Study on Multi-Step Creep Aging Behavior of Al-Li-S4 Alloy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Programmes
2.2. Creep Aging Test
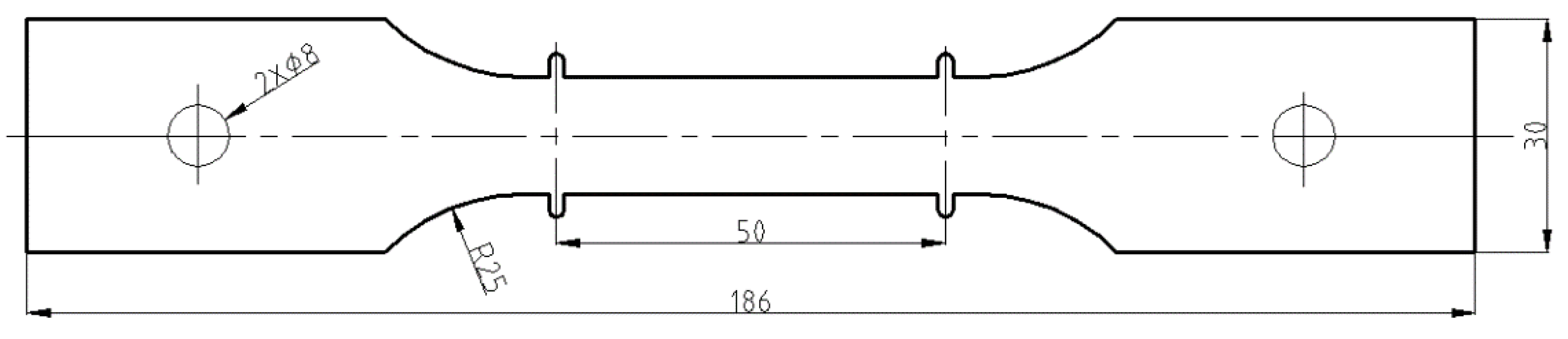
2.3. Tensile Test
2.4. Microstructure Observation and Characterization
3. Results and Discussion
