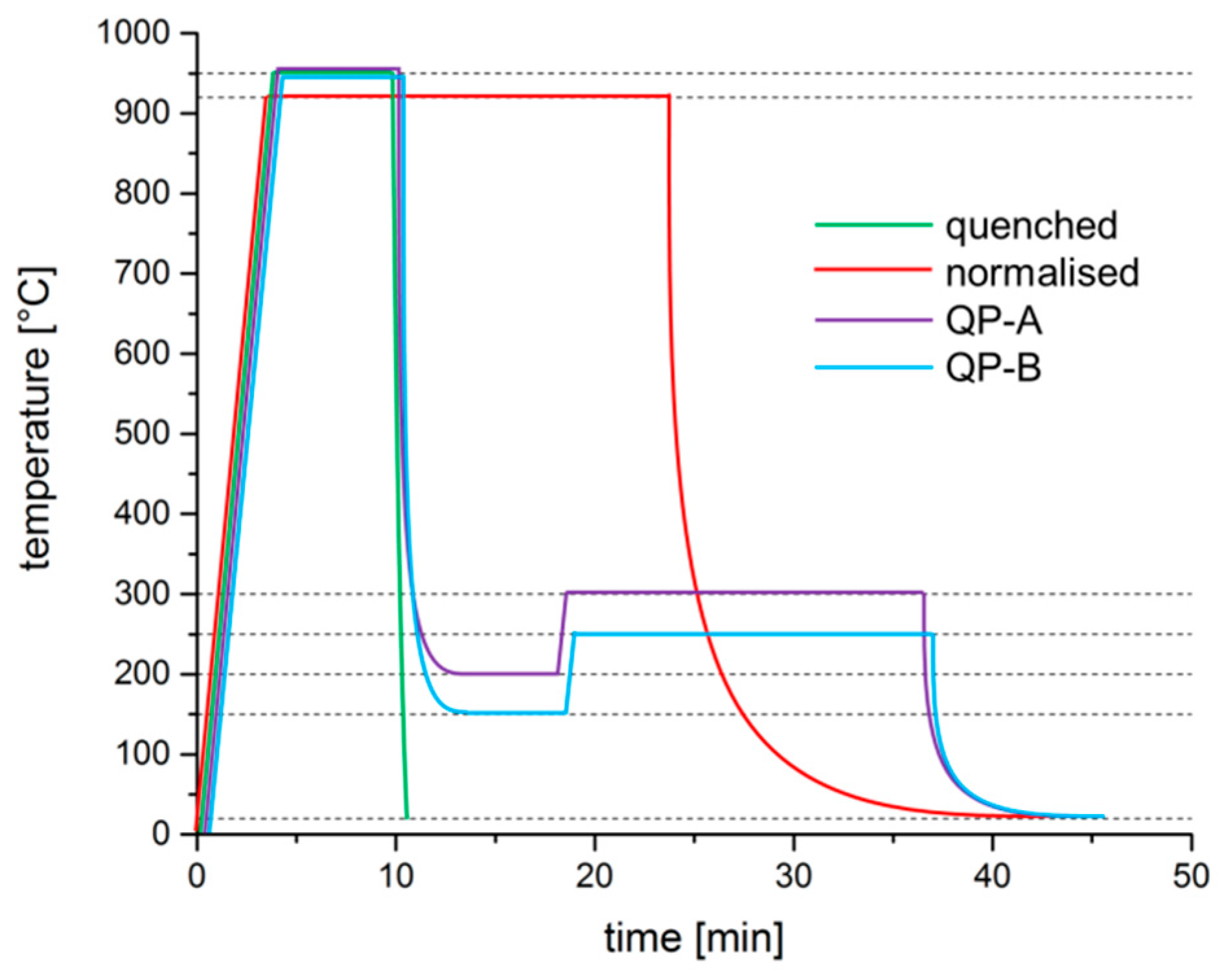
2.3. Post-Welding Heat Treatment
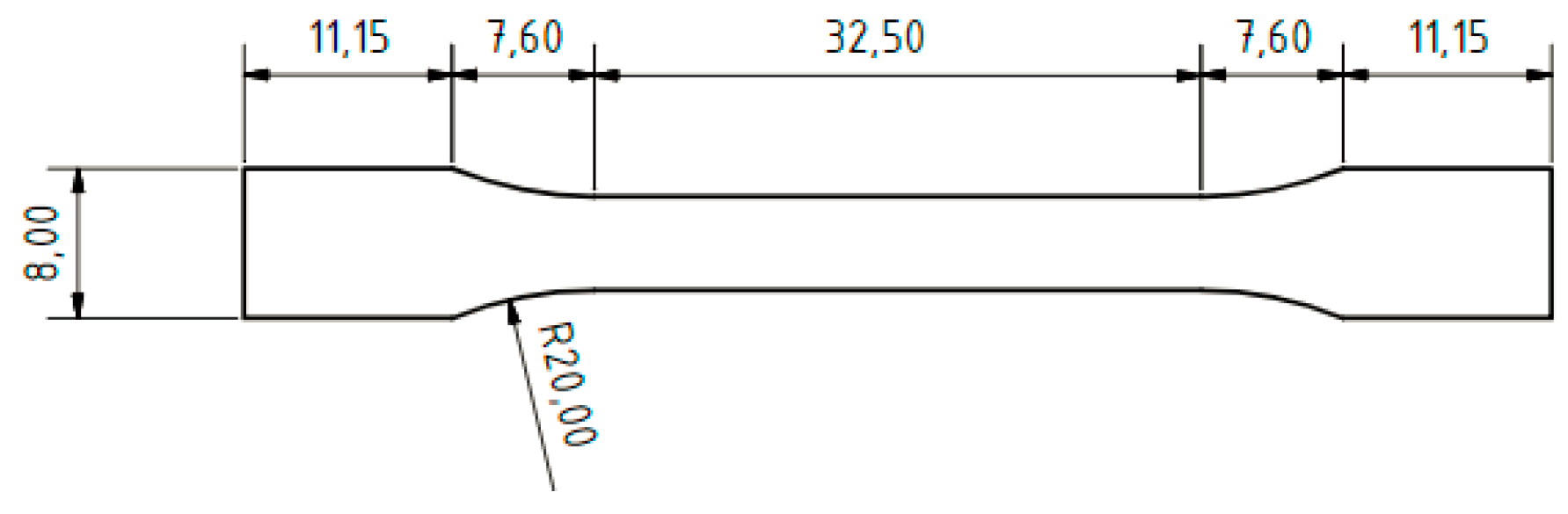
2.4. Microstructural Analysis and Mechanical Testing
3. Results
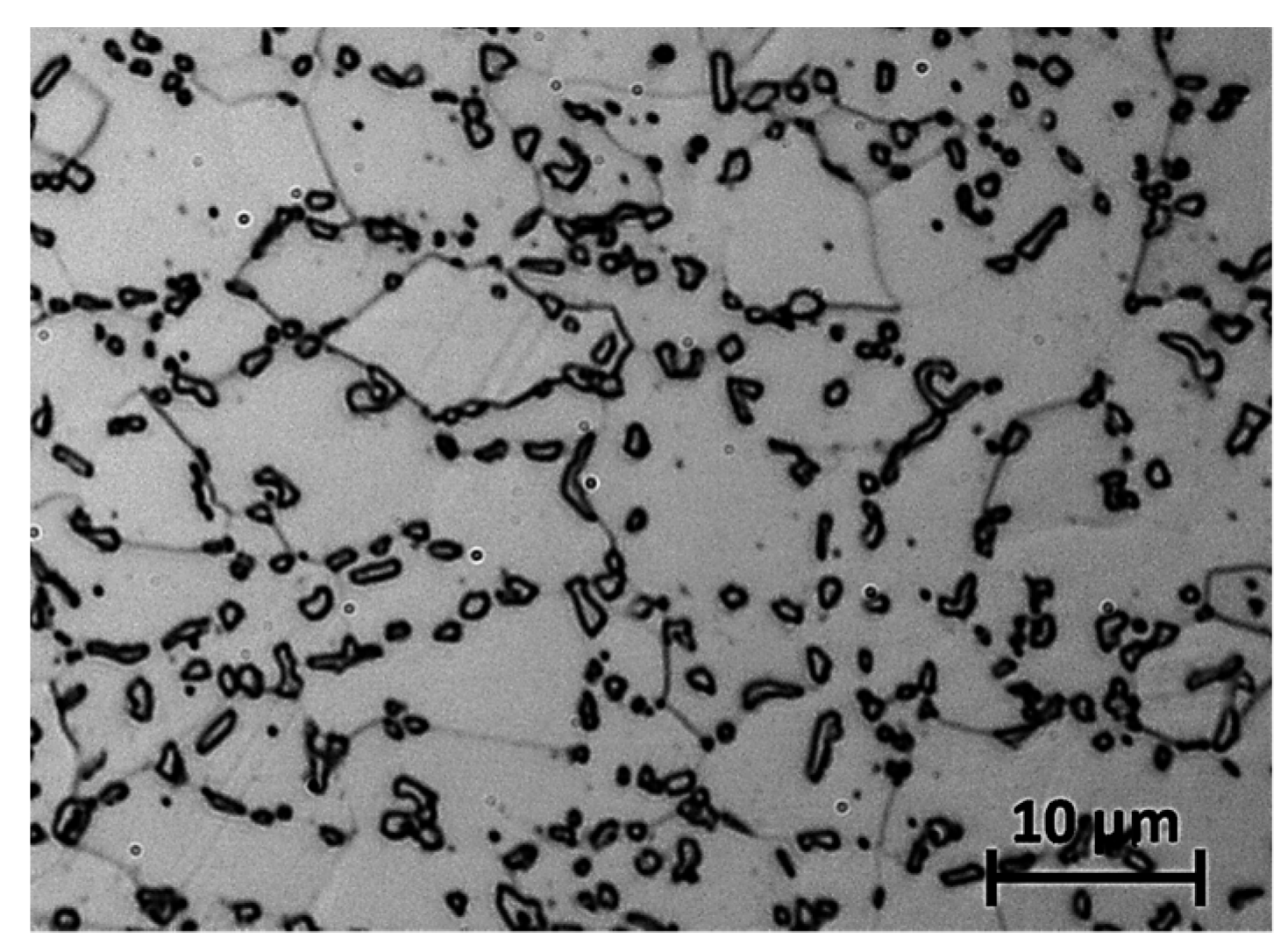
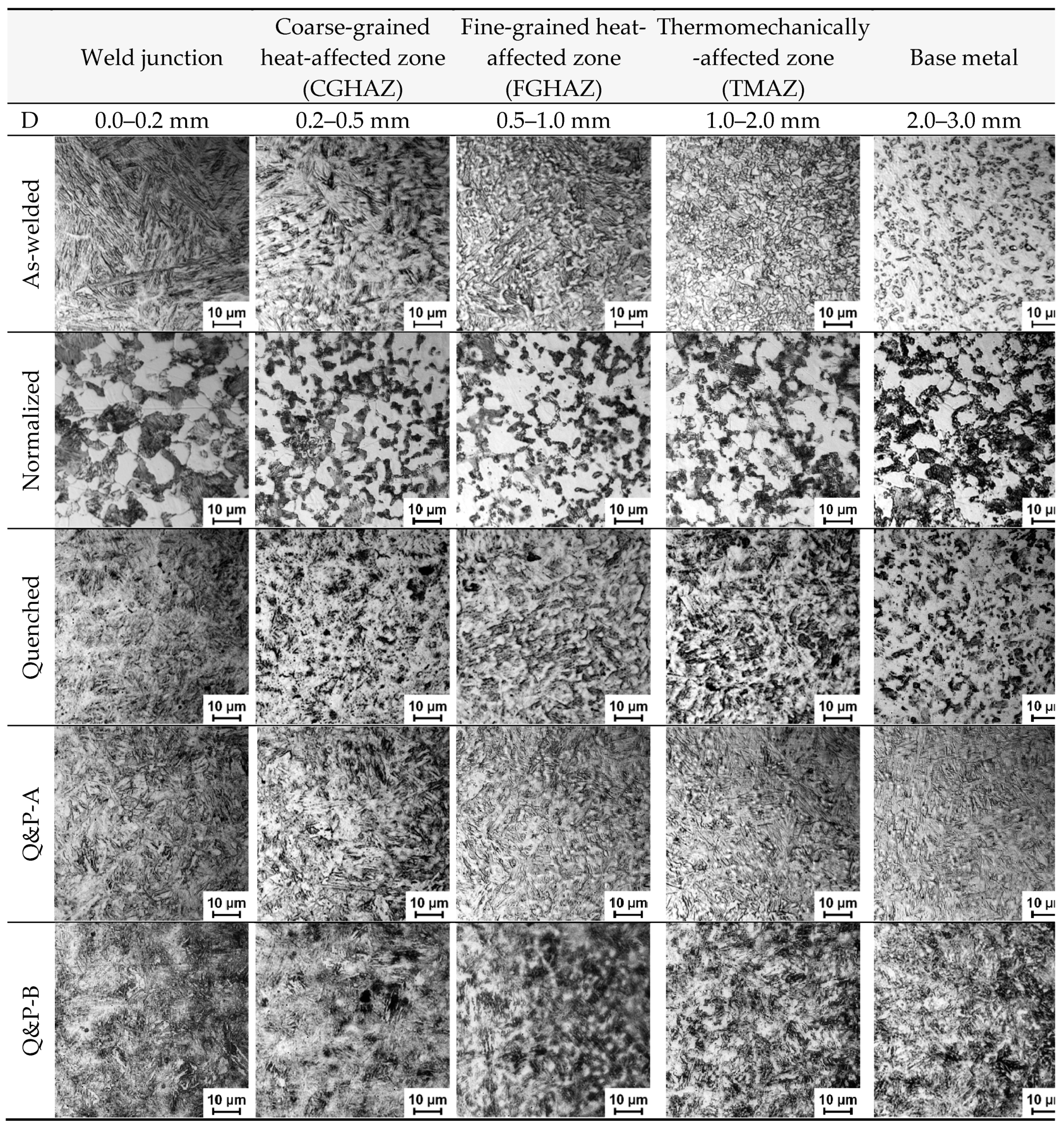
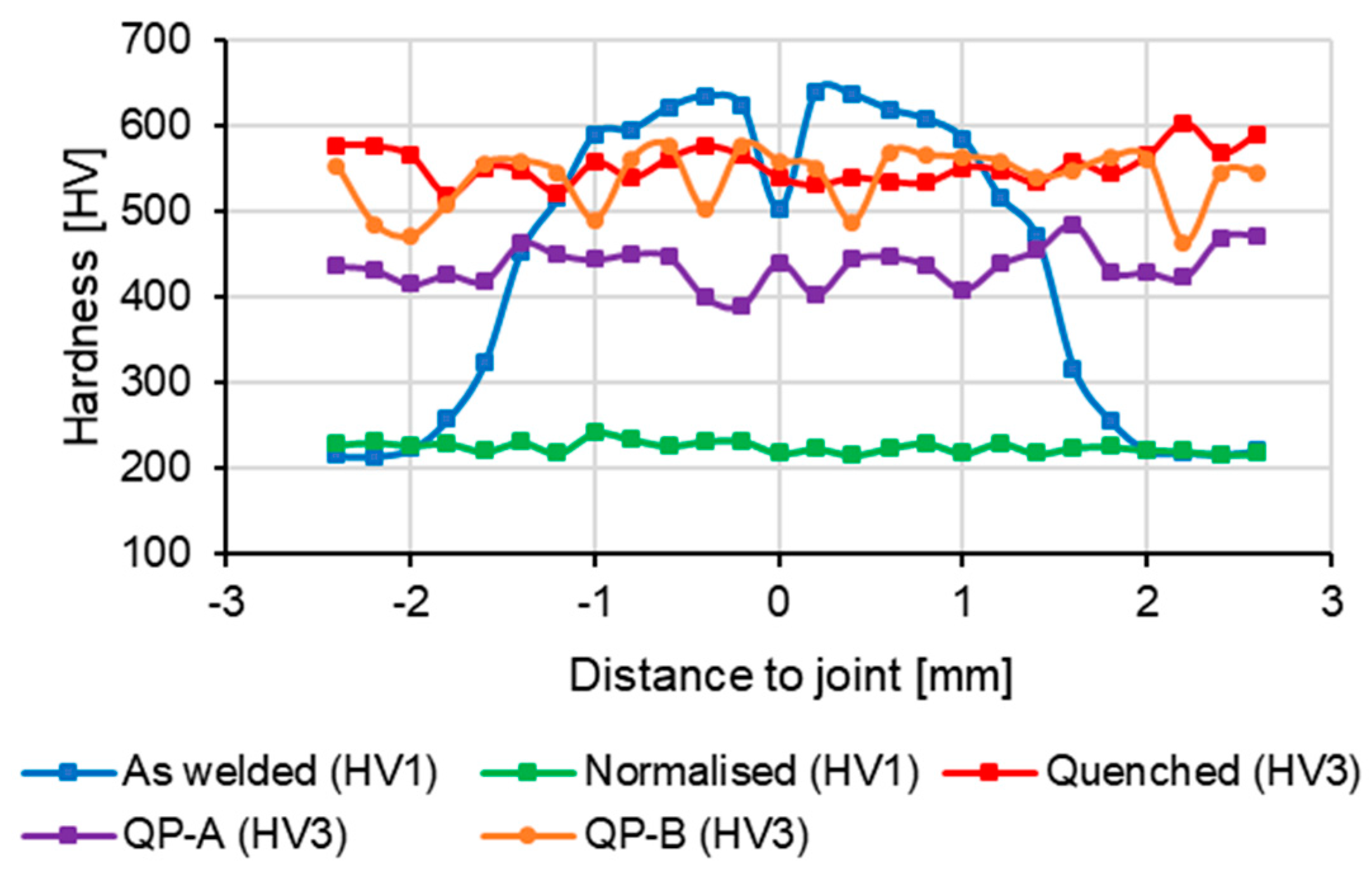
3.1. Microstructure and Hardness
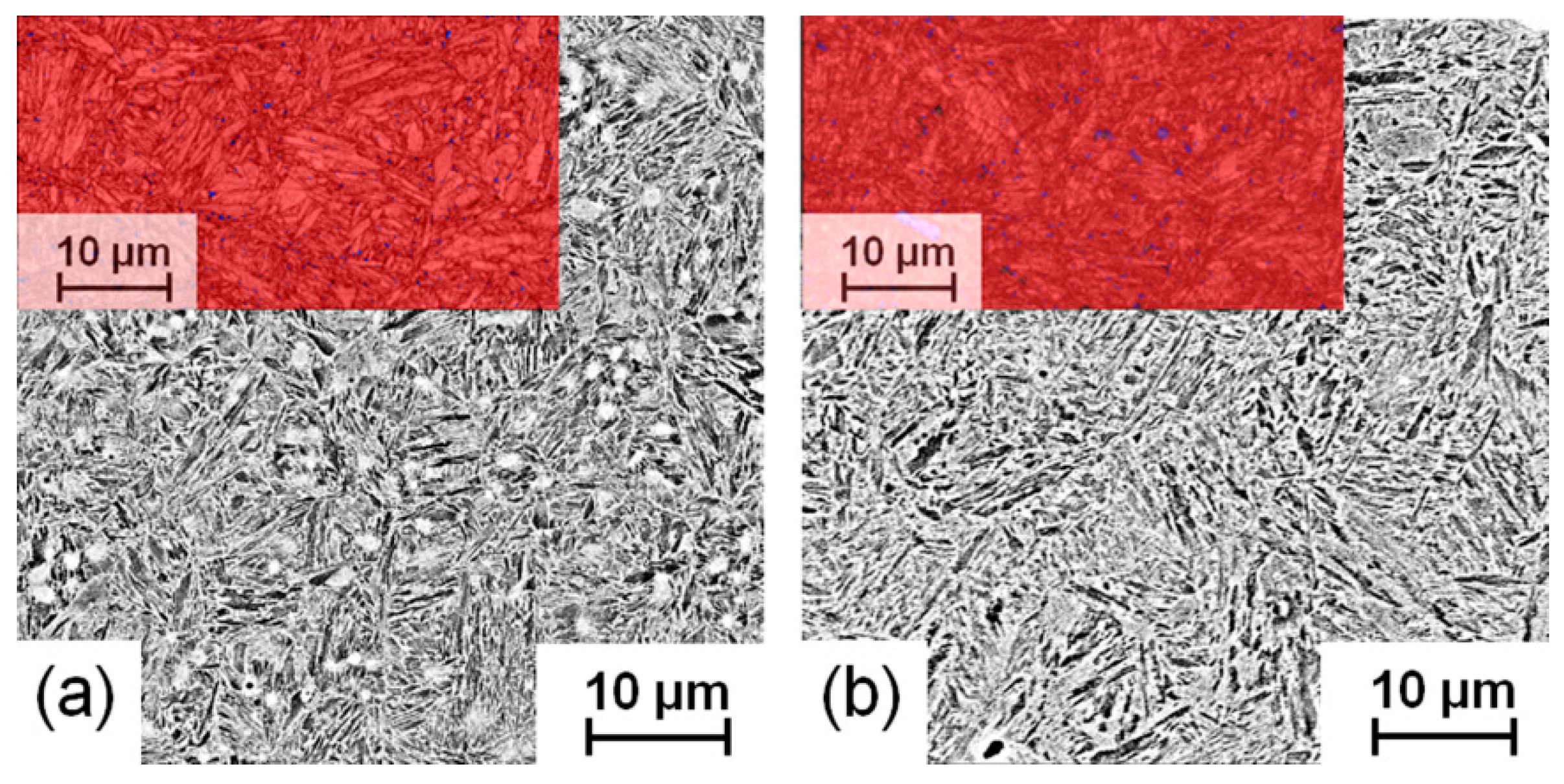
3.1.1. As-Welded Pipes
3.1.2. Normalized Pipes
3.1.3. Quenched Pipes
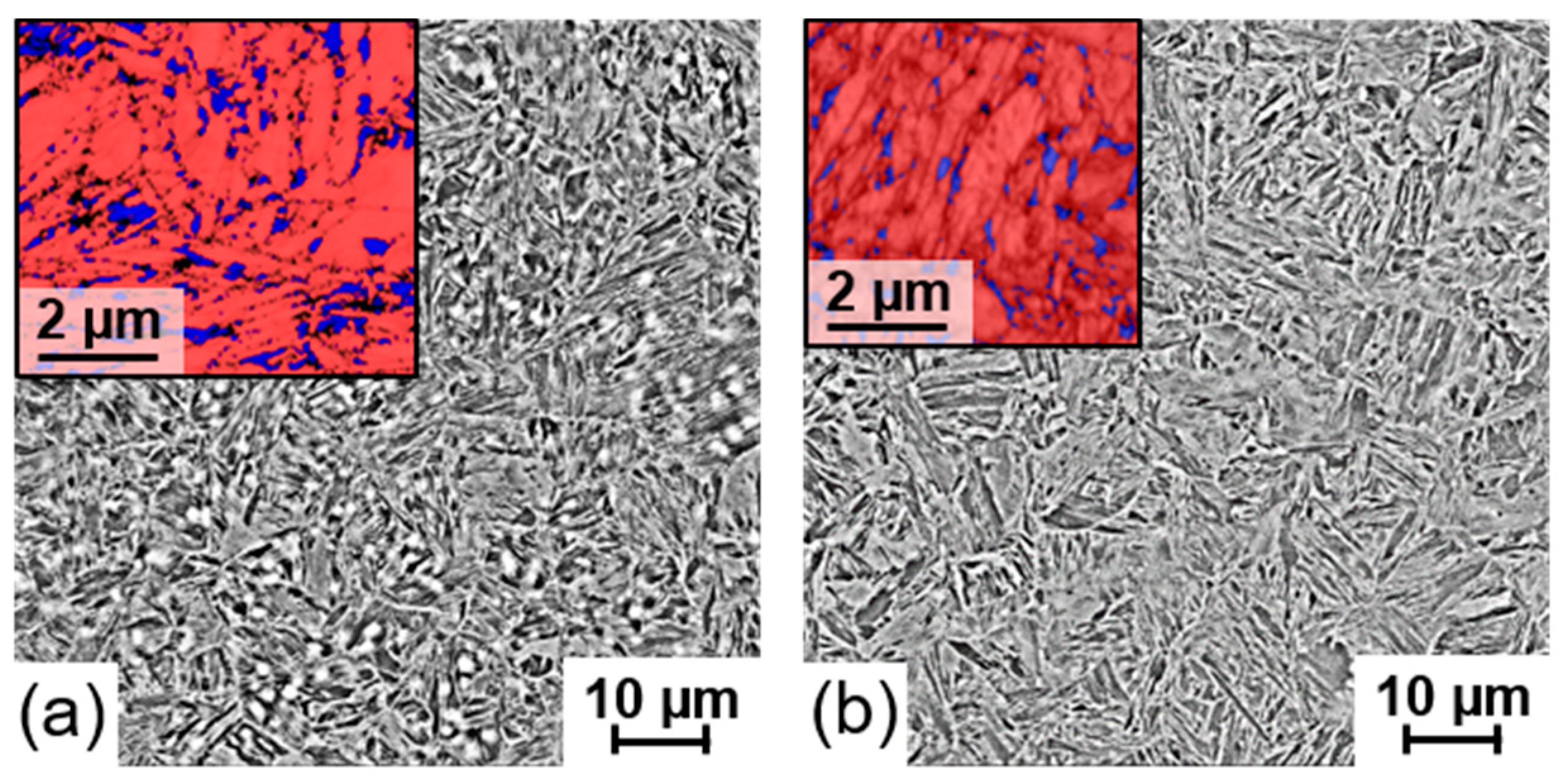
3.1.4. Q&P-A Heat-Treated Pipes
3.1.5. Q&P-B Heat-Treated Pipes
3.2. Mechanical Properties
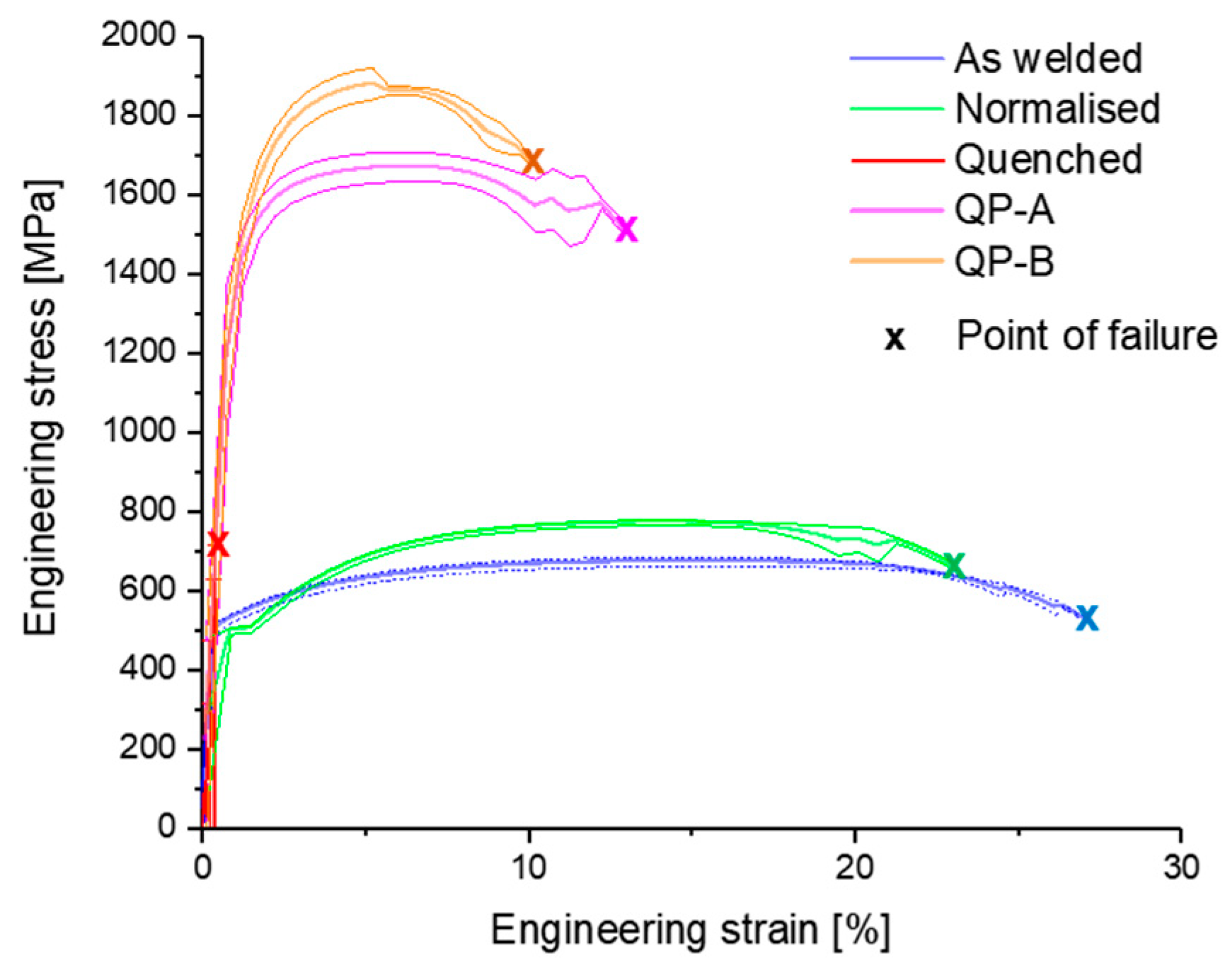
3.2.1. Tensile Testing
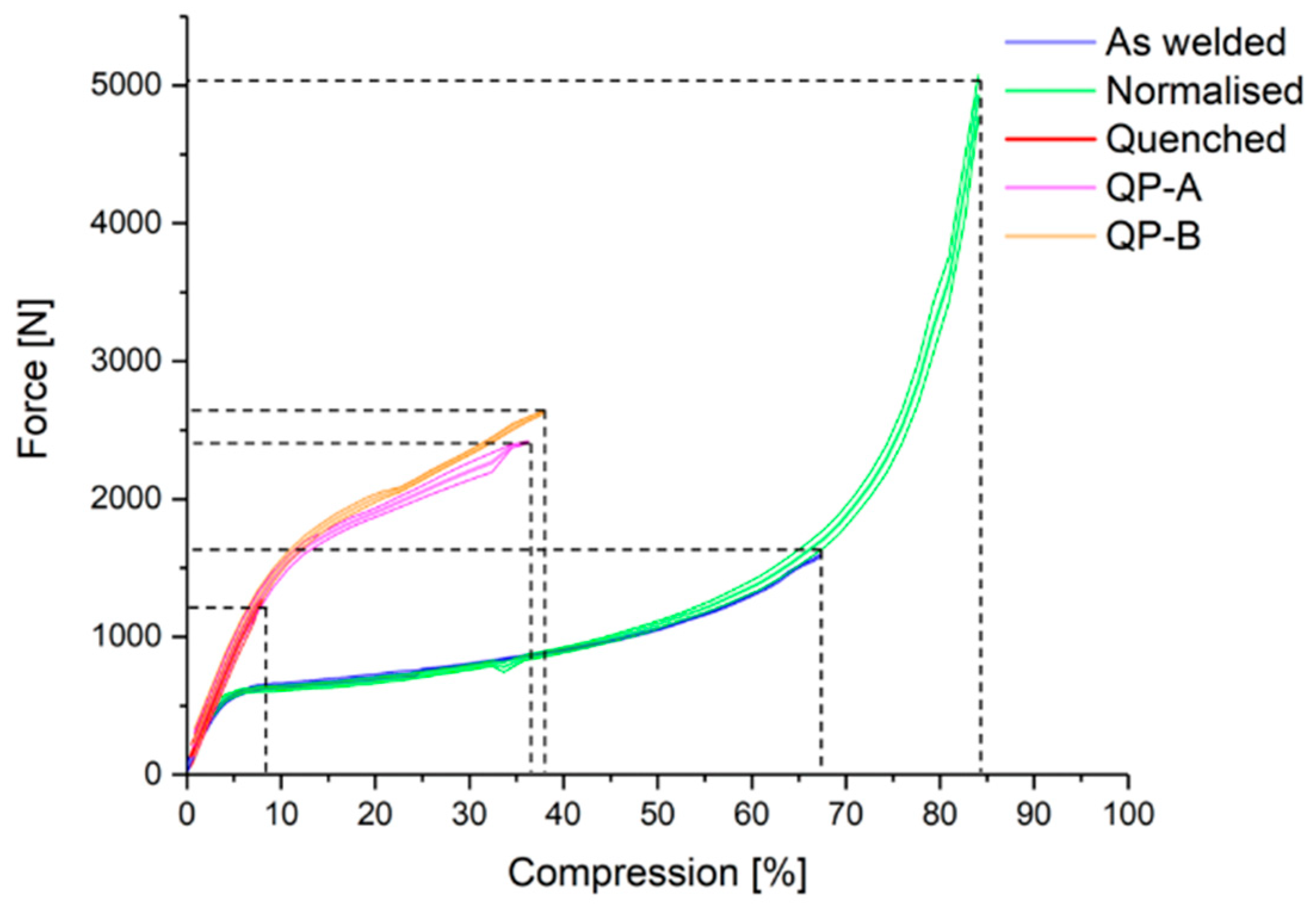
3.2.2. Tube-Flattening Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Sun, J.; Yu, H. Microstructure development and mechanical properties of quenching and partitioning (Q&P) steel and an incorporation of hot-dipping galvanization during Q&P process. Mater. Sci. Eng. A 2013, 586, 100–107. [Google Scholar]
