Precipitation Kinetics and Evaluation of the Interfacial Mobility of Precipitates in an AlSi7Cu3.5Mg0.15 Cast Alloy with Zr and V Additions

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Samples Preparation
2.2. Characterization Methods
2.2.1. AlSi7Cu3.5Mg0.15 (Mn, Zr, V) As-Cast and As-Quenched Characterization
2.2.2. Power Compensation Differential Scanning Calorimetry of Quenched Specimens
2.2.3. Microhardness, TEM Preparation, and Observations
3. Results
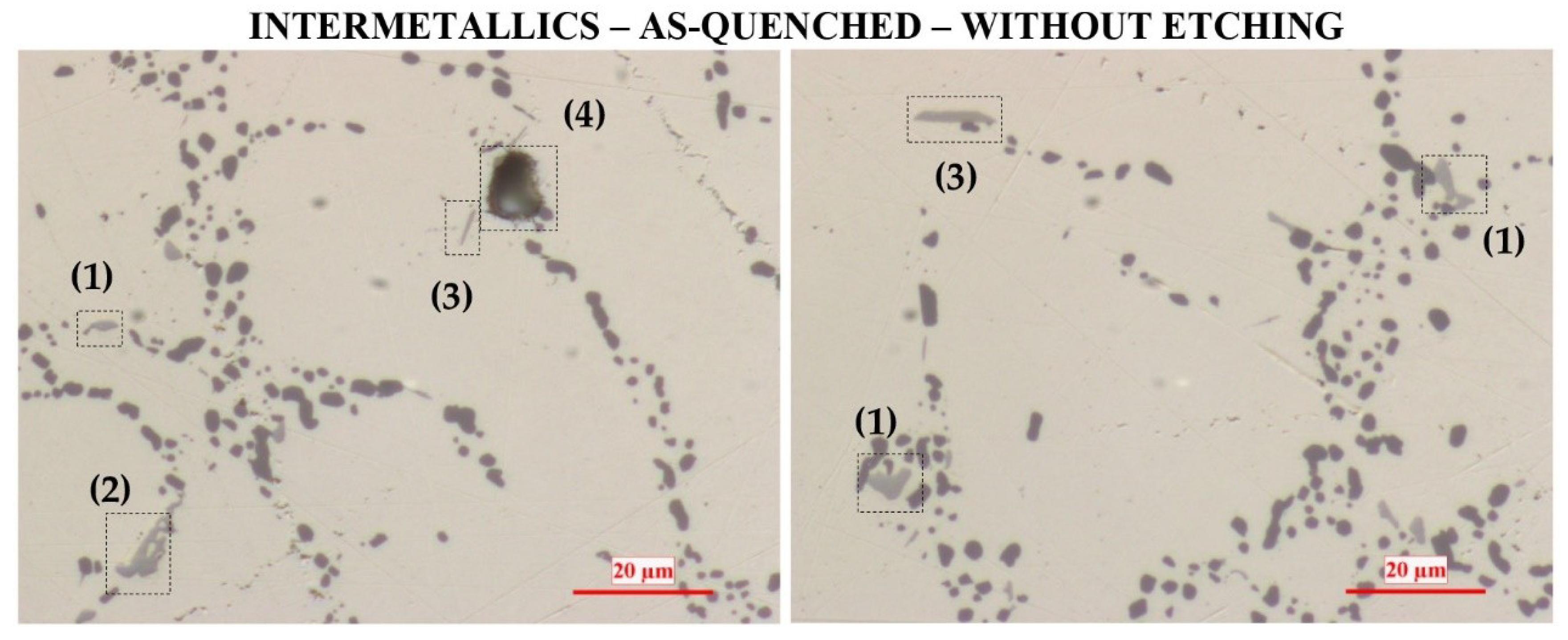
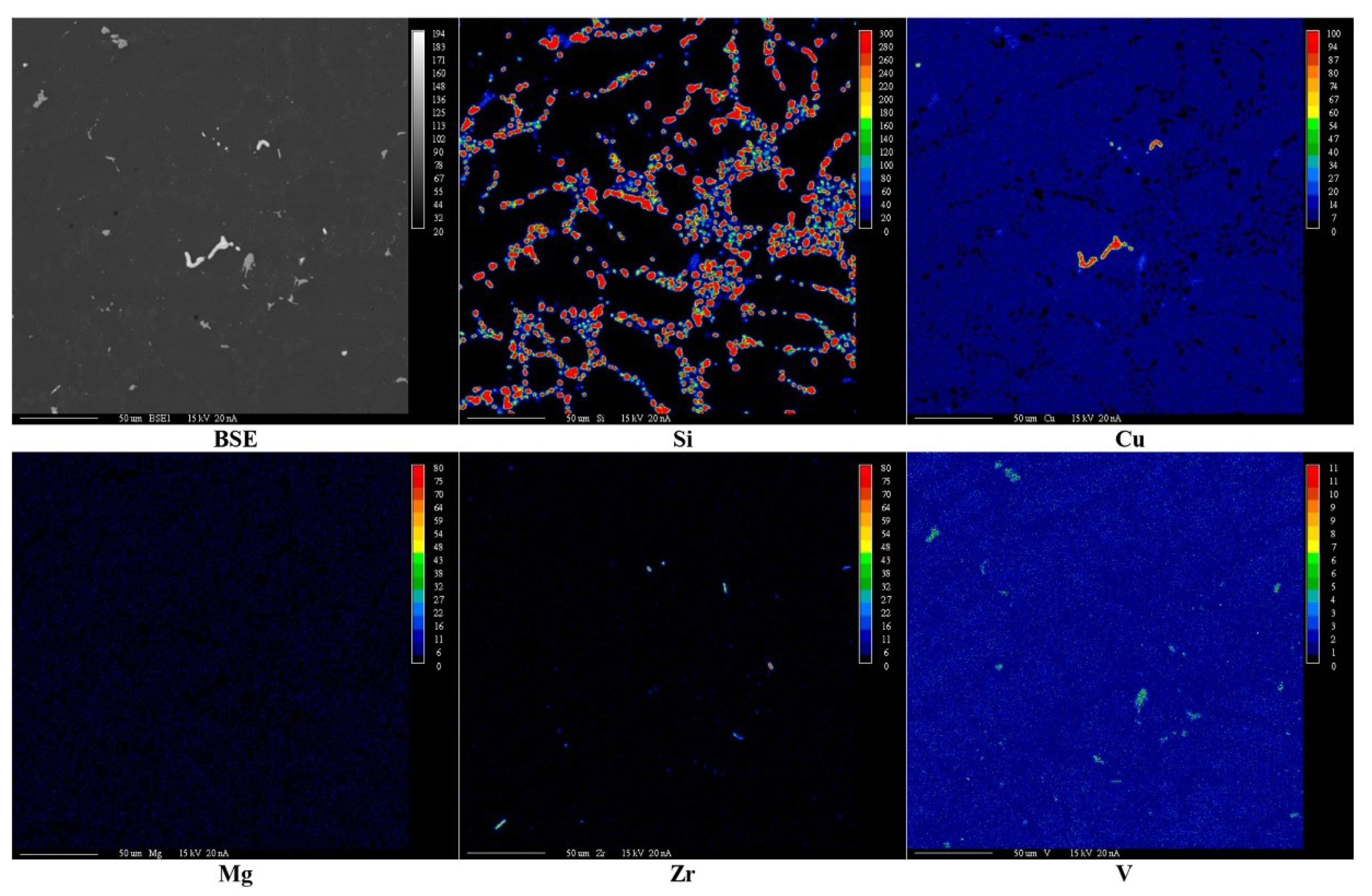
3.1. Metallurgical Characterization
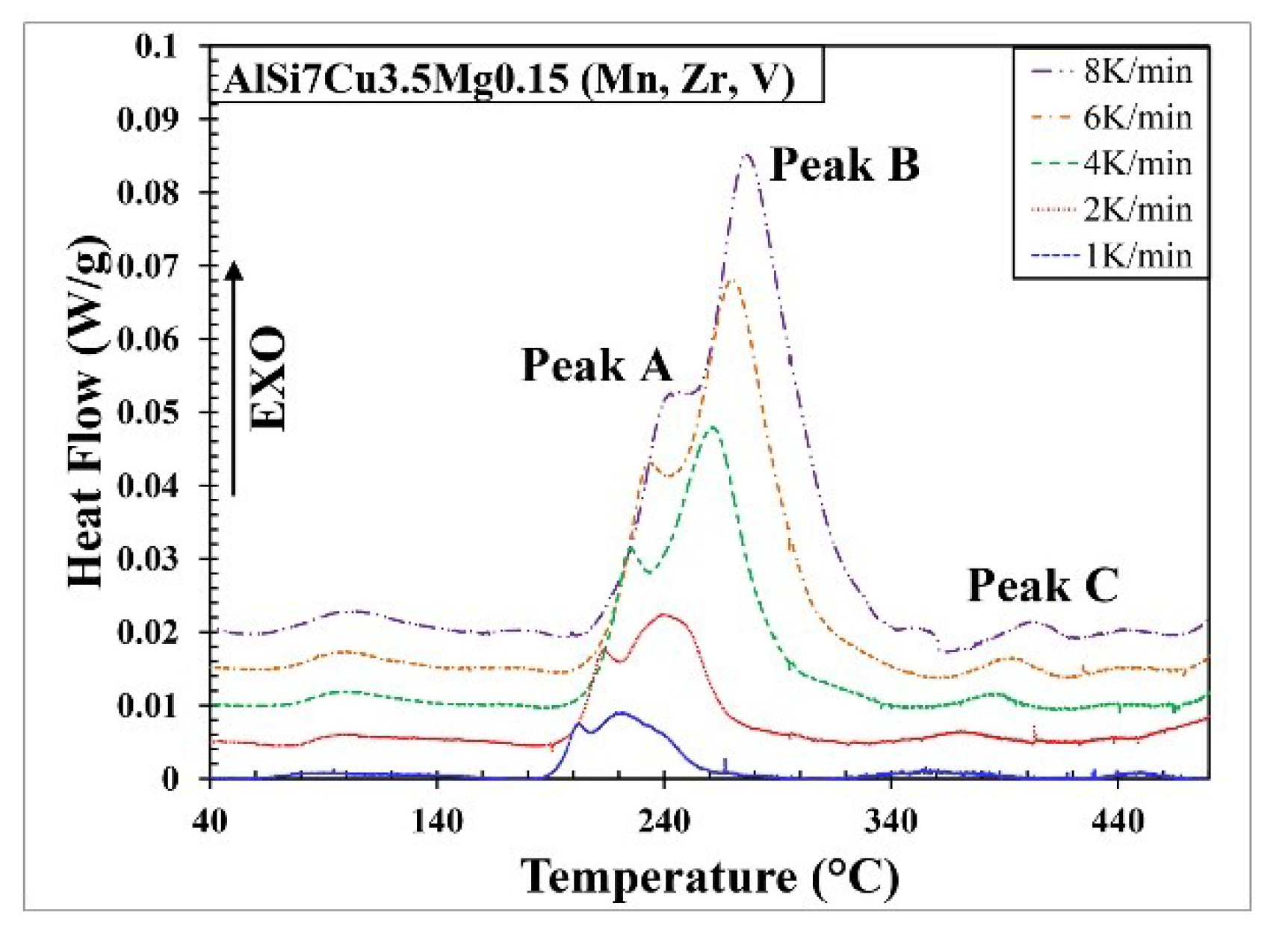
3.2. DSC Runs for Different Constant Heating Rates
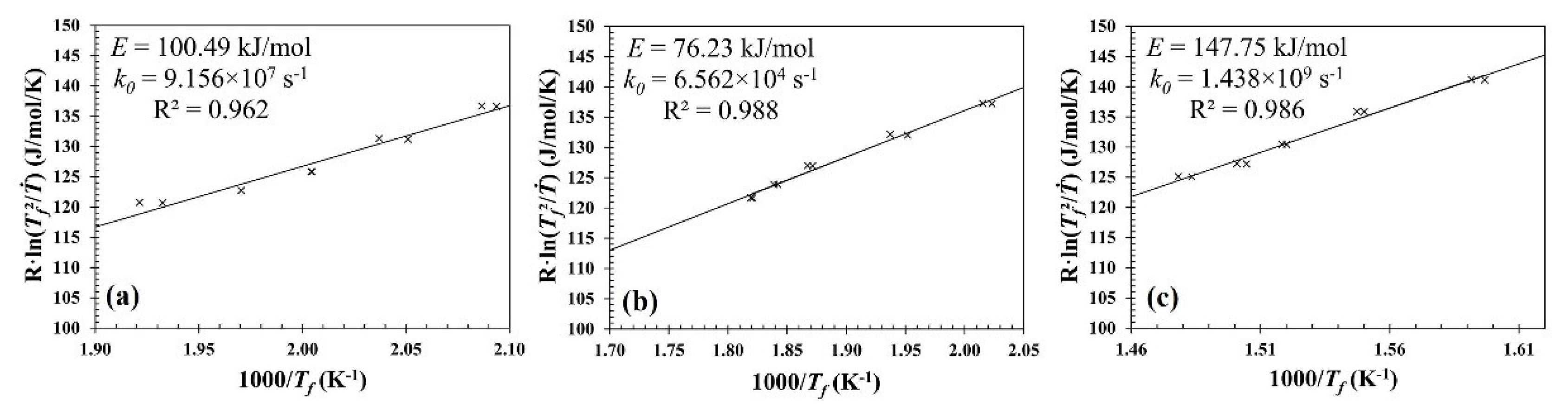
3.3. Determination of Kinetic Parameters by the Kissinger Method
3.4. Comparison of Isothermal Evolution from LKSZ Kinetic Model with Microhardness