3.1. Creep Behavior
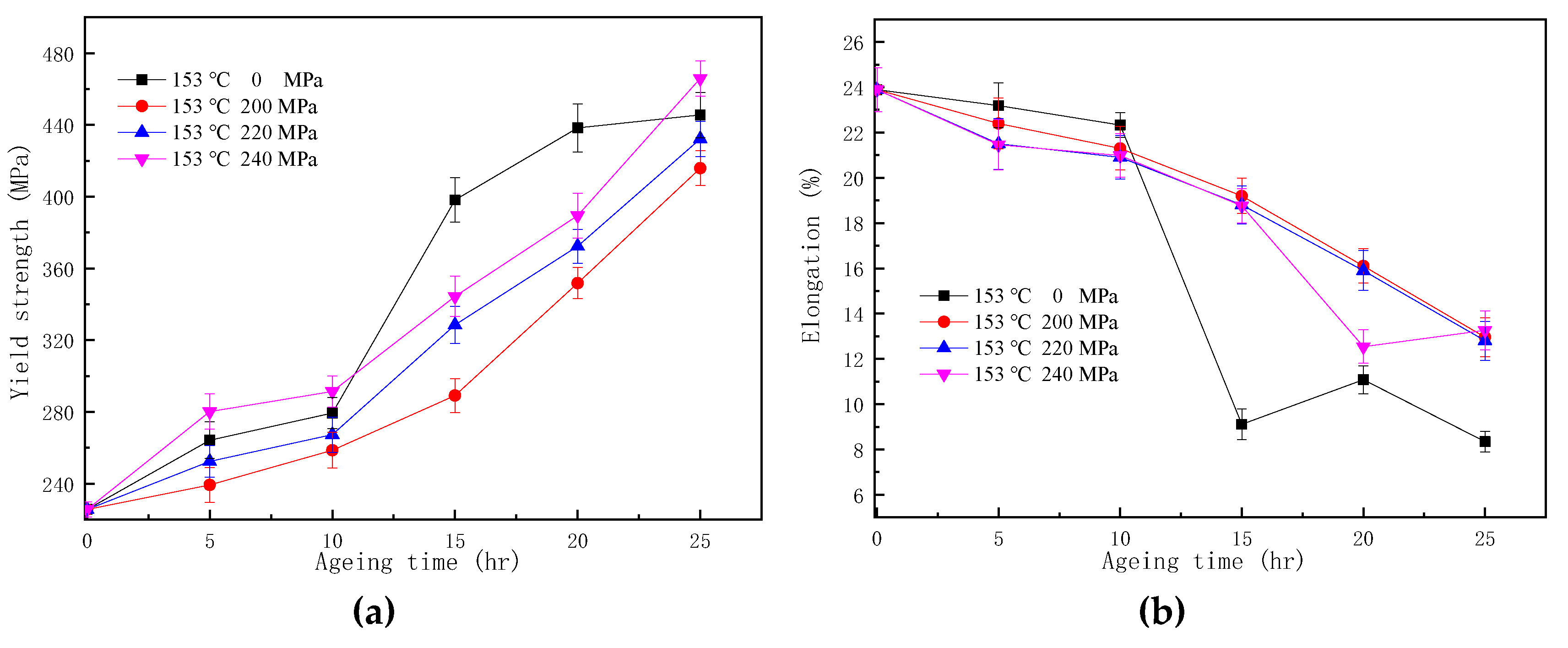
3.2. Evolution of Mechanical Properties
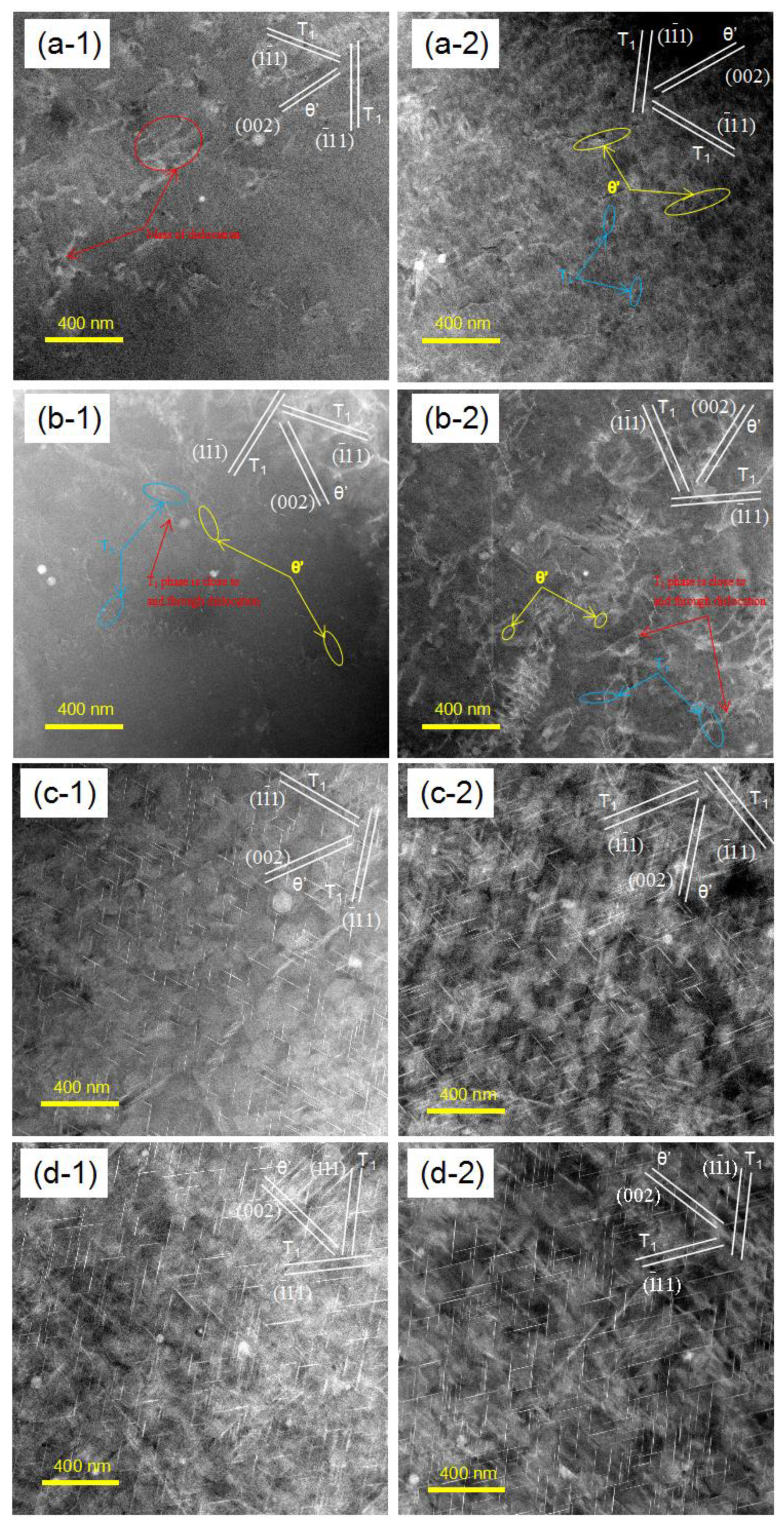
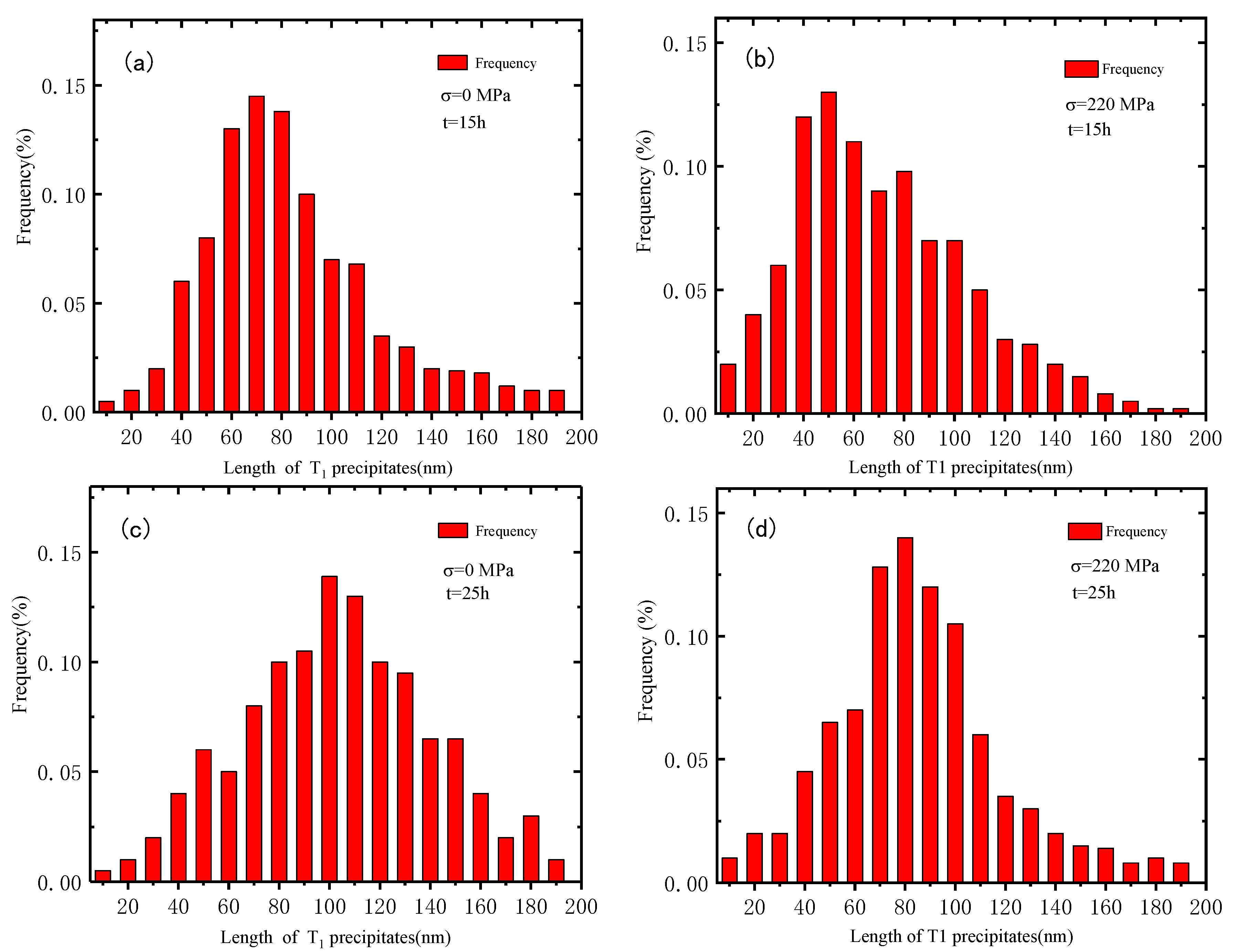
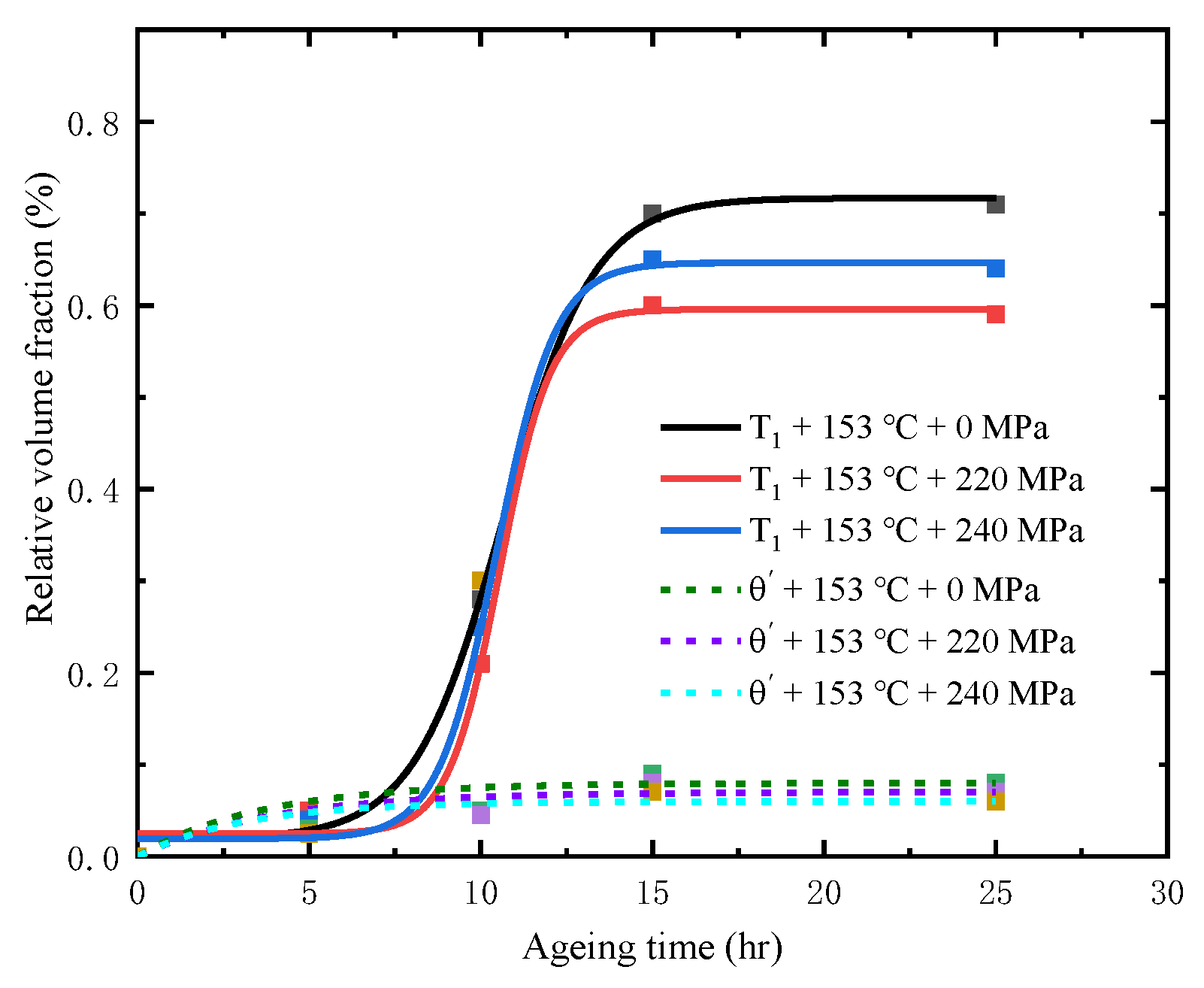
3.3. Evolution of Microstructure
4. Discussion
4.1. Multi-Step Creep Aging Behavior