- Matlock, D.K.; Speer, J.G.; De Moor, E. Recent AHSS developments for automotive applications: processing, microstructures, and properties. In Proceedings of the Addressing Key Technology Gaps in Implementing Advanced High-Strength Steels for Automotive Lightweighting, USCAR Offices, Southfield, MI, USA, 9–10 February 2012. [Google Scholar]
- German Steel Tube Association. Jahresbericht 2015 – Kurzfassung; German Steel Tube Association: Düsseldorf, Germany, 2015; p. 12. [Google Scholar]
- World Steel Association. Steel Statistical Yearbook 2017; World Steel Association: Brussels, Belgium, 2017; p. 128. [Google Scholar]
- German Steel Tube Association. Jahresbericht 2016; German Steel Tube Association: Düsseldorf, Germany, 2017. [Google Scholar]
- Jirková, H.; Masek, B.; Wagner, M.F.-X.; Langmajerová, D.; Kucerová, L.; Treml, R.; Kiener, D. Influence of retained austenite on macro and micromechanical properties of steel processed by the Q&P process. J. Alloy. Compd. 2014, 615, 163–168. [Google Scholar]
- Jirková, H.; Kučerová, L.; Mašek, B. The effect of chromium on microstructure development during q-p. Process. Mater. Today Proc. 2015, 2, S627–S630. [Google Scholar] [CrossRef]
- Zou, J.X.; Grosdidier, T.; Zhang, K.M.; Gao, B.; Hao, S.Z.; Dong, C. Microstructures and phase formations in the surface layer of an AISI D2 steel treated with pulsed electron beam. J Alloy Compd 2007, 434–435, 707–709. [Google Scholar] [CrossRef]
- Černý, I.; Mikulová, D.; Sís, J.; Mašek, B.; Jirková, H.; Malina, J. Fatigue properties of a low alloy 42SiCr steel heat treated by quenching and partitioning process. Procedia Eng. 2011, 10, 3310–3315. [Google Scholar] [CrossRef] [Green Version]