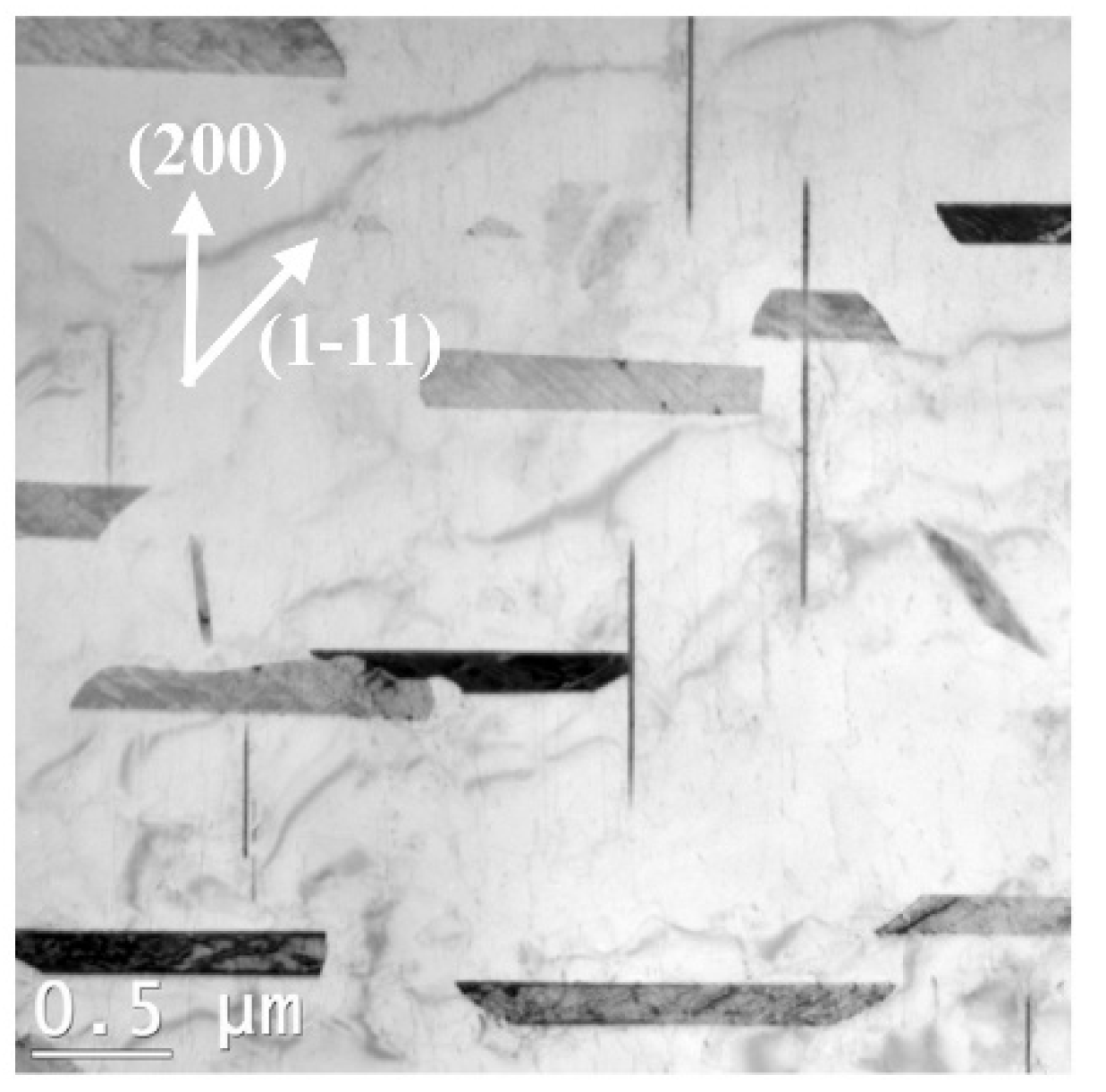
3.5. TEM Precipitate Observations
3.6. Evaluation of Interfacial Mobilities in AlSi7Cu3.5Mg0.15 (Mn, Zr, V) Alloy
4. Discussion
4.1. Age Hardening Characterization of AlSi7Cu3.5Mg0.15 (Mn, Zr, V)
4.2. Calorimetric Precipitation Study
4.3. Nanoscale Precipitates Observations by TEM
4.4. Interfacial Mobility Calculations
5. Conclusions
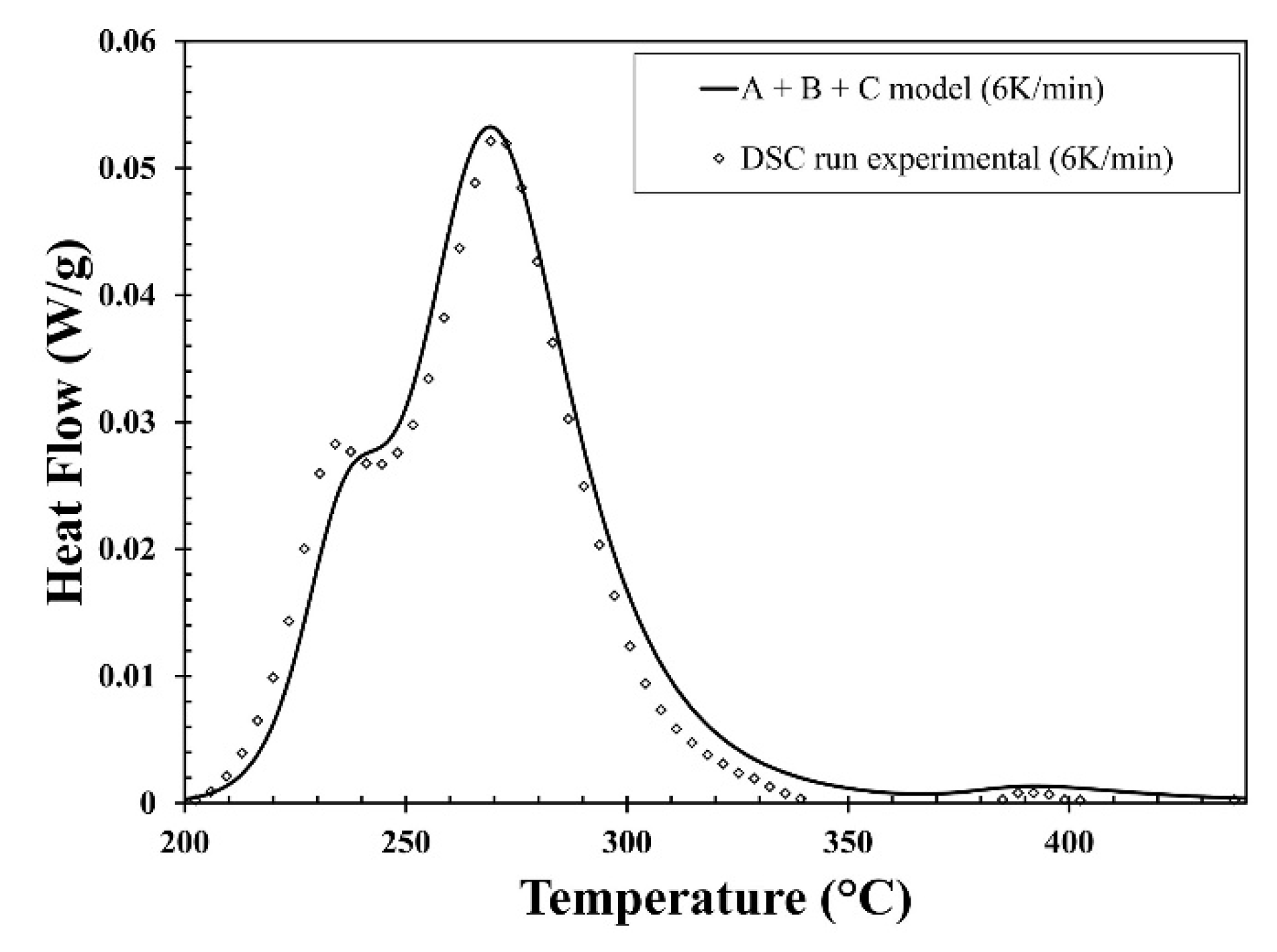
- DSC runs of AlSi7Cu3.5Mg0.15 (Mn, Zr, V) alloy present three major exothermic events (peaks A, B, C). These peaks correspond respectively to the growth of GP zones + β′′ + Q′, θ′ and θ.
- The activation energies for θ′-Al2Cu and θ-Al2Cu are in the range of 76 and 148 kJ per mol, respectively, for the AlSi7Cu3.5Mg0.15 (Mn, Zr, V), which are significantly less than those reported previously on the binary Al-3.5 wt%Cu alloys [22].