4.2. The Multi-Step Phenomenon of Mechanical Properties
5. Conclusions
- (1)
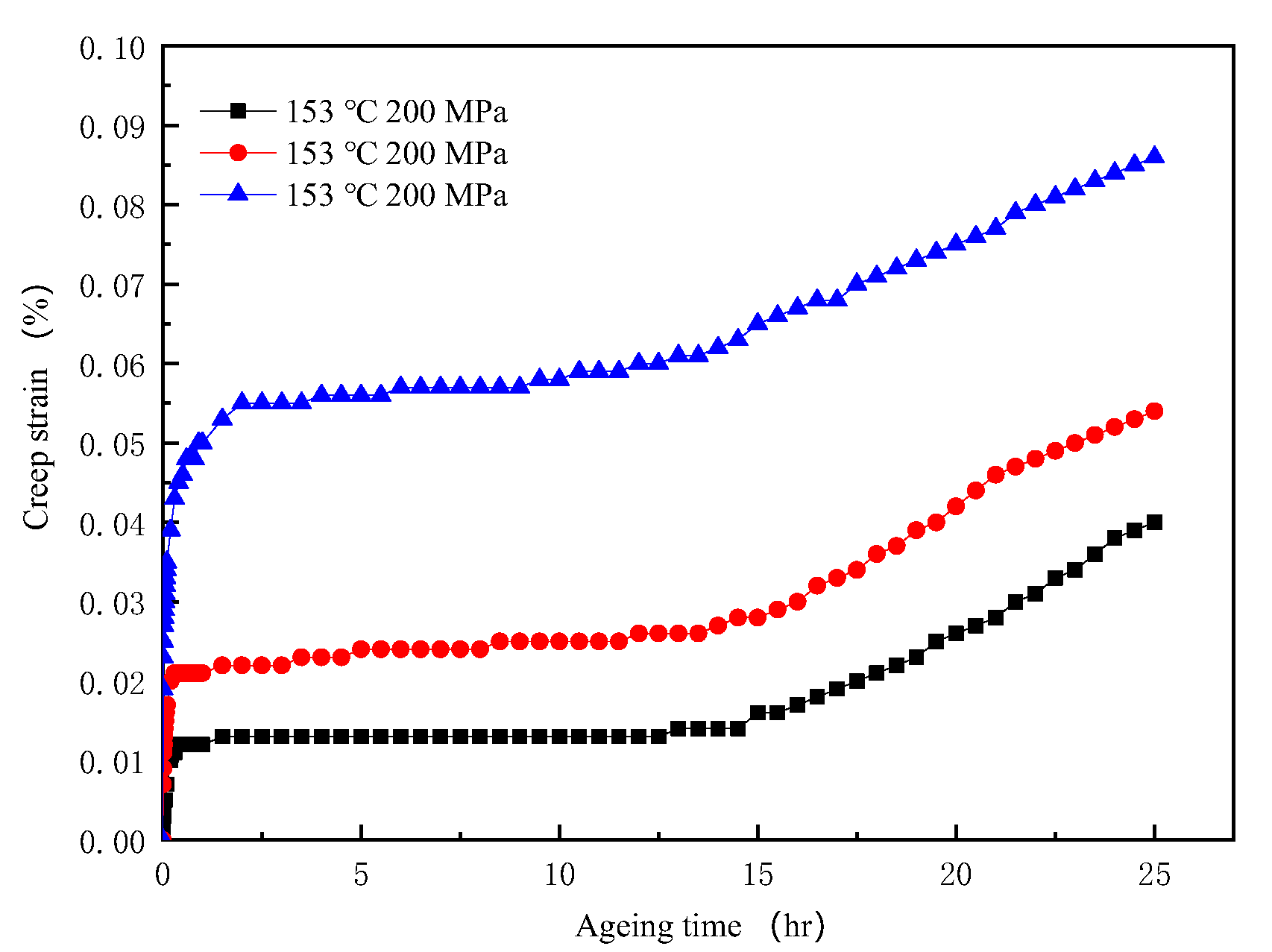
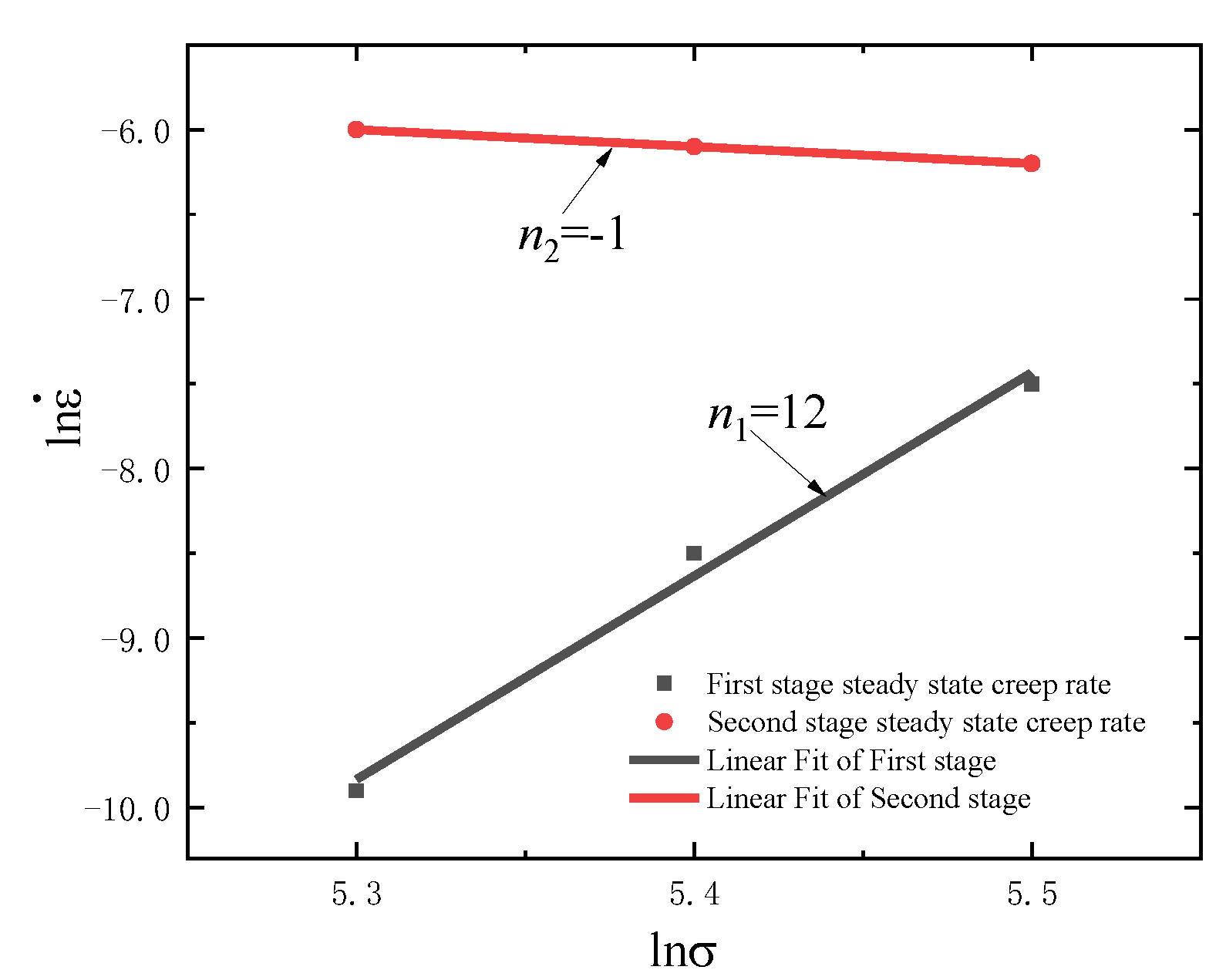
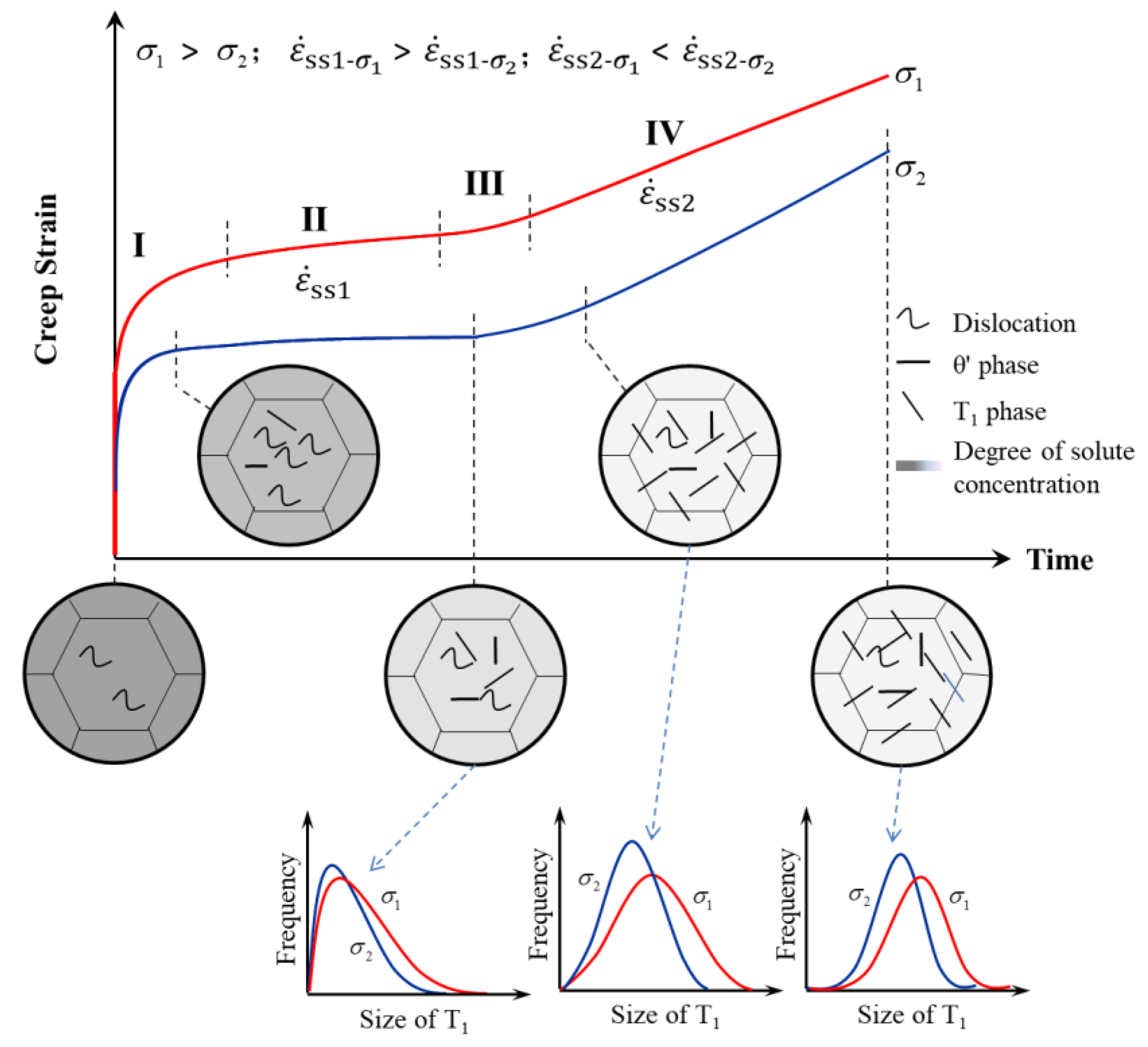
- Creep behavior presents double steady state creep stages during the creep aging process of Al-Li-S4 alloy. With the increase of stress level, the first steady creep rate increased, but the second steady creep rate was slightly reduced. The change in the stress exponent, n, shows that the mechanism of the first steady creep stage and the second steady creep stage are different. Moreover, the creep strain change in the second steady creep stage is mainly related to the change of the number and size of precipitates under different applied stress. It indicated that there is a strong interaction between stress-dependent precipitates and creep deformation.