- Haga, H.; Aoki, K.; Sato, T. The mechanisms of formation of weld defects in high-frequency electric resistance welding. Weld. J. 1981, 60, 104–109. [Google Scholar]
- German Institute for Standardization DIN. Petroleum and Natural Gas Industries - Steel Pipe for Pipeline Transportation Systems (ISO 3183:2012), German version EN ISO 3183:2012; German Institute for Standardization: Berlin, Germany, 2013. [Google Scholar]
- German Institute for Standardization DIN. Metallic Materials - Tensile Testing - Part 1: Method of Test at Room Temperature (ISO 6892-1:2016), German version EN ISO 6892-1:2016; German Institute for Standardization: Berlin, Germany, 2017. [Google Scholar]
- German Institute for Standardization Metallic materials. Tube - Flattening Test (ISO 8492:2013), German version EN ISO 8492:2013; German Institute for Standardization: Berlin, Germany, 2014. [Google Scholar]
- Bleck, W. Werkstoffkunde Stahl für Studium und Praxis, 3rd ed.; Verlag Mainz: Aachen, Germany, 2004; ISBN 3-89653-820-9. [Google Scholar]
- Jenicek, S.; Vorel, I.; Kana, J.; Opatova, K.; Rubesova, K.; Kotesovec, V.; Masek, B. Evolution of microstructure and mechanical properties during Q&P processing of medium-carbon steels with different silicon levels. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 1. [Google Scholar]
- Wang, B.; Duan, Q.Q.; Yao, G.; Pang, J.C.; Li, X.W.; Wang, L.; Fang, Z.F. Investigation on fatigue fracture behaviors of spot welded Q&P 980 steel. Int. J. Fatigue 2014, 66, 20–28. [Google Scholar]
- Liu, X.D.; Xu, Y.B.; Misra, R.D.K.; Peng, F.; Wang, Y.; Du, Y.B. Mechanical properties in double pulse resistance spot welding of Q&P 980 steel. J. Mater. Process. Tech. 2019, 263, 186–197. [Google Scholar]