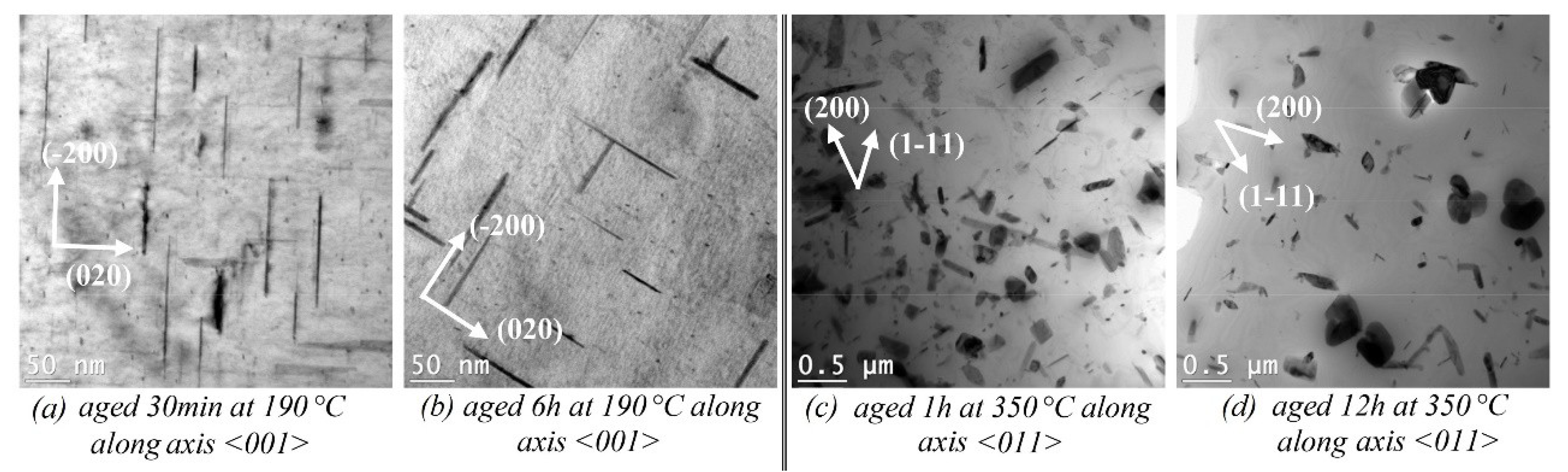
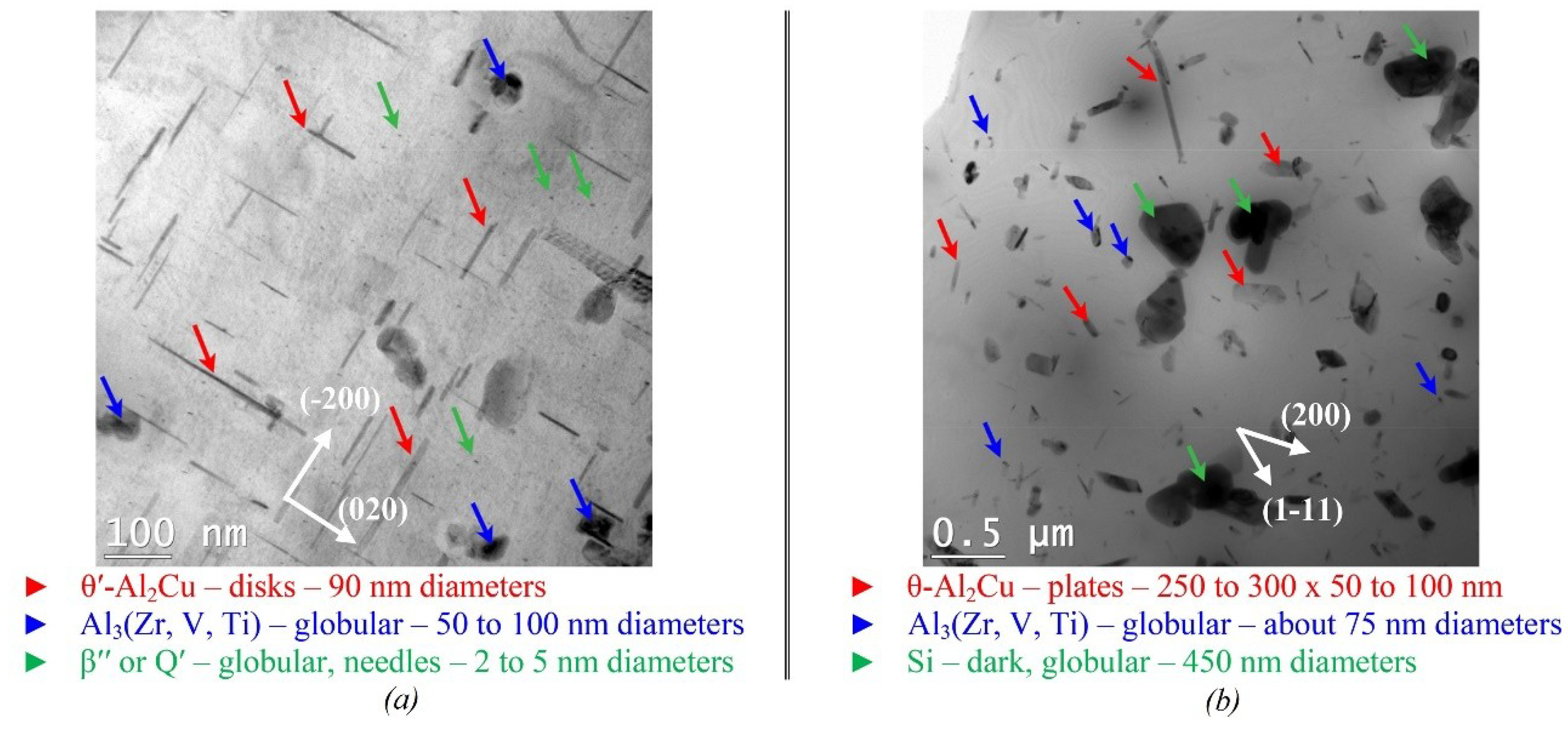
- Si-containing Al3(Zr, V, Ti) precipitates are present in the AlSi7Cu3.5Mg0.15 (Mn, Zr, V) alloy microstructure for all tested aging conditions.