- (2)
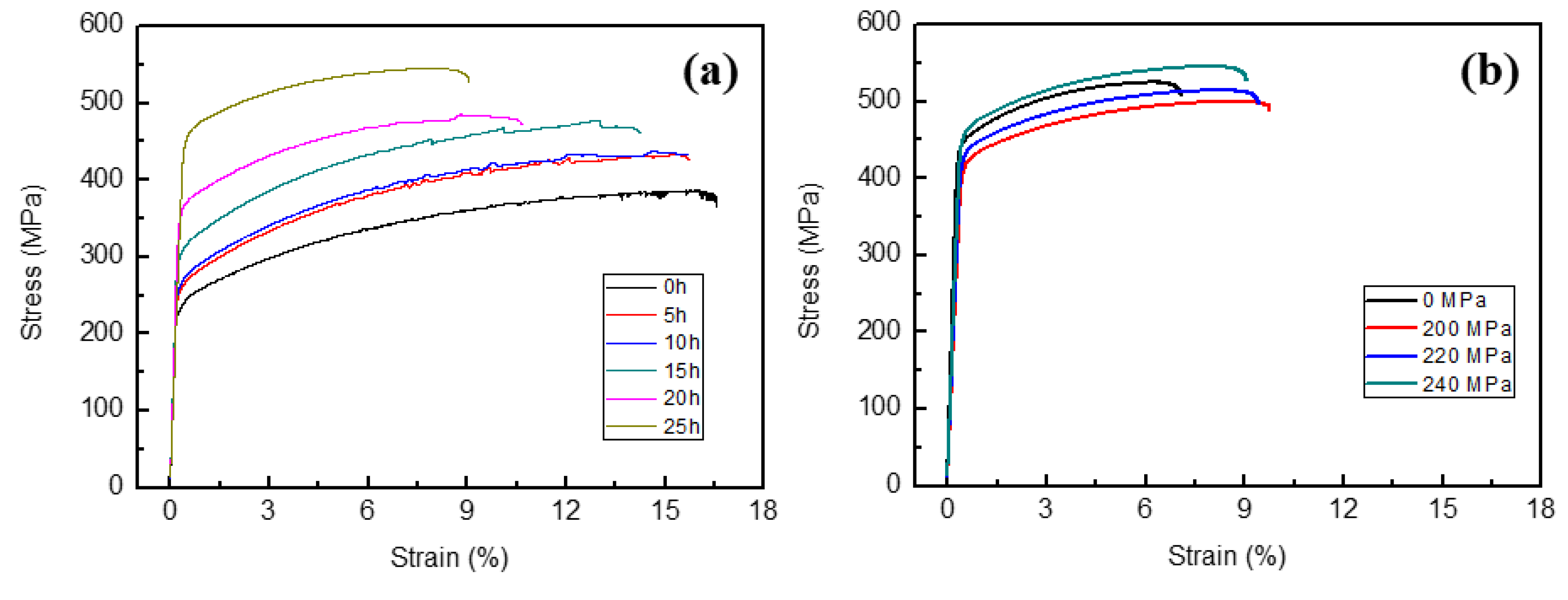
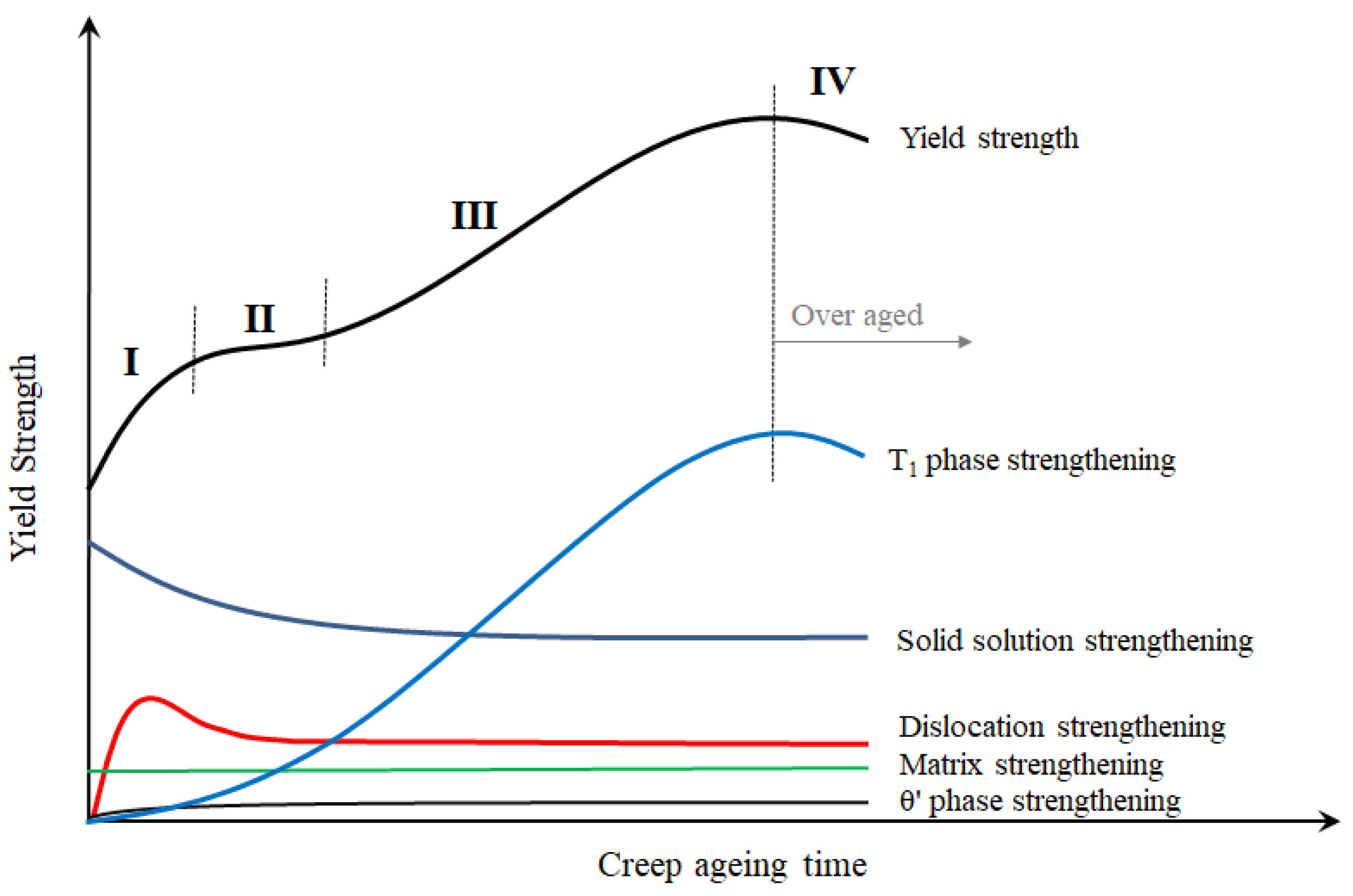
- Mechanical properties of Al-Li-S4 alloy also show multi-step behaviors during the creep aging process. Although the yield strength has been increasing, the increasing rate is different. The increasing rate decreases first and is then followed by typical age strengthening rules. It suggested that the primary stage of yield strength is correlate to the strain strengthening induced by creep of Al-Li-S4 alloy.
- (3)
- In the creep aging process, Al-Li-S4 alloy mainly contains two precipitation phases, T1 phase and θ’ phase. Among them, T1 phase is the main strengthening phase of the studied alloy. T1 phase has a long incubation period, which is longer than that time of primary creep stage caused by dislocation increment. With the increase of stress level, the size and distribution of precipitates are more uniform, which is the main reason for the increase of mechanical properties under high stress conditions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhan, L.; Lin, J.; Dean, T.A. A review of the development of creep age forming: Experimentation, modelling and applications. Int. J. Mach. Tool. Manuf. 2011, 51, 1–17. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Zhang, S.; Ma, Y.; Chen, D. Experimental investigation of tensile properties and anisotropy of 1420, 8090 and 2060 Al-Li alloys sheet undergoing different strain rates and fibre orientation: A comparative study. Procedia Eng. 2017, 207, 13–18. [Google Scholar] [CrossRef]
- Betsofen, S.; Antipov, V.; Knyazev, M.I. Al-Cu-Li and Al-Mg-Li alloys: Phase composition, texture, and anisotropy of mechanical properties (Review). Russ Met. 2016, 2016, 326–341. [Google Scholar] [CrossRef]
- Rioja, R.; Liu, J. The evolution of Al-Li base products for aerospace and space applications. Metall. Mater. Trans. A 2012, 43, 3325–3337. [Google Scholar] [CrossRef]
- Lavernia, E.; Srivatsan, T.; Mohamed, F. Strength, deformation, behaviour and ductility of aluminium-lithium alloys. J. Mater. Sci. 1990, 25, 1137–1158. [Google Scholar] [CrossRef]
- Hu, L.; Zhan, L.; Shen, R.; Liu, Z.; Ma, Z.; Liu, J.; Yang, Y. Effects of uniaxial creep ageing on the mechanical properties and micro precipitates of Al-Li-S4 Alloy. Mater. Sci. Eng. A 2017, 688, 272–279. [Google Scholar] [CrossRef]