- Mehner, T.; Morgenstern, R.; Frint, F.; Scharf, I.; Wanger, M.F.-X.; Lampke, T. Corrosion characteristics of a quenching and partitioning steel determined by electrochemical impedance spectroscopy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 373, 1. [Google Scholar] [CrossRef]
- Yang, J.; Feng, F.; Guo, Z.; Rong, Y.; Chen, N. Effect of retained austenite on the hydrogen embrittlement of a medium carbon quenching and partitioning steel with refined microstructure. Mater. Sci. Eng. A 2016, 665, 76–85. [Google Scholar] [CrossRef]
- De Moor, E.; Lacroix, S.; Clarke, A.; Penning, J.; Speer, J.G. Effect of retained austenite stabilized via quench and partitioning on the strain hardening of martensitic steels. Metall. Mater. Trans. A 2008, 39, 2586–2595. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Cr | Mn | Ni | Cu | Mo | Al | P | Sn |
|---|---|---|---|---|---|---|---|---|---|
| 0.42 | 2.15 | 1.34 | 0.70 | 0.05 | 0.04 | 0.04 | 0.01 | 0.01 | 0.01 |
| Process | - | As-welded | Normalized | Quenched | Q&P-A | Q&P-B |
|---|---|---|---|---|---|---|
| welding | - | high-frequency induction welding (all routes) | ||||
| austenizing | Ta | - | 920 °C | 950 °C | 950 °C | 950 °C |
| ta | - | 20 min | 6 min | 6 min | 6 min | |
| quenching | Tq | - | - | 20 °C | 200 °C | 150 °C |
| t8/5 | - | - | 7.8 s | 11.1 s | 8.8 s | |
| tq | - | - | - | 5 min | 5 min | |
| partitioning | Tp | - | - | - | 300 °C | 250 °C |
| tp | - | - | 18 min | 18 min | ||
| chilling | Tf | - | - | - | 20 °C | 20 °C |
| Condition | Rp0.2 [MPa] | Rm [MPa] | A30mm [%] |
|---|---|---|---|
| as-welded | 516 | 672 | 23 |
| normalized | 498 | 770 | 27 |
| quenched | 340 | 340 | 0.4 |
| Q&P-A | 1337 | 1670 | 13 |