- Si content in the dendrite has a detrimental impact on the life of metastable precipitates. Indeed, high Si content in a casting alloy helps to get the stable θ-Al2Cu precipitates faster. It also generates short incubation times for θ′-Al2Cu.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phases | |||||
|---|---|---|---|---|---|
| Al | Si | Cu | Mg | ||
| At 175 °C | |||||
| GP zones | 0.975 | 0.0139 | 0.00736 | 1.63.10−3 | 0.0384 |
| β” | 0.971 | 0.0121 | 0.0147 | 2.23.10−5 | 0.00495 |
| Q′ | 0.969 | 0.0135 | 0.0149 | 4.83.10−7 | 0.00398 |
| At 200 °C | |||||
| θ′ | 0.980 | 0.0154 | 0.000563 | 0.0017829 | 0.0440 |
| At 315 °C | |||||
| θ | 0.978 | 0.0153 | 0.00268 | 0.0017723 | 0.0383 |
| of matrix | |||||
| SHT 505°C | Al | Si | Cu | Mg | |
| Matrix at 175 and 200 °C | 0.966 | 0.0147 | 0.0152 | 0.00170 | |
| Matrix+θ′ at 315 °C | 0.980 | 0.0140 | 0.00333 | 0.000109 | |
| of precipitate ϕ | |||||
| Al | Si | Cu | Mg | ||
| GP zones | 0.75 | 0.25 | |||
| β” | 0.03 | 0.51 | - | 0.45 | |
| Q′ | 0.235 | 0.0588 | 0.353 | 0.353 | |
| θ′ | 0.667 | - | 0.333 | - | |
| θ | 0.667 | - | 0.333 | - | |
| Phases | |||
|---|---|---|---|
| Al | Cu | ||
| At 175 °C | |||
| GP zones | 0.993 | 0.00693 | 0.0339 |
| At 235 °C | |||
| θ’ | 0.999 | 0.000843 | 0.0431 |
| At 400 °C | |||
| θ | 0.994 | 0.00576 | 0.0295 |
| of matrix | |||
| SHT 550 °C | Al | Cu | |
| Matrix at 175 and 235 °C | 0.985 | 0.0152 | |
| Matrix+ θ′ at 400 °C | 0.992 | 0.00779 | |
| of precipitate ϕ | |||
| Al | Cu | ||
| GP zones | 0.75 | 0.25 | |
| θ′ | 0.667 | 0.333 | |
| θ | 0.667 | 0.333 | |
References
- Javidani, M. Effect of Cu, Mg and Fe on Solidification Processing and Microstructure Evolution of Al-7Si Based Foundry Alloys. Ph.D. Thesis, Université Laval, Québec, QC, Canada, 2015. [Google Scholar]
- Mohamed, A.M.A.; Samuel, F.H. A review on the heat treatment of Al-Si-Cu-Mg casting alloys. In Heat Treatment—Conventional and Novel Applications; Czerwinski, F., Ed.; InTech: Rijeka, Croatia, 2012. [Google Scholar]
- Manente, A.; Timelli, G. Optimizing the heat treatment process of cast aluminium alloys. In Recent Trends in Processing and Degradation of Aluminium Alloys; Ahmad, Z., Ed.; InTech: Rijeka, Croatia, 2011; pp. 197–220. [Google Scholar]
- Porter, D.A.; Easterling, K.E.; Sherif, M.Y. Phase Transformations in Metals and Alloys, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2009; p. 520. [Google Scholar]
- Dutta, I.; Allen, S.M.; Hafley, J.L. Effect of reinforcement on the aging response of cast 6061 Al-Al2O3 particulate composites. Metall. Mater. Trans. A 1991, 22, 2553–2563. [Google Scholar] [CrossRef]
- Eskin, D.G. Decomposition of supersaturated solid solutions in Al–Cu–Mg–Si alloys. J. Mater. Sci. 2003, 38, 279–290. [Google Scholar] [CrossRef]
- Ding, L.; Jia, Z.; Zhang, Z.; Sanders, R.E.; Liu, Q.; Yang, G. The natural aging and precipitation hardening behaviour of Al-Mg-Si-Cu alloys with different Mg/Si ratios and Cu additions. Mater. Sci. Eng. A 2015, 627, 119–126. [Google Scholar] [CrossRef]
- Xiao, Q.; Liu, H.; Yi, D.; Yin, D.; Chen, Y.; Zhang, Y.; Wang, B. Effect of Cu content on precipitation and age-hardening behavior in Al-Mg-Si-xCu alloys. J. Alloys Compd. 2017, 695, 1005–1013. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Prog. Mater Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Matsuda, K.; Uetani, Y.; Sato, T.; Ikeno, S. Metastable phases in an Al-Mg-Si alloy containing copper. Metall. Mater. Trans. A 2001, 32A, 1293–1299. [Google Scholar]
- Ding, L.; Jia, Z.; Nie, J.-F.; Weng, Y.; Cao, L.; Chen, H.; Wu, X.; Liu, Q. The structural and compositional evolution of precipitates in Al-Mg-Si-Cu alloy. Acta Mater. 2018, 145, 437–450. [Google Scholar] [CrossRef]
- Sepehrband, P.; Mahmudi, R.; Khomamizadeh, F. Effect of Zr addition on the aging behavior of A319 aluminum cast alloy. Scr. Mater. 2005, 52, 253–257. [Google Scholar] [CrossRef]
- Mahmudi, R.; Sepehrband, P.; Ghasemi, H.M. Improved properties of A319 aluminum casting alloy modified with Zr. Mater. Lett. 2006, 60, 2606–2610. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Microstructure and mechanical properties of Al–Si cast alloy with additions of Zr–V–Ti. Mater. Des. 2015, 83, 801–812. [Google Scholar] [CrossRef]
- Elhadari, H.A.; Patel, H.A.; Chen, D.L.; Kasprzak, W. Tensile and fatigue properties of a cast aluminum alloy with Ti, Zr and V additions. Mater. Sci. Eng. A 2011, 528, 8128–8138. [Google Scholar] [CrossRef]
- Litynska, L.; Abou-Ras, D.; Kostorz, G.; Dutkiewicz, J. TEM and HREM study of Al3Zr precipitates in an Al-Mg-Si-Zr alloy. J. Microsc. 2006, 223, 182–184. [Google Scholar] [CrossRef] [PubMed]