- Hu, L.; Zhan, L.; Liu, Z.; Shen, R.; Yang, Y.; Ma, Z.; Liu, M.; Yang, J.L.; Wang, X. Studies on the creep ageing response and associated mechanical properties of different pre-deformed Al-Li-S4 alloys. Mater. Sci. Eng. A 2017, 703, 496–502. [Google Scholar] [CrossRef]
- Sallah, M.; Peddieson, J., Jr.; Foroudastan, S. A mathematical model of autoclave age forming. J. Mater. Process. Technol. 1991, 28, 211–219. [Google Scholar] [CrossRef]
- Kowalewski, Z.L.; Hayhurst, D.R.; Dyson, B.F. Mechanisms-based creep constitutive equation for an aluminium alloy. J. Strain Anal. Eng. Des. 1994, 29, 309–316. [Google Scholar] [CrossRef]
- Huang, L.; Wan, M.; Chi, C.L.; Ji, X. FEM analysis of spring-backs in age forming of aluminum alloy plates. Chin. J. Aeronaut. 2007, 20, 564–569. [Google Scholar]
- Narimetla, S.P.; Peddieson, J.; Buchanan, G.R.; Foroudastan, S.A. A Simulation Procedure for Panel Age Forming. J. Eng. Mater. Technol. 1998, 120, 183–190. [Google Scholar] [CrossRef]
- Zhan, L.; Lin, J.; Dean, T.A.; Huang, M. Experimental studies and constitutive modelling of the hardening of aluminium alloy 7055 under creep age forming conditions. Int. J. Mech. Sci. 2011, 53, 595–605. [Google Scholar] [CrossRef]
- Li, C.; Zhang, K.; Dai, S.L. Effrct of temperature on stress relaxations and springback of 7050 during age forming. J. Plast. Eng. 2013, 20, 112–115. [Google Scholar]
- Lam, A.C.; Shi, Z.; Yang, H.; Wan, L.; Davies, C.M.; Lin, J.; Zhou, S. Creep-age forming AA2219 plates with different stiffener designs and pre-form age conditions: Experimental and finite element studies. J. Mater. Process. Tech. 2015, 219, 155–163. [Google Scholar] [CrossRef] [Green Version]
- Zhan, L.; Zhang, J.; Jia, S. Strength evolution rule and its model for stress aging of 2219 aluminum alloy. J. Cent. South Univ. (Sci. Technol.) 2016, 47, 2235–2241. [Google Scholar]
- Lei, C.; Li, H.; Fu, J.; Bian, T.J.; Zheng, G.W. Non-isothermal creep aging behaviors of an Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 431–439. [Google Scholar] [CrossRef]