| Q&P-B | 1384 | 1880 | 10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kroll, M.; Birnbaum, P.; Zeisig, J.; Kraeusel, V.; Wagner, M.F.-X. Manufacturing of 42SiCr-Pipes for Quenching and Partitioning by Longitudinal HFI-Welding. Metals 2019, 9, 716. https://doi.org/10.3390/met9060716
Kroll M, Birnbaum P, Zeisig J, Kraeusel V, Wagner MF-X. Manufacturing of 42SiCr-Pipes for Quenching and Partitioning by Longitudinal HFI-Welding. Metals. 2019; 9(6):716. https://doi.org/10.3390/met9060716
Chicago/Turabian StyleKroll, Martin, Peter Birnbaum, Josephine Zeisig, Verena Kraeusel, and Martin Franz-Xaver Wagner. 2019. "Manufacturing of 42SiCr-Pipes for Quenching and Partitioning by Longitudinal HFI-Welding" Metals 9, no. 6: 716. https://doi.org/10.3390/met9060716
APA StyleKroll, M., Birnbaum, P., Zeisig, J., Kraeusel, V., & Wagner, M. F. -X. (2019). Manufacturing of 42SiCr-Pipes for Quenching and Partitioning by Longitudinal HFI-Welding. Metals, 9(6), 716. https://doi.org/10.3390/met9060716