- Kozeschnik, E. Modeling Solid-State Precipitation; Momentum Press: New York, NY, USA, 2013. [Google Scholar]
- Aaronson, H.I.; Enomoto, M.; Lee, J.K. Mechanisms of Diffusional Phase Transformations in Metals and Alloys; Taylor & Francis: Boca Raton, FL, USA, 2010; p. 667. [Google Scholar]
- Vaithyanathan, V.; Wolverton, C.; Chen, L.Q. Multiscale modeling of θ′ precipitation in Al–Cu binary alloys. Acta Mater. 2004, 52, 2973–2987. [Google Scholar] [CrossRef]
- Chen, Q.; Wu, K.; Sterner, G.; Mason, P. Modeling precipitation kinetics during heat treatment with calphad-based tools. J. Mater. Eng. Perform. 2014, 23, 4193–4196. [Google Scholar] [CrossRef]
- Larouche, D. Mixed mode growth of an ellipsoidal precipitate: Analytical solution for shape preserving growth in the quasi-stationary regime. Acta Mater. 2017, 123, 188–196. [Google Scholar] [CrossRef] [Green Version]
- Heugue, P.; Larouche, D.; Breton, F.; Martinez, R.; Chen, X.G. Evaluation of the growth kinetics of θ′ and θ-Al2Cu precipitates in a binary Al-3.5 Wt Pct Cu alloy. Metall. Mater. Trans. A 2019, 50, 3048–3060. [Google Scholar] [CrossRef]
- Lombardi, A.; D’Elia, F.; Ravindran, C.; MacKay, R. Replication of engine block cylinder bridge microstructure and mechanical properties with lab scale 319 Al alloy billet castings. Mater. Charact. 2014, 87, 125–137. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Metallography and Microstructures; ASM International: Materials Park, OH, USA, 2004; Volume 9. [Google Scholar]
- Samuel, E.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Intermetallic phases in Al–Si based cast alloys: New perspective. Int. J. Cast Met. Res. 2014, 27, 107–114. [Google Scholar] [CrossRef]
- Starink, M.J.; Zahra, A.M. Mechanisms of combined GP zone and theta’ precipitation in an Al-Cu alloy. J. Mater. Sci. Lett. 1997, 16, 1613–1615. [Google Scholar] [CrossRef]
- Andersson, J.-O.; Helander, T.; Hoglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar]
- TTAL7, TT Al-based Alloys Database, version 7.0; ThermoTech Ltd., Surrey Technology Center: Guildford, UK, 2010.
- Lee, E.S.; Kim, Y.G. A transformation kinetic model and its application to Cu-Zn-Al shape memory alloys-I. Isothermal conditions. Acta Metall. Mater. 1990, 38, 1669–1676. [Google Scholar] [CrossRef]
- Starink, M.J.; Zahra, A.M. An analysis method for nucleation and growth controlled reactions at constant heating rate. Thermochim. Acta 1997, 292, 159–168. [Google Scholar] [CrossRef]
- Chen, S.P.; Mussert, K.M.; Van Derzwaag, S. Precipitation kinetics in Al6061 and Al6061-alumina particle composite. J. Mater. Sci. 1998, 33, 4477–4483. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Svoboda, J.; Fratzl, P.; Fischer, F.D. Modelling of kinetics in multi-component multi-phase systems with spherical precipitates: II: Numerical solution and application. Mater. Sci. Eng. A 2004, 385, 157–165. [Google Scholar]
- Wang, S.C.; Starink, M.J. Precipitates and intermetallic phases in precipitation hardening Al–Cu–Mg–(Li) based alloys. Int. Mater. Rev. 2005, 50, 193–215. [Google Scholar] [CrossRef]
- Ibrahim, M.F.; Samuel, E.; Samuel, A.M.; Al-Ahmari, A.M.A.; Samuel, F.H. Metallurgical parameters controlling the microstructure and hardness of Al–Si–Cu–Mg base alloys. Mater. Des. 2011, 32, 2130–2142. [Google Scholar] [CrossRef]
- Tavita-Medrano, F.J. Artificial Treatments of 319-Type Aluminum Alloys. Ph.D. Thesis, McGill University, Montreal, QC, Canada, February 2007. [Google Scholar]
- Ovono Ovono, D. Recyclabilité des Alliages D’aluminium de Fonderie: Influence des éLéMents RéSiduels sur la Microstructure et le Comportement Mécanique. Ph.D. Thesis, Université de Technologie de Compiègne, Compiègne, France, 2004. [Google Scholar]
- Tabibian, S.; Charkaluk, E.; Constantinescu, A.; Guillemot, G.; Szmytka, F. Influence of process-induced microstructure on hardness of two Al–Si alloys. Mater. Sci. Eng. A 2015, 646, 190–200. [Google Scholar] [CrossRef]
- Povoden-Karadeniz, E. Thermodynamic Data from MatCalc Database ‘mc_al.tdb’, 2.030 ed.; MatCalc Engineering: Vienna, Austria, 2015. [Google Scholar]
- Biswas, A.; Siegel, D.J.; Wolverton, C.; Seidman, D.N. Precipitates in Al–Cu alloys revisited: Atom-probe tomographic experiments and first-principles calculations of compositional evolution and interfacial segregation. Acta Mater. 2011, 59, 6187–6204. [Google Scholar] [CrossRef]
- Bastow, T.J.; Celotto, S. Structure evolution in dilute Al(Cu) alloys observed by 63Cu NMR. Acta Mater. 2003, 51, 4621–4630. [Google Scholar] [CrossRef]