- Lei, C.; Yang, H.; Li, H.; Shi, N.; Zhan, L.H. Dependences of microstructures and properties on initial tempers of creep aged 7050 aluminum alloy. J. Mater. Process. Technol. 2017, 239, 125–132. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Z.; Lin, J.; Yang, Y.L.; Rong, Q. Extended application of a unified creep-ageing constitutive model to multistep heat treatment of aluminium alloys. Mater. Des. 2017, 122, 422–432. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Z.; Lin, J.; Yang, Y.L.; Rong, Q.; Huang, B.M.; Chung, T.F.; Tsao, C.S.; Yang, J.R.; Balint, D.S. A unified constitutive model for asymmetric tension and compression creep-ageing behaviour of naturally aged Al-Cu-Li alloy. Int. J. Plast. 2017, 89, 130–149. [Google Scholar] [CrossRef] [Green Version]
- Giugliano, D.; Barbera, D.; Chen, H.; Cho, N.K.; Liu, Y. Creep-fatigue and cyclically enhanced creep mechanisms in aluminium based metal matrix composites. Eur. J. Mech. A Solids 2019, 74, 66–80. [Google Scholar] [CrossRef]
- Ma, P.; Liu, C.; Ma, Z.; Zhan, L.; Huang, M. Formation of a new intermediate phase and its evolution toward θ’ during aging of pre-deformed Al-Cu alloys. J. Mater. Sci. Technol. 2019, 35, 885–890. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, C.; Zhang, Y.; Deng, Y. Effects of creep aging upon Al-Cu-Li alloy: Strength, toughness and microstructure. J. Alloy Compd. 2018, 764, 452–459. [Google Scholar] [CrossRef]
- Meng, W.A.; Zhan, L.H.; Yang, Y.L.; Ling, Y.A.; Huan, G.M. Effect of pre-deformation on aging creep of Al–Li–S4 alloy and its constitutive modeling. Trans. Nonferrous Met. Soc. China 2015, 25, 1383–1390. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Mn | Fe | Si | Zn | Zr | Li | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration | 3.64 | 0.71 | 0.29 | 0.028 | 0.014 | 0.36 | 0.12 | 0.69 | 0.026 | Bal. |
| Stress σ (MPa) | |||
|---|---|---|---|
| 200 | 0.04 | 5.02 × 10−5 | 0.00249 |
| 220 | 0.054 | 2.03 × 10−4 | 0.00216 |
| 240 | 0.086 | 5.53 × 10−4 | 0.00209 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Y.; Xia, F.; Zhan, L.; Xu, Y. Study on Multi-Step Creep Aging Behavior of Al-Li-S4 Alloy. Metals 2019, 9, 807. https://doi.org/10.3390/met9070807
Ma Y, Xia F, Zhan L, Xu Y. Study on Multi-Step Creep Aging Behavior of Al-Li-S4 Alloy. Metals. 2019; 9(7):807. https://doi.org/10.3390/met9070807
Chicago/Turabian StyleMa, Yunlong, Feng Xia, Lihua Zhan, and Yongqian Xu. 2019. "Study on Multi-Step Creep Aging Behavior of Al-Li-S4 Alloy" Metals 9, no. 7: 807. https://doi.org/10.3390/met9070807
APA StyleMa, Y., Xia, F., Zhan, L., & Xu, Y. (2019). Study on Multi-Step Creep Aging Behavior of Al-Li-S4 Alloy. Metals, 9(7), 807. https://doi.org/10.3390/met9070807