- Sun, D.; Wang, Y.; Zhang, X.; Zhang, M.; Niu, Y. First-principles calculation on the thermodynamic and elastic properties of precipitations in Al-Cu alloys. Superlattices Microstruct. 2016, 100, 112–119. [Google Scholar] [CrossRef]
- Silcock, J.M.; Heal, T.J.; Hardy, H.K. Structural ageing characteristics of aluminum-copper alloys. J. Inst. Met. 1954, 82, 239–248. [Google Scholar]
- Barlas, B. Etude du Comportement et de L’endommagement en Fatigue D’alliages D’aluminium de Fonderie. Ph.D. Thesis, Ecole Nationale Supérieure des Mines de Paris, Evry, France, 5 February 2004. [Google Scholar]
- Smith, G.W. Precipitation kinetics in an air-cooled aluminum alloy: A comparison of scanning and isothermal calorimetry measurement methods. Thermochim. Acta 1998, 313, 27–36. [Google Scholar] [CrossRef]
- Ovono Ovono, D.; Guillot, I.; Massinon, D. Determination of the activation energy in a cast aluminium alloy by TEM and DSC. J. Alloys Compd. 2007, 432, 241–246. [Google Scholar] [CrossRef]
- Liu, L.; Chen, J.H.; Wang, S.B.; Liu, C.H.; Yang, S.S.; Wu, C.L. The effect of Si on precipitation in Al–Cu–Mg alloy with a high Cu/Mg ratio. Mater. Sci. Eng. A 2014, 606, 187–195. [Google Scholar] [CrossRef]
- Gupta, A.K.; Lloyd, D.J.; Court, S.A. Precipitation hardening in Al–Mg–Si alloys with and without excess Si. Mater. Sci. Eng. A 2001, 316, 11–17. [Google Scholar] [CrossRef]
- Hernandez Paz, J.F. Heat Treatment and Precipitation in A356 Aluminum Alloy. Ph.D. Thesis, McGill University, Montreal, QC, Canada, September 2003. [Google Scholar]
- Rahimian, M.; Amirkhanlou, S.; Blake, P.; Ji, S. Nanoscale Zr-containing precipitates; a solution for significant improvement of high-temperature strength in Al-Si-Cu-Mg alloys. Mater. Sci. Eng. A 2018, 721, 328–338. [Google Scholar] [CrossRef] [Green Version]
- Larouche, D. A new theory of the solid-state growth of embryos during nucleation: The fundamental role of interfacial mobility. Philos. Mag. 2018, 98, 2035–2060. [Google Scholar] [CrossRef]










| AlSi7Cu3.5Mg0.15 (Mn, Zr, V) | Elements | Si | Cu | Mg | Fe | Ti | Mn | Zr | V | Sr | Zn |
| wt% | 6.86 | 3.41 | 0.14 | 0.12 | 0.11 | 0.15 | 0.12 | 0.11 | 0.013 | 0.014 |
| Heating Rate (K/min) | Peak A | Peak B | Peak C | |||
|---|---|---|---|---|---|---|
| 1 | 206.3 | 204.6 | 223.2 | 221.3 | 353.3 | 355.3 |
| 2 | 217.9 | 214.6 | 243.2 | 239.3 | 372.1 | 373.3 |
| 4 | 225.9 | 226.0 | 262.5 | 261.3 | 384.8 | 385.6 |
| 6 | 234.5 | 234.5 | 270.8 | 269.8 | 391.6 | 393.3 |
| 8 | 247.5 | 244.5 | 276.2 | 276.7 | 401.1 | 403.5 |
| Peak | Precipitate | E (kJ/mol) | k0 (s−1) | n | c | Δh (mJ) |
|---|---|---|---|---|---|---|
| A | GP zones + β′′ + Q′ | 100.49 | 9.156 × 107 | 3 | 1 | 5.59 |
| B | θ′ | 76.23 | 6.562 × 104 | 3 | 1.7 | 27.3 |
| C | θ | 147.75 | 1.438 × 109 | 3 | 4 | 0.745 |
| Length (nm) | Precipitate Density (sites/m3) | ||
|---|---|---|---|
| 30 min | 6 h | 30 min | 6 h |
| 88 ± 30 | 105 ± 36 | 8.6 ± 1.2 × 1020 | 6.8 ± 1.3 × 1020 |
| Peak | Precipitate | E (kJ/mol) | k0 (s−1) | n | c | Δh (mJ) |
|---|---|---|---|---|---|---|
| A | GP zones | 127.81 | 1.029 × 1011 | 3 | 1 | 1.490 |
| B | θ′ | 114.25 | 2.255 × 108 | 3 | 1.7 | 31.66 |
| C | θ | 329.55 | 1.518 × 1022 | 3 | 4 | 3.476 |
| Temperature (°C) | Precipitate | Al-3.5wt%Cu | AlSi7Cu3.5Mg0.15 (Mn, Zr, V) |
|---|---|---|---|
| υ0 (nm/h) | υ0 (nm/h) | ||
| 200 | θ′ | 20 | 58 |
| 235 | θ′ | 148 | 221 |
| 315 | θ | 0.07 | 48 |
| 400 | θ | 365 | 2171 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heugue, P.; Larouche, D.; Breton, F.; Massinon, D.; Martinez, R.; Chen, X.-G. Precipitation Kinetics and Evaluation of the Interfacial Mobility of Precipitates in an AlSi7Cu3.5Mg0.15 Cast Alloy with Zr and V Additions. Metals 2019, 9, 777. https://doi.org/10.3390/met9070777
Heugue P, Larouche D, Breton F, Massinon D, Martinez R, Chen X-G. Precipitation Kinetics and Evaluation of the Interfacial Mobility of Precipitates in an AlSi7Cu3.5Mg0.15 Cast Alloy with Zr and V Additions. Metals. 2019; 9(7):777. https://doi.org/10.3390/met9070777
Chicago/Turabian StyleHeugue, Pierre, Daniel Larouche, Francis Breton, Denis Massinon, Rémi Martinez, and X.-Grant Chen. 2019. "Precipitation Kinetics and Evaluation of the Interfacial Mobility of Precipitates in an AlSi7Cu3.5Mg0.15 Cast Alloy with Zr and V Additions" Metals 9, no. 7: 777. https://doi.org/10.3390/met9070777
APA StyleHeugue, P., Larouche, D., Breton, F., Massinon, D., Martinez, R., & Chen, X. -G. (2019). Precipitation Kinetics and Evaluation of the Interfacial Mobility of Precipitates in an AlSi7Cu3.5Mg0.15 Cast Alloy with Zr and V Additions. Metals, 9(7), 777. https://doi.org/10.3390/met9070777